Изобретение относится к устройству для защиты корпуса составной части сварочного аппарата во время изменения его местоположения.
Предложенное на рассмотрении изобретение относится, в частности, к устройству для защиты корпуса составных частей сварочного аппарата, когда сварщик изменяет их местоположение. К примеру, при осуществлении сварочных работ часто возникают ситуации, при которых пользователь перемещает составные части сварочного аппарата, к примеру, катушку с присадочным прутком или механизм подачи проволоки, к месту проведения сварки, причем транспортировка должна осуществляться посредством подтягивания за собой соответствующих составных частей. При подтягивании или подталкивании составных частей сварочного аппарата по полу они повреждаются.
Поэтому задача изобретения состоит в создании устройства, с помощью которого можно обеспечить оптимальную защиту для корпуса или расположенных в нем составных частей, если сварщик, к примеру, тянет или перемещает их по полу.
Задача изобретения решается посредством устройства защиты при перемещении для закрепления или защиты корпуса в форме пластины, которая на внешней стороне или на обращенной от защищаемого корпуса стороне снабжена возвышениями для уменьшения поверхности прилегания и сопротивления трению. Предпочтительным является при этом то, что корпус на основании или на полу может быть смещен или подтянут, к примеру, в подходящее для осуществления процесса сварки положение, без повреждения корпуса. Тем самым, лак на корпусе не повреждается, и корпус остается и далее, в частности, защищенным от коррозии. Также за счет использования устройства защиты при перемещении создается стабильное прилегание, если корпус наклоняется в сторону. К примеру, механизм подачи проволоки для смены расположенной в нем катушки с присадочной проволокой может быть откинут на устройство защиты при перемещении.
В предпочтительном варианте возвышения согласованы с направлением ожидаемого изменения местоположения. Такого рода возвышения являются легко осуществляемыми элементами для уменьшения поверхности прилегания и сопротивления трению.
Если возвышения имеют конусообразно выполненные поперечные сечения, то в предпочтительном варианте можно добиться уменьшения сопротивления трению. При использовании такого рода возвышений преимуществом является то, что местоположение корпуса не может быть с легкостью изменено нежелательным образом, как это могло бы иметь место, к примеру, при использовании роликов.
Закрепление устройства защиты при перемещении производится в предпочтительном варианте на внутренней стороне или на стороне, обращенной к защищаемому корпусу. За счет соответствующего исполнения может быть отрегулирован наклон устройства защиты при перемещении. За счет разъемного соединения устройства защиты при перемещении оно может быть легко заменено.
В предпочтительном варианте посредством мероприятий по разъемному закреплению возвышений на устройстве защиты при перемещении добиваются того, что контактные полозья могут заменяться по отдельности. Вследствие этого для контактных полозьев может использоваться и другой материал, который, к примеру, еще больше уменьшает сопротивление трению и медленнее изнашивается.
Форма устройства защиты при перемещении приведена в соответствие с формой защищаемого корпуса, к примеру с формой боковой стенки защищаемого корпуса.
Другие преимущества могут быть заимствованы из описания.
Предложенное на рассмотрение изобретение разъясняется далее более детально на основании приложенных схематичных чертежей, причем содержащиеся в описании элементы могут быть отнесены также к подобным элементам с аналогичными ссылочными позициями. Отдельные признаки из представленного примера осуществления изобретения или из представленных примеров осуществления изобретения могут представлять собой также самостоятельные решения в соответствии с изобретением.
