Область техники
Настоящее изобретение в общем имеет отношение к изготовлению компонентов, а в частности к изготовлению упрочненных волокном композитных компонентов при помощи способа формовки с переносом смолы (RTM способа).
Предпосылки к созданию изобретения
В так называемом способе формовки с переносом смолы (в RTM способе) получают сложные упрочненные волокном пластиковые композиты с высоким объемным содержанием волокна, за счет насыщения сухих волокнистых полуфабрикатов смолой, RTM способ, который также называют способом инжекции смоляной смеси, представляет собой точный способ, позволяющий получить малые допуски изготовления, касающиеся веса компонента, объемное содержание волокна и размеров компонента.
При осуществлении процесса изготовления компонента, сухой волокнистый полуфабрикат, который содержит разрезанные под размер упрочняющие (армирующие) волокна, вводят в состоящее из двух частей приспособление, которое содержит верхнюю оболочку и нижнюю оболочку. Приспособление затем закрывают и герметизируют. После этого, внешний контейнер для хранения, заполненный смолой, соединяют с приспособлением при помощи первой питательной линии. Более того, вакуумный насос пневматически соединяют с приспособлением при помощи второй питательной линии. При приложении вакуума происходит перенос (перемещение) смолы из внешнего контейнера для хранения, который первоначально находился под атмосферным давлением, в приспособление, при помощи первой питательной линии. Указанным образом происходит пропитка смолой волокнистого полуфабриката. Чтобы избежать загрязнения вакуумного насоса смолой, используют так называемую ловушку для смолы, расположенную во второй линии между приспособлением и вакуумным насосом, в которую удаляют остатки смолы из откачиваемого воздуха. Факультативно, в контейнер для хранения также может быть подан сжатый воздух, чтобы принудительно подавать из него смолу в приспособление. Таким образом, в результате получают готовый компонент, который имеет только немного мелких похожих на поры воздушных включений.
При приложении теплоты, которая подается от соответствующих нагревательных элементов в приспособление и, следовательно, к пропитанному смолой компоненту, смола отверждается, так что индивидуальные волокна компонента соединяются друг с другом. По завершении отверждения полученный композитный компонент удаляют (вынимают) из приспособления. После чистки верхней оболочки и нижней оболочки приспособление вновь готово для изготовления нового компонента.
Упрочненные волокном пластиковые композиты, изготовленные при помощи RTM способа, могут быть использованы как конструкционные компоненты в различных областях, например в автомобильной промышленности и в авиакосмической промышленности. В качестве примеров упрочненных волокном пластиковых изделий можно привести арматуру для вертикального хвостового оперения летательного аппарата, обтекатели для автомобилей, или крыши и системы расхода воздуха грузовых автомобилей.
Таким образом, множество композитных компонентов, требующихся для различных применений, могут быть изготовлены с использованием RTM способа. При соответствующем выборе компоновки приспособления и материала, можно изготавливать компоненты с окончательными размерами. Это позволяет исключить во многих случаях трудоемкие и дорогие операции чистовой обработки компонентов.
При использовании известных устройств для изготовления компонентов с использованием RTM способа возникает проблема, связанная с тем, что трудно осуществить автоматическое подключение линий для смолы к приспособлению для осуществления RTM способа. Например, загрязненные смолистым материалом уплотнения создают связанные с герметичностью проблемы, в результате чего снижается надежность процесса. Для достижения приемлемой надежности процесса требуется прикладывать значительные усилия для чистки внешних элементов соответствующего устройства для осуществления RTM способа, которые соединяют с приспособлением, что необходимо делать перед изготовлением каждого компонента.
Сущность изобретения
Задачей настоящего изобретения является создание приспособления, системы и способа изготовления компонента, которые позволяет осуществлять простое изготовление компонентов в последовательности автоматизированного процесса.
В соответствии с примерным вариантом осуществления настоящего изобретения предлагается приспособление для изготовления компонента, а в частности для изготовления упрочненного волокном композитного компонента, при помощи способа формовки с переносом смолы. Приспособление содержит базовый элемент (корпус) пресс-формы. В базовом элементе предусмотрены рабочая камера, предназначенная для приема полуфабриката, камера хранения, предназначенная для приема смолы, и передаточная линия, соединяющая рабочую камеру с камерой хранения. Базовый элемент выполнен в виде одной детали.
Для того чтобы исключить загрязнение смолой наружных частей приспособления для формовки, необходимо, чтобы смола, требующаяся для изготовления компонента, могла непосредственно поступать в приспособление ранее операции переноса. Для этого, камера хранения, предусмотренная в приспособлении, представляет собой резервуар для подачи смолы. Из этой камеры хранения смола может быть направлена в полуобработанный компонент, расположенный в рабочей камере приспособления. Форму рабочей камеры регулируют в соответствии с формой изготавливаемого компонента. Полуобработанный компонент представляет собой так называемый полуфабрикат, который содержит упрочняющие волокна, разрезанные в соответствии с размерами компонента.
