Изобретение относится к области бурения скважин и может быть использовано при изготовлении буровых шарошечных долот.
Известен способ обработки лапы шарошечного долота с цапфой, имеющей угловое смещение осей (УСО), в котором фиксация лапы производится за двугранный угол; сначала на заготовке эталонной лапы обрабатываются базовые поверхности, затем эталонная лапа устанавливается в специальное токарное приспособление с плавающей регулировкой, производится выставление оси цапфы лапы под нужными параметрами, закрепляется и обрабатывается цапфа лапы (патент РФ №2319581, В23 В 1/00, опубл. 20.03.2008 г.).
Недостатками этого способа являются сложность изготовления самого приспособления, большие затраты времени на установку и выставление детали, регулировку приспособления, большая масса приспособления и большое расстояние от шпинделя до центра масс приспособления, что обуславливает повышенную нагрузку на шпиндель токарного станка.
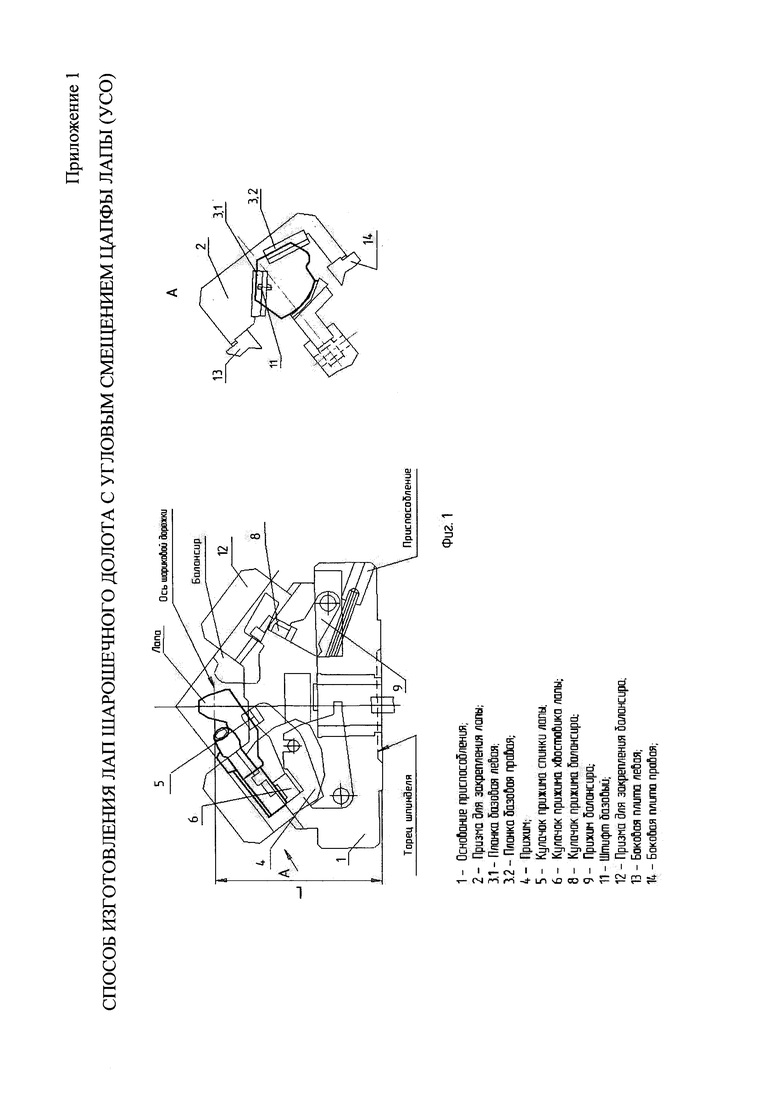
Наиболее близким к предлагаемому изобретению является способ изготовления лап шарошечного долота с угловым смещением цапфы лапы (УСО), в котором лапа устанавливается на двугранник и на технологическое отверстие на базовые пластины, расположенные в верхней плите токарного патрона, и прижимается гидравлическим прижимом, УСО обеспечивается конструкцией базовых пластин; патрон крепится к шпинделю токарного станка консольно (см. приложение 1).