Представлено:
фиг.1: схематичное изображение сварочной установки или сварочного аппарата;
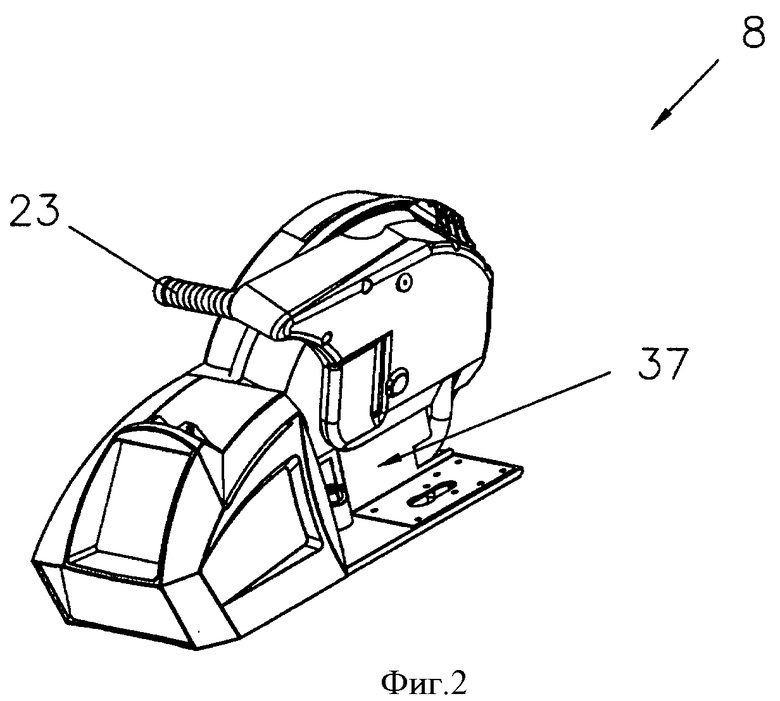
фиг.2: схематичное изображение механизма подачи проволоки, в изометрии;
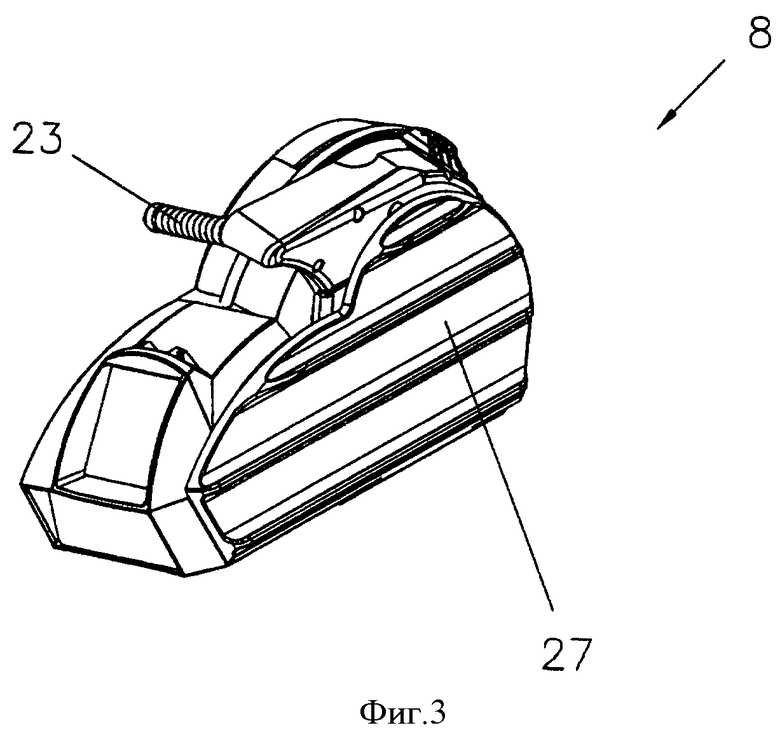
фиг.3: схематичное изображение механизма подачи проволоки с устройством защиты при перемещении в соответствии с изобретением, в изометрии;
фиг.4: схематичное изображение механизма подачи проволоки с устройством защиты при перемещении в соответствии с изобретением, на виде спереди;
фиг.5: схематичное изображение механизма подачи проволоки с откинутым устройством защиты при перемещении в соответствии с изобретением, на виде спереди;
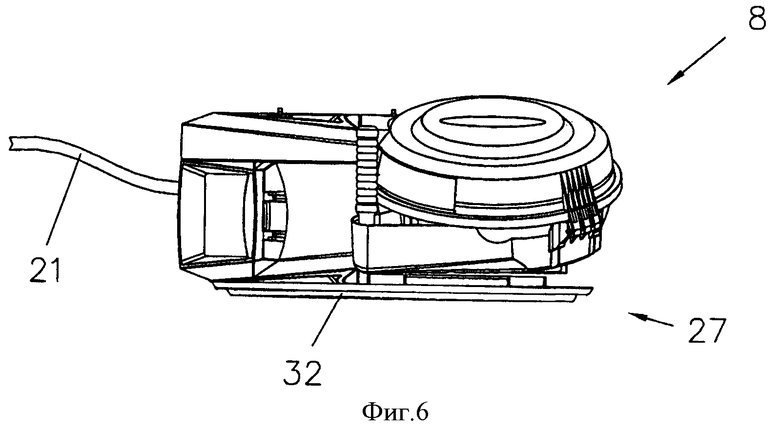
фиг.6: схематичное изображение откинутого на устройство для защиты при перемещении механизма подачи проволоки;
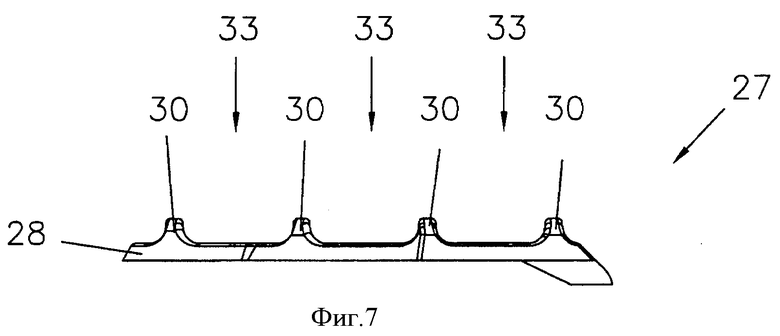
