Область техники, к которой относится изобретение
Настоящее изобретение относится к способу, представленному в ограничительной части первого пункта формулы изобретения, и к оборудованию, представленному в ограничительной части шестого пункта формулы изобретения, для определения размеров обрезания краев натурального шпона после сушки.
Уровень техники
Натуральный шпон используется в качестве базового элемента при производстве фанеры и, например, в качестве покрытия для различных поверхностей, в том числе поверхностей мебели и дверей. Натуральный шпон изготавливается из теплой, вымоченной древесины путем резки, обработки дисковым отрезным устройством или строгальным устройством, после чего полученные листы шпона подвергаются сушке с использованием различных сушильных приспособлений. Однако после сушки отличия листов шпона по ширине могут составлять несколько сантиметров из-за разной усадки при сушке. Кроме того, имеет место перекос листов шпона, вызванный усадкой при сушке и анизотропностью древесины. В результате просушенные листы шпона имеют не прямоугольную форму и отличаются по ширине. В связи с этими деформациями, вызванными сушкой, имеют место качественные дефекты подвергнутых окончательной обработке листов шпона, и некоторая часть материала идет в отход при необходимости использования для изготовления фанеры листов шпона с непрямыми сторонами. Данная проблема также определяет объем образуемой стружки с полученных краев.
Раскрытие изобретения
Целью настоящего изобретения является устранение вышеупомянутых недостатков, а также получение простого, экономичного по отношению к расходу древесины и клеящего вещества, быстрого и предпочтительного, а также пригодного для промышленного использования способа и оборудования для определения размеров и обрезания краев листов натурального шпона в процессе сушки. Способ в соответствии с изобретением отличается особенностями, представленными в отличительной части первого пункта формулы изобретения. Соответственно оборудование в соответствии с изобретением отличается особенностями, представленными в отличительной части шестого пункта формулы изобретения. Другие варианты осуществления изобретения отличаются особенностями, представленными в прочих пунктах формулы изобретения.
Процесс и оборудование в соответствии с настоящим изобретением далее будут обозначаться стандартным наименованием "решение в соответствии с изобретением". Преимуществом решения в соответствии с изобретением кроме прочего является существенная экономия материала. Применяющиеся куски древесины могут иметь меньшие длины, например, в связи с тем, что требуемые размеры плит становятся меньше. Соответственно появляется возможность уменьшения обрабатываемой резанием ширины шпона, поскольку листы шпона будут обрабатываться резанием по ширине, соответствующей размерам плиты.
Получаемый выигрыш в длине заготовок составляет примерно 3-4%, а общие размеры листов шпона уменьшаются примерно на 3-8% в зависимости от размерной группы. Выигрыш заключается также в том, что при уменьшении общих размеров листа шпона уменьшается расход клея. Дополнительным преимуществом является то, что количество листов шпона, имеющих заниженные размеры, будет очень мало, поскольку листы шпона имеют требуемый размер и прямоугольную форму. Выигрыш заключается также и в том, что существенно облегчается автоматизация рабочих этапов, следующих за сушкой, и повышается качество производства, поскольку листы шпона имеют фиксированный размер и форму. В этом случае дополнительный выигрыш заключается в том, что устраняются существующие в настоящее время проблемы, связанные с перемещением листов шпона, поскольку устраняется возникновение царапин при перемещении. Также, например, существенно упрощается складирование, поскольку из листов шпона с прямолинейными сторонами просто создать штабель точных размеров с гораздо меньшими рабочими допусками, чем в настоящее время. Дополнительным преимуществом является снижение потребления энергии при снижении потерь. Дополнительным преимуществом является то, что количество отходов с содержанием клея, включающих стружки с краев листов шпона и обычно подлежащих сжиганию, уменьшается более чем наполовину по сравнению с получаемым в настоящее время, благодаря чему снижается вредное воздействие на окружающую среду.
