Объектом настоящего изобретения является способ получения моноолефина (олефинов) из исходного материала, включающего по меньшей мере один одноатомный алифатический парафиновый спирт.
Олефин (олефины) традиционно получают крекингом с водяным паром или каталитическим крекингом углеводородов. Однако по мере того как запасы нефти уменьшаются, цена нефти неизбежно будет увеличиваться, что делает получение легкого олефина (олефинов) дорогостоящим процессом. Таким образом, существует постоянно растущая потребность в не нефтяных путях получения олефина (олефинов) С2+, практически этилена и пропилена. Такой олефин (олефины) представляет собой эффективный исходный материал для получения многочисленных химических продуктов, включающих полимерные продукты, такие как полиэтилен.
В последние годы поиск альтернативных материалов для получения олефина (олефинов) С2+ приводит к применению спиртов, таких как метанол, этанол и более высокомолекулярные спирты. Упомянутые спирты могут быть получены, например, ферментацией сахаров и/или целлюлозных материалов.
По другому варианту спирты могут быть получены из синтез-газа. Синтез-газом называют сочетание водорода и оксидов углерода, полученных в установке для синтез-газа из такого источника углерода, как природный газ, нефтяные дистилляты, биомасса и углеродистые материалы, включая уголь, перерабатываемые для вторичного использования пластмассы, муниципальные отходы и любой органический материал. Таким образом, спирт и производные спиртов могут явиться путями для получения олефина (олефинов) и других родственных углеводородов на не нефтяной основе.
Обычно получение оксигенатов, главным образом метанола, проводят осуществлением трех технологических стадий. Этими тремя технологическими стадиями являются: получение синтез-газа, синтез метанола и очистка метанола. На стадии получения синтез-газа может быть использована дополнительная стадия, на которой исходный материал обрабатывают, например исходный материал очищают, перед превращением в синтез-газ для удаления серы и других потенциальных каталитических ядов. Эта дополнительная стадия может быть также осуществлена после получения синтез-газа, например когда используют уголь или биомассу.
Способы получения смесей оксида (оксидов) углерода и водорода (синтез-газа) известны хорошо. Каждый обладает своими преимуществами и недостатками, и выбор для применения конкретного способа реформинга определяется соображениями экономики и доступности потока исходных материалов, а также целевым мольным соотношением Н2:СО в исходном материале, получаемом в результате реакции реформинга. Синтез-газ может быть получен с использованием любых методов, известных в данной области техники, включая частичное окисление углеводородов, реформинг с водяным паром, реформинг с газовым нагревом, микроканальный реформинг (как это изложено, например, в US 6284217), плазменный реформинг, автотермический реформинг и любое их сочетание. Обсуждение этих технологий получения синтез-газа приведено в журналах "Hydrocarbon Processing", V. 78, №4, 87-90, 92-93 (апрель 1999 г.) и "Petrole et Thechniques", №415, 86-93 (июль-август 1998 г.). Известна также возможность получения синтез-газа каталитическим частичным окислением углеводородов в микроструктурном реакторе, пример которого представлен в "IMRET 3: Proceedings of the Third International Conference on Microreaction Technology", Editor W Ehrfeld, Springer Verlag, 1999, cc. 187-196. По другому варианту синтез-газ может быть получен каталитическим частичным окислением углеводородистых исходных материалов с кратковременным контактированием так, как изложено в ЕР 0303438. Синтез-газ, как правило, получают посредством способа с "компактной реформинг-установкой" так, как изложено в "Hydrocarbon Engineering", 2000, 5, (5), 67-69; "Hydrocarbon Processing", 79/9, 34 (сентябрь 2000 г.); "Today's Refinery", 15/8, 9 (август 2000 г.); WO 99/02254 и WO 200023689.
В случае промышленного получения синтез-газа давление, под которым получают синтез-газ, как правило, находится в интервале от приблизительно 20 до 75 бар, а температура, при которой синтез-газ выходит из реформинг-установки, находится в интервале от приблизительно 700 до 1100°С. Синтез-газ содержит водород и оксид углерода в молярном соотношении, которое, в зависимости от исходного материала для синтез-газа, находится в интервале от 0,8 до 3.
Синтез спиртов из синтез-газа требует молярного соотношения H2:CO, которое, как правило, находится в пределах от 1:1 до 2:1.
Авторы изобретения считают, что реакция получения спирта, такого как этанол, из синтез-газа может быть представлена следующим образом: 2СО+4Н2→EtOH+H2O со стехиометрией реакции 2:1. Однако, в дополнение к этому, может также легко протекать реакция конверсии водяного газа, и, таким образом, равновесие в типичных условиях синтеза спиртов сильно благоприятствует образованию диоксида углерода и водорода.
СО+H2O=CO2+Н2
Таким образом, общий синтез спиртов может может быть представлен следующим образом:
3СО+3Н2→EtOH+СО2 (со стехиометрией реакции 1:1).
В дополнение к этому, реакция конверсии водяного газа позволяет СО2 и Н2 заменять СО. Таким образом, требуемое молярное соотношение в синтез-газе для синтеза спиртов может быть представлено следующим образом: (Н2-CO2):(СО+CO2), и в этом случае требуемое значение соотношения равно 2.
Однако благодаря образованию побочных продуктов, таких как алканы, используемое молярное соотношение Н2:СО на практике, как правило, оказывается более высоким. Получение синтез-газа, также известное, в дополнение к тому, что сказано выше, как реформинг, можно осуществлять в одну стадию, на которой протекают все потребляющие и генерирующие энергию реакции реформинга. Так, например, в единственной трубчатой установке реформинга с водяным паром реакция в общем является эндотермической, в то время как для уравновешивания теплопроизводительности в автотермическом реформинге используют сжигание некоторого количества исходного материала и продукта. Применение установки одностадийного реформинга с водяным паром обычно приводит к получению добавочного водорода. В предпочтительном другом варианте получение синтез-газа может происходить в двустадийном способе реформинга, при осуществлении которого первичный реформинг в трубчатой установке реформинга с водяным паром совмещают со вторичной стадией реформинга со сжиганием в кислороде, на которой, если ее используют изолированно, получают синтез-газ с нехваткой водорода. С применением такого сочетания существует возможность регулировать состав используемого синтез-газа с достижением наиболее приемлемого состава для синтеза метанола. В качестве альтернативы автотермический реформинг приводит к упрощенной технологической схеме с уменьшенными капитальными затратами. Автотермический реформинг является процессом, в котором в автономно работающей реформинг-установке со сжиганием в кислороде вначале получают синтез-газ с нехваткой водорода, а затем удаляют по меньшей мере часть содержащегося диоксида углерода, для того чтобы добиться целевого молярного отношения водорода к оксидам углерода.
Реакция превращения синтез-газа в оксигенаты, такие как метанол, является ограниченной экзотермическим равновесием реакцией. Превращению в метанол за проход содействуют низкие температуры, но по экономическим соображениям необходимо поддерживать равновесие между скоростью и превращением. Над гетерогенным катализатором требуются также высокие давления, поскольку реакции, в которых образуется метанол, проявляют уменьшение объема среды. Как это изложено в US №3326956, синтез метанола под низким давлением основан на катализаторе из оксида меди/оксида цинка/оксида алюминия, который среди разнообразных катализаторов, включая CuO/ZnO/Al2O3, CuO/ZnO/Cr2O3, ZnO/Cr2O3, Fe, Co, Ni, Ru, Os, Pt и Pd, как правило, работает под номинальным давлением от 5 до 10 МПа и при температурах в интервале от приблизительно 150 до 450°С. Для получения метанола и диметилового эфира предпочтительны катализаторы на основе ZnO. Катализатор синтеза метанола под низким давлением на основе меди технически доступен у таких поставщиков, как фирмы BASF, ICI Ltd. of the United Kingdom и Haldor-Topsoe. Значения выхода метанола в случаях катализаторов на основе меди обычно превышают 99,5% от подвергшихся превращению содержавшихся СО+СО2. Побочным продуктом превращения синтез-газа в оксигенаты является, как известно, вода. В статье, озаглавленной "Selection of Technology for Large Methanol Plants", написанной Helge Holm-Larsen, представленной на Всемирной конференции по метанолу 30 ноября-1 декабря 1994 г. в Женеве, Швейцария, которая включена в настоящее описание в качестве ссылки, приведен обзор разработок в получении метанола и показано, как дальнейшее снижение стоимости получения метанола скажется на конструировании очень больших установок производительностью, приближающейся к 10000 метрических т/день.
