образом, что их опорные поверхности прилегают к заготовке.
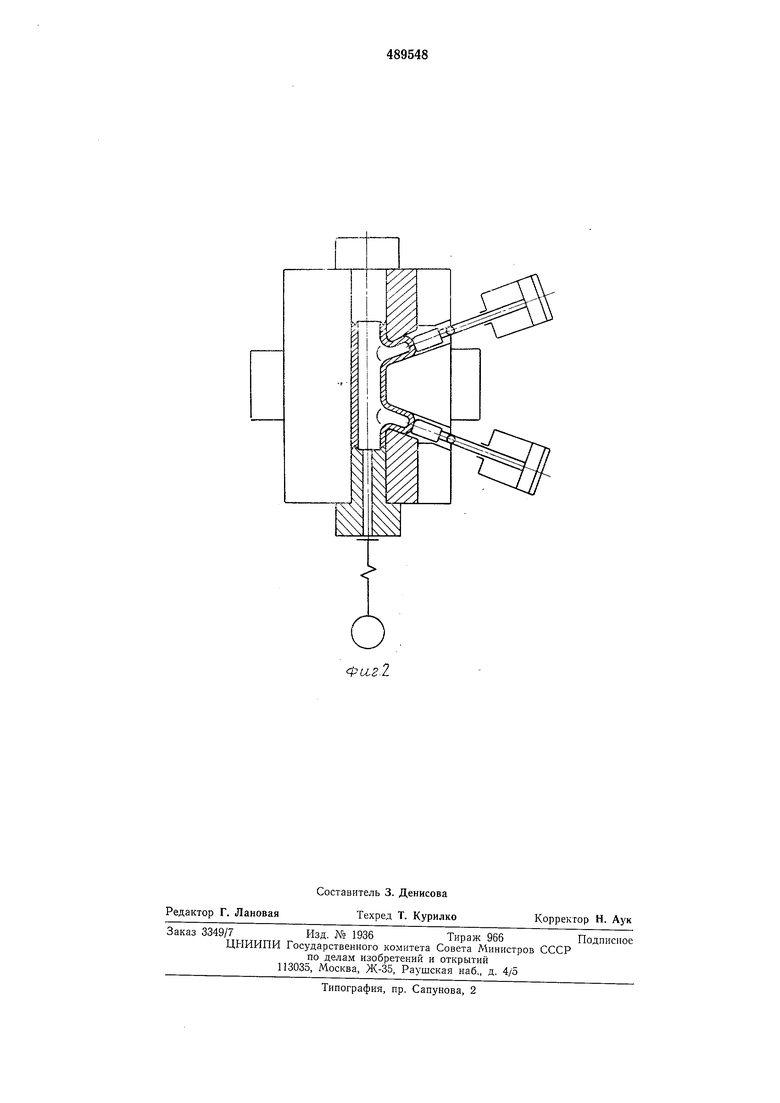
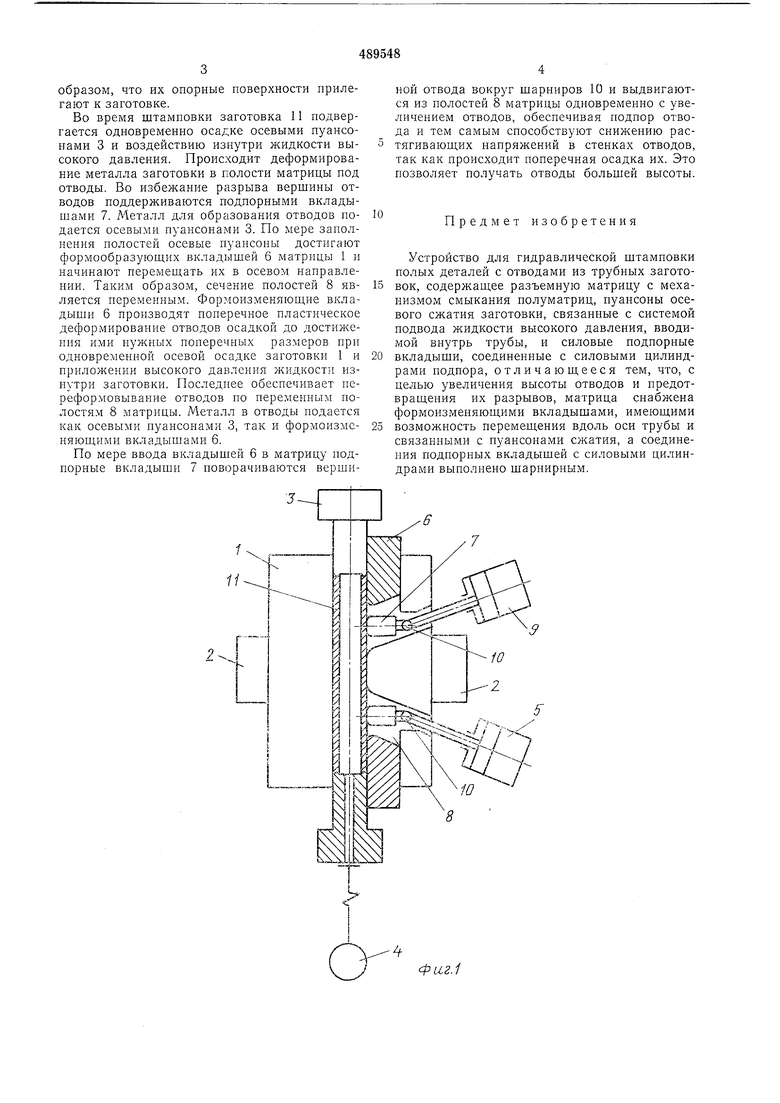
Во время штамповки заготовка 11 подвергается одновременно осадке осевыми пуансонами 3 и воздействию изнутри жидкости высокого давления. Происходит деформирование металла заготовки в полости матрицы под отводы. Во избежание разрыва вершины отводов поддерживаются подпорными вкладышами 7. Металл для образования отводов подается осевыми пуансонами 3. По мере заполнения полостей осевые пуансоны достигают формообразуюш,их вкладышей 6 матрицы 1 и начинают перемеш,ать их в осевом направлении. Таким образом, сечение полостей 8 является переменным. Формоизменяюш,ие вкладыши 6 производят поперечное пластическое деформировапие отводов осадкой до достижения ими иужных поперечных размеров при одновременной осевой осадке заготовки 1 и приложении высокого давления жидкости изнутри заготовки. Последиее обеспечивает переформовывание отводов по переменным полостям 8 матрицы. Металл в отводы подается как осевыми пуансонами 3, так и формоизменяющими вкладышами 6.
По мере ввода вкладыпгей 6 в матрицу подпорные вкладыши 7 поворачиваются вершиJ
ной отвода вокруг шарниров 10 и выдвигаются из полостей 8 матрицы одновременно с увеличением отводов, обеспечивая подпор отвода и тем самым способствуют снижению растягиваюш,их напряжений в стенках отводов, так как происходит поперечная осадка их. Это позволяет получать отводы большей высоты.
Предмет изобретения
Устройство для гидравлической штамповки иолых деталей с отводами из трубных заготовок, содержаш,ее разъемную матрицу с механизмом смыкания полуматриц, пуансоны осевого сжатия заготовки, связанные с системой подвода жидкости высокого давления, вводимой внутрь трубы, и силовые подпорные
вкладыши, соединенные с силовыми цилиндрами подпора, отличаюш,ееся тем, что, с целью увеличения высоты отводов и предотвращения их разрывов, матрица снабжена формоизменяющими вкладышами, имеющими
возможность перемещения вдоль оси трубы и связанными с пуансонами сжатия, а соединения подпорных вкладышей с силовыми цилиндрами выполнено шарнирным.
ф иг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Способ изготовления полых деталей с отводами и устройство для его осуществления | 1984 |
|
SU1328032A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2009 |
|
RU2392077C1 |
| Устройство для штамповки полых изделий с отводами | 1980 |
|
SU912325A1 |
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
| Способ получения полых деталейС ОТВОдАМи | 1977 |
|
SU845937A1 |
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348025A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |