Изобретение касается металлургии, в частности непрерывной разливки металлов, и может быть использовано при производстве непрерывнолитой заготовки на строящихся или реконструируемых машинах непрерывного литья (МНЛЗ). Из А.С. СССР №624706, МКИ 2 B22D 11/126, 1977 г. известен способ получения непрерывнолитого слитка на машине непрерывного литья заготовок (МНЛЗ), включающий формирование слитка из жидкого металла в кристаллизаторе, транспортировку его по оси МНЛЗ к зоне разгиба, разрезание слитка на мерные отрезки двусторонними ударами ножей, соединенных с электроприводом, с одновременной подачей в зону реза осевых ударных импульсов с целью встряхивания зоны заготовки с жидкой фазой.
Недостатком аналога является несовершенная технология реза слитка, не обеспечивающая надежного предотвращения истечения жидкой сердцевины заготовки из-за отсутствия пластической деформации ее торцевых частей, что может привести к аварийной ситуации на прокатном стане из-за того, что раздавленный передний торец заготовки в результате искажения ее поперечного сечения не будет соответствовать форме калибра первой прокатной клети. Известен способ получения непрерывнолитого сляба на криволинейной или радиальной машине непрерывного литья (JP 10-180428 А, 07.07.1998), выбранный в качестве прототипа, включающий формирование непрерывнолитого слитка из жидкого металла в кристаллизаторе, выпрямление его на стадии, когда в его осевой части еще сохраняется жидкая сталь, локальную деформацию поверхностных закристаллизовавшихся слоев до их смыкания в зоне отделения сляба от слитка. Локальную деформацию слитка осуществляют бойками специальной конструкции, перемещающимися в вертикальном направлении, с последовательным выполнением операций смыкания закристаллизовавшихся слоев слитка, отделения сляба от непрерывнолитого слитка и формирования участков перехода от толщины слитка к толщине его обжатой части.
Существенными признаками прототипа, сходными с существенными признаками заявляемого изобретения, является локальная деформация слитка до смыкания поверхностных закристаллизовавшихся слоев и отделение заготовки от непрерывнолитого слитка.
Недостатком прототипа является то, что локальную деформацию слитка в зоне отделения сляба от слитка производят только в одном направлении, что приводит к местному увеличению ширины (явление уширения) сопряженных частей слитка и сляба, что для сортовой непрерывнолитой заготовки недопустимо, так как расплющенный передний конец заготовки приводит к «бурежке» и аварийной остановке прокатного стана.
В основу изобретения поставлена задача усовершенствовать способ получения непрерывнолитых заготовок путем создания ферронепроницаемой перегородки в смежных торцах слитка и заготовки за счет локальной двустадийной пластической деформации и последующего отделения заготовки от слитка в заданной плоскости. Изобретение позволяет уменьшить металлургическую длину МНЛЗ, придать торцу заготовки форму, обеспечивающую надежный, устойчивый захват в прокатном стане, а также позволяет минимизировать потери металла за счет обрези переднего и заднего концов готового проката.
Поставленная задача решается тем, что в способе получения непрерывнолитых заготовок, включающем локальную деформацию слитка до смыкания поверхностных закристаллизовавшихся слоев и отделение заготовки от непрерывнолитого слитка, согласно изобретению локальную деформацию выполняют в двух взаимно перпендикулярных направлениях двумя парами инструмента в плоскости, перпендикулярной продольной оси заготовки, причем на первой стадии локальную деформацию по высоте выполняют первой парой инструмента до смыкания поверхностных закристаллизовавших слоев слитка, затем инструмент фиксируют в положении, соответствующем заданному размеру сечения заготовки по высоте в сечении отделения заготовки от слитка, а на второй стадии локальную деформацию выполняют второй парой инструмента до достижения заданного размера заготовки по ширине в том же сечении, после чего выполняют в этом же сечении частичный разрез слитка с одновременным его растяжением в разные стороны подвижными элементами второй пары инструмента до отрыва заготовки от слитка.
