Изобретение относится к области обработки материалов шлифованием с помощью абразивного инструмента на различных станках, позволяющих устанавливать планетарную шлифовальную головку.
Известны способы шлифования поверхностей, согласно которым изделию сообщают вращение и (или) перемещение, и обрабатывают вращающимся абразивным инструментом. Эти способы, в зависимости от обрабатываемого материала и стадии (черновая, чистовая, отделочная) обработки, предусматривают выбор характеристики абразивного инструмента и параметров режима шлифования из некоторых диапазонов, согласно рекомендациям справочной литературы (см., например, Справочник технолога машиностроителя. Т.2 / под ред. А.Г.Касиловой и Р.К.Мещерякова. - М.: Машиностроение, 1986, 496 с.).
Наиболее близким к предлагаемому являются способ плоского торцового планетарного шлифования, согласно которому шлифование выполняют несколькими шлифовальными кругами чашечной формы, установленными в планетарной головке, которые вращаются вокруг своих осей и оси планетарной головки. Передача вращения шлифовальным кругам вокруг своих осей производится от шпинделя станка через водило при обкате зубчатых колес (сателлитов), закрепленных на одних осях со шлифовальными кругами, вокруг неподвижного зубчатого колеса с наружным или внутренним зацеплением. Деталь перемещают по нормали к торцовой рабочей поверхности шлифовальных кругов (см. патент РФ №2136476, МПК В24В 7/00, опубл. 10.09.1999).
Данный способ шлифования позволяет существенно повысить производительность и качество шлифования плоских поверхностей. Однако они не обеспечивают постоянство шероховатости шлифованной поверхности по ширине шлифуемой детали. Обусловлено это тем, что при планетарной схеме шлифования формообразование плоской поверхности производится торцами нескольких чашечных кругов, закрепленных на сателлитах планетарной головки, режущие ленточки которых поочередно вступают в контакт с различными зонами плоской поверхности, обеспечивая прерывистое (дискретное) резание с переменной плотностью траекторий режущих зерен по ширине шлифуемой детали. Это зависит от соотношений между конструктивными параметрами планетарной головки и чашечных шлифовальных кругов, количества шлифовальных кругов, скорости перемещения шлифуемой детали относительно планетарной головки. Отмеченное не позволяет использовать потенциальные возможности снижения шероховатости плоской поверхности за счет рационального ее размещения относительно планетарной головки, от которого зависит шероховатость поверхности.
Задачей настоящего изобретения является снижение шероховатости шлифуемых поверхностей за счет рационального размещения шлифуемых деталей относительно планетарной головки.
Указанный технический результат достигается тем, что в способе плоского торцового планетарного шлифования, при котором обработку изделия осуществляют несколькими шлифовальными кругами чашечной формы, установленными в планетарной шлифовальной головке, и вращающимися вокруг своих осей и оси планетарной головки, а изделие перемещают по нормали к рабочей поверхности шлифовальных кругов, согласно изобретению изделия перемещают со смещением его оси симметрии в направлении вектора скорости его перемещения относительно оси симметрии планетарной головки, при этом величину смещения рассчитывают по формуле
y=DГ/2-(dн+dв)/2,
где DГ - диаметр планетарной шлифовальной головки; dн, dв - соответственно наружный и внутренний диаметры кругов чашечной формы.
Сущность изобретения поясняется чертежом, где представлен общий вид планетарной головки шлифовального станка, с помощью которого реализуется предлагаемый способ.
Шлифуемое изделие 1 перемещают в направлении вектора скорости Vд к планетарной головке 2 с диаметром DГ, где установлено четыре шлифовальных круга 3, имеющих чашечную форму с рабочей торцовой поверхностью, ограниченную наружным dн и внутренним dв диаметрами. Расстояние между осью планетарной головки 2 и осью симметрии шлифуемого изделия 2 устанавливают равным y.
Для качественной оценки формирования шероховатости поверхности по ширине детали установим число пересечений траекториями абразивных зерен площадок диаметра базовой длины, расположенных на различных участках по ширине детали.
Так как при плоском торцовом планетарном шлифовании следы от зерен в виде эпитрохоид расположены хаотично, то направление измерения шероховатости на базовой длине может быть выбрано произвольно. В связи с этим площадку диаметра базовой длины можно представить ограниченную окружностью диаметром ℓ.
Произведем расчет числа пересечений N базовых длин из условия