В соответствии с другим примерным вариантом камера хранения имеет такие размеры, что она может принимать количество смолы, необходимое для изготовления компонента. Целесообразно, чтобы камера хранения имела размеры несколько большие, чем необходимо для точно потребного количества смолы. За счет большего количества смолы, введенной в камеру хранения, по сравнению с количеством смолы, переносимым в полуфабрикат, можно компенсировать вариации в процессе изготовления, такие как небольшие воздушные включения в подаваемой смоле, так что они не приводят к изготовлению дефектных компонентов.
В соответствии с еще одним примерным вариантом приспособление дополнительно содержит колпак или крышку, при помощи которых в закрытом состоянии герметизируют рабочую камеру и камеру хранения от внешней среды. За счет этого удается избежать загрязнения смолой внешних частей приспособления, так как смола остается внутри относительно компактного приспособления в течение всего RTM процесса. В частности, в автоматизированном процессе, за счет этого исключаются проблемы, вызванные загрязненными и поэтому имеющими утечку уплотнениями и закупоренными линиями подачи сжатого воздуха.
Следует иметь в виду, что колпак также может состоять из двух частей, так что, например, камера хранения может быть уплотнена при помощи первой части колпака, а рабочая камера может быть уплотнена при помощи второй части колпака.
В соответствии с еще одним примерным вариантом приспособление дополнительно содержит средство нагрева смолы, расположенное в камере хранения. За счет этого, смола может быть подана в камеру хранения в холодном состоянии и переведена в рабочую камеру в горячем состоянии. Перенос горячей смолы имеет преимущество, связанное с тем, что вязкость смолы снижается, так что смола может быть введена в полуфабрикат с низким гидравлическим сопротивлением и, следовательно, в течение относительно короткого периода времени. Прямой нагрев смолы имеет преимущество, связанное с тем, что может быть использован внешний источник теплоты, например, нагретый пресс, который не имеет прямого контакта со смолой. Таким образом, в автоматизированном процессе можно исключить длительную чистку источника теплоты. Можно также нагревать не только переносимую смолу, но все приспособление, так что нагретая смола не охлаждается при переносе в рабочую камеру. Нагревательное устройство также может быть использовано для отверждения только что изготовленных компонентов.
В соответствии с еще одним примерным вариантом приспособление дополнительно содержит канал повышенного давления для подачи в камеру хранения сжатого воздуха, который создает в ней повышенное давление. За счет подачи в камеру хранения сжатого воздуха или другого сжатого газа с давлением, например, около одного бара, смолу можно переносить в рабочую камеру в течение относительно короткого промежутка времени, например, в течение времени около 10 мин. За счет повышения давления в камере хранения, что также ведет к повышению давления в рабочей камере, по меньшей мере в конце процесса изготовления компонента, можно получить готовый компонент, который имеет только немного небольших похожих на поры воздушных включений. Это преимущественно приводит к получению компонентов с очень высокой стабильностью.
В соответствии с еще одним примерным вариантом приспособление дополнительно содержит вакуумный канал для откачивания рабочей камеры. За счет откачивания рабочей камеры, которое проводят ранее переноса смолы, также можно избежать образования нежелательных воздушных включений в компоненте.
В соответствии с еще одним примерным вариантом передаточная линия выполнена так, что только жидкая смола с вязкостью ниже некоторого порогового значения может быть перенесена из камеры хранения в рабочую камеру. Таким образом, могут быть обеспечены заданные режимы течения жидкой смолы, в результате чего могут быть изготовлены однородные компоненты неизменного качества.
В соответствии с еще одним примерным вариантом сито расположено в передаточной линии. Сито преимущественно создает гидравлическое сопротивление, которое зависит от вязкости переносимой смолы. За счет этого может быть реализовано очень просто и эффективное решение, позволяющее протекать через передаточную линию смоле только тогда, когда вязкость смолы не превышает заданного значения.
В соответствии с еще одним примерным вариантом передаточная линия имеет проточный канал. В зависимости от поперечного сечения проточного канала, он создает большее или меньшее гидравлическое сопротивление между камерой хранения и рабочей камерой, так что преимущественно только легкоподвижная жидкая смола переносится в рабочую камеру. Проточный канал может быть выполнен в виде сифона, который первоначально идет вниз от дна камеры хранения. Преимущество такого решения заключается в том, что за исключением только малого остаточного количества, фактически вся смола может быть перенесена в рабочую камеру, без забот, связанных с переносом воздуха в рабочую камеру и, следовательно, в компонент. Перенос воздуха будет происходить тогда, когда уровень жидкой смолы, находящейся в камере хранения, будет ниже впускного отверстия передаточной линии. Следовательно, преимуществом конструкции в виде сифона проточного канала является то, что для надежного изготовления компонента в любой момент времени требуется только количество смолы, которое зависит от размера изготавливаемого компонента, с добавкой некоторого неизбежного количества остаточной смолы. Таким образом, могут быть сведены к минимуму потери смолы при изготовлении компонента и может быть снижена трудоемкость чистки приспособления.