Краткое описание чертежей
Далее приводится более подробное описание изобретения, приводимое в качестве возможного варианта реализации решения в соответствии с изобретением, со ссылками на прилагающиеся чертежи, на которых:
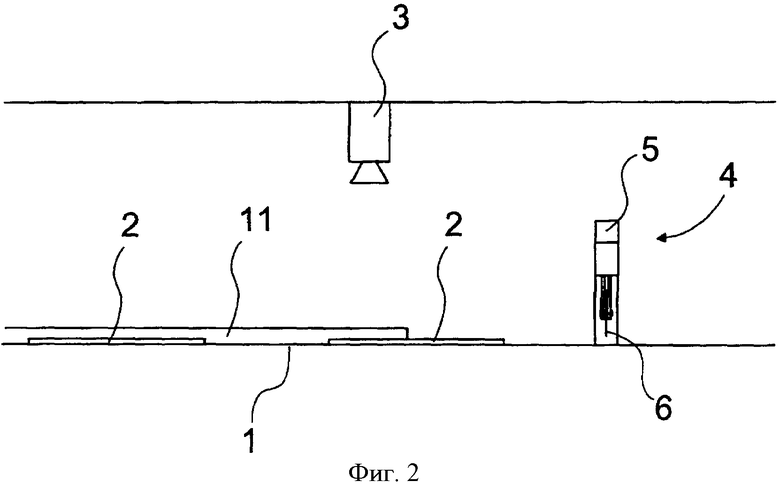
фиг.1 - упрощенный схематический вид сверху оборудования в соответствии с изобретением;
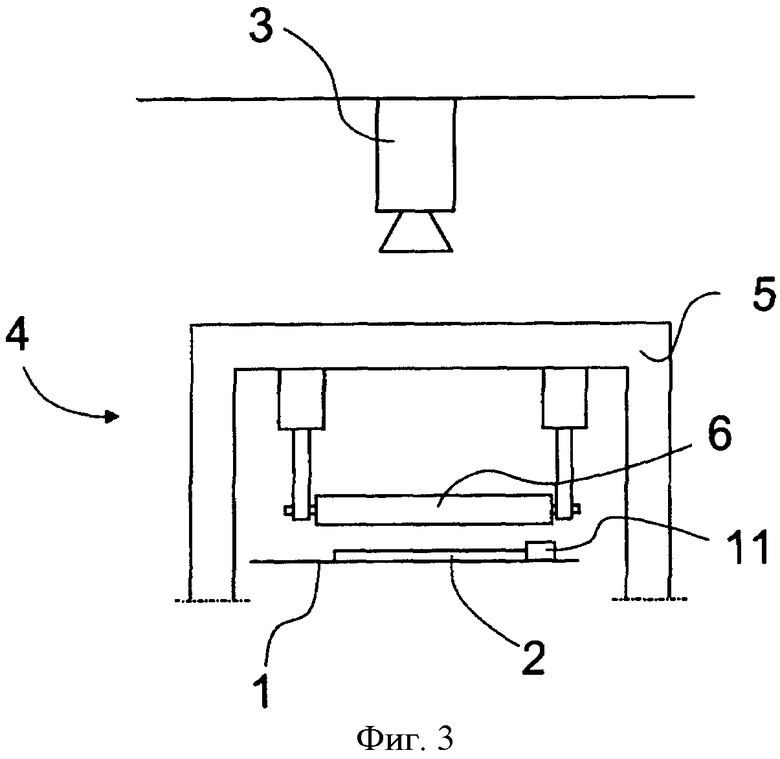
фиг.2 - упрощенный схематический вид сбоку оборудования в соответствии с изобретением;
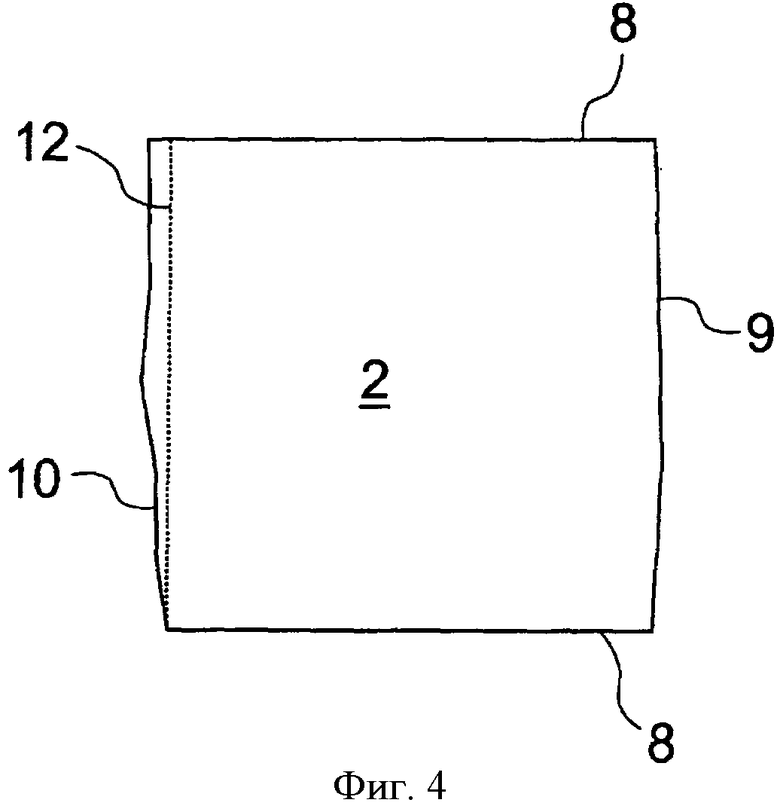
фиг.3 - упрощенный схематический вид спереди оборудования в соответствии с изобретением;
фиг.4 - вид сверху просушенного листа шпона и схема обрезки листа в соответствии с изобретением;
Осуществление изобретения
Оборудование в соответствии с изобретением, показанное на фиг.1-3, включает в себя, по меньшей мере, один ленточный конвейер, представляющий собой сортировочный конвейер 1, по которому листы шпона направляются после сушки для измерения и обрезки краев для придания им практически прямоугольной формы; в качестве рабочего измерительного элемента с сортировочным конвейером взаимодействует обрабатывающая изображение камера 3, которая используется как для отбраковки листов 2 шпона, так и для определения размеров листов 2 шпона для обрезки; отрезное устройство 4 и запоминающее устройство 7а типа снабженного памятью блока 7 управления, который устанавливается для управления функционированием различных рабочих элементов оборудования.
Сортировочный конвейер 1, установленный для перемещения листов 2 шпона вперед по конвейеру, представляет собой, например, конвейер, оборудованный роликами, расположенными наклонно в передней части, в котором с другого края имеется контрольный упор 11. В задней части конвейер представляет собой ленточный конвейер. Вращающиеся ролики в передней части расположены наклонно таким образом, что когда они перемещают листы 2 шпона вперед по конвейеру 1, они одновременно прижимают другую прямую поверхность листов шпона к контрольному упору 11, благодаря чему листы 2 шпона устанавливаются при перемещении по конвейеру прямо и располагаются в боковом направлении на одном и том же уровне относительно друг друга так, что края прямой стороны листов 