Недостатками прототипа являются большой вес патрона, сложная конструкция гидравлического приспособления. На каждое УСО для каждого типа поковки лап необходимо производить сложный расчет геометрии базовых пластин, сложность в изготовлении базовых пластин, сложность установки лапы в приспособление, большое расстояние от торца шпинделя до точки центра масс приспособления.
Целью предлагаемого изобретения является создание способа обработки цапфы лапы шарошечного долота с угловым смещением оси в центрах без установки детали в патрон.
Технический результат заключается в увеличении срока службы токарных станков с горизонтальным расположением оси шпинделя.
Указанный технический результат достигается тем, что в способе обработки лапы бурового долота, включающем обработку базовых поверхностей хвостовика, двугранного угла, цапфы, имеющей угловой изворот, согласно изобретению предварительно в цапфе лапы изготавливают центровочные отверстия, выполненные под углом к оси двугранника, устанавливают лапу центровочным отверстием на плавающий центр, закрепленный в шпинделе станка, и прижимают вращающимся центром, установленным в пиноли задней бабки, через центровочное отверстие, расположенное с торца малой опоры.
Благодаря тому что лапа устанавливается в центровочные отверстия, вспомогательное время установки и снятия детали значительно сокращается, т.к. выставление лапы в приспособлении уже не требуется; центр тяжести расположен гораздо ближе к торцу шпинделя станка; вес самого приспособления гораздо меньше, чем у конструкции патронного варианта; система разгрузки оси шпинделя и задней бабки станка увеличивает срок работоспособности узлов станка; при использовании специального оборудования возможно более точно отбалансировать приспособление, а значит, и увеличить скорость резания обработки.
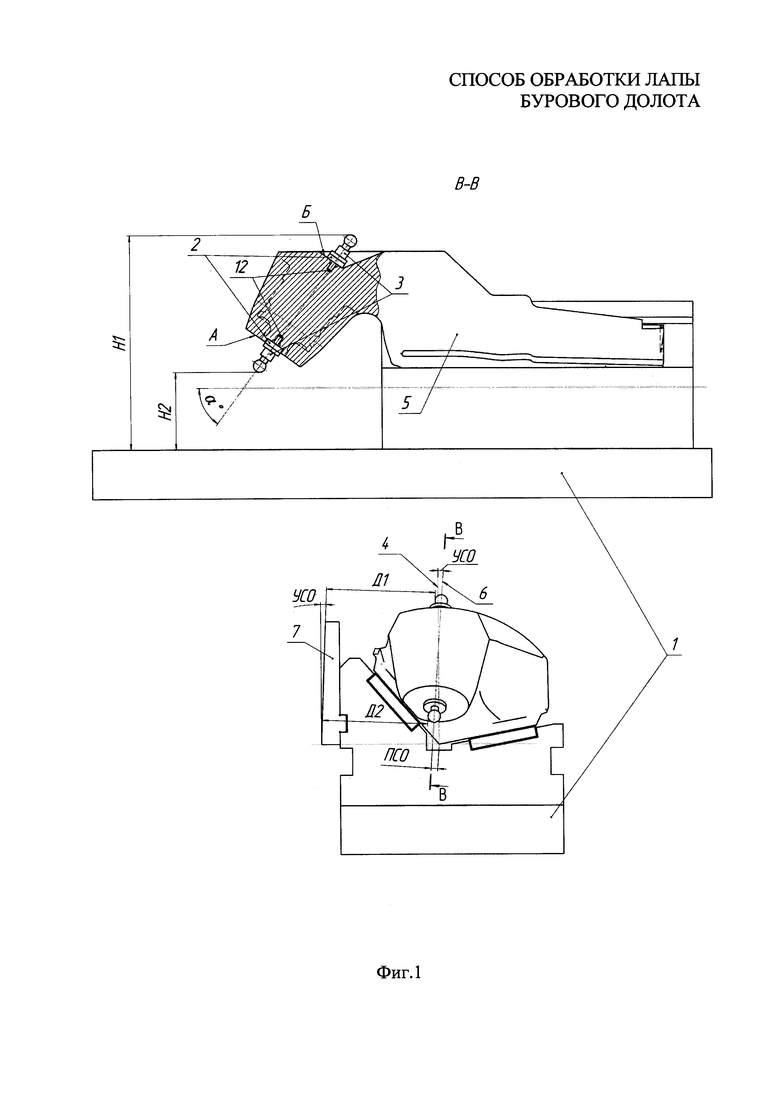
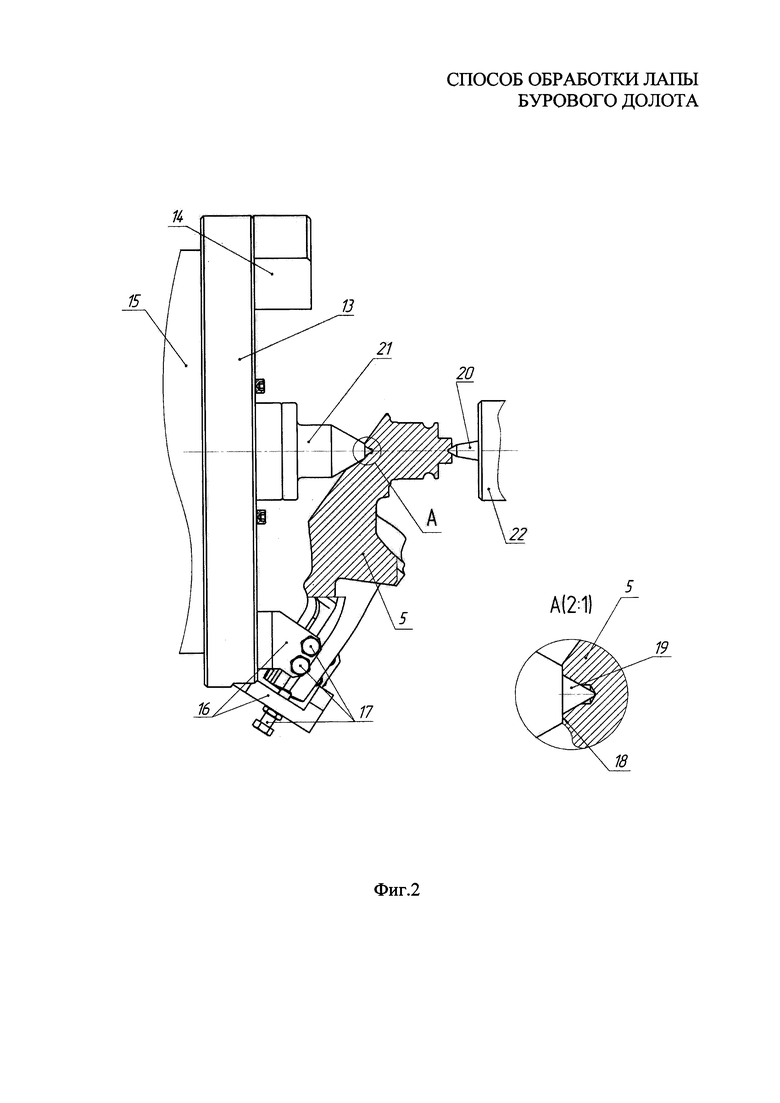
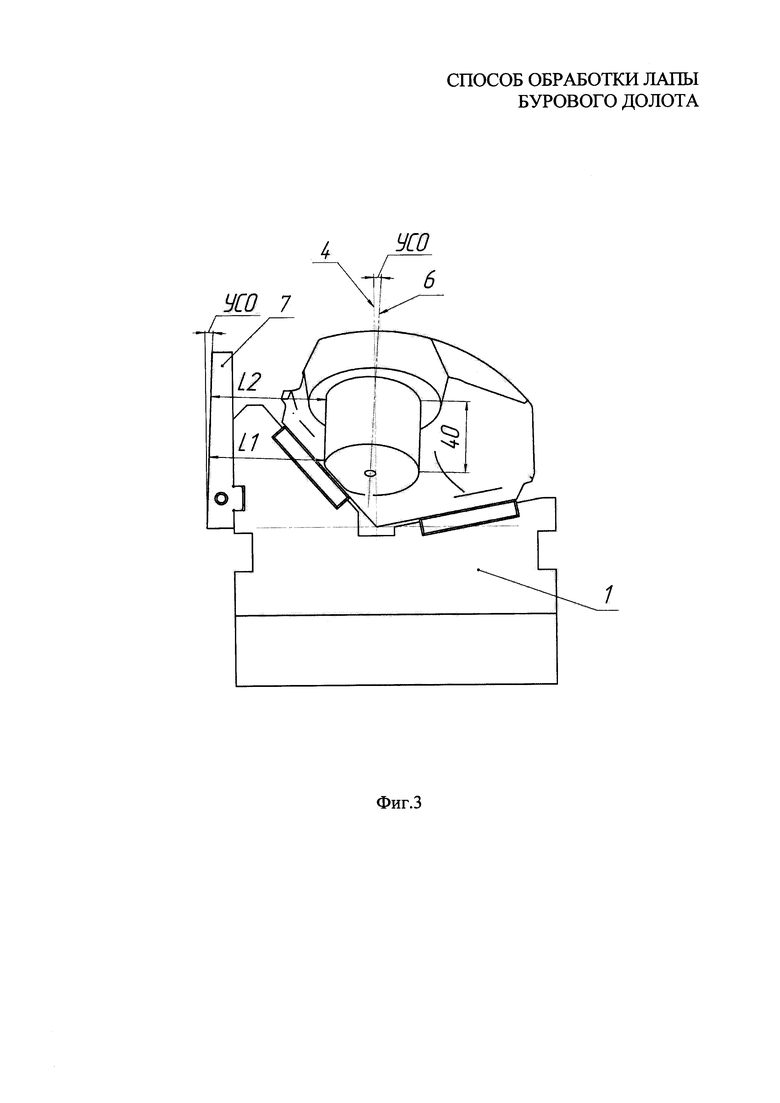
На прилагаемой фиг. 1 показана схема контроля параметров углового смещения оси (УСО) и параллельного смещения оси (ПСО); на фиг. 2 - схема установки лапы в предлагаемое токарное приспособление (центровой вариант); на фиг. 3 - схема контроля УСО и ПСО после предварительной проточки цапфы лапы.
Способ реализуют следующим образом.
Предварительно на спинке лапы 5 (фиг. 1) и на торце малой опоры скольжения обрабатывают площадки А и Б, расположенные перпендикулярно оси цапфы лапы 5. На этих площадках обрабатывают по оси цапфы лапы 5 центровочные отверстия 12. Контроль правильности расположения центровочных отверстий проверяют путем замера расстояния от поверхности базовой планки УСО 7 до сферического штифта 3 в двух местах Д1 и Д2 соответственно. Допустимая разница этих размеров должна быть не более 0,2 мм. Токарное приспособление для обработки цапфы лапы 5, состоящее из планшайбы 13, на которой расположен корпус с плавающим центром 21, устанавливают на шпиндель токарного станка 15. На планшайбе 13 