В US №4543435 описан способ превращения оксигенатного исходного материала, включающего метанол, диметиловый эфир или т.п., в реакторе превращения оксигената в жидкие углеводороды, включающие С2-С4олефин (олефины) и углеводороды С5+. С2-С4олефин (олефины) сжимают для выделения богатого этиленом газа. Этот богатый этиленом газ возвращают в реактор превращения оксигената. В US №4076761 описан способ превращения оксигенатов в бензин с возвратом богатого водородом газообразного продукта в установку для синтез-газа или реакционную зону превращения оксигената.
В US №5177114 описан способ превращения природного газа в жидкие углеводороды бензинового сорта и/или олефин (олефины) превращением природного газа в синтез-газ, превращением синтез-газа в сырой метанол и/или диметиловый эфир и последующим превращением сырого метанола/диметилового эфира в бензин и олефин (олефины). Международная заявка на патент №93/13013, поданная Kvisle и др., относится к усовершенствованному способу приготовления кремнеалюмофосфатного катализатора, который более стабилен к дезактивации от закоксовывания. В этой заявке на патент говорится, что по истечении некоторого периода времени все такие катализаторы, используемые для превращения метанола в олефин (олефины) (МвО), утрачивают способность к активному превращению метанола в углеводороды главным образом потому, что микропористая кристаллическая структура закоксовывается, т.е. заполняется низколетучими углеродистыми соединениями, которые блокируют пористую структуру. Эти углеродистые соединения могут быть удалены по обычным методам, таким как сжигание на воздухе.
В ЕРО публикации №0407038 А1 описан способ получения диалкиловых эфиров, включающий подачу потока, содержащего алифатический спирт, в дистилляционную колонну как реактора в зоне подачи, контактирование этого потока с неподвижным слоем твердой кислой каталитической дистилляционной структуры с получением соответствующего диалкилового эфира и воды и одновременное отделение ректификацией простого эфира как продукта от воды и непрореагировавших материалов.
В US №5817906 описан способ получения легкого олефина (олефинов) из сырого оксигенатного исходного материала, включающего спирт и воду. В этом способе применяют две реакционные стадии. Во-первых, с использованием реакции с дистилляцией спирт превращают в простой эфир. Затем простой эфир в дальнейшем направляют в зону превращения оксигената, содержащую металлалюмосиликатный катализатор, с получением потока легких олефинов.
Существует хорошо известный химизм, который можно использовать для получения олефина (олефинов) из спирта (спиртов), т.е. процесс превращения метанола в олефин (олефины), МвО (как это изложено в работе Handbook of Petroleum refining processes, издание третье, глава 15.1, редактор R.A.Meyers, опубликованной издательством McGraw Hill).
Этот упомянутый процесс МвО может быть описан как дегидративное сочетание метанола в олефин (олефины). Полагают, что этот механизм осуществляется посредством сочетания С1 фрагментов, образуемых катализируемой кислотой дегидратацией метанола, возможно через метилоксониевый промежуточный продукт. Однако главный недостаток упомянутого процесса МвО заключается в том, что совместно с ароматическими и алкановыми побочными продуктами образуется ряд олефинов, вследствие чего, в свою очередь, выделение целевого олефина (олефинов) высокой степени чистоты сопряжено с очень большими затруднениями технологического порядка и затратами.
Как содействующие превращению оксигенатов благодаря химическому пути от метанола до олефина (МвО) к углеводородным смесям известны молекулярные сита, такие как микропористый кристаллический цеолит и нецеолитные катализаторы, особенно кремнеалюмофосфаты (SAPO). Такой метод для этих катализаторов различных типов описан в многочисленных патентах: US №№3928483, 4025575, 4252479 (Chang и др.), 4496786 (Santilli и др.), 4547616 (Avidan и др.), 4677243 (Kaiser), 4843183 (Inui), 4499314 (Seddon и др.), 4447669 (Harmon и др.), 5095163 (Barger), 5191141 (Barger), 5126308 (Barger), 4973792 (Lewis) и 4861938 (Lewis).
Реакция МвО характеризуется высокоэнергетической активацией, возможно стадией метанольной или диметилэфирной активации, вследствие чего для достижения приемлемых скоростей часто существует потребность в высоких температурах, например от 300 до 450°С. Однако, к сожалению, проведение процесса при этих упомянутых высоких температурах приводит к возникновению таких основных проблем, как дезактивация катализатора, закоксовывание и образование значительных количеств побочных продуктов. Для того чтобы свести к минимуму эти проблемы реакции можно проводить при более низких температурах, но это требует наличия более крупногабаритных реакторов, в дополнение к дорогостоящему возврату в процесс промежуточных продуктов и реагентов.
Другой главный недостаток, связанный с методом МвО, заключается в том, что совместно с олефином (олефинами) образуются ароматические и алкановые побочные продукты, отделение которых от целевых продуктов сопряжено как с затруднениями технологического порядка, так и с большими затратами; так, например, выделение этилена и этана является дорогостоящим процессом.
Эти и другие недостатки известных технических решений показывают, что существует потребность в разработке усовершенствованного и/или альтернативного способа получения олефинов С2 и С3 из спиртов.
Эти и другие недостатки позволяет устранить создание настоящего изобретения, которое относится конкретно к новому, не-МвО способу, который осуществляют посредством дегидратации спиртов С2 и С3 до олефинов. Эта реакция дегидратации характеризуется тем, что углерод-углеродные двойные связи образуются только за счет элиминирования воды и не включают сочетание углеродных фрагментов, как это происходит в случае химизма МвО. Необходимо отметить, что при дегидратации спиртов С2 и С3 образуются побочные продукты. Они могут образовываться при сочетании алкильных фрагментов, например при катализируемой кислотой олигомеризации олефинов, в частности:
2 пропилена → гексен.
Побочные продукты могут быть также образованы дегидрогенизацией спиртов, например
этанол → ацетальдегид + Н2
(J.Catalysis, 1989, 117, сс.135-143, Y. Matsumura, К. Hashimoto и S. Yoshida).
Состояние высвобождающегося водорода может быть не таким, как у свободного водорода, а как у хемосорбированного водорода. Конкретно уместна реакция гидрогенизации с переносом, например
этилен + Н2 → этан
2 этанола → ацетальдегид + этан + вода
Известно, что образование алканов с таким же числом углеродных атомов в значительной мере добавляет сложности и затрат к получению очищенных олефинов для получения полимеров. Так, например, практикуемый в промышленности каталитический крекинг углеводородных исходных материалов с получением олефинов для получения полимеров представляет собой процесс с большими капитальными затратами со значительной долей расходов, связанных с разделением олефинов и алканов с аналогичным числом углеродных атомов, т.е. отделение этана от этилена и пропана от пропилена (как это изложено в работе Handbook of Petroleum refining processes, издание третье, глава 3, редактор R.A.Meyers, опубликованной издательством McGraw Hill). Это также является недостатком процесса МвО (там же, глава 15.1). Дегидратация этанола до этилена находит промышленное применение в таких регионах, как Бразилия и Индия, хотя и в небольшом масштабе. Сообщаемые реакционные условия таковы, что высокой степени превращения в олефин за проход добиваются, например, под манометрическим давлением от 1 до 2 бар и при >350°С. Это является процессом высокой селективности, но сопровождается образованием неприемлемых для прямого применения при получении полиэтилена количеств алканов. Приемлемые количества часто цитируются как составляющие меньше 500 ч./млн. объединенных этана и метана.