В соответствии с еще одним примерным вариантом камера хранения выполнена так, что смолу заливают в камеру хранения из дозирующего устройства. Дозирующее устройство представляет собой простое вспомогательное устройство, которое позволяет - исходя из большого количества смолы - подавать только требуемое количество смолы в камеру хранения. Таким образом, смола может быть введена в приспособление непосредственно из контейнера большой емкости, простым и дешевым образом.
В соответствии с еще одним примерным вариантом камера хранения выполнена так, что заполненный смолой пакет для хранения может быть введен в камеру хранения. Таким образом, пакет для хранения содержит количество смолы, необходимое для изготовления компонента. Пакет, изготовленный, например, из тонкостенного материала, преимущественно имеет отверстие, снабженное ситом. Как уже было описано здесь выше для сита, расположенного в передаточной линии, это сито создает определенное гидравлическое сопротивление для переносимой смолы. Когда сжатый воздух подают в камеру хранения или когда откачивают рабочую камеру, только жидкая смола может быть перенесена в рабочую камеру, так что может быть гарантировано высокое качество компонента.
В соответствии с еще одним примерным вариантом камера хранения выполнена так, что смолу подают в камеру хранения в виде гранулята. Гранулят смолы легко может быть получен в больших количествах путем охлаждения жидкой смолы и соответствующего измельчения застывшей смолы. Подача застывшей смолы в виде гранул позволяет создать особо чистый способ обработки смолы. В частности, при использовании мелких гранул, количество смолы, находящейся в камере хранения, можно регулировать индивидуально для каждого изготавливаемого компонента.
В соответствии с еще одним аспектом настоящего изобретения предлагается система для изготовления компонента, в частности для изготовления упрочненного волокном композитного компонента при помощи RTM способа. Система содержит описанное здесь выше приспособление, а также питающее устройство для подачи смолы в камеру хранения.
Предусмотрено объединение разумным образом описанного здесь выше приспособления с питающим смолой устройством, так что RTM способ может быть осуществлен простым и, в частности, чистым путем при помощи указанной системы. По сравнению с другими известными средствами для осуществления RTM способа, предложенная система является компактной и относительно дешевой в изготовлении, так как в ней отсутствуют средства для подачи вязкого и трудного в обработке смолистого материала.
Система в соответствии с одним примерным вариантом дополнительно содержит устройство для выработки сжатого воздуха, позволяющее подавать сжатый воздух в камеру хранения. Преимущественно, все камеры приспособления герметизированы от окружающей среды при помощи колпака пресс-формы. Таким образом, поданный сжатый воздух не имеет пневматических потерь и осуществляет быстрый и эффективный перенос смолы из камеры хранения в рабочую камеру, в которой находится полуфабрикат, содержащий композитные волокна.
Система в соответствии с другим примерным вариантом дополнительно содержит устройство для создания вакуума, предназначенное для откачки рабочей камеры. Таким образом, перенос смолы может происходить не только за счет описанной подачи сжатого воздуха в камеру хранения, но также за счет быстрого всасывания смолистого материала в рабочую камеру. Само собой разумеется, что и в этом случае приспособление герметизировано от окружающей среды, чтобы избежать пневматических потерь. Особенно эффективный перенос смолы может быть достигнут при помощи системы, которая имеет как устройство для создания вакуума, так и устройство для выработки сжатого воздуха. Таким образом, после уплотнения приспособления с камерой хранения, заполненной смолой, сначала может быть осуществлено откачивание рабочей камеры и затем заполнение камеры хранения сжатым воздухом. В результате, может быть изготовлен имеющий высокое качество компонент, который однородно пропитан смолистым материалом и, в частности, не имеет воздушных включений за счет воздуха, остающегося в рабочей камере.
В соответствии с еще одним аспектом настоящего изобретения предлагается способ изготовления компонента, в частности, при помощи RTM способа изготовления упрочненного волокном композитного компонента. В этом способе сначала полуфабрикат вводят в рабочую камеру приспособления и смолистый материал вводят в камеру хранения приспособления. Затем смолистый материал переносят (вводят) по передаточной линия в полуфабрикат, за счет подачи в камеру хранения сжатого воздуха и/или за счет откачки рабочей камеры.
Следует иметь в виду, что RTM способ может быть осуществлен легко и чисто с использованием приспособления, которое содержит, с одной стороны, внутренний резервуар для смолы и, с другой стороны, рабочую камеру, форму которой регулируют в соответствии с формой изготавливаемого компонента. В результате размеры полуфабриката, который преимущественно содержит разрезанные под размер упрочняющие волокна, будут соответствовать размерам компонента.