Кроме того, локальную деформацию слитка производят до смыкания закристаллизовавшихся поверхностных слоев заготовки при содержании закристаллизовавшейся части поверхностных слоев более 50% от общей площади сечения заготовки.
Причинно-следственная связь между существенными признаками заявляемого изобретения и достигаемым техническим результатом заключается в следующем.
Локальную деформацию непрерывнолитого слитка в двух взаимно перпендикулярных направлениях осуществляют, например, посредством гидравлического пресса, снабженного соответствующим инструментом, что позволяет сформировать внутри непрерывнолитого слитка феронепроницаемую перегородку, где в дальнейшем будет проведен разрез слитка для отделения очередной заготовки.
Согласно изобретению первую стадию локальной деформации выполняют первой парой инструмента до смыкания закристаллизовавшихся поверхностных слоев и фиксируют ее в положении, соответствующему заданному размеру высоты заготовки в сечении отделения от слитка, а на второй стадии локальную деформацию заготовки выполняют второй парой инструмента до достижения заданной ширины заготовки в том же сечении.
Локальная деформация слитка в двух взаимно перпендикулярных направлениях выполняется последовательно потому, что обязательным условием процесса является то, что линии или зоны максимальной локальной деформации обеих пар инструментов должны находиться в одной плоскости, перпендикулярной оси заготовки, и в связи с этим одновременное сближение двух пар инструментов исключается.
Кроме того, при локальной деформации слитка первой парой инструмента имеет место искажение боковой поверхности слитка в очаге деформации. Чем больше степень деформации, которая осуществляется первой парой инструмента, тем больше искажение начальной боковой поверхности и отклонения ее от оптимальной конфигурации. Поэтому фиксация в заданном положении инструмента в конце деформации первой парой является обязательной, поскольку исключает возможность искажения поверхности, сформированной первой парой инструмента в процессе указанной деформации второй парой инструмента.
В центре сечения непрерывнолитой заготовки из-за специфических условий кристаллизации имеют место пористость и скопление неметаллических включений. Если поры, крупные трещины при локальной деформации первой парой инструмента сжимаются и при благоприятных условиях могут свариваться, то при локальной деформации второй парой инструмента характер деформации такой, что поры в центре сечения, которые плохо заварились или не заварились, раскрываются из-за возможности течения металла в поперечном направлении. Но фиксация инструмента в конце деформации первой парой инструмента препятствует течению металла в поперечном направлении, а следовательно, и раскрытию щелей, трещин и несплошностей в центре заготовки.
В предлагаемом способе сближение второй пары инструмента с заготовкой начинается в тот момент, когда локальная деформация первой парой инструмента обеспечивает получение заданного размера заготовки по высоте.
Такая последовательность выполнения операций обеспечивает более благоприятную для образования плотной мелкозернистой структуры схему напряженного состояния металла в очаге деформации.
Поскольку сжатие закристаллизовавшихся участков происходит одновременно по обе стороны от плоскости разделения слитка и заготовки, это позволяет устранить прорыв жидкого металла не только из разделяемого слитка, но и из отделенной мерной заготовки.
Локальная деформация до смыкания поверхностных закристаллизовавшихся слоев заготовки, при содержании закристаллизовавшейся части поверхностных слоев больше 50% от общей площади сечения заготовки, является оптимальной с точки зрения предупреждения прорывов жидкого металла.
Таким образом, заявляемый способ получения непрерывнолитых заготовок путем сочетания операций локальной деформации и резки слитка уменьшает длительность операций отделения заготовки от слитка и делает минимальным путь перемещения инструмента совместно с заготовкой. Вместе с обеспечением сокращения металлургической длины МНЛЗ и приданием торцевой части заготовки формы, обеспечивающей надежный захват в прокатном стане, изобретение обеспечивает также минимизацию потерь металла за счет обрези переднего и заднего концов готового проката.