Современная практика дегидратации приводит к образованию олефинов, которые перед применением в современных способах полимеризации нуждаются в дорогостоящей очистке, так же, как и в случае МвО.
В US №5475183 описан способ получения легких олефинов дегидратацией низших спиртов, содержащих от 2 до 4 углеродных атомов, на катализаторе на основе оксида алюминия в паровой фазе. Типичные реакционные условия, приведенные в примерах, включают от 300 до 400°С и манометрическое давление от 8 до 18 бар при сообщаемых значениях селективности в отношении олефинов в пределах от 65 до 97%.
В GB №2094829 говорится о том, каким образом может быть получен этилен в нескольких парофазных адиабатических реакторах, причем части жидких продуктов, содержащие не подвергшийся превращению спирт, возвращают в процесс. Реакционные условия описаны как следующие: подача исходного материала при температуре от 400 до 520°С и под манометрическим давлением от 19 до 39 бар, а выходящий продукт перед криогенной очисткой выдерживают под манометрическим давлением по меньшей мере 18 бар. Примеры прогнозируемой селективности приведены не были.
В US №4232179 также говорится о том, каким образом в адиабатических реакторах может быть дегидратирован этанол. Примеры с диоксидом кремния/оксидом алюминия и оксидом алюминия показывают, что содержание этана в получаемом этилене превышает от 923 до 100000 мас.ч./млн. в пересчете на этилен. Для получения полиэтилена без дополнительной очистки это неприемлемо.
В DD №245866 говорится о том, каким образом олефины с С2 по C4 могут быть получены из дериватизированных из синтез-газа смесей спиртов парофазной обработкой с цеолитным катализатором при температуре в пределах от 300 до 500°С и под давлением от 200 до 1000 кПа. Анализ примеров показывает, что происходило заметное превращение в С5 и более высокомолекулярные углеводороды. В примерах описана дегидратация смесей спиртов с C1 по С7. В примере 1 описана дегидратация смеси 76% метанола, 7,1% этанола, 4,3% этанола, 0,5% изопропанола, 4,3% н-пропанола, 3,9% изобутанола, 2% бутанолов, 2,1% амилового спирта, 0,9% гексанолов, 0,2% гептанолов + остальные, другие оксигенаты, с получением 143,2 г этилена, 96,8 г пропена, 77,9 г бутена, 174,3 г углеводородов С5+. Ясно, что на модифицированном цеолитном катализаторе происходит заметное превращение низших углеродных остатков в высшие углеродные фрагменты.
В US №4398050 описаны синтез потока смешанных спиртов и очистка с получением смеси этанола и пропанола, которые в дальнейшем дегидратируют под давлением от 0,5 до 1 бара и при температуре от 350 до 500°С (пример 1). В первичной формуле изобретения упоминается удаление метанола перед дегидратацией, но не удаление С4 и более высокомолекулярных спиртов.
В US №4423270 описана парофазная дегидратация этанола под атмосферным давлением над нанесенной на носитель фосфорной кислотой как катализатором с добавляемыми водой и алкилзамещенной фосфорной кислотой. Используемые реакционные температуры находились в пределах от 300 до 400°С, а эксперименты проводили под атмосферным давлением в стеклянной трубке. Сообщаемые значения выхода этилена находились в интервале от 88 до 101%, ни о каких подробностях образования побочных продуктов не сказано.
В патенте US №4727214 описана дегидратация этанола над кристаллическим алюмосиликатным цеолитом. Заявленные условия составляют: давление в пределах от 1 до 10 бар и температура от 126 до 526°С. Подробности образования побочных продуктов сведены в один десятичный разряд и сообщается, что селективность в отношении этилена составляет 100%. Однако из патента не ясно, может ли быть получен этилен как материал приемлемого для полимеров сорта без дополнительной очистки для удаления этана.
Основываясь на доступной ограниченной экспериментальной информации о дегидратации н-пропанола (Journal of Catalysis 169, 67-75 (1997), G.Larsen и др., J.Phy.Chem. В 109/8 3345-3354), авторы настоящего изобретения установили, что дегидратация протекает аналогично тому, как сообщается в отношении этанола, с образованием аналогичных побочных продуктов, например алканов, альдегидов, кетонов, олигомеров. Однако скорость образования олигомеров оказывается более значительной.
Объектом настоящего изобретения является способ получения моноолефина (олефинов) из исходного материала А, включающего этанол и пропанол, в котором этанол и пропанол дегидратируют до соответствующих содержащих такое же число углеродных атомов олефинов, характеризующийся следующими стадиями:
1) реакцию исходного материала А проводят в парофазном дегидратационном реакторе, в котором этанольный и пропанольный спирты превращают в поток Б продуктов, включающий этилен, пропилен, простые эфиры, воду и не подвергшиеся превращению спирты,
2) упомянутый поток Б продуктов охлаждают,
3) упомянутый охлажденный поток Б продуктов разделяют в разделительной установке с получением первого потока В, включающего этилен, пропилен и простые эфиры, и второго потока Г продуктов, включающего воду, простые эфиры и не подвергшиеся превращению спирты,
4) упомянутый поток Г продуктов направляют в обезвоживающую колонну, в которой из потока Д простых эфиров и не подвергшихся превращению спиртов выделяют водный поток Е,
5) упомянутый поток Д возвращают в дегидратационный реактор стадии 1,
6) упомянутый поток В продуктов охлаждают,
7) упомянутый охлажденный поток В продуктов направляют в очищающую установку, в которой из потока 3 этилена и пропилена выделяют поток Ж простых эфиров, и
8) поток Ж простых эфиров необязательно возвращают либо в обезвоживающую колонну стадии 4, либо/и непосредственно в дегидратационный реактор стадии 1).
В соответствии с предпочтительным вариантом объектом настоящего изобретения является способ превращения углеводорода в моноолефины, включающий следующие стадии:
а) превращение углеводородов в реакторе синтез-газа в смесь оксида (оксидов) углерода и водорода,
б) превращение упомянутой смеси оксида (оксидов) углерода и водорода со стадии (а) в присутствии порошкообразного катализатора в реакторе при температуре, находящейся в пределах от 200 до 400°С, и под давлением от 5 до 20 МПа в исходный материал А, включающий этанол и пропанол, и
в) проведение процесса в соответствии со стадиями с 1 по 8, приведенными в настоящем описании выше, и в соответствии с настоящим изобретением с получением упомянутых моноолефинов.
При осуществлении способов по изобретению может быть использован любой поток углеводородсодержащего сырья, который может быть подвергнут превращению в исходный материал, включающий моноксид углерода и водород, наиболее предпочтительно синтез-газ.
Углеводородный исходный материал, используемый для получения синтез-газа, в предпочтительном варианте представляет собой углеродистый материал, например биомассу, пластик, бензино-лигроиновую фракцию, кубовые остатки нефтепереработки, отходящий из плавильной печи газ, муниципальные отходы, уголь, кокс и/или природный газ, причем предпочтительным углеродистым материалом являются уголь и природный газ, а наиболее предпочтительный углеводородный исходный материал представляет собой природный газ.
Исходные материалы, включающие моноксид углерода и водород, например синтез-газ, перед подачей в любые реакционные зоны можно подвергать очистке. Очистку синтез-газа можно проводить по способам, известным в данной области техники (см., например, Weissermel К. и Агре H.-J. в работе Industrial Organic Chemistry, издание второе, переработанное и расширенное, 1993, сс.19-21).
В соответствии с настоящим изобретением способ получения олефинов из спиртов осуществляют посредством дегидратации упомянутых спиртов. Эти реакции дегидратации отличаются от вышеупомянутого процесса МвО тем, что хотя в процессе дегидратации никакого сочетания углеродных фрагментов не требуется, во время элиминирования воды образуется двойная связь С-С, и в результате может быть достигнута очень высокая селективность. Обычно условия, применяемые в процессе МвО, оказываются намного более жесткими, чем условия, применяемые при дегидратации спиртов, представленной в настоящем описании.