В способе в соответствии с другим примерным вариантом приспособление герметизируют от окружающей среды после введения в него полуфабриката и подачи смолистого материала. Таким образом, не будет пневматических потерь за счет утечки воздуха из приспособления при осуществлении RTM способа, так что введение смолы в полуфабрикат осуществляется эффективным образом. Герметизация приспособления, которую осуществляют, например, за счет резьбового соединения базы приспособления с соответствующим колпаком, дополнительно гарантирует чистый перенос смолы, при котором отсутствует смолистый материал, поступающий из приспособления в среду снаружи от него.
В способе в соответствии с еще одним примерным вариантом смолистый материал, находящийся в камере хранения, нагревают ранее переноса смолы. За счет этого вязкость подлежащей переносу смолы снижается, так что перенос смолы может быть осуществлен очень быстро. Нагревание находящейся в камере хранения смолы проводят ранее подачи в камеру хранения сжатого воздуха. Особенно быстрая пропитка смолой полуфабриката достигается не только при определенном давлении в камере хранения, но дополнительно при снижении вязкости смолы ниже определенного порогового значения. В этом случае, пороговое значение зависит от гидравлического сопротивления, которое определяется специфической конструкцией передаточной линии, расположенной между камерой хранения и рабочей камерой.
В способе в соответствии с еще одним примерным вариантом смолистый материал фильтруют в передаточной линии при переносе из камеры хранения в рабочую камеру. Так как передаточная линия действует как фильтр или имеет фильтрующий элемент, имеющий некоторое гидравлическое сопротивление для жидкого смолистого материала, смолистый материал может пропитывать полуфабрикат заданным образом. В результате, может быть гарантировано высокое количество изготовленных компонентов.
В способе в соответствии с еще одним примерным вариантом смола поступает в камеру хранения из питающего устройства. Питающее устройство представляет собой дозирующее устройство, при помощи которого задают оптимальное количество смолы, вводимой в камеру хранения, в соответствии с размером соответствующего компонента. Введение смолы в камеру хранения при помощи питающего устройства имеет преимущество, связанное с тем, что смола может поступать из большого резервуара. При этом дешевый способ подачи смолистого материала может быть использован для осуществления RTM способа, что снижает стоимость изготовления компонентов. Так как расходы на закупку оборудования для подачи смолы при помощи указанного питающего устройства несомненно ниже стоимости известной установки для нагнетания смолы, то снижаются не только расходы по эксплуатации, но и капиталовложения на закупку соответствующей RTM установки.
В способе в соответствии с еще одним примерным вариантом заполненный смолой пакет для хранения вводят в камеру хранения. Таким образом, заполнение камеры хранения требуемым количеством смолы производят особо чистым образом. Пакет для хранения имеет выпускное отверстие, в котором установлено сито, так что за счет гидравлического сопротивления сита только жидкая смола может вытекать из пакета и поступать в рабочую камеру.
В способе в соответствии с еще одним примерным вариантом смолу вводят в камеру хранения в виде гранулята. Подача преимущественно замороженной смолы в виде гранул представляет собой особо чистый вид переноса смолы. В частности, при использовании мелких гранул, количество смолы, поступившей в камеру хранения, может быть выбрано точно в соответствии с размерами индивидуального подлежащего изготовлению компонента.
Следует иметь в виду, что с использованием RTM способа, осуществленного в соответствии с описанным здесь выше, могут быть чисто и рентабельно изготовлены упрочненные волокном композитные компоненты, которые дополнительно имеют высокую механическую прочность.
Указанные ранее и другие преимущества и характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи, на которых аналогичные детали имеют одинаковые позиционные обозначения, отличающиеся только первой цифрой.
Краткое описание чертежей
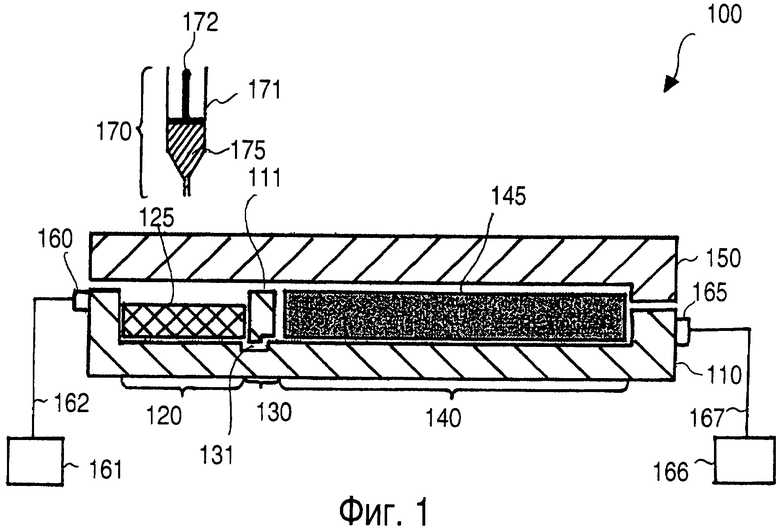
На фиг.1 показана система для изготовления упрочненного волокном композитного компонента, снабженная дозирующим устройством и приспособлением, в которое подают смолу при помощи дозирующего устройства.