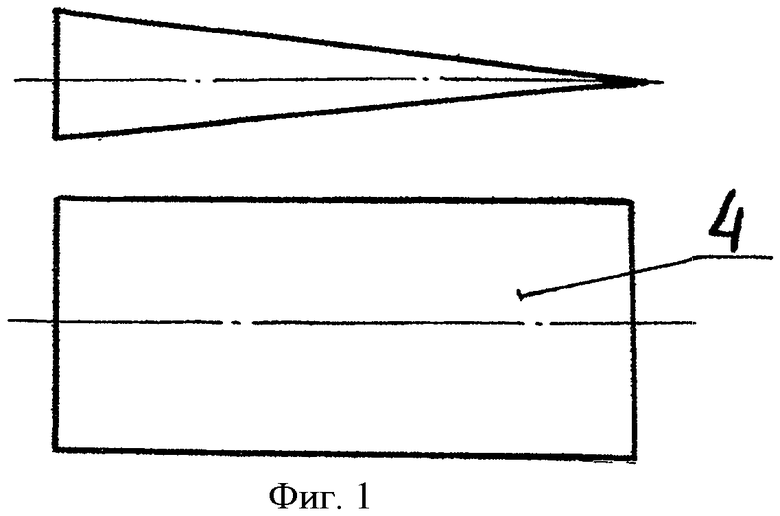
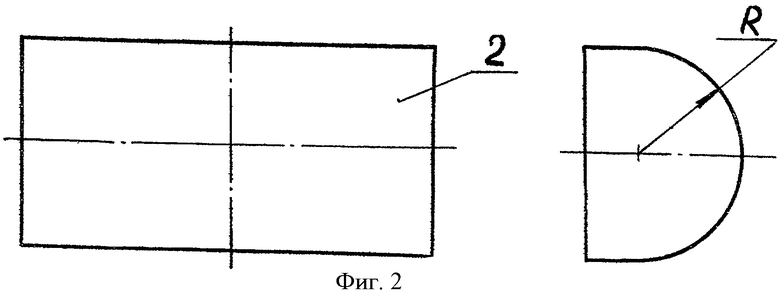
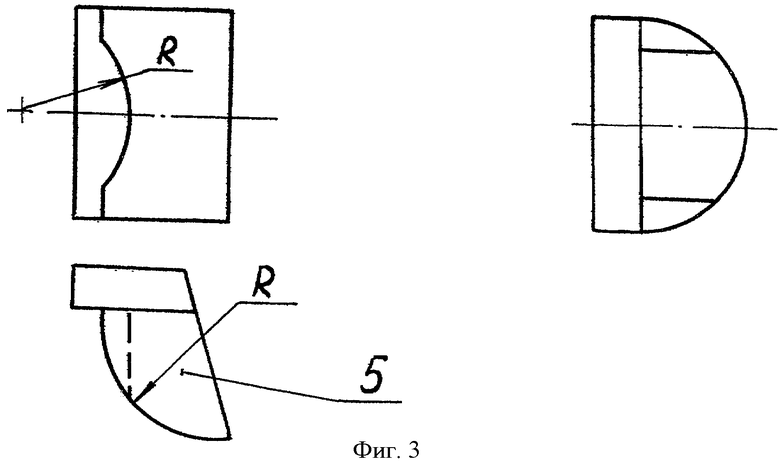
Способ реализуется посредством установки, приведенной на фиг.1-8, где инструмент выполнен, например, в виде двух пар бойков или пуансонов, рабочая поверхность которых должна быть выпуклой. В случае, изображенном на фиг.1-4, она имеет цилиндрическую поверхность.