фиг.7: схематичное изображение в разрезе устройства защиты при перемещении;
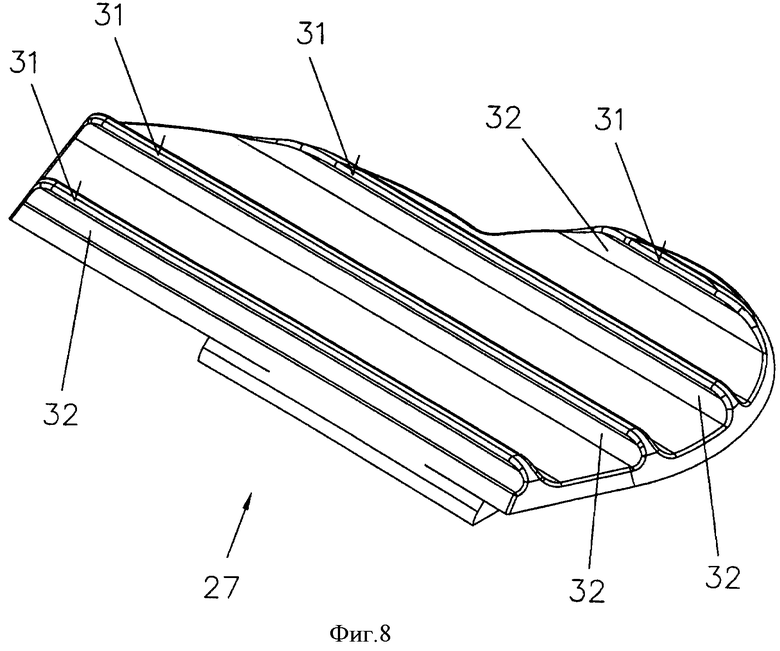
фиг.8 трехмерное схематичное изображение устройства защиты при перемещении.
В качестве вступления следует констатировать, что одинаковые детали примера осуществления изобретения снабжаются одинаковыми ссылочными позициями.
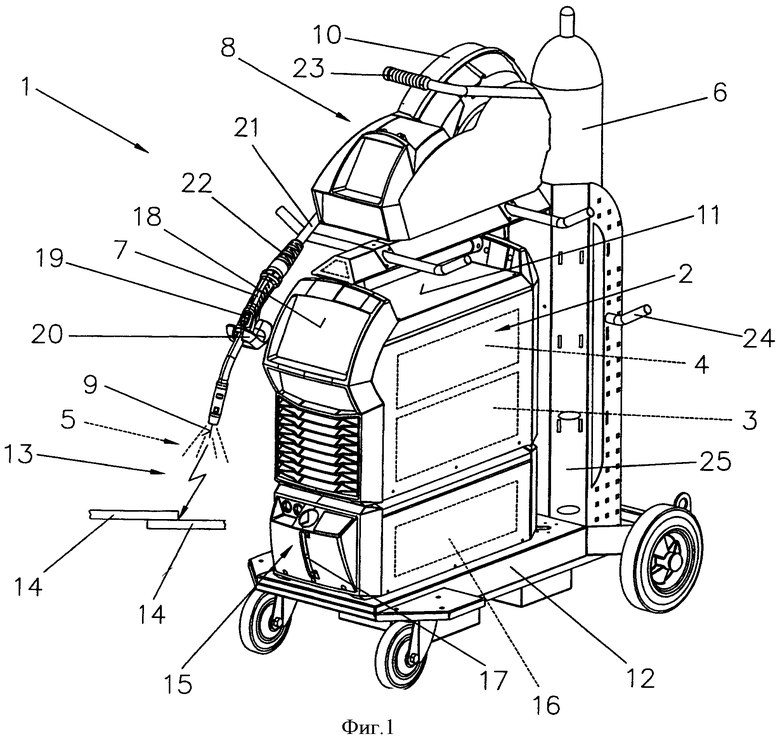
На фиг.1 представлен сварочный аппарат 1 или сварочная установка для осуществления различных процессов или способов, к примеру, сварки плавящимся электродом в среде инертного газа / сварки плавящимся электродом в среде активного газа, или сварки неплавящимся (вольфрамовым) электродом в среде инертного газа / сварки неплавящимся (вольфрамовым) электродом в среде активного газа, или сварки электродом, двухдуговой сварки или сварки последовательными дугами, сварки дуговой плазмой или пайки и т.д.