2 шпона, по меньшей мере, во время обрезки практически параллельны направлению перемещения листа 2 шпона. Когда листы 2 шпона размещены в требуемом положении, они удерживаются на месте посредством всасывающего воздействия, которое направлено на листы шпона из-под сортирующего конвейера. Листы 2 шпона размещаются на сортировочном конвейере 1 один за другим и направлены таким образом, что волокна шпона в основном ориентированы в поперечном направлении и перпендикулярны направлению перемещения листов шпона.
Над сортирующим конвейером 1 размещена обрабатывающая изображение камера 3, которая устанавливается под конвейером для фотографирования листов 2 шпона, перемещаемых вдоль сортирующего конвейера 1. Камера 3 применяется, по меньшей мере, для двух различных целей, т.е. в соответствии с технологией текущего уровня техники в качестве браковочной камеры и в качестве измерительного инструмента в соответствии с изобретением, при помощи которого производится определение размеров листов 2 шпона, т.е. их измерение. Для измерения листов шпона камера 3 настраивается на фиксирование размеров листа 2 шпона, проходящего под ней, и регистрацию, а также запись точных размеров листа в память запоминающего устройства 7а, которое подсоединено к блоку 7 управления. Камера 3 может также снабжаться своим собственным блоком управления, в этом случае камера 3 настраивается на регистрацию и сохранение размеров листа в памяти своего собственного блока управления. В этом случае блок управления камеры 3 работает в основном аналогично вышеупомянутому блоку 7 управления. После фотографирования лист 2 шпона направляется под камерой 3 вперед по сортировочному конвейеру 1 к соединенному с конвейером отрезному устройству 4, размещенному в направлении перемещения листов 2 шпона после камеры 3 и устанавливаемому для обрезки в случае необходимости выходящих за требуемые размеры в направлении перемещения листов шпона частей заднего края листа шпона на основании зарегистрированных камерой 3 размеров, таким образом, что после обрезки, по меньшей мере, два боковых края и обрезанный задний край листа 2 шпона являются практически прямолинейными, а задний край составляет практически прямые углы с боковыми краями.
