Изобретение относится к области металлургического производства, а именно к производству горячекатаного проката на литейно-прокатных комплексах.
Известен способ производства горячекатаного листа (BaosteelGroup выбирает технологию QSPDanieli для линии непрерывной прокатки непрерывнолитых тонких слябов в Мейшане // DaNews. - сентябрь 2008. #155 - с.6-7), в котором используется две или более машин непрерывного литья заготовок (МНЛЗ) размещенных в линию. Слитки, разлитые на нескольких МНЛЗ, поступают в проходные печи (каждая расположена у своей МНЛЗ), где происходит нагрев слитков до требуемой температуры. Затем слитки поочередно поступают в передающее устройство, которое представляет собой проходную подвижную печь, имеющую возможность перемещаться в горизонтальной плоскости от одной стационарной проходной печи к другой и осуществлять процесс транспортировки слитков от печей к прокатному стану. Протяженность участка нагрева данного способа доходит до 300 м. Далее заготовки поступают на непрерывный прокатный стан, где деформируются до необходимой толщины и сматываются в рулоны.
Известен способ производства горячекатаного листа (патент РФ на изобретение №2044581 «ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС», МПК B21B 1/46, опубл. 27.09.1995 - прототип), согласно которого используют две или более МНЛЗ со смежно расположенными кристаллизаторами в одном направлении. Оси соседних кристаллизаторов МНЛЗ образуют между собой острые углы, а передающее устройство установлено с возможностью поворота в горизонтальной плоскости. Слитки, разлитые на МНЛЗ, режутся на мерные длины и поступают в подогревательные печи, установленные после каждой МНЛЗ, где производится нагрев заготовок до требуемой температуры. Затем слитки попадают в передающее устройство, представляющее собой печь или термостат, имеющий возможность поворота либо перемещения от одной печи к другой. Далее заготовки поступают на прокатный стан, где деформируются до требуемых параметров.
Известна линия для производства тонких горячекатаных листов (BaosteelGroup выбирает технологию QSPDanieli для линии непрерывной прокатки непрерывнолитых тонких слябов в Мейшане // DaNews. - сентябрь 2008. #155 - с.6-7), содержащая одну или несколько МНЛЗ, размещенных в линию. Далее в линии установлены ножницы, которые осуществляют резку слитка на мерные длины, после чего заготовки поступают в проходные печи, установленные у каждой МНЛЗ. После проходных печей установлена подвижная печь, обеспечивающая транспортировку нагретых заготовок на линию прокатки стана. Стан является непрерывным станом.
Известен литейно-прокатный комплекс (патент РФ на изобретение №2044581 «ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС», МПК B21B 1/46, опубл. 27.09.1995 - прототип), который содержит ряд МНЛЗ, которые могут быть как одноручьевые, так и многоручьевые. После каждого кристаллизатора МНЛЗ расположены ножницы и подогревательная печь. После печей установлено передающее устройство, представляющее собой либо печь, либо термостат, снабженные приводом перемещения по рельсам. За передающим устройством размещен прокатный стан, например широкополосный или толстолистовой.
Оборудование литейно-прокатного комплекса может размещаться таким образом, что оси кристаллизаторов МНЛЗ в плане и ось прокатного стана пересекаются в одной точке, а передающее устройство установлено с возможностью вращательного движения относительно этой точки. При этом возможна выдача заготовок из передающего устройства в обратном направлении и в прямом направлении. Литейно-прокатный комплекс может быть дооборудован дополнительным передающим устройством, при этом МНЛЗ, ножницы и подогревательные печи установлены по обе стороны прокатного стана. ЛПК может быть дооборудован дополнительным прокатным станом с осью прокатки, проходящей через точку пересечения осей кристаллизаторов МНЛЗ в плане. Оборудование литейно-прокатного комплекса может дополнительно содержать свертывающие машины после подогревательных печей и разматыватель перед прокатным станом.
Недостатками данных способов и устройств являются:
1. Большая площадь печного участка;
2. Потеря тепла при передаче заготовок от стационарных печей к проходной, а соответственно и большее количество топлива, необходимого для нагрева слитков;
3. Сложная конструкция передающей печи.
Техническая задача изобретения направлена на обеспечение непрерывного процесса производства металла при меньшей площади участка разливки и нагрева, меньшем количестве топлива, требуемого для нагрева заготовок.