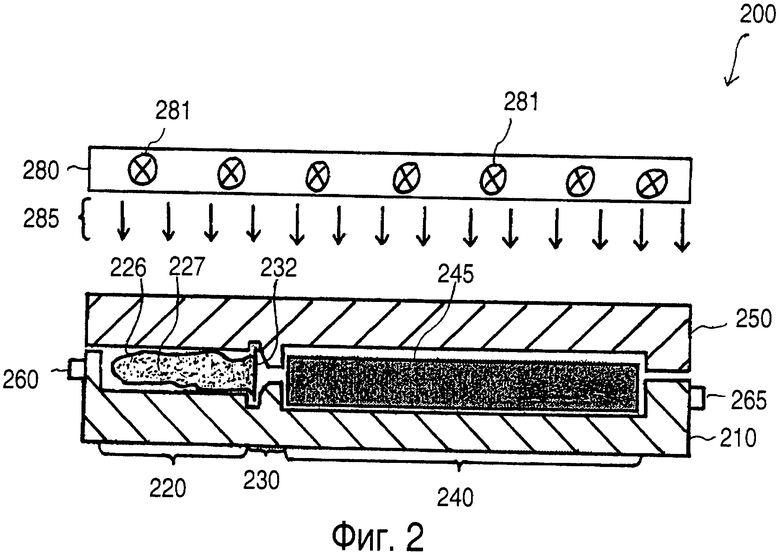
На фиг.2 показана система для изготовления упрочненного волокном композитного компонента, снабженная нагревающим устройством и приспособлением, в которое вводят заполненный смолой пакет для хранения.
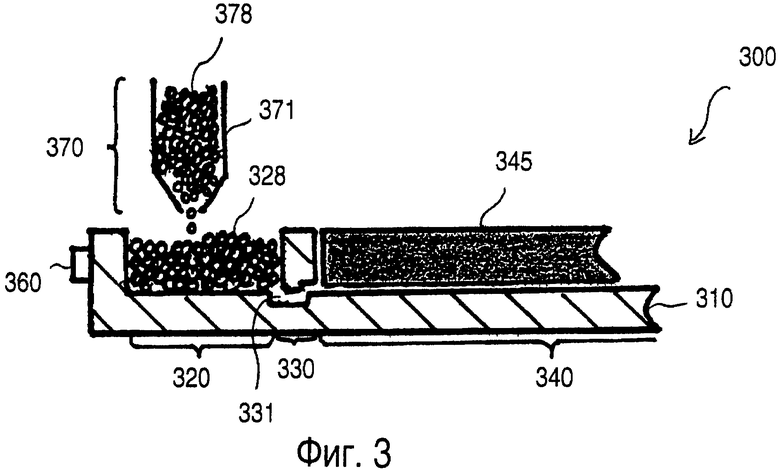
На фиг.3 показана система для изготовления упрочненного волокном композитного компонента, снабженная приспособлением и питающим смолой устройством, из которого смолу в виде замороженного гранулята подают в приспособление.
Подробное описание изобретения
На фиг.1 показано приспособление 100 для изготовления упрочненного волокном композитного компонента при помощи RTM способа. Приспособление 100 содержит корпус 110 пресс-формы (Formwanne), выполненный в виде одной детали, в котором образованы камера 120 хранения, передаточная линия 130 и рабочая камера 140. Рабочая камера 140 имеет такие размеры, что полуфабрикат 145, состоящий из разрезанных под размер упрочняющих волокон, может быть точно введен в рабочую камеру 140, с учетом заданных допусков. Камера 120 хранения имеет такие размеры, что заданное количество смолы 125, выбранное в соответствии с размеров компонента, может быть введено в приспособление 100.
Для заполнения камеры 120 хранения смолой 125, предусмотрено дозирующее устройство 170, имеющее преимущественно цилиндрический контейнер 171 для хранения, в котором имеется большое количество смолы 175. Для избирательного дозирования количества подаваемой смолы предусмотрен поршень или пуансон 172, который может быть принудительно подан вниз при помощи приводного механизма (не показан), так что жидкая смола втекает в камеру хранения. Приводной механизм воздействует на поршень 172 так точно, что создается точно заданное движение поршня 172 и, следовательно, точно требуемое количество смолы вливают в камеру хранения 120.
Более того, в приспособлении 100 предусмотрена передаточная линия 130, соединяющая камеру 120 хранения с рабочей камерой 140. В передаточной линии 130 предусмотрен мост (Steg) 111, так что передаточная линия 130 фактически образует проточный канал 131 в виде сифона, идущий несколько ниже пола камеры 120 хранения и рабочей камеры 140. Таким образом, за исключением очень малого остаточного количества, фактически вся введенная смола может быть перенесена в рабочую камеру, при отсутствии проблем с поступлением воздуха в рабочую камеру и, следовательно, также и в компонент. Поступления воздуха следует опасаться в том случае, когда уровень жидкой смолы в камере хранения опускается ниже впускного отверстия передаточной линии.