Отрезное устройство 4 состоит из несущей конструкции 5, на которой подвешен режущий узел, размещенный над конвейером 1 и снабженный вращающимся ножом 6. Отрезное устройство 4 дополнительно оборудовано управляющими и приводными средствами, посредством которых нож 6 устанавливается для обрезания лишних частей края листа 2 шпона в поперечном направлении относительно сортировочного конвейера 1. Управляющие и приводные средства отрезного устройства не показаны на фигурах. Контрольный упор 11 не доходит до отрезного устройства, поскольку около отрезного устройства листы шпона удерживаются на месте при помощи всасывающего воздействия. Под ножом 6 отрезного устройство 4 находится вращающийся опорный ролик, на котором отрезное устройство производит обрезку края листа 2 шпона до прямолинейной формы.
Лист шпона в этот момент проходит ножом 6 и резиновым роликом. Опорный ролик не показан на фигурах.
На фигуре 4 приведен вид сверху просушенного листа 2 шпона, продольные стороны волокон которого, т.е. передний край 9 и задний край 10 листа уже имеют не прямолинейную форму вследствие усадки при сушке и анизотропности древесины. Поперечные стороны 8 волокон древесины являются напротив обычно в основном прямолинейными, поскольку в этом направлении листы шпона практически не деформируются. В контакте с сортировочным конвейером 1 размещена камера 3, которая устанавливается для измерения размеров листа 2 шпона, как это было описано выше, и на основании результатов измерений отрезное устройство 4 устанавливается для обрезки листа с целью придания ему требуемой формы. На фиг.4 проведена вспомогательная пунктирная линия 12, вдоль которой направляется отрезное устройство 4 посредством блока 7 управления для обрезания лишних частей с заднего края 10 данного листа 2 шпона.
Спрямляющая обрезка проводится в основном вдоль волокон, т.е. перпендикулярно направлению перемещения листов 2 шпона. При такой обрезке удается получить прямолинейные три стороны листа и прямые углы между ними. Вместо заднего края или дополнительно к заднему краю также соответствующим образом может проводиться спрямляющая обрезка переднего края листа, но на практике этот этап не является необходимым, поскольку листы могут располагаться в штабеле крест-накрест.
При помощи способа в соответствии с изобретением в качестве примера производится измерение и соответствующая ему обрезка краев листов шпона следующим образом. Листы 2 шпона направляются после сушки на сортировочный конвейер 1, который, например, представляет собой ленточный конвейер пониженного давления, настроенный для работы с требуемой скоростью. Листы 2 шпона перемещаются на сортировочном конвейере 1 в основном один за другим и в передней части сортировочного конвейера один боковой край прижимается к контрольному упору 11 под браковочной камерой, используемой в качестве измерительного элемента 3 листа шпона, камера 3 фиксирует размеры листа 2 шпона, а также регистрирует и сохраняет зафиксированные размеры в запоминающее устройство 7а, которое подсоединено к боку 7 управления. После этого сфотографированный лист 2 шпона перемещается вперед по сортировочному конвейеру 1 к отрезному устройству 4, связанному с сортировочным конвейером, при помощи которого при необходимости производится обрезание лишнего материала с заднего края 10 листа 2 шпона, таким образом, что, по меньшей мере, три стороны листа после обрезания являются в основном прямыми и соседние края этих сторон расположены в основном под прямыми углами друг к другу. При обрезании листа 2 шпона края 8 прямых сторон листа 2 шпона удерживаются практически параллельно направлению перемещения листа 2 шпона и задний край 10 листа 2 шпона обрезается на основании данных о размерах, определенных измерительным элементом 3 в основном прямо в направлении перемещения листа 2 шпона, в основном в поперечном направлении.
Для специалистов в данной области техники очевидно, что изобретение не ограничивается только вышеприведенным примером, но возможны его различные варианты в соответствии с представленными ниже пунктами формулы изобретения. Так, например, в качестве измерительного элемента возможно использование какого-либо другого измерительного устройства вместо браковочной камеры.