Сварочный аппарат 1 включает в себя источник 2 тока с расположенным в нем элементом 3 мощности, устройством 4 управления и другими, не изображенными составными частями и проводами, к примеру элементом переключения, клапанами управления и т.д. Устройство 4 управления соединено, к примеру, с клапаном управления, расположенным в питающей шине для снабжения газом 5, в частности защитным газом, к примеру CO2, гелием или аргоном и т.п., между газовым баллоном 6 и сварочной горелкой 7 или горелкой.
К тому же, посредством устройства 4 управления может регулироваться еще и механизм 8 подачи проволоки, который обычно используется в процессе сварки плавящимся электродом в среде инертного газа / сварки плавящимся электродом в среде активного газа, причем по питающей шине присадочный материал или сварочная проволока 9 подаются от накопительного барабана 10 или бухты с проволокой в зону сварочной горелки 7. Разумеется, возможно, что механизм 8 подачи проволоки, как известно из уровня техники, встроен в сварочный аппарат 1, в частности в корпус 11 источника 2 тока, а не был установлен, как показано на фиг.1, в качестве приставки на тележке 12. При этом возможно также, что механизм 8 подачи проволоки может быть установлен непосредственно на сварочном аппарате 1, то есть, что корпус 11 источника 2 тока выполнен на верхней стороне для размещения механизма 8 подачи проволоки, так что может отсутствовать необходимость в использовании тележки 12. Для установки механизм 8 подачи проволоки имеет рукоятку 23.
Также возможно, что посредством механизма 8 подачи проволоки подают сварочную проволоку 9 или присадочный материал к месту осуществления операции вне сварочной горелки 7, причем для этого в сварочной горелке 7 в предпочтительном варианте расположен неплавящийся электрод, который обычно используется при сварке неплавящимся электродом в среде инертного газа / сварке неплавящимся электродом в среде активного газа.
Ток для образования электрической дуги 13, в частности рабочей электрической дуги, между электродом или сварочной проволокой 9 и выполненной в предпочтительном варианте из одной или нескольких частей заготовкой 14 через не изображенную сварочную линию подается от элемента 3 мощности к источнику 2 тока, сварочной горелке 7, в частности к электроду или к сварочной проволоке 9, причем свариваемая заготовка 14 через другую сварочную линию для другого потенциала, в частности через массовый кабель, соединена с не изображенным источником 2 тока и, таким образом, посредством электрической дуги 13 или образованной плазменной струи для осуществления процесса может быть образован контур тока. При использовании горелки с внутренней электрической дугой 13 обе не изображенные сварочные линии подведены к горелке, так что в горелке может быть образован соответствующий контур тока, как это может иметь место при использовании плазменных горелок.
Для охлаждения сварочной горелки 7 через охлаждающий аппарат 15 сварочная горелка 7, с промежуточным подключением возможных дополнительных компонентов, к примеру, реле контроля потока с резервуаром для жидкости, в частности резервуаром 16 для воды, может быть соединена с датчиком 17 уровня заполнения, вследствие чего при приведении в действие сварочной горелки 7 охлаждающий аппарат 15, в частности, используемый для находящейся в резервуаре 16 для воды жидкости, жидкостно-кольцевой вакуумный насос приводится в действие, что может способствовать охлаждению сварочной горелки 7. Как показано в представленном примере осуществления изобретения, охлаждающий аппарат 15 устанавливается на тележке 12, на которую затем помещается источник 2 тока. Отдельные компоненты сварочной установки, а именно источник 2 тока, механизм 8 подачи проволоки и охлаждающий аппарат 15, выполнены при этом таким образом, что имеют соответствующие выступы или выемки, так что могут надежно укладываться или устанавливаться друг на друга.
Сварочный аппарат 1, в частности источник 2 тока, имеет далее устройство 18 ввода и вывода информации, посредством которого могут быть настроены, вызваны и отображены самые различные параметры сварки, режимы работы или программы сварки сварочного аппарата 1. При этом настроенные посредством устройства 18 ввода и вывода информации сварочные параметры, режимы работы и программы сварки передаются далее на устройство 4 управления, и с его помощью затем настраиваются отдельные компоненты сварочной установки или сварочного аппарата 1 или задаются соответствующие параметры регулировки или управления. При этом возможно также, что при использовании соответствующей сварочной горелки 7 могут быть предприняты также и операции по настройке посредством сварочной горелки 7, причем для этого сварочная горелка 7 оснащена устройством 19 ввода и вывода информации. В предпочтительном варианте при этом сварочная горелка 7 через информационную шину, в частности последовательную информационную шину, соединена со сварочным аппаратом 1, в частности с источником 2 тока или с механизмом 8 подачи проволоки. Для запуска процесса сварки сварочная горелка 7 имеет в большинстве случаев не изображенный пусковой выключатель, так что посредством приведения в действие пускового включателя может быть произведено зажигание электрической дуги 13. Для защиты от сильного теплового излучения электрической дуги 13 возможно оснащение сварочной горелки 7 теплозащитным экраном 20.