Дегидратация исходного материала в соответствии с настоящим изобретением протекает, как полагают (Chem.Eng.Comm. 1990, том 95, сс.27-39, C.L.Chang, A.L. DeVera и D.J.Miller), либо непосредственно как дегидратация до олефина (олефинов) и воды;
уравнение 1

либо посредством простого эфира как промежуточного продукта;
уравнение 2

уравнение 3

где R обозначает этильную или пропильную группу, R' обозначает водородный атом или метильную группу.
Сообщается также о прямом превращении простого эфира в два моля олефина и воду (Chem.Eng.Res. and Design 1984, том 62, сс.81-91).
Все реакции, представленные выше, как правило, катализируют кислотами Льюиса и/или Бренстеда. Уравнение 1 демонстрирует эндотермическое прямое элиминирование спирта до олефина (олефинов) и воды; с уравнением 1 конкурируют уравнения 2 и 3, т.е. экзотермическая реакция этерификации (уравнение 2) и эндотермическое элиминирование простого эфира (эфиров) с получением олефина (олефинов) и спирта (уравнение 3). Однако о реакции дегидратации спиртов до олефина (олефинов) в общем говорят как о являющейся эндотермической.
В соответствии с настоящим изобретением исходный материал А, который дегидратируют до олефинов, представляет собой оксигенатный исходный материал, который включает смесь этанола и пропанола, например смесь этанола и н-пропанола и/или изопропанола.
Упомянутый оксигенатный исходный материал может включать гомо- и смешанные простые эфиры этих спиртов, например диэтиловый эфир, н-пропиловый эфир, этил-н-пропиловый эфир, этилизопропиловый эфир, н-пропилизопропиловый эфир и изопропиловый эфир.
Исходный материал А в предпочтительном варианте включает в качестве спиртов смесь только этанола и н-пропанола.
В соответствии с настоящим изобретением молярное отношение этанола к н-пропанолу в исходном материале А, который должен быть дегидратирован, в предпочтительном варианте превышает 1:2, но меньше 10:1, а более предпочтительно превышает 2:1, но меньше 5:1.
Авторы настоящего изобретения полагают, что смешанный поток А исходных материалов, включающий этанол и пропанол в вышеупомянутом соотношении, обладает явным дополнительным преимуществом перед использованием двух чистых этанольного и пропанольного исходных материалов, а именно: поскольку пропанол, содержащийся в смешанном потоке А исходных материалов, разбавляют содержащимся этанолом и, следовательно, значительно уменьшается опасность загрязнения катализатора и/или накопления продукта олигомеризации.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения исходный материал А обладает содержанием изопропанола меньше 5 мас.%, предпочтительно меньше 1 мас.%, наиболее предпочтительно меньше 0,1 мас.%, а в идеальном варианте изопропанола не содержит.
Предпочтительная характеризующая особенность в соответствии с настоящим изобретением заключается в том, что исходный материал А обладает общим содержанием спиртов С3+ (причем спирты С3+ определяют как спирты, содержащие по меньшей мере 4 углеродных атома, например н-бутанол, изобутанол, пентанол) меньше 5 мас.%, предпочтительно меньше 1 мас.%, наиболее предпочтительно меньше 0,1 мас.%, а в идеальном варианте спиртов С3+ не содержит. В соответствии с настоящим изобретением с целью уменьшить/удалить из спиртового исходного материала А продукты С3+ можно использовать обычную дистилляцию.
В самом деле, при создании настоящего изобретения было установлено, что присутствие спиртов С3+ оказывается вредным для осуществления способа получения олефина (олефинов) по настоящему изобретению; так, например, авторы настоящего изобретения полагают, что эти спирты ответственны за увеличение образования алканов во время получения олефинов.
Другой предпочтительный вариант в соответствии с настоящим изобретением заключается в том, что спиртовой исходный материал А обладает содержанием метанола меньше 5 мас.%, предпочтительно меньше 2 мас.%, наиболее предпочтительно меньше 0,5 мас.%, а в идеальном варианте метанол отсутствует. Удаление метанола может обусловить соответствующие преимущества:
(I) предотвращение образования диметилового эфира - ДМЭ трудно отделить от пропилена и этилена, если сравнивать с диэтиловым эфиром,
(II) предотвращение химизма МвО,
(III) предотвращение алкилирования олефинов, например пропилена, до бутена,
(IV) предотвращение образования метилэтилового эфира (который трудно отделить от этилена),
(V) меньше отходов,
(VI) пониженная токсичность,
(VII) более низкое давление пара (легче транспортировать),
(VIII) улучшенное соотношение С:O в исходном материале для транспортировки, т.е. меньше образование воды.
В соответствии с настоящим изобретением с целью уменьшить количество/удалить метанол и спирты С3+ из спиртового исходного материала А можно использовать обычную дистилляцию.
Предпочтительные реакционные условия парофазной дегидратации в соответствии со стадией 1 по настоящему изобретению являются такими, в которых происходит умеренное превращение в олефин. Поток жидких продуктов после удаления олефинов включает в основном непрореагировавшие спирты, простые эфиры и воду. В предпочтительном варианте основную часть спиртов и простых эфиров после удаления воды как побочного продукта возвращают в дегидратационный реактор. Как указано в настоящем описании выше, пропанол может существовать в виде двух изомеров, н-пропанола и изопропанола; эти изомеры в упомянутых реакционных условиях способны к взаимопревращению, вследствие чего спиртовой рецикловый поток может включать некоторое количество изопропанола, в дополнение к непрореагировавшим этанолу и н-пропанолу. Эта упомянутая изомеризация может также повлиять на соединения, содержащиеся во фракции простых эфиров рециклового потока.
Принимая во внимание цель настоящего изобретения и прилагаемую формулу изобретения, умеренное превращение этанольного и пропанольного исходного материала А в соответствующие олефины (т.е. олефины С2 и С3) означает, что за проход превращают от 10 до 80%, более предпочтительно от 20 до 60%, спиртов. При этом "превращение" определяют как являющееся совокупностью следующего:
соотношение между числом молей полученного этилена и числом молей этанола (и дериватизированных из этанола фрагментов в простых эфирах), которые направляют в упомянутый парофазный дегидратационный реактор (реакторы);
соотношение между числом молей полученного пропилена и числом молей пропанола (и дериватизированных из пропанола фрагментов в простых эфирах), которые направляют в упомянутый парофазный дегидратационный реактор (реакторы).
В соответствии с настоящим изобретением во время стадии дегидратации образуются некоторые количества дериватизированных из этанола и пропанола простых эфиров, таких как диэтиловый эфир, н-пропиловый эфир, этил-н-пропиловый эфир, этилизопропиловый эфир, н-пропилизопропиловый эфир и изопропиловый эфир. В предпочтительном варианте в соответствии с настоящим изобретением осуществляют дополнительную стадию разделения. Таким образом, в предпочтительном варианте из олефина (олефинов) выделяют по меньшей мере 80 мас.%, более предпочтительно по меньшей мере 90 мас.%, наиболее предпочтительно по меньшей мере 99 мас.%, еще более предпочтительно по меньшей мере 99,9 мас.%, простого эфира (эфиров). Затем по меньшей мере часть (предпочтительнее все количество) выделенного простого эфира (эфиров) в предпочтительном варианте возвращают в парофазный дегидратационный реактор (реакторы).
В соответствии с одним из вариантов выполнения настоящего изобретения перед поступлением в парофазный дегидратационный реактор стадии 1 по меньшей мере часть, предпочтительно все количество, упомянутого возвращаемого в процесс простого эфира предварительно смешивают с исходным материалом А.