размещены планки 16 для фиксации хвостовика лапы 5, предназначенные для передачи вращения от шпинделя станка 15, и противовесы 14 для балансировки токарного приспособления. На боковых и нижних планках 16 расположены регулировочные винты 17. В пиноли задней бабки 22 токарного станка установлен вращающийся центр 20. Установку лапы 5 осуществляют на плавающий центр 19 в центровочное отверстие 12 (фиг. 1) на спинке лапы 5. Вращающийся центр 20 перемещается до попадания в центровочное отверстие 12 со стороны торца малой опоры скольжения и продолжает свое движение до касания поверхности Б на спинке лапы 5 с базовой поверхностью 18 корпуса плавающего центра 21 и производит зажим лапы 5 вращающимся центром 20.
После установки лапы 5 производят контрольную проточку диаметра цапфы. Высота проточки должна быть не менее 40 мм (фиг. 3). Затем лапу 5 снимают со станка и устанавливают на контрольную призму 1. Контроль углового смещения оси (УСО) и размера параллельного смещения оси (ПСО) производят путем замера расстояния между плоскостью базовой планки УСО 7 до обработанного диаметра контрольной проточки в 2-х местах L1 и L2 соответственно. На торец базовой планки УСО 7 нанесен размер от оси предварительно фрезерованного двугранника 4 до плоскости базовой планки УСО 7, от которой производят замеры L1 и L2. Если размеры УСО и ПСО попадают в поле допуска, то начинают обработку первой детали. После обработки лапы 5 первой детали также проверяют все параметры.
