(54) СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2235012C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| Способ плоского шлифования | 1979 |
|
SU884972A1 |
| Способ шлифования плоской поверхности | 1982 |
|
SU1079408A1 |
1
Изобретение относится к абразивной обработке и может быть использовано при шлифовании сферических поверхностей.
Известен способ формообразования торических и сферических, поверхностей с помощью чашечного абразивного инструмента, работающего своим торцом, при котором инструменту сообщают движение, состоящее из вт ащения инструмента вокруг своей оси, перемещения поперек неподвижной заготовки по траектории, имеющей радиус, равный радиусу формируемой сферы, и движения подачи в направлении, нормальном к поверхности, на которой производится формирование сферы. Данный способ позволяет шлифовать сферические поверхности любого радиуса кривизны,, не придавая детали предварительную форму сферыС13.
Однако этот способ не позволяет управлять шероховатостью формируемой поверхности, а следовательно, улучшать качество ловерхностного слоя шлифуемой сферы.
Целью изобретения является повышение качества обработки сферической поверхности.
Поставленная цель достигается тем, что при переходе от чернового к чистовому шлифованию изменяют отношение скорости вращения инструмента вокруг своей оси к скорости его поперечного перемещения вокруг оси планшайбы в диапазоне 0,35-1,5, причем при черновой обработке выбирают меньшее значание, а при чистовой - большее.
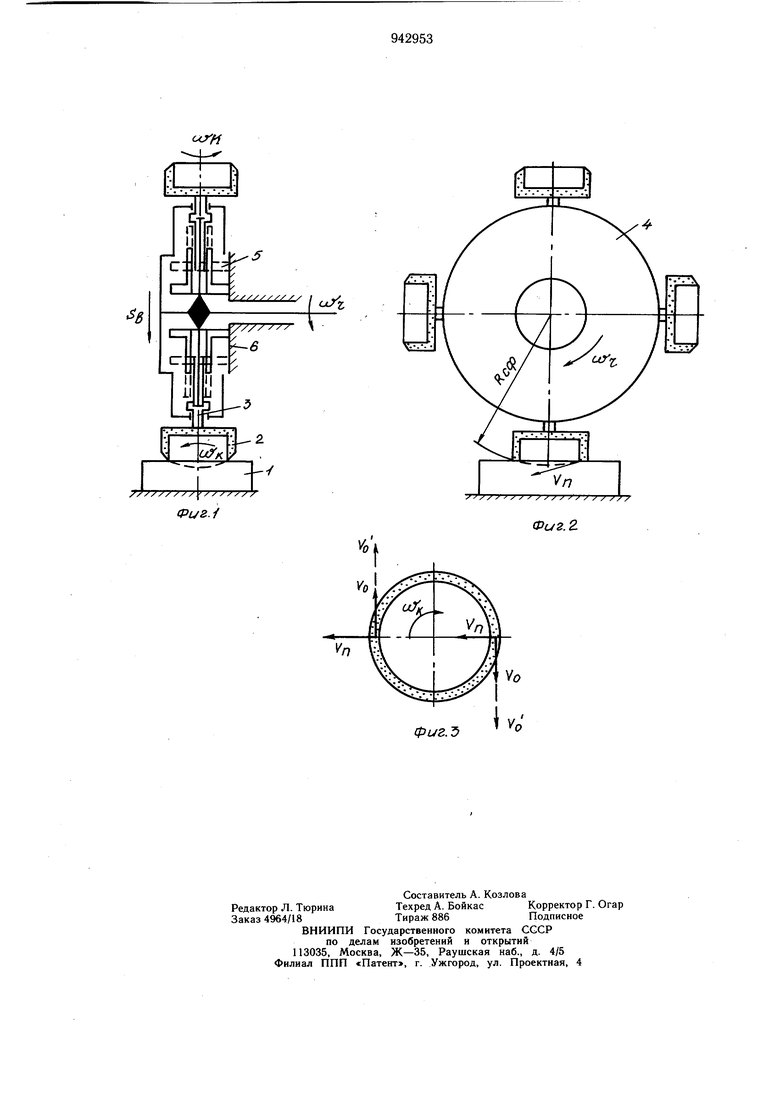
На фиг. 1 представлена схема реализации способа; на фиг. 2 - то же, вид на фиг. 3 - векторная диаграмма скоростей.
Шлифование сферической поверхности
10 осуществляют на шлифовальном станке (например, плоскошлифовальном), на столе которого устанавливают обрабатываемую де таль 1. Абразивные инструменты 2 располагают на осях сателлитов 3 планетарного 15 механизма, корпус планшайбы 4 которого установлен -на шпинделе станка и получает от него вращение с угловой скоростью off.