Образование простых эфиров термодинамически благоприятно. Такое образование простых эфиров упрощает выделение воды из рециклового потока. Этанол, н-пропанол и изопропанол все полностью или в значительной мере смешиваются с водой и легко образуют с водой азеотропы, которые таким образом затрудняют выделение воды, побочного продукта реакции, из рецикловых потоков. Однако образование таких простых эфиров, как диэтиловый эфир и ди-н-пропиловый эфир (которые оба обладают ограниченной смешиваемостью с водой и азеотропом с очень низким содержанием воды), позволяет извлекать воду применением декантатора, даже в присутствии непрореагировавших спиртов.
Экспериментальные исследования показывают, что выполнение настоящего изобретения позволяет дегидратировать смесь этанола и н-пропанола до соответствующего олефина (олефинов) с достижением намного более высокой селективности, чем в случае хорошо известного химизма МвО. Этот упомянутый процесс умеренного превращения с повышенной селективностью резко повышает экономичность процесса, поскольку больше нет необходимости в осуществлении дорогостоящих выделений из получаемых продуктов побочных продуктов, которые до настоящего времени требовались в процессе МвО. Другое дополнительное преимущество настоящего изобретения, если сравнивать с обычными способами дегидратации, заключается в том, что при этом больше нет потребности в особой стадии разделения этана/этилена.
В соответствии с настоящим изобретением наличие воды в этанольном/пропанольном исходном материале А, который должен быть дегидратирован, допустимо; упомянутый исходный материал А может включать до 50 мас.% воды, но в предпочтительном варианте упомянутый исходный материал включает меньше 25 мас.% воды, а в наиболее предпочтительном варианте исходный материал включает меньше 20 мас.% воды. Однако вследствие технологических затрат, в частности, из-за размера реактора, тепла выпаривания и теплоемкости воды, в предпочтительном варианте процесс проводят с исходными материалами, содержащими уменьшенные количества воды, например меньше 10 мас.%, предпочтительно меньше 5 мас.% воды. Когда в качестве катализаторов используют гетерополикислоты, количество воды в контакте с катализатором может повлиять на стабильность и активность катализатора. Так, например, гетерополикислоты демонстрируют пониженную стабильность катализатора при низких концентрациях воды (<1 мас.%) и пониженную активность при высоких концентрациях воды (>50 мас.%). Для специалиста в данной области техники очевидно, что оптимальная концентрация воды обычно зависит от взаимодействия сложной совокупности переменных, включая состав спиртового сырья, давление, температуру и природу используемой гетерополикислоты. Другими словами, осуществление предлагаемого способа создает хорошую возможность для выделения воды и, следовательно, упрощает применение биоэтанола и другого биоспирта (биоспиртов). Проведение процесса при среднем превращении с удалением воды во время возврата в процесс характеризуется тем преимуществом, что это позволяет сводить в одной точке оптимальные реакционные условия процесса.
В соответствии с наиболее предпочтительным вариантом выполнения настоящего изобретения этанол, пропанол, простые эфиры совместно с водой составляют по меньшей мере 90 мас.% исходного материала А, вводимого в парофазный дегидратационный реактор, а предпочтительнее по меньшей мере 99 мас.% исходного материала А, вводимого в парофазный дегидратационный реактор.
Парофазный реактор, применяемый для дегидратации смеси этанола и пропанола в соответствии с настоящим изобретением, в предпочтительном варианте работает при температуре в пределах от 180 до 270°С, более предпочтительно в пределах от 190 до 260°С, а наиболее предпочтительно в пределах от 200 до 250°С.
Парофазный реактор, применяемый для дегидратации смеси этанола и пропанола, в предпочтительном варианте работает под давлением выше 0,1 МПа, но ниже 4,5 МПа, более предпочтительно под давлением выше 1,0 МПа, но ниже 3,5 МПа, а наиболее предпочтительно под давлением выше 1,0 МПа, но ниже 2,8 МПа.
В соответствии с настоящим изобретением рабочие условия являются такими, при которых процесс дегидратации всегда протекает в парофазном состоянии. В предпочтительном варианте рабочее давление в процессе дегидратации всегда по меньшей мере на 0,1 МПа, предпочтительно на 0,2 МПа, ниже давления точки росы и/или рабочая температура в процессе дегидратации по меньшей мере на 10°С выше точки росы исходного материала, поступающего в парофазный дегидратационный реактор (спиртовая исходная смесь и/или смесь, образующаяся в результате добавления рециклового потока), и получаемой композиции, которая содержится внутри дегидратационного реактора. Эта последняя обычно зависит от таких факторов, как начальный состав исходного материала и степень превращения в реакторе.
Принимая во внимание цели настоящего изобретения и прилагаемую формулу изобретения, "точку росы" определяют как являющуюся пороговой температурой. Так, например, если для данной смеси под данным давлением температуру системы повышают до уровня выше точки росы, смесь обычно существует в виде сухого газа. Подобным же образом ниже точки росы смесь обычно существует в виде пара, содержащего некоторое количество жидкости. И аналогичным образом "давление точки росы" определяют как являющееся пороговым давлением. Так, например, если для данной смеси при данной температуре давление системы ниже давления точки росы, смесь обычно существует в виде сухого газа; под давлением выше давления точки росы смесь обычно существует в виде пара, содержащего некоторое количество жидкости.
Реактор конструируют для возможности экзотермического получения простых эфиров и эндотермической дегидратации до олефинов. Реакционную температуру в предпочтительном варианте поддерживают в пределах небольшого температурного диапазона, поскольку чрезмерно низкая температура уменьшает скорость получения олефинов и может привести к конденсации реагентов, а чрезмерно высокая температура может привести к загрязнению олефинов неприемлемыми количествами побочных продуктов, таких как алканы с таким же числом углеродных атомов. В предпочтительном варианте температурный профиль слоя катализатора ниже чем на 30°С, более предпочтительно ниже чем на 15°С, а наиболее предпочтительно ниже чем на 10°С. Если общей эндотермической реакции позволяют протекать до термодинамического равновесия, то в случае адиабатического реактора с единственным слоем это могло бы привести к теоретическому падению температуры в 180°С. Очевидной проблемой является проблема теплового регулирования с помощью конструкции реактора. Приемлемые конструкции реактора включают те, которые способны манипулировать тепловыми потоками, в частности реакторы с неподвижным слоем, псевдоожиженным слоем, со множеством трубок и с несколькими неподвижными слоями с межстадийными нагревателями. Тепловое регулирование может быть, что необязательно, улучшено инжектированием предварительно нагретого свежего спиртового сырья в нескольких точках в реакторном слое, причем в такой точке экзотермическая реакция этерификации может частично противодействовать общей эндотермической реакции. Исходный материал может быть также нагрет дополнительно до температуры, превышающей реакционную, с целью обеспечить дополнительный источник тепла. Часть рециклового потока можно также добавлять в нескольких точках вдоль реактора с дополнительным нагревом, но основную часть этого потока предпочтительнее добавлять в передний конец реактора.
В соответствии с другим вариантом выполнения настоящего изобретения процесс дегидратации, представленный в описании настоящего изобретения, в реакционной дистилляционной колонне не проводят, когда "реакционной дистилляционной колонной" называют объединенные дистилляционную колонну и реактор.
При создании настоящего изобретения было установлено, что применение смешанных простого эфира и спиртового сырья приводит к более высоким выходу и селективности в отношении олефинов. Это неожиданное открытие показывает, что осуществление способа по настоящему изобретению с рецикловым потоком оказывается выгодным для производительности и селективности процесса получения олефинов. В дополнение к этому, вариант проведения отдельной этерификации на спиртовом сырье перед дегидратацией также является одним из вариантов выполнения настоящего изобретения.