Для специалистов в данной области техники также очевидно, что в качестве отрезного устройства для обрезания листов шпона с целью придания им требуемой формы вместо отрезного устройства с вращающимся ножом может использоваться отрезное устройство какой-либо другой конструкции, например циркулярная пила, циркулярное отрезное устройство ленточного типа, лазерное режущее устройство, устройство водной резки или любое другое отрезное устройство, подходящее для данной цели.
Изобретение относится к способу и оборудованию для определения размеров и обрезания краев натурального шпона после сушки. Данные способ и оборудование просты и экономичны в отношении расхода древесины и клеящего вещества. Способ для измерения и обрезания краев листа натурального шпона предполагает перемещение листов шпона после сушки, по меньшей мере, одним сортировочным конвейером. Лист шпона направляется к измерительному элементу, которым снабжен сортировочный конвейер, и при помощи которого производится измерение и сохранение в памяти, по меньшей мере, части размеров листа шпона. После чего лист шпона направляется к отрезному устройству, которым оборудован сортировочный конвейер, и при помощи которого лист шпона обрезается до требуемой формы с учетом указанных измеренных размеров листа шпона. Оборудование для измерения и обрезания краев листа натурального шпона включает, по меньшей мере, блок управления, сортировочный конвейер для перемещения листов шпона. Оно содержит также, по меньшей мере, одно отрезное устройство, которое соединено с блоком управления и установлено для обрезания листа шпона до заданной формы так, что, по меньшей мере, боковые края листа шпона и край между ними после обрезки являются практически прямыми, и край между боковыми краями расположен практически под прямыми углами к боковым краям. 2 н. и 15 з.п. ф-лы, 4 ил.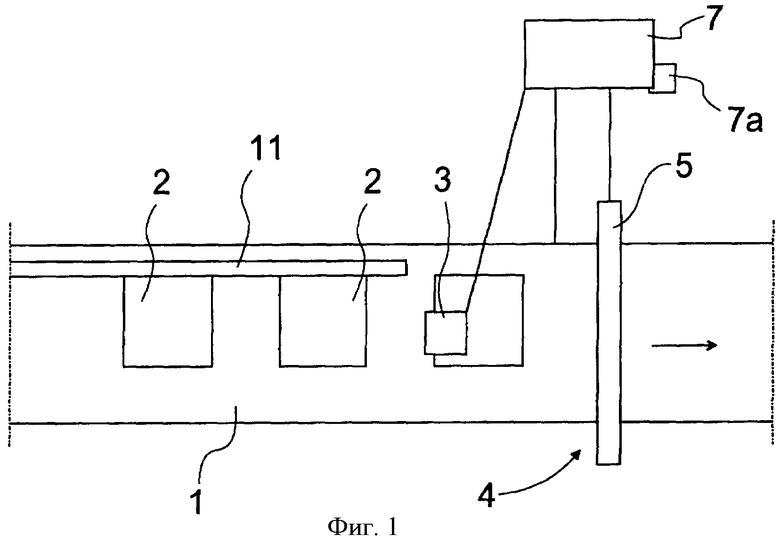
1. Способ для измерения и обрезания краев листа натурального шпона, в котором листы (2) шпона перемещаются после сушки, по меньшей мере, одним сортировочным конвейером (1), отличающийся тем, что лист (2) шпона направляется к измерительному элементу (3), которым снабжен сортировочный конвейер (1) и при помощи которого производится измерение и сохранение в памяти, по меньшей мере, части размеров листа (2) шпона, после чего лист (2) шпона направляется к отрезному устройству (4), которым оборудован сортировочный конвейер (1) и при помощи которого лист (2) шпона обрезается до требуемой формы с учетом указанных измеренных размеров листа шпона.
2. Способ по п.1, отличающийся тем, что при обрезании листа (2) шпона края (8) прямых сторон листа (2) шпона удерживаются практически параллельно направлению перемещения листа (2) шпона, а задний край (10) листа (2) шпона обрезается в поперечном направлении на основании данных о размерах, полученных измерительным элементом (3) в направлении перемещения листа (2) шпона.
3. Способ по п.2, отличающийся тем, что лист (2) шпона обрезается таким образом, что после обрезки, по меньшей мере, боковые края (8) и задний край (10) листа являются практически прямыми и углы между задним краем (10) и боковыми краями (8) являются практически прямыми.
4. Способ по п.3, отличающийся тем, что в качестве измерительного инструмента, которым снабжен сортировочный конвейер (1), использована обрабатывающая изображение камера (3), которая применяется как для отбраковки листов (2) шпона, так и для измерения размеров листов (2) шпона для обрезки.