При вращении корпуса 4 планетарного механизма за счет фрикционной связи подвижного ролика 5 сталлита с неподвижным фрикционным диском 6 получает вращение сателлит и вместе с ним абразивный инструмент с угловой скоростью . Таким образом, чашечный абразивный инструмент совершает сложное движение, суммарный
вектор скорости каждой точки которого складывается из двух составляющих: УП - скорости поперечного перемещения инструмента с планшайбой и Vo (Vo ) - скорости его окружного вращения. Соотношение между этими составляющими, находящимися в кинематической связи, можно изменять в указанном диапазоне, меняя передаточное отношение планетарного механизма путем перемещения подвижного ролика сателлита В процессе вертикальной подачи S планетарного механизма в направлении нормали к обрабатываемой поверхности производится съем припуска и формообразование сферической поверхности.
Для осуществления способа приводят во вращение планетарный механизм с угловой скоростью Ц- и сообщают ему движение вертикальной подачи 5б . А при переходе от чернового к чистовому шлифованию изменяют передаточное отношение планетарного механизма, что приводит к изменению отношения скорости вращения инструмента вокруг своей оси к скорости его поперечного перемещения с планшайбой в диапазоне 0,35-1,5, причем при черновой обработке выбирают меньшее значение отношения, а при чистовой - большее. Указанный диапазон изменения отношения скоростей в зависимости от применяемых геометрических параметров инструмента обеспечивается выбором планетарного механизма с необходимым диапазоном изменения передаточного отношения.
Изменение передаточного отношения планетарного механизма, при неизменной скорости поперечного перемещения инструмента с планшайбой приводит к возрастанию суммарного вектора скорости абразивного зерна при чистовом шлифовании, что позволяет формировать микрорельеф сферической поверхности при прохождении каждого инструмента над поверхностью сферы большим количеством режущих зерен. Это способствует снижению шероховатости сферической поверхности. Выбранный диапазон изменения отношения скоростей определяется требованиями к шероховатости шлифованных сферических поверхностей, которая должна составлять для чернового шлифования не ниже 2,5, для чистового - 0,08. Величина шероховатости поверхности определяется обрабатываемым материалом, используемой характеристикой абразивного инструмента и условиями их взаимодействия друг с другом. Изменение отношения скоростей при переходе от чернового к чистовому шлифованию характеризует изменение условий взаимодействия инструмента с деталью. Экспериментально установлено, что при шлифовании материалов различных групп обрабатываемости, различными характеристиками абразивного инструмента при отношении скорости вращения инструмента вокруг своей оси к скорости его поперечного перемещения менее 0,35 формируется шерохо ватость сферической поверхности более 2, а при отношении более 1,5 вследствие возрастания нагрузки на зерна инструмента
происходит их дробление и самозатачивание, что увеличивает шероховатость поверхности на частовых режимах обработки.
Эксплуатационные испытания предложенного способа шлифования сферической
поверхности проведены на плоскошлифовальном станке ЗГ71 кругами формы 4Ц 40 X X 25 X 18. Шлифование сферической поверхности производится на деталях из закаленной стали ЭИ347Ш известным и предложенным способами. При шлифовании сфе ры по предложенному способу на планетарной головке устанавливается 8 кругов. Суммарная скорость зерен абразивного инструмента при переходе от черновой к чистовой обработке изменяется планетарным механизмом от 25 до 37 м/с, что соответствует диапазону изменения отношения скоростей вращения инструмента вокруг своей оси к скорости поперечного перемещения от 0,5 до 1/35. А при шлифовании известным способом суммарная скорость инструмента составляет 25 м/с. Вертикальная подача Звдля обоих способов шлифования задается .одинаковой. В результате проведенного, исследования установлено, что. изменение отношения скоростей в указанном диапазоне позволяет снизить шероховатость поверхности с 1,25 до 0,32.
Таким образом, предложеннйй способ шлифования сферических поверхностей позволяет снизить шероховатость поверхноруемой сферы, а следовательно, улучшать качество ее поверхностного слоя.
Формула изрбретения
Способ шлифования сферических поверхностей,, при котором подачу чашечного инструмента, закрепленного на планшайбе, осуществляют в направлении, нормальном к обрабатываемой поверхности неподвижной заготовки, и вращение вокруг своей оси и перпендикулярной ей оси планшайбы, находящейся от заготовки на расстоянии радиуса формируемой сферы, отличающийся тем, что, с целью повышения качества обработки, при переходе от чернового шлифования к чистовому изменяют отношение скоростей вращения инструмента вокруг своей оси и оси планшайбы в диапазоне 0,35- 1,5, при этом черновой обработке соответствует меньшее значение, а чистовой - большее.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3824742, кл. 51-54, опублик. 1974.
в
Е
Фиг.
Фи2.2.