Таким образом, в соответствии с предпочтительным вариантом выполнения настоящего изобретения спиртовое сырье А включает по меньшей мере 10 мас.%, предпочтительно по меньшей мере 15 мас.%, предпочтительнее по меньшей мере 30 мас.%, а наиболее предпочтительно по меньшей мере 50 мас.%, простых эфиров, но меньше или до 85 мас.% простых эфиров. В предпочтительном варианте упомянутые простые эфиры представляют собой простой эфир (эфиры), дериватизированный из этанола и/или пропанола, такой как диэтиловый эфир, н-пропиловый эфир, этил-н-пропиловый эфир, этилизопропиловый эфир, н-пропилизопропиловый эфир и изопропиловый эфир. Упомянутые простые эфиры могут быть получены во время стадии дегидратации, во время стадии синтеза спиртов, во время отдельной дополнительной стадии этерификации или просто добавлены.
Предпочтительная характеризующая особенность в соответствии с настоящим изобретением заключается в том, что исходный материал А обладает общим содержанием простого эфира С1 и простых эфиров С3+ меньше 5 мас.%, предпочтительнее меньше 1 мас.%, наиболее предпочтительно меньше 0,1 мас.%, а в идеальном варианте простого эфира С1 и простых эфиров С3+ не содержит, причем простым эфиром С1 является, например метилэтиловый эфир, метилпропиловый эфир, а дериватизированные простые эфиры С3+ определяют как содержащие по меньшей мере одну цепь с 4 углеродными атомами (например, н-бутилэтиловый эфир).
В соответствии с другим вариантом выполнения настоящего изобретения присутствие альдегидов в исходном материале А оказывает, как было установлено, негативное влияние на срок службы катализатора. Соответственно, содержание альдегидов в спиртовом исходном материале А в предпочтительном варианте составляет меньше 1 мас.%, а более предпочтительно меньше 0,1 мас.%. Для того чтобы добиться требуемого отсутствия альдегидов, предпочтительнее удалять упомянутые альдегиды из спиртового исходного материала А, который должен быть дегидратирован, проведением любой одной из следующих обработок: бисульфитная промывка, боргидридная гидрогенизация, гидрогенизация водородом или дистилляционная обработка упомянутого спиртового исходного материала. Дистилляционную обработку с целью повышения ее эффективности для удаления альдегидов можно объединять с химической обработкой, такой как катализируемая каустической содой альдольная конденсация или боргидридная обработка. В результате реакции дегидратации можно также получать небольшие количества альдегидов, которые в предпочтительном варианте могут быть аналогичным образом удалены обработкой.
В соответствии с еще одним вариантом выполнения настоящего изобретения предпочтительные реакционный исходный материал А и рецикловый поток Д, а также необязательный рецикловый поток Ж должны быть по существу свободными от летучих оснований и ионов металлов, которые могут вызвать дезактивацию катализатора. Ионы переходных металлов, таких как обычные коррозионные металлы, например Cu, Fe и Ni, также могут катализировать реакции с переходом водорода и приводить к потере качества олефиновых потоков вследствие увеличенного образования альдегидов и алканов. Летучие амины могут быть эффективно удалены обработками, такими как дистилляция, и/или применением предохранительных слоев (как правило, слоев кислой ионообменной смолы). Ионы металлов также могут быть эффективно удалены применением предохранительных слоев, но существенную защиту может обеспечить тщательное конструирование установки (установок) подачи и выпаривания.
Олефины, такие как этилен и пропилен, используемые при получении полимеров, благодаря высокой активности и значениям производительности катализаторов, применяемых для полимеризации, оказываются чувствительными к присутствию небольших количеств примесей; они могут быть удалены хорошо известными обработками олефина (олефинов). По другому варианту некоторое количество этих примесей, таких как соединения серы, которые могут содержаться в биоэтаноле, может быть удалено предварительной обработкой исходного материала.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения спирты, содержащиеся в этанольном/пропанольном исходном материале, перед дегидратацией до олефина (олефинов) посредством вышеописанного способа транспортируют из удаленного места. Принимая во внимание цель настоящего изобретения и прилагаемую формулу изобретения, понятие "удаленное место" относится к месту, расстояние до которого от установки дегидратации спирта превышает 100 км.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения катализатор, используемый для дегидратации смеси этанола и пропанола, представляет собой гетерогенный катализатор (катализаторы). Это понятие охватывает, хотя ими их список не ограничен, гетерополикислоты, сульфированные носители (например, Nafion и ионообменные смолы, сульфированный диоксид циркония, Pt на сульфированном диоксиде циркония), оксид ниобия, фосфорную кислоту на кремнеземистых носителях (диоксид кремния, кизельгур, глины), цеолиты, модифицированные металлами цеолиты, мордениты и их смеси; предпочтительны гетерополикислоты и ионообменные смолы, более предпочтительны гетерополикислоты, а наиболее предпочтительны 12-вольфрамокремниевая кислота, 12-вольфрамофосфорная кислота, 18-вольфрамофосфорная кислота и 18-вольфрамокремниевая кислота и их неполные соли.
Понятие "гетерополикислота", используемое в данном случае и по всему тексту описания настоящего изобретения, служит как охватывающее, по-видимому, помимо прочего, соли щелочных, щелочноземельных металлов, аммония, свободные кислоты, соли с объемистыми катионами и/или металлические соли (где соли могут быть либо полными, либо неполными солями) гетерополикислот. Следовательно, гетерополикислоты, используемые при выполнении настоящего изобретения, представляют собой комплексные, высокомолекулярные анионы, включающие связанные атомами кислорода атомы поливалентных металлов. Как правило, каждый анион включает от 12 до 18 связанных атомами кислорода атомов поливалентных металлов. Атомы поливалентных металлов, которые известны как периферические атомы, симметричным образом окружают один или несколько центральных атомов. Периферические атомы обычно представляют собой один или несколько атомов молибдена, вольфрама, ванадия, ниобия, тантала и любого другого поливалентного металла. Центральными атомами в предпочтительном варианте служат атомы кремния или фосфора, но по другому варианту они могут включать любой один из большого разнообразия атомов элементов групп с I по VIII периодической таблицы элементов. К ним относятся ионы меди, бериллия, цинка, кобальта, никеля, бора, алюминия, галлия, железа, церия, мышьяка, сурьмы, висмута, хрома, родия, кремния, германия, олова, титана, циркония, ванадия, серы, теллура, марганца, никеля, платины, тория, гафния, церия, ванадия, теллура и иода. Приемлемые гетерополикислоты включают гетерополикислоты Кеггина (Keggin), Уэллса-Доусона (Wells-Dawson) и Андерсона-Эванса-Перлова (Anderson-Evans-Perloff). Конкретными примерами приемлемых гетерополикислот являются следующие соединения:
и свободная кислота или следующие неполные соли гетерополикислот:
Кроме того, можно использовать смеси разных гетерополикислот и солей. Предпочтительные для применения в способе, приведенном в описании настоящего изобретения, гетерополикислоты представляют собой любую одну или несколько гетерополикислот, которые основаны на структурах Кеггина или Уэллса-Доусона; более предпочтительная гетерополикислота, выбранная для применения в способе, приведенном в описании настоящего изобретения, представляет собой любую одну или несколько следующих соединений: кремневольфрамовая кислота, фосфовольфрамовая кислота, кремнемолибденовая кислота и фосфомолибденовая кислота, а наиболее предпочтительная выбранная гетерополикислота для применения в способе, приведенном в описании настоящего изобретения, представляют собой любую одну или несколько кремневольфрамовых кислот.
Гетерополикислоты, используемые в соответствии с настоящим изобретением, могут обладать молекулярными массами больше 700 и меньше 8500, предпочтительно больше 2800 и меньше 6000. Такие гетерополикислоты также включают димерные комплексы.