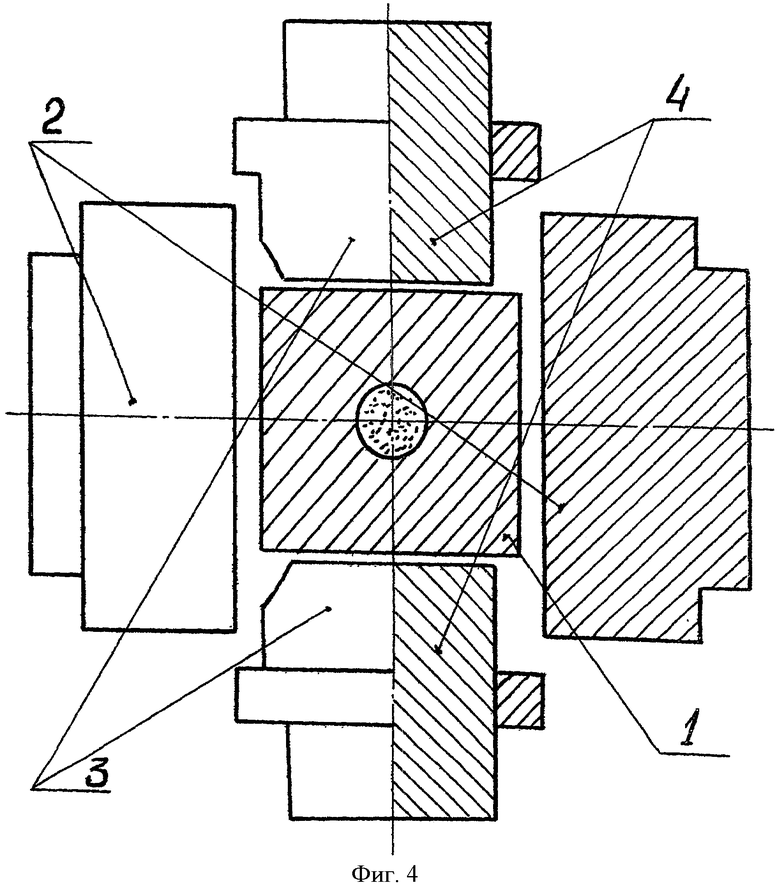
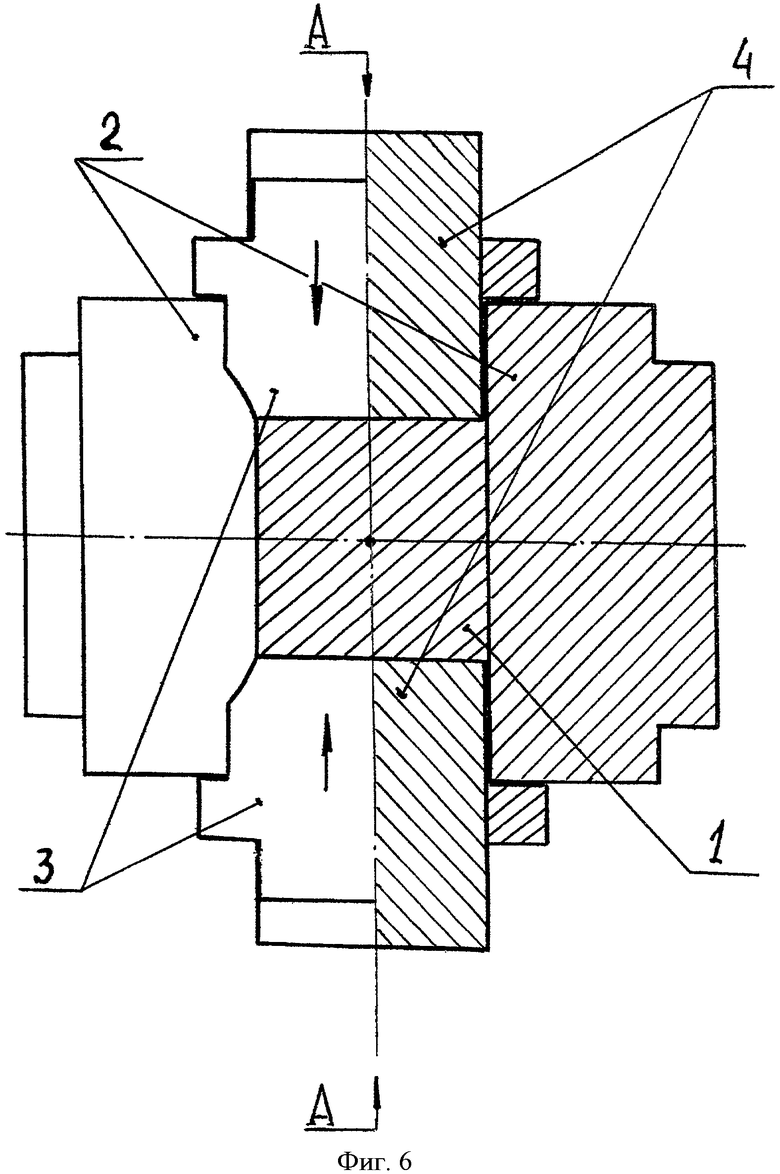
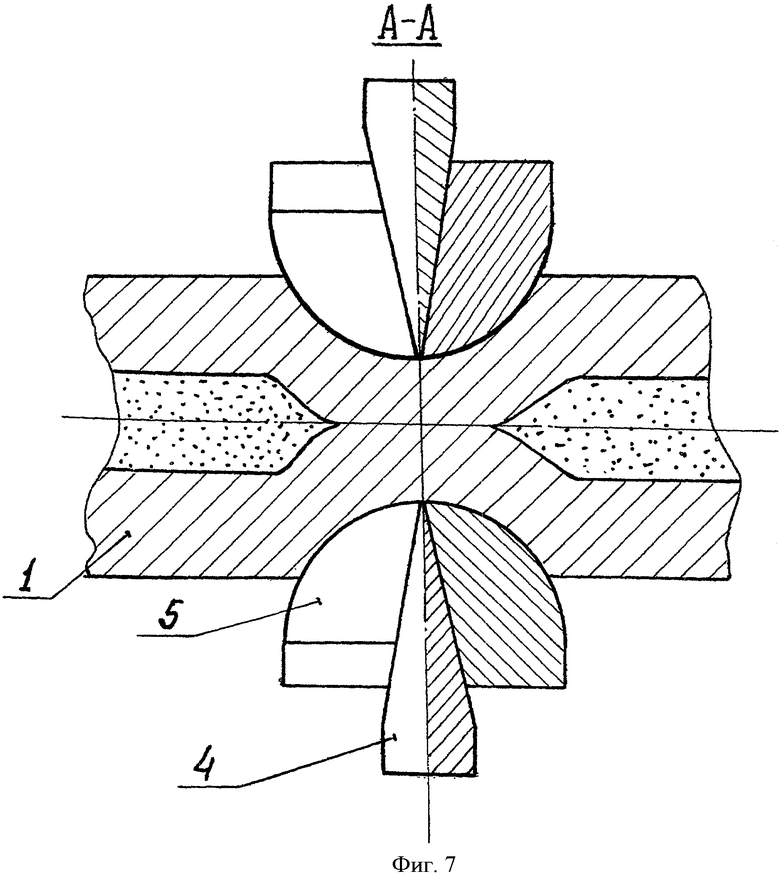
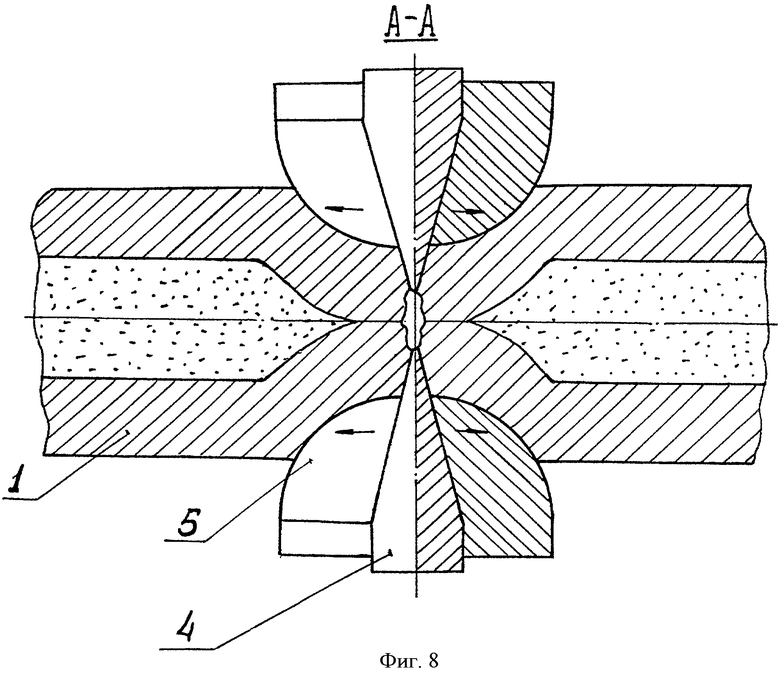
На фиг.1 представлен нож 4 для частичного разрезания слитка 1; на фиг.2 - бойки 2 первой пары инструмента; на фиг.3 - подвижные горизонтально перемещаемые элементы 5 бойков 3 второй пары инструмента; на фиг.4 - схема взаимного расположения инструмента в начальном положении; на фиг.5 - первая стадия локальной деформации по высоте слитка 1; на фиг.6 - вторая стадия локальной деформации слитка до достижения заданного размера заготовки по ширине; на фиг.7 - разрез установки в продольно-вертикальном сечении А-А на фиг.6; на фиг.8 - частичный разрез слитка в сечении отделения заготовки от слитка.