Предлагаемое изобретение выгодно при использовании токарных станков с горизонтальным расположением оси шпинделя. Приспособление имеет меньший вес, ближе к шпинделю расположен центр масс. Изобретение обеспечивает простоту наладки станка, установку и съем детали со станка. Также не требуется большая номенклатура сложных приспособлений и их комплектующих.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Вращающийся центр | 1982 |
|
SU1220853A1 |
Способ включает обработку базовых поверхностей хвостовика, двугранного угла, цапфы, имеющей угловой изворот и малую опору. Предварительно в цапфе лапы изготавливают центровочные отверстия, выполненные под углом к оси двугранного угла. Производят установку лапы центровочным отверстием на плавающий центр, закрепленный в шпинделе станка. Далее прижимают ее вращающимся центром, установленным в пиноли задней бабки, через центровочное отверстие, расположенное с торца малой опоры. Достигается простота наладки станка, установки и съема детали со станка. Также не требуется большая номенклатура сложных приспособлений и их комплектующих. 3 ил., 1 прил.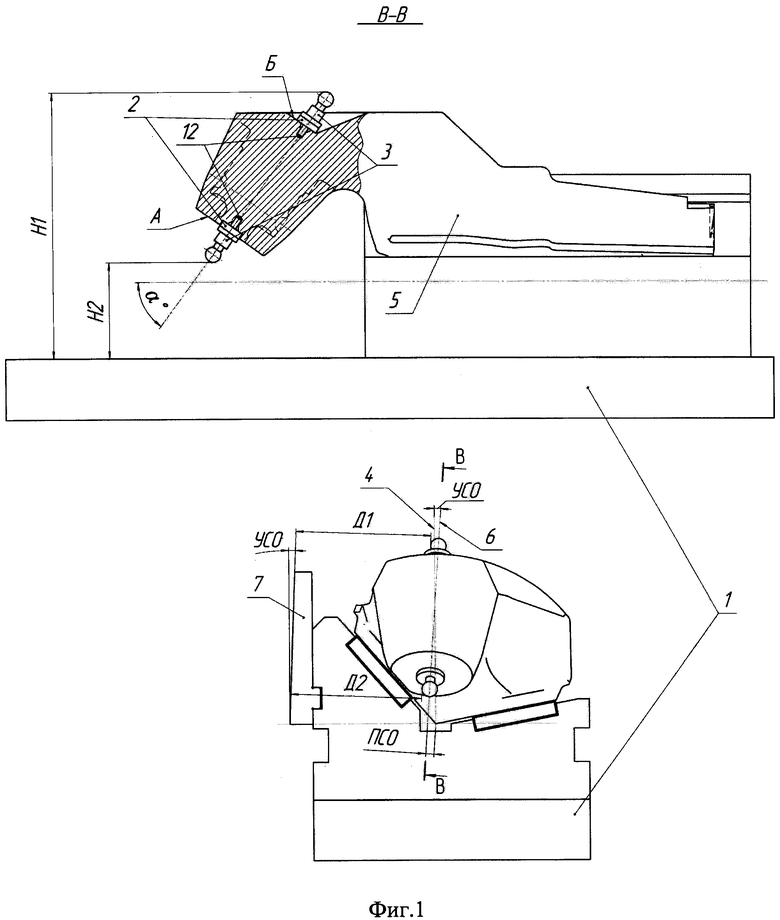
Способ обработки лапы бурового долота, включающий обработку базовых поверхностей хвостовика, двугранного угла, цапфы, имеющей угловой изворот и малую опору, отличающийся тем, что предварительно в цапфе лапы изготавливают центровочные отверстия, выполненные под углом к оси двугранного угла, устанавливают лапу одним центровочным отверстием на плавающий центр, закрепленный в шпинделе станка, и прижимают вращающимся центром, установленным в пиноли задней бабки, через другое центровочное отверстие, расположенное с торца малой опоры.
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| US 4872379 A1, 10.10.1989. | |||