В представленном примере осуществления изобретения сварочная горелка 7 посредством пакета 21 рукавов соединена далее со сварочным аппаратом 1 или со сварочной установкой, причем пакет 21 рукавов посредством устройства 22 защиты при продольном изгибе закреплен на сварочной горелке 7. В пакете 21 рукавов отдельные провода, к примеру питающая шина или провода для сварочной проволоки 9, для газа 5, для контура охлаждения, для передачи данных и т.д., расположены от сварочного аппарата 1 к сварочной горелке 7, в то время как массовый кабель в предпочтительном варианте специально присоединяется к источнику 2 тока. Пакет 21 рукавов посредством не изображенного сцепного устройства присоединяется к источнику 2 тока или механизму 8 подачи проволоки, в то время как отдельные провода в пакете 21 рукавов посредством устройства защиты при продольном изгибе закреплены на или в сварочной горелке 7. Для обеспечения соответствующего уменьшения растягивающего усилия пакета 21 рукавов этот пакет посредством не изображенного устройства для уменьшения растягивающего усилия может быть соединен с корпусом 11 источника 2 тока или с механизмом 8 подачи проволоки.
В принципе, следует упомянуть о том, что для самых разных способов сварки или сварочных аппаратов 1, к примеру аппаратов для сварки неплавящимся (вольфрамовым) электродом в среде инертного газа, или аппаратов для сварки плавящимся электродом в среде инертного газа/сварки плавящимся электродом в среде активного газа, или аппаратов для сварки дуговой плазмой, должны использоваться или применяться не все указанные ранее компоненты. При этом возможно, к примеру, что сварочная горелка 7 может быть выполнена в виде сварочной горелки с воздушным охлаждением, так что, к примеру, можно отказаться от использования охлаждающего аппарата 15. Таким образом, можно сказать, что сварочный аппарат 1 образуется, по меньшей мере, посредством источника 2 тока, механизма 8 подачи проволоки и охлаждающего аппарата 15, причем они могут располагаться в общем корпусе 11. Далее возможно, что в нем могут располагаться и, соответственно, использоваться и другие элементы или компоненты, к примеру опоры 24 для дополнительных элементов, держатель 25 для газового баллона 6 и т.д.
Соответственно, из уровня техники в целом известно, что сварщику, для осуществления сварки плавящимся электродом в среде инертного газа или сварки плавящимся электродом в среде активного газа, необходимы, по меньшей мере, сварочный аппарат 1, механизм 8 подачи проволоки и пакет 21 рукавов со сварочной горелкой 7. Во многих вариантах применения, к примеру, на корабельной верфи или при работах на строительной площадке, сварочный аппарат 1 устанавливается на защищенной площадке, так что сварщик находится на своем рабочем месте, в основном, с механизмом 8 подачи проволоки и со сварочной горелкой 7. При этом пакет 21 рукавов, соответственно, присоединен к механизму 8 подачи проволоки, а механизм 8 подачи проволоки соединен со сварочным аппаратом 1. Из этого следует, что посредством позиционирования механизма 8 подачи проволоки и длины пакета 21 рукавов определены габариты рабочего места. Если, в соответствии с этим, сварку необходимо произвести вне рабочего места, то местоположение механизма 8 подачи проволоки должно быть изменено. На практике это происходит таким образом, что сварщик тянет за пакет 21 рукавов или за сварочную горелку 7, так что механизм 8 подачи проволоки перемещается за ним. Это возможно, соответственно, до тех пор, пока провод - который соединяет механизм 8 подачи проволоки со сварочным аппаратом 1 - натянут.Чтобы механизм 8 подачи проволоки не изменял свое местоположение нежелательным образом, он в предпочтительном варианте располагается на установленных на основании стойках, а не на роликах. При этом опорная поверхность стоек в большинстве случаев выполнена из резины. Вследствие этого, при изменении местоположения механизма 8 подачи проволоки посредством подтягивания за пакет 21 рукавов, необходимо преодолеть определенное сопротивление трения между днищем и стойками механизма 8 подачи проволоки, причем механизм 8 подачи проволоки может слегка опрокидываться и далее - в соответствии с фиг.2 - подтягивается к боковой стенке корпуса 26. Этот корпус 26 механизма 8 подачи проволоки при этом, соответственно, повреждается.