В начальном положении бойки 2 и 3 разведены (фиг.4). После введения в рабочее пространство слитка 1 (зона отделения заготовки от слитка) первая пара бойков 2 включается на «сведение» (фиг.5). Перемещение этих бойков продолжается до получения необходимого размера заготовки по высоте в сечении отделения заготовки от слитка и смыкания закристаллизовавших поверхностных слоев. При достижении указанного условия бойки 2 первой пары инструмента в этом положении фиксируются, и взаимное расположение их на последующих этапах остается неизменным.
В процессе локальной деформации слитка до смыкания поверхностных закристаллизовавшихся слоев бойками 2 первой пары инструмента развивается поперечная деформация, которая ничем не ограничивается. (В обработке металлов давлением такое течение (перемещение) металла принято называть свободным уширением).
На второй стадии локальной деформации сводятся бойки 3 второй пары инструмента (фиг.6). Боковая поверхность этой пары бойков 3 выполнена таким образом, что бойки 3 скользят по рабочей поверхности первой пары в пространстве между ними. Оси первой и второй пары бойков 2 и 3 лежат в одной плоскости.
При движении бойков 3 второй пары инструмента «на сведение» они деформируют заготовку в направлении, перпендикулярном первичному.
Сведение бойков 3 продолжается до получения необходимого размера заготовки по ширине в сечении отделения заготовки от слитка.
На второй стадии локальная деформация слитка происходит в условиях ограничения поперечной деформации (уширение), поскольку первая пара бойков 2 зафиксирована в конечном их положении. В этом случае металл слитка не может течь в поперечном направлении и вынужден течь только в направлении оси слитка (продольная деформация).
После достижения второй парой инструмента заданной ширины заготовки в сечении отделения заготовки от слитка ножом 4 выполняют частичный разрез слитка в этом сечении с одновременным растяжением до отрыва заготовки от слитка путем перемещения в разные стороны, параллельно оси слитка, подвижных, горизонтально перемещаемых элементов 5 бойков второй пары инструмента.
Локальная деформация части периферийных объемов одновременно по обе стороны от плоскости разделения позволяет предотвратить прорыв металла не только из слитка, но и из отрезанной мерной заготовки.