5. Способ по п.3, отличающийся тем, что в качестве измерительного инструмента, которым снабжен сортировочный конвейер (1), использована обрабатывающая изображение камера (3), которая применяется как для отбраковки листов (2) шпона, так и для измерения размеров листов (2) шпона для обрезки.
6. Оборудование для измерения и обрезания краев листа натурального шпона, которое включает в себя, по меньшей мере, блок (7) управления, сортировочный конвейер (1) для перемещения листов (2) шпона, состоящих из натурального шпона (2), отличающееся тем, что оно содержит, по меньшей мере, одно отрезное устройство (4), которое соединено с блоком (7) управления и установлено для обрезания листа (2) шпона до заданной формы так, что, по меньшей мере, боковые края (8) листа шпона и край (10) между ними после обрезки являются практически прямыми и край (10) между боковыми краями (8) расположен практически под прямыми углами к боковым краям (8).
7. Оборудование по п.6, отличающееся тем, что оно включает в себя измерительный инструмент (3), размещенный в направлении движение листов (2) шпона перед отрезным устройством и предназначенный для измерения размеров проходящих листов (2) шпона и передачи измеренных данных для регистрации и записи в запоминающее устройство (7а).
8. Оборудование по любому из пп.6 и 7, отличающееся тем, что в качестве измерительного инструмента (3) использована обрабатывающая изображение камера (3), входящая в состав оборудования для отбраковки.
9. Оборудование по любому из пп.6 и 7, отличающееся тем, что блок (7) управления оборудованием установлен для управления сортировочным конвейером (1), измерительным инструментом (3) и отрезным устройством (4).
10. Оборудование по п.8, отличающееся тем, что блок (7) управления оборудованием установлен для управления сортировочным конвейером (1), измерительным инструментом (3) и отрезным устройством (4).
11. Оборудование по любому из пп.6, 7 и 10, отличающееся тем, что отрезное устройство (4) представляет собой отрезное устройство с вращающимся ножом, которое включает в себя, по меньшей мере, несущую конструкцию (5), а также вращающийся нож (6).
12. Оборудование по п.8, отличающееся тем, что отрезное устройство (4) представляет собой отрезное устройство с вращающимся ножом, которое включает с себя, по меньшей мере, несущую конструкцию (5), а также вращающийся нож (6).
13. Оборудование по п.9, отличающееся тем, что отрезное устройство (4) представляет собой отрезное устройство с вращающимся ножом, которое включает в себя, по меньшей мере, несущую конструкцию (5), а также вращающийся нож (6).
14. Оборудование по любому из пп.6, 7, 10, 12 и 13, отличающееся тем, что отрезное устройство (4) представляет собой или циркулярную пилу, или циркулярное отрезное устройство ленточного типа, или лазерное режущее устройство, или устройство водной резки или любое друге отрезное устройство, предназначенное для этой цели.
15. Оборудование по п.8, отличающееся тем, что отрезное устройство (4) представляет собой или циркулярную пилу, или циркулярное отрезное устройство ленточного типа, или лазерное режущее устройство, или устройство водной резки или любое друге отрезное устройство, предназначенное для этой цели.
16. Оборудование по п.9, отличающееся тем, что отрезное устройство (4) представляет собой или циркулярную пилу, или циркулярное отрезное устройство ленточного типа, или лазерное режущее устройство, или устройство водной резки или любое друге отрезное устройство, предназначенное для этой цели.
17. Оборудование по п.11, отличающееся тем, что отрезное устройство (4) представляет собой или циркулярную пилу, или циркулярное отрезное устройство ленточного типа, или лазерное режущее устройство, или устройство водной резки или любое друге отрезное устройство, предназначенное для этой цели.
| US 5201258 А 13.04.1993 | |||
| Устройство для выравнивания выходящей из сушилки сухой ленты шпона, рубки ее на листы, сортировки и укладки листов на платформы | 1960 |
|
SU138733A1 |
| СТАНОК ДЛЯ ВЗАИМНО ПАРАЛЛЕЛЬНОЙ ПРИРУБКИ КРОМОК ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU197140A1 |
| Устройство для рубки ленты шпона на листы с последующей укладкой их в стопу | 1973 |
|
SU482300A1 |