Поэтому в соответствии с изобретением предусмотрено, что на корпусе 26 может быть закреплено устройство 27 защиты при перемещении. Для этого устройство 27 защиты при перемещении образовано посредством пластины 28, которая на внешней стороне 29 или на стороне, обращенной к защищаемому корпусу 26, имеет, по меньшей мере, два возвышения 30 для уменьшения поверхности прилегания и сопротивления трению. При этом каждое возвышение образует поверхность 31, причем соединенный с устройством 27 защиты при перемещении корпус 26 прилегает к этим поверхностям 31 и может перемещаться без повреждения корпуса 26. Корпус 26 может перемещаться в том направлении, в котором сварщик тянет за собой пакет 21 рукавов.
Детально устройство 27 защиты при перемещении в соответствии с изобретением описано на основании фиг.2-8.
На фиг.3 представлено устройство 27 защиты при перемещении, которое закреплено на боковой стенке механизма 8 подачи проволоки. Внешняя сторона 29 образующей устройство 27 защиты при перемещении пластины 28 имеет несколько возвышений 30 для уменьшения поверхности прилегания и сопротивления трению. Возвышения 30, соответственно, выступают над пластиной 28. Расположение возвышений 30 выбрано таким образом, что корпус 26 может быть перемещен в предпочтительном направлении без большого сопротивления трению. Корпус 26 и, соответственно, механизм 8 подачи проволоки может быть, таким образом, посредством устройства 27 защиты при перемещении протянут по полу или перемещен. К тому же расположение выбрано таким образом, что корпус 26 может располагаться стабильно. В качестве примера (как изображено на чертеже) возвышения 30 располагаются по длине пластины 28, так что образуются так называемые контактные полозья 32. Контактные полозья 32 проходят, в основном, параллельно друг другу и, соответственно, касаются пола. Между контактными полозьями 32 предусмотрен далее определенный зазор 33, так что, и за счет этого, минимизируется сопротивление трению. Так как пакет 21 рукавов закреплен на конце продольной стороны пластины 28, то есть на передней стороне механизма 8 подачи проволоки, то полозья проходят в направлении пакета 21 рукавов. Таким образом, корпус 26 перемещается в направлении пакета 21 рукавов, если тянется за него.
Если корпус 26 со своего основания опрокидывается на контактные полозья 32, то он с легкостью может быть перемещен. При этом корпус не повреждается, а за счет сильно уменьшенного сопротивления трению нагрузка на соединение между пакетом 21 рукавов и механизмом 8 подачи проволоки удерживается на минимальных значениях. Таким образом, при позиционировании на рабочем месте механизм 8 подачи проволоки устанавливается на контактные полозья 32 устройства 27 защиты при перемещении, так что корпус 26 далее при необходимости может быть подтянут.Благодаря тому, что посредством контактных полозьев 32 задается направление перемещения корпуса 26, предотвращается также нежелательное изменение местоположения, так как при подтягивании или перемещении перпендикулярно контактным полозьям 32 наблюдается более высокий коэффициент сопротивления трению. Дополнительно полозья 32 обеспечивают возможность простого изменения направления по желанию сварщика, так как плоскость прилегания очень невелика. Контактные полозья 32 могут иметь конусообразные, полукруглые или подобные поперечные сечения, за счет которых сопротивление трению дополнительно уменьшается.
Закрепление устройства 27 защиты при перемещении производится на внутренней стороне 34 или на обращенной к защищаемому корпусу 26 стороне пластины 28, на которой расположены соответствующие средства 35 крепления. К примеру, в качестве средств 35 крепления используются шарниры и зажимной механизм 36. При этом шарниры закреплены, в основном, на плите основания корпуса 26, на которой закреплены также и стойки, то есть внизу. Соответственно, зажимной механизм 36 расположен наверху, к примеру, за накопительным барабаном 10, так что устройство 27 защиты при перемещении может быть откинуто. При этом шарниры и устройство 27 защиты при перемещении согласованы друг с другом таким образом, что устройство 27 защиты при перемещении может полностью открываться. Это означает, что устройство 27 зашиты при перемещении образует, в основном, одну линию с плитой основания корпуса 26.
Откидывание устройства 27 защиты при перемещении позволяет осуществлять простое подсоединение подводящих линий (газ, ток, данные, воздух и т.д.) сварочного аппарата 1, ввиду улучшения доступности. Это необходимо, так как присоединительные элементы 37 для подводящих линий расположены, в основном, под рукояткой 23 механизма 8 подачи проволоки - то есть, в основном, в центре. Одновременно эти присоединительные элементы посредством устройства 27 защиты при перемещении защищены как при перемещении, так и в неподвижном положении корпуса 26.
За счет возможности откидывания может использоваться зажимной механизм 36, посредством которого устройство 27 защиты при перемещении может быть закреплено под определенным углом. Таким образом, сварщик может универсальным образом приводить устройство 27 защиты при перемещении в соответствие с условиями на рабочем месте.
Все устройство 27 защиты при перемещении в целом может быть, однако, к примеру, посредством нескольких зажимных механизмов 36 закреплено на корпусе 26, так что устройство 27 защиты при перемещении может быть насажено на корпус 26. Закрепление устройства 27 защиты при перемещении в предпочтительном варианте выполнено разъемным, так что устройство 27 защиты при перемещении может быть быстро и просто заменено. К примеру, замена необходима тогда, когда возвышения полозьев 32 стираются и становятся неразличимы.
Разумеется, что могут быть заменены лишь контактные полозья 32, если они соединены с пластиной 28 с возможностью разъема. Разъемное соединение контактных полозьев 32 и пластины 28 может быть осуществлено, к примеру, посредством винтовых соединений или штекерных соединений. При этом также имеется возможность изготовления контактных полозьев 32 из материала, отличного от материала пластины 28. Таким образом, контактные полозья 32 могут быть, к примеру, приведены в соответствие с состоянием пола.
Возможность закрепления устройства 27 защиты также не ограничивается возможностью закрепления на боковой стенке корпуса 26. Устройство 27 защиты может быть закреплено также на плите основания или на крышке корпуса 26. В предпочтительном варианте устройство 27 защиты крепится на той боковой стороне корпуса 26, на которой располагается центр тяжести корпуса 26. Тем самым гарантируется, что при перемещении опасность переворота минимальна.
В предпочтительном варианте форма устройства 27 защиты приведена в соответствие с формой той боковой стенки корпуса 26, на которой он должен быть закреплен. Благодаря этому, внешний вид также, в основном, не изменяется. Благодаря этому гарантируется также и то, что корпус 26 стабильно располагается на устройстве 27 защиты. Чтобы гарантировать такую стабильность и при наличии корпуса небольшого размера, устройство 27 защиты, разумеется, может быть выполнен больше корпуса 26. В зависимости от потребности, устройство 27 защиты может быть выполнено, разумеется, и меньше корпуса 26, или может иметь форму, отличную от формы корпуса 26.
К примеру, устройство 27 защиты позволяет далее осуществлять очень простую замену накопительного барабана 10 механизма 8 подачи проволоки, так как она может быть произведена не сбоку, а сверху.
Разумеется, на левой боковой стенке, на правой боковой стенке и внизу на плите основания корпуса 26, соответственно, одновременно может быть установлено по одному устройству 27 защиты при перемещении. Таким образом, корпус 26 может быть перемещен, в основном, в любом положение, без повреждения. Соответственно, для двух боковых стенок и плиты основания может использоваться также и одно единственное устройство 27 защиты при перемещении.
Устройство 27 защиты при перемещении может быть закреплено также и на стороне корпуса 11 сварочного аппарата 1 или источника 2 тока. Такой вариант закрепления имеет место, к примеру, в так называемом сварочном аппарате с электродной проволокой, в котором нет необходимости в использовании механизма 8 подачи проволоки.