Таким образом, способ получения непрерывнолитых заготовок уменьшает длительность операций отделения заготовки от непрерывнолитого слитка, благодаря чему путь перемещения инструмента совместно с заготовкой будет минимальным. Вместе с обеспечением сокращения металлургической длины МНЛЗ и приданием торцевой части заготовки формы, обеспечивающей надежный захват в прокатном стане, изобретение обеспечивает также минимизацию потерь металла за счет обрези переднего и заднего концов готового проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2658761C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2533290C2 |
Изобретение относится к металлургии. Способ включает локальную деформацию слитка (1) в двух перпендикулярных направлениях в плоскости, перпендикулярной продольной оси заготовки, и отделение заготовки от слитка (1). На первой стадии деформацию выполняют первой парой инструмента (2) до смыкания поверхностных закристаллизовавших слоев слитка (1) и затем инструмент фиксируют в положении, соответствующем заданному размеру заготовки. На второй стадии деформацию выполняют второй парой инструмента (3) до достижения заданного размера заготовки, а затем выполняют частичный разрез слитка (1) с одновременным его растяжением в разные стороны подвижными элементами второй пары инструмента (3) до отрыва заготовки от слитка (1). Достигаются предотвращение вытекания жидкого металла из сердцевины слитка, снижение обрези и надежный захват заготовки в прокатном стане. 1 з.п. ф-лы, 8 ил.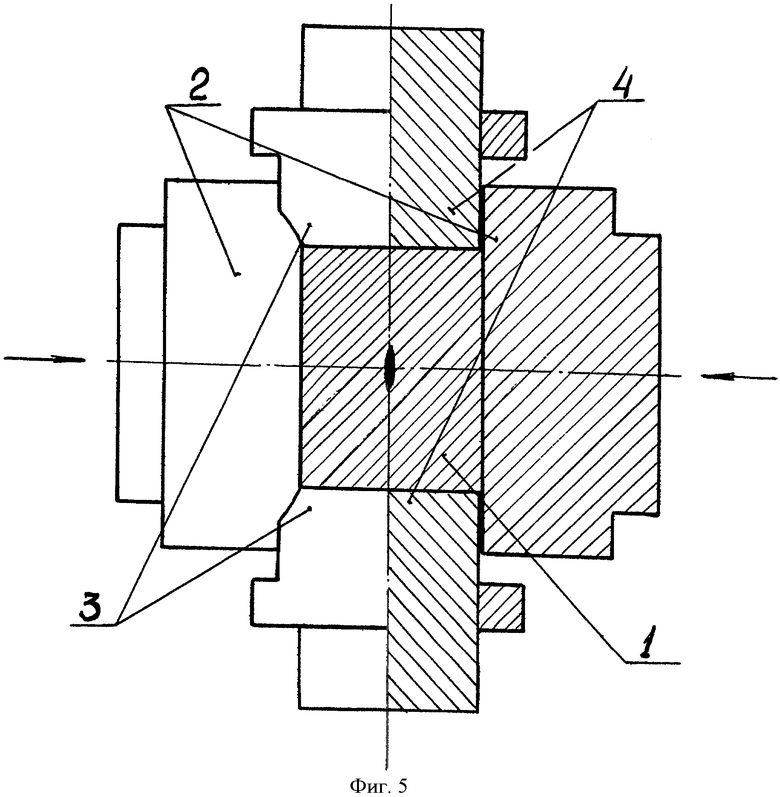
1. Способ получения непрерывнолитых заготовок, включающий местную деформацию слитка до смыкания поверхностных закристаллизовавшихся слоев и отделение заготовки от непрерывнолитого слитка, отличающийся тем, что местную деформацию выполняют в двух взаимно перпендикулярных направлениях двумя парами инструмента в плоскости, перпендикулярной продольной оси заготовки, причем на первой стадии местную деформацию выполняют первой парой инструмента до смыкания поверхностных закристаллизовавших слоев слитка, затем инструмент фиксируют в положении, соответствующем заданному размеру заготовки в плоскости отделения заготовки от слитка, а на второй стадии местную деформацию выполняют второй парой инструмента до достижения заданного размера заготовки в той же плоскости, после чего выполняют в этой же плоскости частичный разрез слитка с одновременным его растяжением в разные стороны подвижными элементами второй пары инструмента до отрыва заготовки от слитка.
2. Способ по п.1, отличающийся тем, что локальную деформацию слитка производят до смыкания закристаллизовавшихся поверхностных слоев заготовки при содержании закристаллизовавшейся части поверхностных слоев более 50% от общей площади сечения заготовки.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Устройство для резки отливаемого слитка на установке непрерывной разливки металлов | 1977 |
|
SU624706A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