Нанесенный на носитель катализатор может быть эффективно приготовлен растворением выбранной гетерополикислоты в приемлемом растворителе, где приемлемые растворители включают полярные растворители, такие как вода, простые эфиры, спирты, карбоновые кислоты, кетоны и альдегиды, причем наиболее предпочтительными растворителями являются дистиллированная вода и/или этанол. Полученный кислый раствор характеризуется концентрацией гетерополикислоты, которая в предпочтительном варианте находится в пределах от 10 до 80 мас.%, более предпочтительно от 20 до 70 мас.%, а наиболее предпочтительно от 30 до 60 мас.%. Далее этот упомянутый раствор добавляют к выбранному носителю (или, по другому варианту, носитель погружают в раствор). Фактический объем кислого раствора, добавляемого к носителю, не ограничивают, вследствие чего его может быть достаточно для достижения начальной влажности или мокрой пропитки, где мокрая пропитка (т.е. приготовление с использованием избыточного объема кислого раствора относительно объема пор носителя) является предпочтительным методом, принимая во внимание цель настоящего изобретения.
Получаемая нанесенная на носитель гетерополикислота может быть модифицирована, а затем либо перед, либо во время пропитки кислым раствором носителя в водном растворе различные соли гетерополикислоты могут быть получены введением нанесенной на носитель гетерополикислоты в длительный контакт с раствором приемлемой металлической соли или добавлением фосфорной кислоты и/или других минеральных кислот.
Когда для модификации носителя используют растворимую металлическую соль, эту соль применяют в целевой концентрации с раствором гетерополикислоты. Далее носитель оставляют вымачиваться в упомянутом кислом растворе в течение подходящего времени (например, несколько часов) с периодическим перемешиванием или встряхиванием и по истечении этого времени его отфильтровывают с использованием приемлемого средства с целью удалить весь избыток кислоты.
Когда соль оказывается нерастворимой, в предпочтительном варианте катализатор пропитывают ГПК, а затем обрабатывают предшественником соли. Этот метод может улучшить диспергирование соли ГПК. Можно также применять другие методы, такие как вакуумная пропитка.
Затем пропитанный носитель можно промывать и сушить. Это может быть достигнуто с использованием любого обычного метода разделения, включая, например, декантацию и/или фильтрование. После выделения пропитанный носитель может быть высушен, предпочтительно помещением носителя в сушильный шкаф при повышенной температуре. По другому варианту или к тому же можно использовать эксикатор. В промышленном масштабе эту стадию сушки часто осуществляют продувкой горячим инертным газом, таким как азот.
Количество гетерополикислоты, впитавшейся в полученный носитель, в целесообразном варианте находится в интервале от 10 до 80 мас.%, а предпочтительно от 20 до 50 мас.%, в пересчете на общую массу гетерополикислоты и носителя.
Для определения массы кислоты на носителе можно использовать массу катализатора в сухом состоянии и массу применяемого носителя вычитанием этой последней из первой с получением содержания катализатора в граммах гетерополикислоты/килограмм катализатора. С использованием известной или установленной объемной плотности носителя может быть также вычислено содержание катализатора в граммах гетерополикислоты/литр носителя. Предпочтительное содержание каталитической гетерополикислоты составляет от 150 до 600 г ГПК/кг катализатора.
Необходимо отметить, что в отношении свежей кислоты, перед тем как ею пропитывают носитель, а преимущественно перед воздействием на нее технологических условий дегидратации, предварительно устанавливают состояния поливалентного окисления и состояния гидратации гетерополикислот и применяют только так, как указано в типичных формулах некоторых конкретных соединений. Степень гидратации гетерополикислоты может повлиять на кислотность нанесенного на носитель катализатора и, следовательно, на его активность и селективность. Таким образом, любое или оба эти действия процесса пропитки и дегидратации могут изменить состояние гидратации и окисления металлов в гетерополикислотах, т.е. фактические используемые каталитические материалы в данных технологических условиях могут не обеспечить достижение состояний гидратации/окисления металлов в гетерополикислотах, используемых для пропитки носителя. Таким образом, следует, естественно, ожидать, что такие состояния гидратации и окисления могут также различаться в отработавших катализаторах после реакции.
Приемлемые носители катализатора могут находиться в порошкообразной форме или могут представлять собой гранулы, пилюли, шарики или экструдаты и включают, хотя ими их список не ограничен, мордениты, например монтмориллонит, глины, бентонит, диатомовые земли, диоксид титана, активированный уголь, оксид алюминия, диоксид кремния/оксид алюминия, совместные гели диоксида кремния/диоксида титана, совместные гели диоксида кремния/диоксида циркония, оксид алюминия с углеродным покрытием, цеолиты, оксид цинка, полученные пиролизом в пламени оксиды. Носителями могут служить смешанные оксиды, нейтральные или слабоосновные оксиды. В качестве носителей предпочтителен диоксид кремния, такой как силикагелевые носители и носители, полученные гидролизом SiCl4 в пламени. Предпочтительные носители по существу свободны от посторонних металлов или элементов, которые могут негативно воздействовать на каталитическую активность системы. Таким образом, приемлемые кремнеземные носители характеризуются чистотой по меньшей мере 99 мас.%. Количество примесей составляет до меньше 1 мас.%, предпочтительно меньше 0,60 мас.%, а более предпочтительно меньше 0,30 мас.%. Удельный объем пор носителя в предпочтительном варианте превышает 0,50 мл/г, предпочтительнее превышает 0,8 мл/г. Средний радиус пор (перед применением) носителя составляет от 10 до 500 Å, предпочтительно от 30 до 175 Å, более предпочтительно 50 до 150 Å, а наиболее предпочтительно 60 до 120 Å. Площадь поверхности по БЭТ в предпочтительном варианте находится в пределах от 50 до 600 м2/г, а наиболее предпочтительно находится в пределах от 150 и 400 м2/г. Носитель обладает средним сопротивлением раздавливанию одной частицы по меньшей мере 1 кг силы, целесообразно по меньшей мере 2 кг силы, предпочтительно по меньшей мере 6 кг, а более предпочтительно по меньшей мере 7 кг. Объемная плотность носителя составляет по меньшей мере 380 г/л, предпочтительно по меньшей мере 395 г/л.
Сопротивление раздавливанию одной частицы определяли с использованием динамометра Mecmesin, которым измеряют минимальное усилие, необходимое для раздавливания частицы между параллельными пластинами. Сопротивление раздавливанию основано на среднем значении от того, что устанавливали для группы из 50 каталитических частиц.
Площадь поверхности по БЭТ, объем пор, распределение пор по размерам и средний радиус пор определяли по изотерме адсорбции азота, которую устанавливали при 77 К с использованием анализатора статической объемной адсорбции Micromeritics TRISTAR 3000. Применяемый метод является приложением методов по стандартам Великобритании ВS4359:часть 1:1984 "Recommendations for gas absorption (BET) methods" и ВS7591:часть 2:1992, "Porosity and pore size distribution of materials" - Method of evaluation by gas adsorption. Полученные данные уменьшали с использованием метода БЭТ (в диапазоне давлений от 0,05 до 0,20 Р/Ро) и по методу Barrett, Joyner & Halenda (BJH) (для диаметров пор от 20 до 1000 Å) с получением соответственно удельной площади поверхности и распределения пор по размерам.
Приемлемыми ссылками на методы уменьшения вышеприведенных данных являются работы Brunauer S., Emmett P.H. & Teller E. J. Amer.Chem.Soc. 60, 309 (1938), и Barrett E.P., Joyner L.G. & Halenda P.P., J. Am.Chem.Soc., 1951, 73, 373-380.
Перед анализом образцы носителей дегазировали в течение 16 ч при 120°С под вакуумом 5×10-3 торр.
Приемлемые носители из диоксида кремния включают, хотя ими их список не ограничен, продукты GraceDavison G57, GraceDavison 1252, Grace Davison 1254, Fuji Silysia CariAct Q15, Fuji Silysia CariAct Q10, Aerolyst 3045 и Aerolyst 3043. Средний диаметр частиц носителя составляет от 2 до 10 мм, предпочтительно от 3 до 6 мм, однако при необходимости эти частицы можно раздавливать и просеивать с получением частиц меньших размеров, например от 0,5 до 2 мм.
Дополнительным вариантом выполнения упомянутого изобретения является тот, в котором выбранный носитель катализатора вначале обрабатывают фторирующим агентом; авторы настоящего изобретения полагают, что в результате осуществления упомянутого варианта катализатор становится более инертным и/или кислым, благодаря чему во время вышеупомянутого процесса дегидратации улучшаются селективность и/или эффективность катализатора.
На чертеже представлен один вариант технологической схемы в соответствии с настоящим изобретением. Этот вариант включает необязательные и/или предпочтительные стадии способов в соответствии с настоящим изобретением.
Надписи, использованные для обозначения соответствующих потоков исходных материалов/продуктов, соответствуют определениям, представленным в приведенном выше описании и прилагаемой формуле изобретения.
Изобретение относится к способу получения моноолефина(ов) из исходного материала А, включающего этанол и пропанол, в котором этанол и пропанол дегидратируют до соответствующих олефинов с таким же числом углеродных атомов, характеризующемуся следующими стадиями: 1) реакцию исходного материала А проводят в парофазном дегидратационном реакторе, в котором этанольный и пропанольный спирты превращают в поток Б продуктов, включающий этилен, пропилен, простые эфиры, воду и не подвергшиеся превращению спирты, 2) упомянутый поток Б продуктов охлаждают, 3) упомянутый охлажденный поток Б продуктов разделяют в разделительной установке с получением первого потока В, включающего этилен, пропилен и простые эфиры, и второго потока Г продуктов, включающего воду, простые эфиры и не подвергшиеся превращению спирты, 4) упомянутый поток Г продуктов направляют в обезвоживающую колонну, в которой из потока Д простых эфиров и не подвергшихся превращению спиртов выделяют водный поток Е, 5) упомянутый поток Д возвращают в дегидратационный реактор стадии 1, 6) упомянутый поток В продуктов охлаждают, 7) упомянутый охлажденный поток В продуктов направляют в очищающую установку, в которой из потока 3 этилена и пропилена выделяют поток Ж простых эфиров. Также изобретение относится к способу превращения углеводорода в олефины, использующему приведенный выше способ. Использование настоящего изобретения позволяет снизить затраты на отделение побочных продуктов. 2 н. и 8 з.п. ф-лы, 1 ил.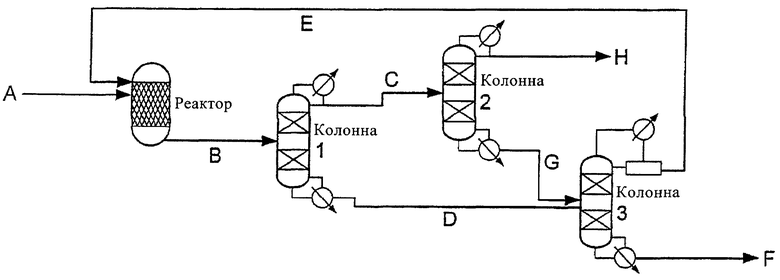
1. Способ получения моноолефина(ов) из исходного материала А, включающего этанол и пропанол, в котором этанол и пропанол дегидратируют до соответствующих олефинов с таким же числом углеродных атомов, отличающийся следующими стадиями:
1) реакцию исходного материала А проводят в парофазном дегидратационном реакторе, в котором этанольный и пропанольный спирты превращают в поток Б продуктов, включающий этилен, пропилен, простые эфиры, воду и не подвергшиеся превращению спирты,
2) упомянутый поток Б продуктов охлаждают,
3) упомянутый охлажденный поток Б продуктов разделяют в разделительной установке с получением первого потока В, включающего этилен, пропилен и простые эфиры, и второго потока Г продуктов, включающего воду, простые эфиры и не подвергшиеся превращению спирты,
4) упомянутый поток Г продуктов направляют в обезвоживающую колонну, в которой из потока Д простых эфиров и не подвергшихся превращению спиртов выделяют водный поток Е,
5) упомянутый поток Д возвращают в дегидратационный реактор стадии 1,
6) упомянутый поток В продуктов охлаждают,
7) упомянутый охлажденный поток В продуктов направляют в очищающую установку, в которой из потока 3 этилена и пропилена выделяют поток Ж простых эфиров.
2. Способ по п.1, в котором осуществляется дополнительная стадия:
8) поток Ж простых эфиров возвращают либо в обезвоживающую колонну стадии 4, либо/и непосредственно в дегидратационный реактор стадии 1) п.1.
3. Способ превращения углеводорода в моноолефины, включающий следующие стадии:
а) превращение углеводородов в реакторе синтез-газа в смесь оксида(ов) углерода и водорода,
б) превращение упомянутой смеси оксида(ов) углерода и водорода со стадии (а) в присутствии частиц катализатора в реакторе при температуре, находящейся в пределах от 200 до 400°С, и под давлением от 5 до 20 МПа в исходный материал А, включающий этанол и пропанол, и
в) проведение процесса в соответствии со стадиями с 1 по 7 п.1 или стадиями с 1 по 8 п.2, приведенными в настоящем описании выше, согласно настоящему изобретению с получением упомянутых моноолефинов.
4. Способ по п.1 или 2, в котором исходный материал А обладает содержанием изопропанола меньше 5 мас.%, предпочтительно меньше 1 мас.%, наиболее предпочтительно меньше 0,1 мас.%, а в идеальном варианте изопропанола не содержит.
5. Способ по п.1 или 2, в котором исходный материал А обладает содержанием спиртов С3+меньше 5 мас.%, предпочтительно меньше 1 мас.%, наиболее предпочтительно меньше 0,1 мас.%, а в идеальном варианте спирта(ов) С3+не содержит.
6. Способ по п.1 или 2, в котором исходный материал А обладает содержанием метанола меньше 5 мас.%, предпочтительно меньше 2 мас.%, наиболее предпочтительно меньше 0,5 мас.%, а в идеальном варианте метанола не содержит.
7. Способ по п.1 или 2, в котором этанол, пропанол, простые эфиры совместно с водой составляют по меньшей мере 90 мас.% исходного материала А, вводимого в парофазный дегидратационный реактор.
8. Способ по п.7, в котором этанол, пропанол, простые эфиры совместно с водой составляют по меньшей мере 99 мас.% исходного материала А, вводимого в парофазный дегидратационный реактор.
9. Способ по п.1 или 2, в котором спиртовой поток А включает по меньшей мере 10 мас.%, предпочтительно по меньшей мере 15 мас.%, предпочтительнее по меньшей мере 30 мас.%, а наиболее предпочтительно по меньшей мере 50 мас.%, простых эфиров, но меньше или до 85 мас.% простых эфиров, причем упомянутые простые эфиры выбирают из дериватизированного из этанола и/или пропанола простого эфира (ов), такого как диэтиловый эфир, ди-н-пропиловый эфир, этил-н-пропиловый эфир, этилизопропиловый эфир, н-пропилизопропиловый эфир и диизопропиловый эфир.
10. Способ по п.9, отличающийся тем, что исходный материал А включает меньше 5 мас.%, предпочтительно меньше 1 мас.%, наиболее предпочтительно меньше 0,1 мас.%, простых эфиров С1 и дериватизированных простых эфиров С3+, а в идеальном варианте дериватизированных простых эфиров С1 и С3+не содержит.
| US 4396789 А, 02.08.1983 | |||
| КАТАЛИЗАТОР для ДЕГИДРАТАЦИИ СПИРТОВ | 0 |
|
SU376113A1 |
| US 4398050 A, 09.08.1983 | |||
| Способ получения вискозы и аппарат для его осуществления | 1950 |
|
SU105512A2 |
| WO 9321139 A1, 28.10.1993 | |||
| Контейнер для строительных камней | 1988 |
|
SU1792885A1 |
| Контейнер для хранения и транспортировки пакетов листового стекла | 1990 |
|
SU1792886A1 |
| WO 2007003899 A1, 11.01.2007 | |||
| WO 2007003901 A1, 11.01.2007 | |||
| WO 2007003910 A1, 11.01.2007. | |||