Поставленная задача достигается тем, что согласно заявляемого способа используют две или более МНЛЗ, расположенные в одной вертикальной плоскости по оси разливки с некоторым смещением одна относительно другой по вертикали, так, что заготовка, разлитая на первой машине, находится над заготовкой разлитой на второй машине и т.д. Проходная печь, которая осуществляет нагрев заготовок, является общей многоуровневой печью для всех машин непрерывного литья заготовок, что позволяет сократить площадь разливочного и печного участков, а также сократить количество топлива, требуемого для нагрева заготовок. После прохождения через многоуровневую печь и необходимого нагрева заготовки, находящиеся на верхнем уровне, перемещаются на нижний уровень печи, который находится на линии прокатки. Далее заготовки поступают на прокатный стан, где деформируются до требуемой толщины.
Литейно-прокатный комплекс содержит две или более МНЛЗ, расположенные в одной вертикальной плоскости по оси разливки с некоторым смещением одна относительно другой по вертикали. На выходе каждой из МНЛЗ расположены ножницы, осуществляющие резку слитка на мерные длинны. Затем установлена многоуровневая проходная печь, причем нижний уровень печи совмещен с осью прокатки стана. После печи установлено передающее устройство, выполненное с возможностью перемещения в вертикальном направлении, либо с возможностью изменения угла наклона и осуществления транспортировки заготовок с верхних уровней печи на линию прокатки. За передающим устройством установлен прокатный стан, например широкополосный или толстолистовой.
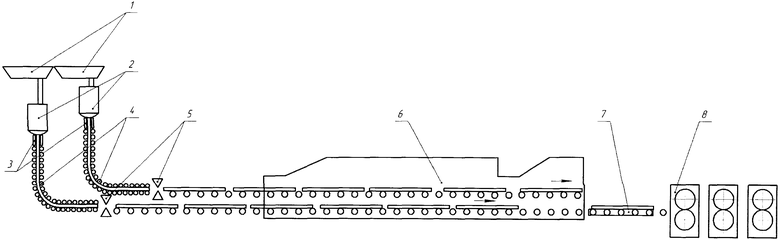
Сущность изобретения поясняется чертежом, на котором схематически представлен литейно-прокатный комплекс.
Осуществление способа поясняется при рассмотрении работы заявляемого устройства. Литейно-прокатный комплекс содержит ковш 1 с жидким металлом, который устанавливается на поворотный стенд над промежуточным ковшом 2. Жидкий металл поступает в кристаллизатор 3, в котором формируется корка слитка. Металл, имеющий твердую оболочку, но еще не застывшую сердцевину, вытягивается из кристаллизатора тянущими роликами 4.
Причем разливку следует начинать на каждой МНЛЗ с некоторым взаимным отставанием по времени. Далее, полученные слитки режутся на ножницах 5 на мерные длинны, каждый на своем уровне.
Затем заготовки, каждая по своему уровню, поступают в многоуровневую проходную печь 6, где производится нагрев заготовок до требуемой температуры, причем печь имеет две зоны - зону нагрева и зону выдачи заготовок. Металл, попадая в зону нагрева, движется со скоростью, равной скорости разливки металла, нагревается до температуры прокатки.
Затем металл поступает в зону выдачи, в которой скорость движения заготовок гораздо выше, чем в зоне нагрева.
После нагрева в многоуровневой проходной печи до требуемой температуры заготовки приемным устройством 7, перемещаются с верхних уровней печи на уровень прокатки.
Далее заготовки поступают на непрерывный прокатный стан 8, где деформируются до требуемых параметров.
Рассмотрим реализацию предлагаемого способа на примере с двумя МНЛЗ, расположенными одна над другой с некоторым смещением по вертикали (фиг.). Ковш 1 с жидким металлом устанавливается на поворотный стенд над промежуточным ковшом 2. Разливку на нескольких МНЛЗ начинают с взаимным отставанием по времени. Жидкий металл поступает в кристаллизатор 3, в котором формируется корка слитка. Далее металл, имеющий твердую оболочку, но еще не застывшую сердцевину, вытягивают из кристаллизатора тянущими роликами 4 и производят, при необходимости, «мягкое» обжатие заготовки.