где Xi,j, Yi,j - координаты эпитрохоид от произвольных зерен на торцах чашечных кругов при планетарном шлифовании;


a, b - радиусы делительной окружности соответственно сателлита и неподвижного зубчатого колеса планетарной головки; φ - угол, определяющий положение центра сателлита относительно оси Х; ri - радиус расположения зерна на торце чашечного круга; φз - угловая координата зерна; Vд - скорость продольной подачи детали; ωг - угловая частота вращения водила планетарной головки.
Найдем производные от Xi,j, Yi,j по φ


Введем обозначения

При определении числа пересечений важно установить дискрету по углу поворота dφ водила планетарной головки из условия одноразовой фиксации пересечения площадки диаметра базовой длины траекториями абразивных зерен. Примем дискрету по углу поворота водила dφ при расчете траекторий из условия
(A2+B2)d2φ= ℓ 2+10-l0.
Отсюда
 .
. 
где М - число разбиений угла φ за поворот планетарной головки на G; G - число оборотов головки (в радианах) при перемещении ее на величину DГ+ ℓ с заданной скоростью Vд.
Расчет числа пересечений площадок диаметра базовой длины по ширине шлифуемой детали выполнен для следующих условий шлифования: конструктивные и кинематические параметры планетарной шлифовальной головки - DГ=0,15 м, 4 шлифовальных круга, ωг=150,72 с-1; конструктивные параметры и характеристика абразивного инструмента - 6 50×30×13 24А25НСМ27К5; скорости продольной подачи детали Vд=0,05; 0,08; 0,17; 0,25; 0,33 м/с; базовая длина ℓ =0,0025 м; расположение центра окружности площадки базовой длины по ширине шлифуемой детали - Xo=(Dг- ℓ)/2, Yo=0, DГ/2-(dн+dв)/2, (DГ- ℓ)/2.
Рассчитывались траектории движения режущих зерен, составляющих 10% от количества всех зерен, расположенных на торцах чашечных кругов. Причем принималось, что эти 10% зерен равнорасположены на режущих ленточках чашечных кругов.
Результаты расчета числа пересечений площадок диаметра базовой длины траекториями режущих зерен, расположенных на торцах шлифовальных кругов, приведены в табл.1.
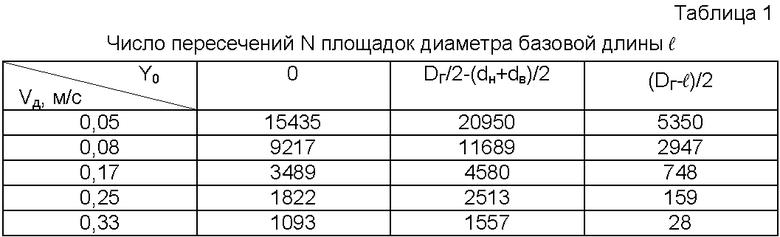
Анализ результатов расчета показывает, что по ширине детали число пересечений площадок диаметра базовой длины, а соответственно и шероховатость не постоянна. Наименьшая шероховатость поверхности получается на расстоянии, равном DГ/2-(dн+dв)/2 от оси симметрии планетарной головки, а наиболее худшая шероховатость, судя по числу пересечений, будет на расстоянии (DГ- ℓ)/2.
Таким образом, проведение шлифования со смещением оси симметрии шлифуемой детали в направлении вектора скорости ее перемещения относительно оси симметрии планетарной головки на величину y=DГ/2-(dн+dв)/2 гарантировано обеспечивает минимальную шероховатость шлифуемой плоской поверхности.
Для осуществления предлагаемого способа предварительно по формуле y=DГ/2-(dн+dв)/2 определяют величину смещения оси симметрии шлифуемого изделия в направлении вектора скорости его перемещения относительно оси симметрии планетарной головки, затем с учетом полученного значения изделию сообщают перемещение и обрабатывают вращающимися абразивными инструментами планетарной головки.
Эффективность осуществления шлифования по предлагаемому способу заключается в снижении шероховатости шлифуемых поверхностей.
Эксплуатационные испытания предложенного способа шлифования проведены на плоскошлифовальном станке 3Г71М планетарной головкой диаметром DГ=0,15 м, имеющей 4 шлифовальных круга 6 50×30×13 24А25НСМ27К5. Шлифовались плоские образцы размером 150×15×10 из стали 12Х2Н4А (HRC≥56) на базовых режимах: циклическая частота вращения планетарной головки ωг=150,72 с-1 (скорость абразивного резания Vp=22,71 м/с), скорость продольного перемещения образца Vд=0,17 м/с, глубина шлифования t=4×10-5 м. Шероховатость шлифованной поверхности измерялась профилометром - профилографом модели 253 на базовой длине ℓ =2,5 мм.
Перед проведением испытаний продольная ось симметрии образца смещалась относительно оси симметрии планетарной головки на следующие величины: y=0;
y=DГ/2-(dн+dв)/2=150/2-(50+30)/2=35 мм;
y=(DГ- ℓ)/2=(150-2,5)/2=73,75 мм.
Эффективность предложенного способа шлифования оценивалась по шероховатости поверхности (Ra) образцов, приведенной в табл.2.
Применение предложенного способа шлифования позволило снизить шероховатость шлифованной поверхности.
Таким образом, предложенный способ шлифования обеспечивает улучшение качества обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2309035C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ ПРЕЦИЗИОННОЙ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ИЗДЕЛИЙ РЕЗАНИЕМ | 1999 |
|
RU2167041C1 |
| Способ шлифования сферических поверхностей | 1980 |
|
SU942953A1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| СПОСОБ ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2131803C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ ШЛИФОВАНИЯ | 2012 |
|
RU2482952C1 |