В заключение можно сказать, что посредством использования устройства в соответствии с изобретением создается возможность для перемещения корпуса 26 или корпуса 11 по полу, без повреждения при этом корпуса 26. Никакие препятствия на полу также не представляют собой проблемы, так как могут быть проведены между контактными полозьями 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕМЕНЫ СВАРОЧНОГО ПРОЦЕССА ВО ВРЕМЯ СВАРКИ (ВАРИАНТЫ) И СПОСОБ ВВЕДЕНИЯ ТЕПЛА ПЕРЕД СВАРОЧНЫМ ПРОЦЕССОМ | 2010 |
|
RU2500510C2 |
| КОНТАКТНАЯ ТРУБА ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 2009 |
|
RU2465999C2 |
| СИСТЕМА ДЛЯ ЗАКРЕПЛЕНИЯ КАРКАСА ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ В СТЫКОВОЧНОМ УСТРОЙСТВЕ И ВХОДНОЕ СОПЛО ДЛЯ ПРОВОЛОКИ ДЛЯ КРЕПЁЖНОЙ СИСТЕМЫ | 2011 |
|
RU2536842C2 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |
| Устройство для дуговой сварки | 1986 |
|
SU1511038A1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ЗАЩИТНОГО ГАЗА | 2008 |
|
RU2423210C2 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |

Изобретение относится к устройству (27) для защиты корпуса (26) компонента сварочного аппарата во время изменения его местоположения. Устройство (27) для защиты корпуса выполнено в виде пластины (28). Пластина (28) на внешней стороне (29) снабжена возвышениями (30). При этом пластина (28) закреплена на корпусе (26) таким образом, что ее внешняя сторона (29) взаимодействует с поверхностью, по которой перемещается корпус (26) во время изменения его местоположения. Техническим результатом изобретения является обеспечение оптимальной защиты корпуса компонента сварочного аппарата и расположенных в нем составных частей при уменьшении сопротивления трению устройства для защиты корпуса компонента сварочного аппарата во время изменения его местоположения. 8 з.п. ф-лы, 8 ил.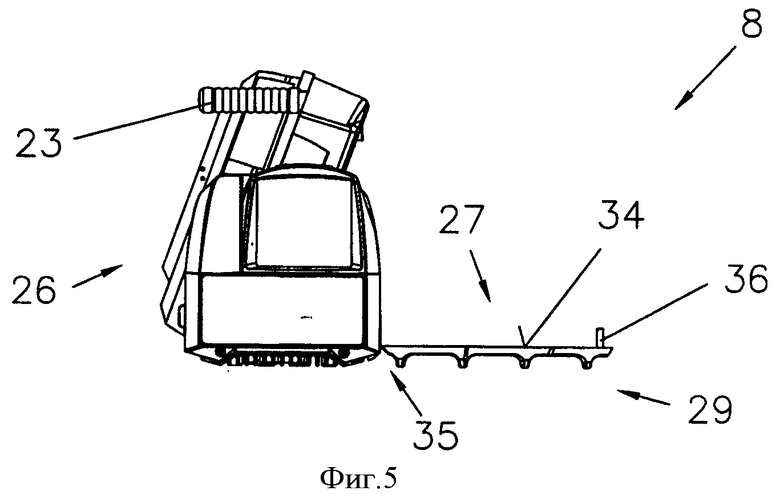
1. Компонент сварочного аппарата, содержащий корпус (26) и устройство (27) для защиты корпуса (26) во время изменения его местоположения, отличающийся тем, что устройство (27) для защиты корпуса (26) во время изменения его местоположения выполнено в виде пластины (28), которая на внешней стороне (29) снабжена возвышениями (30) для уменьшения поверхности прилегания и сопротивления трению и которая закреплена на корпусе (26) таким образом, что ее внешняя сторона (29) взаимодействует с поверхностью, по которой перемещается корпус (26) во время изменения его местоположения.
2. Компонент сварочного аппарата по п.1, отличающийся тем, что возвышения (30) согласованы с направлением ожидаемого изменения местоположения.
3. Компонент сварочного аппарата по п.1, отличающийся тем, что возвышения имеют конусообразно выполненное поперечное сечение.
4. Компонент сварочного аппарата по любому из пп.1-3, отличающийся тем, что каждое возвышение (30) проходит по всей длине пластины (28) при перемещении и возвышения (30) расположены на расстоянии (33) друг от друга.
5. Компонент сварочного аппарата по п.1, отличающийся тем, что на внутренней стороне пластины (28) при перемещении расположены средства (35) для закрепления на корпусе (26).
6. Компонент сварочного аппарата по п.5, отличающийся тем, что крепежные средства (35) выполнены для разъемного закрепления пластины (28) при перемещении на корпусе (26).
7. Компонент сварочного аппарата по одному из пп.1-3, 5, 6, отличающийся тем, что возвышения (30) разъемным образом закреплены на пластине (28) при перемещении.
8. Компонент сварочного аппарата по п.1, отличающийся тем, что форма пластины (28) при перемещении приведена в соответствие с формой защищаемого корпуса (26).
9. Компонент сварочного аппарата по п.8, отличающийся тем, что пластина (28) при перемещении приведена в соответствие с формой боковой стенки защищаемого корпуса (26).
| ГЛИЗМАНЕНКО Д.Л | |||
| Сварка и резка металлов | |||
| - М.: Высшая школа, 1974, с.346, рис.148 а, с.381, рис.172 а | |||
| RU 2058207 С1, 20.04.1996 | |||
| Твердосплавная пластина для горнорежущего инструмента | 1982 |
|
SU1145132A1 |
| ЗАЩИТНАЯ КРЫШКА ДЛЯ ДИСКОВОГО ТОРМОЗА И ДИСКОВЫЙ ТОРМОЗ, ВКЛЮЧАЮЩИЙ ТАКУЮ ЗАЩИТНУЮ КРЫШКУ | 2003 |
|
RU2317454C2 |