Мост 111 преимущественно является частью корпуса 110 пресс-формы, выполненного в виде одной детали.
Приспособление 100 дополнительно содержит колпак 150 пресс-формы, имеющий уплотнения (не показаны), так что (при его закрывании) все камеры приспособления 100 могут быть герметизированы. Для обеспечения стабильного уплотнения колпак 150 пресс-формы и корпус 110 пресс-формы выполнены так, что колпак 150 пресс-формы может быть соединен с корпусом 110 пресс-формы при помощи резьбового соединения (не показано).
Приспособление дополнительно содержит два пневматических канала, а именно, канал 160 повышенного давления и вакуумный канал 165. Канал 160 повышенного давления соединен с компрессором 161 при помощи линии 162 подачи сжатого воздуха, а вакуумный канал 165 соединен с вакуумным насосом 166 при помощи линии 167 откачивания.
Далее описан RTM способ для осуществления переноса смолы из камеры 120 хранения в рабочую камеру 140. Само собой разумеется, что перенос смолы может осуществляться только после того, как а) камера 120 хранения заполнена соответствующим количеством смолы, b) полуфабрикат введен в рабочую камеру 140, и с) пресс-форма закрыта.
Прежде всего, приводят в действие вакуумный насос 166 для откачки всех камер приспособления 100 и, в частности, рабочей камеры 140. Более того, порцию смолы 125, находящуюся в камере 120 хранения, нагревают при помощи нагревательного устройства (на фиг.1 не показано), в результате чего вязкость смолы 125 снижается. Затем производят подачу в камеру 120 хранения сжатого воздуха через соединитель 160 сжатого воздуха. После этого, смолу 125, вязкость которой теперь является такой низкой, что может быть преодолено гидравлическое сопротивление, определяемое поперечным сечением проточного канала 131, переносят в рабочую камеру 140 и, следовательно, вводят в полуфабрикат 145. После введения смолы в полуфабрикат и после факультативного термического отверждения изготовленного компонента, колпак 150 пресс-формы открывают, так что изготовленный компонент может быть вынут из пресс-формы. После короткой чистки приспособления 100 от возможно налипших остатков смолы, приспособление 100 может быть вновь использовано для изготовления нового компонента.
На фиг.2 показана система для изготовления упрочненного волокном композитного компонента, которая содержит приспособление 200 и радиационный нагреватель 280. Приспособление 200 выполнено так, что порция смолы 227, заключенная в пакете 226, может быть введена в камеру 220 хранения.
Приспособление 200 отличается от приспособления 100, показанного на фиг.1, только тем фактом, что камера 220 хранения специально предназначена для приема пакета 226, и тем, что вместо проточного канала предусмотрена передаточная линия 230, имеющая сито 232, которое служит для фильтрации твердых частиц смолы или включений из переносимой смолы 227. Приспособление 200, аналогично приспособлению 100, содержит базовый элемент 210 пресс-формы в виде одной детали, в котором образованы камера 220 хранения, передаточная линия 230 и рабочая камера 240. Полуфабрикат 245, состоящий из разрезанных под размер упрочняющих волокон, расположен в рабочей камере 240. Приспособление 200 дополнительно содержит колпак 250 пресс-формы и два пневматических канала, а именно, канал 260 повышенного давления и вакуумный канал 265.
Для нагревания смолы 227, находящейся в камере хранения, предусмотрен радиационный нагреватель 280, который соответствующим образом расположен над приспособлением. При включении нагревательных ламп 281 создается радиационный нагрев 285 приспособления и, в частности, порции смолы 227, находящейся в камере 220 хранения. Для осуществления эффективного нагревания операция нагревания может начинаться еще до закрывания колпака 250 пресс-формы. Радиационный нагреватель 280 может быть расположен так, что производится нагрев не только порции смолы 227, но и всего корпуса 210 пресс-формы, так что при переносе смолы в рабочую камеру 240 она не охлаждается или охлаждается только незначительно, так что весь процесс переноса протекает главным образом при постоянной вязкости смолы 227. Операция нагревания может также продолжаться некоторое время после закрывания колпака 250 пресс-формы, так что нагретый колпак 250 пресс-формы способствует поддержанию постоянной температуры смолы 227 во время переноса. Нагретое приспособление 200 дополнительно может обеспечивать заданное отверждение компонента после завершения переноса смолы.
Следует иметь в виду, что вместо радиационного нагревателя могут быть использованы также и другие типы систем нагревания, предназначенных для нагревания порции смолы 227 и/или приспособления 210. Например, может быть использован калорифер, подающий поток теплого воздуха в направлении приспособления 200. Аналогично, электрический нагреватель с соответствующими нагревательными спиралями может быть установлен в корпусе 210 пресс-формы и/или в колпаке 250 пресс-формы. Альтернативно, может быть использован внешний индукционный нагреватель, который возбуждает вихревые токи в корпусе 210 пресс-формы и/или в колпаке 250 пресс-формы, что приводит к нагреву приспособления 200. Для этого корпус 210 пресс-формы и/или колпак 250 пресс-формы должны быть изготовлены из магнитного материала.
На современном этапе, особенно подходящим типом нагревания является нагревание при помощи комбинированного устройства для зажима и нагревания, которое, с одной стороны, плотно прижимает колпак 250 пресс-формы к корпусу пресс-формы 210 через горячие зажимные лапы, и создает, с другой стороны, нагрев приспособления за счет хорошего теплового контакта между первой горячей зажимной лапой и корпусом 210 пресс-формы, а также между второй горячей зажимной лапой и колпаком 250 пресс-формы.
Перенос смолы из камеры 220 хранения в рабочую камеру 240 осуществляют при помощи RTM способа, который был описан здесь выше со ссылкой на фиг.1 и поэтому далее более подробно не обсуждается. Однако следует иметь в виду, что полное осуществление RTM способа, в том числе заполнение камеры 220 хранения, может быть осуществлено особенно чистым образом за счет того, что заданное количество смолы 227 введено в пакет 226 для хранения с использованием предварительного дозирования. Использование пакета 226 для хранения позволяет исключить загрязнение липкой смолой среды снаружи от приспособления 200.
На фиг.3 показано детально приспособление, аналогичное приспособлению, показанному на фиг.1, которое теперь имеет позиционное обозначение 300. В дополнение к колпаку пресс-формы (не показан), приспособление содержит корпус 310 пресс-формы, выполненный в виде одной детали, в котором предусмотрены камера 320 хранения, передаточная линия 330 и рабочая камера 340. Передаточная линия 330 содержит мост 311, который вместе с полом корпуса пресс-формы, образует проточный канал 330. В рабочей камере 340 расположен полуфабрикат 345, содержащий разрезанные под размер упрочняющие волокна. Приспособление дополнительно содержит канал 360 повышенного давления и вакуумный канал (не показан).
Заполнение камеры 320 хранения смолой 328 производят при помощи дозирующего устройства 370, имеющего цилиндрический контейнер 371 для хранения, заполненный гранулятом 378 смолистого материала. При соответствующем управлении дозирующим устройством 370, из него выпускаются индивидуальные гранулы, состоящие из замороженного смолистого материала, которые падают в камеру хранения 320. В частности, при этом также может быть получено чистым образом количество смолы, необходимое для изготовления компонента.
После закрывания приспособления 300 колпаком пресс-формы (не показан), производят нагревание смолы 328 и/или всего приспособления 300, за счет чего смолистый гранулят преобразуется в жидкий смолистый материал. Перенос смолы из камеры 320 хранения в рабочую камеру 340 и, следовательно, в полуфабрикат 345 осуществляют при помощи RTM способа, который уже был описан здесь выше со ссылкой на фиг.1 и поэтому здесь более подробно не обсуждается.
Следует иметь в виду, что, вне зависимости от типа смолы, введенной в камеру хранения, передаточная линия может иметь проточный канал, сито и/или другие элементы. Необходимо только, чтобы передаточная линия имела заданное гидравлическое сопротивление. За счет этого может быть обеспечен заданный перенос только той жидкой смолы, вязкость которой не превышает максимальную заранее определенную вязкость.
Подводя итог, можно сказать, что заявитель предлагает приспособление, систему и способ изготовления компонента. Изготовление компонента производят за счет переноса смолы из камеры хранения в рабочую камеру по передаточной линии. Ранее осуществление переноса, который производят, например, за счет введения сжатого воздуха в камеру хранения, камеру хранения заполняют количеством смолы, регулируемым в соответствии с размером компонента. Более того, полуфабрикат, содержащий разрезанные под размер упрочняющие волокна, вводят в рабочую камеру, форму которой преимущественно регулируют в соответствии с формой изготавливаемого компонента. Камера хранения, передаточная линия и рабочая камера находятся в корпусе пресс-формы приспособления, выполненном в виде одной детали. В изобретении также предложен компонент, изготовленный с использованием указанного приспособления и указанного способа.