Далее, застывшие слитки поступают на резку 5, где осуществляется порезка их на заготовки, причем резка осуществляется для каждого слитка на своем уровне.
Затем заготовки поштучно поступают в двухуровневую проходную печь 6, где выполняется нагрев заготовок до температуры прокатки.
Разливка на МНЛЗ начинается с взаимным отставанием по времени, следовательно, заготовки поступают в проходную печь не одновременно. Заготовки, поступая в проходную печь, движутся в зоне нагрева со скоростью, равной скорости разливки, нагреваясь до требуемой температуры. Затем заготовки перемещаются в зону выдачи, имеющую гораздо большую скорость движения металла и быстро выдаются из печи на приемное устройство 7.
Заготовка с первого уровня проходной печи передающим устройством перемещается на линию прокатки стана, где производится деформация до требуемых параметров.
Во время перемещения заготовки с первого уровня на линию прокатки стана 8, заготовка второго уровня печи перемещается из зоны нагрева в зону выдачи. Из зоны выдачи заготовка быстро выдается из печи на приемное устройство и транспортируется на прокатный стан 8, где деформируется до получения требуемых параметров. Далее циклы повторяются.
Изобретение позволяет достигнуть следующий технический результат:
1. Сокращение площади, требуемой для размещения МНЛЗ и проходной печи до двух раз, в зависимости от размеров неприрывнолитых заготовок.
2. Уменьшение расхода топлива на нагрев неприрывнолитых заготовок в проходной печи до 20%, в зависимости от размеров нагреваемых заготовок и конструкции проходной печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
Изобретение относится к области металлургии. Литейно-прокатный комплекс содержит две или более машины непрерывного литья заготовок, расположенные со смещением одна относительно другой по вертикали, ножницы, многоуровневую проходную печь и прокатный стан. Разливку на машинах непрерывного литья осуществляют с взаимным отставанием по времени. Непрерывнолитые заготовки нагревают в проходной печи на нескольких уровнях по высоте, перемещая их со скоростью, равной скорости разливки. Нагретые заготовки перемещают передающим устройством на нижний уровень проходной печи, где заготовки перемещают со скоростью выше, чем в зоне нагрева, и подают в прокатный стан, линия прокатки которого совмещена с нижним уровнем проходной печи. Выполнение проходной печи, общей для всех машин непрерывного литья, обеспечивает сокращение площади разливочного и печного участков и сокращение количества топлива для нагрева заготовок. 2 н.п. ф-лы, 1 ил.
1. Способ изготовления горячекатаных полос из непрерывнолитых заготовок, включающий разливку металла на двух или более установках непрерывной разливки, подачу непрерывнолитой заготовки в проходную печь, нагрев непрерывнолитой заготовки в проходной печи и последующую прокатку на прокатном стане, отличающийся тем, что разливку на каждой установке непрерывной разливки осуществляют с взаимным отставанием по времени, а нагрев непрерывнолитых заготовок осуществляют в одной проходной печи на нескольких уровнях по высоте, причем в зоне нагрева проходной печи непрерывнолитые заготовки перемещают со скоростью, равной скорости разливки, а в зоне выдачи непрерывнолитых заготовок - со скоростью выше, чем в зоне нагрева, при этом выдачу непрерывнолитых заготовок осуществляют при транспортировке с верхних уровней проходной печи на нижний уровень проходной печи, совмещенный с линией прокатки прокатного стана.
2. Литейно-прокатный комплекс для производства горячекатаных полос, содержащий две или более машины непрерывного литья заготовок, ножницы, проходную печь и прокатный стан, отличающийся тем, что машины непрерывного литья заготовок расположены со смещением относительно одна другой по вертикали, проходная печь выполнена многоуровневой, общей для всех машин непрерывного литья заготовок, с зоной нагрева и зоной выдачи заготовок, при этом литейно-прокатный комплекс снабжен передающим устройством, выполненным с возможностью перемещения в вертикальном направлении либо с возможностью изменения угла наклона для обеспечения транспортировки заготовок с верхних уровней проходной печи на нижний уровень проходной печи, который совмещен с линией прокатки.
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1998 |
|
RU2146974C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2021873C1 |
| ПЕЧНАЯ УСТАНОВКА В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО НАКОПИТЕЛЯ | 1992 |
|
RU2079391C1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