Изобретение относится к области абразивной обработки материалов и может быть использовано при шлифовании изделий на различных станках, позволяющих устанавливать планетарную шлифовальную головку. Обработку изделия осуществляют несколькими шлифовальными кругами чашечной формы, установленными в планетарной шлифовальной головке и вращающимися вокруг своих осей и оси планетарной головки. Изделие перемещают по нормали к рабочей поверхности шлифовальных кругов со смещением его оси симметрии в направлении вектора скорости перемещения относительно оси симметрии планетарной головки на величину, определяемую из выражения у=DГ/2-(dн+dв)/2, где DГ - диаметр планетарной шлифовальной головки; dн, dв - соответственно наружный и внутренний диаметры чашечных кругов. В результате снижается шероховатость шлифуемых поверхностей. 1 ил., 2 табл.
Способ плоского торцового планетарного шлифования, при котором обработку изделия осуществляют несколькими шлифовальными кругами чашечной формы, установленными в планетарной шлифовальной головке и вращающимися вокруг своих осей и оси планетарной головки, а изделие перемещают по нормали к рабочей поверхности шлифовальных кругов, отличающийся тем, что изделие перемещают со смещением его оси симметрии в направлении вектора скорости его перемещения относительно оси симметрии планетарной головки на величину, определяемую из выражения
у=DГ/2-(dн+dв)/2,
где DГ - диаметр планетарной шлифовальной головки;
dн, dв - соответственно, наружный и внутренний диаметры кругов чашечной формы.
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2136476C1 |
| Способ двухстороннего шлифования опорных поверхностей некруглых твердосплавных пластин | 1986 |
|
SU1430236A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2285604C1 |
| НЕВЗРЫВЧАТЫЙ РАЗРУШАЮЩИЙ СОСТАВ | 1999 |
|
RU2160236C2 |