Группа изобретений относится к приспособлению для изготовления упрочненного волокном композитного компонента при помощи способа формовки с переносом смолы, к системе, включающей указанное приспособление, а также к способу изготовления упрочненного волокном композитного компонента, в частности, к способу формовки с переносом смолы. Приспособление содержит базовый элемент пресс-формы. В базовом элементе предусмотрены рабочая камера, предназначенная для приема полуфабриката, и камера хранения, предназначенная для приема смолы, содержащая заполненный смолой пакет с отверстием, снабженным ситом. Также в базовом элементе выполнена передаточная линия, соединяющая рабочую камеру с отверстием в камере хранения. При этом базовый элемент выполнен в виде одной детали, а камера хранения выполнена так, что заполненный смолой пакет может быть введен в камеру хранения. Способ включает введение полуфабриката в рабочую камеру приспособления по одному и подачу смолистого материала в камеру хранения приспособления. При этом заполненный смолой пакет для хранения вводят в камеру хранения. Способ включает также перенос смолистого материала по передаточной линии в полуфабрикат за счет подачи в камеру хранения сжатого воздуха и/или за счет откачки рабочей камеры. Достигаемый при этом технический результат заключается в возможности создания надежного автоматизированного процесса изготовления композитного компонента. 3 н. и 17 з.п. ф-лы, 3 ил.
1. Приспособление (200) для изготовления компонента, в частности для изготовления упрочненного волокном композитного компонента при помощи способа формовки с переносом смолы, которое содержит:
базовый элемент (210) пресс-формы, в котором предусмотрены:
- рабочая камера (240), предназначенная для приема полуфабриката (245),
- камера (220) хранения, предназначенная для приема смолы (227), содержащая заполненный смолой пакет с отверстием, снабженным ситом, и
- передаточная линия (230), соединяющая рабочую камеру (240) с отверстием в камере (220) хранения, причем базовый элемент (210) выполнен в виде одной детали, а камера хранения (220) выполнена так, что заполненный смолой (227) пакет (226) может быть введен в камеру (220) хранения.
2. Приспособление по п.1, в котором
размер камеры (220) хранения выбран так, что в нее может быть введено количество смолы (227), необходимое для изготовления компонента.
3. Приспособление по п.1 или 2, которое дополнительно содержит
колпак (250), в закрытом состоянии герметизирующий рабочую камеру (240) и камеру (220) хранения от среды снаружи от приспособления (200).
4. Приспособление по п.1, которое дополнительно содержит
нагревательное устройство (280), предназначенное для нагрева смолы (227), введенной в камеру (220) хранения.
5. Приспособление по п.1, которое дополнительно содержит
канал (260) повышенного давления для подачи сжатого воздуха в камеру (220) хранения.
6. Приспособление по п.1, которое дополнительно содержит вакуумный канал (265) для откачки рабочей камеры (240).
7. Приспособление по п.1, в котором передаточная линия (230) выполнена так, что только жидкая смола (227) с вязкостью ниже заданного порогового значения может быть перенесена из камеры (220) хранения в рабочую камеру (240).
8. Приспособление по п.7, которое дополнительно содержит сито (232), расположенное в передаточной линии (230).
9. Приспособление по п.7, в котором передаточная линия (230) имеет проточный канал.
10. Приспособление по п.1, в котором камера хранения (220) выполнена так, что смолу (227) заливают из дозирующего устройства (170) в камеру (220) хранения.
11. Приспособление по п.1, в котором камера (220) хранения выполнена так, что смолу (227) подают в камеру (220) хранения в виде гранул.
12. Система для изготовления компонента, в частности для изготовления упрочненного волокном композитного компонента при помощи способа формовки с переносом смолы, которая содержит
приспособление (200) по одному из пп.1-11 для изготовления компонента и питающее устройство (170) для подачи смолы (227) в камеру (220) хранения.
13. Система по п.12, которая дополнительно содержит
устройство (161) для выработки сжатого воздуха, позволяющее подавать сжатый воздух в камеру (120, 220) хранения.
14. Система по п.12, которая дополнительно содержит устройство (166) для выработки вакуума, позволяющее откачивать рабочую камеру (140, 240).
15. Способ изготовления компонента, в частности способ формовки с переносом смолы для изготовления упрочненного волокном композитного компонента, который включает в себя следующие операции:
введение полуфабриката (245) в рабочую камеру (240) приспособления (200) по одному из пп.1-11;
подачу смолистого материала (227) в камеру (220) хранения приспособления (200), причем заполненный смолой (227) пакет (226) для хранения вводят в камеру (220) хранения;
перенос смолистого материала (227) по передаточной линии (230) в полуфабрикат (245) за счет подачи в камеру (220) хранения сжатого воздуха и/или за счет откачки рабочей камеры (265).
16. Способ по п.15, который дополнительно включает в себя герметизацию приспособления (200) от среды снаружи от него после введения полуфабриката (245) и подачи смолистого материала (227) в приспособление (200).
17. Способ по п.15, который дополнительно включает в себя нагрев смолистого материала (227), находящегося в камере (220) хранения.
18. Способ по п.15, который дополнительно включает в себя фильтрацию смолистого материала (227) в передаточной линии (230) при переносе из камеры (220) хранения в рабочую камеру (240).
19. Способ по п.15, который дополнительно включает в себя подачу смолы (175) из питающего устройства (170) в камеру (120, 220) хранения.
20. Способ по п.15, который дополнительно включает в себя подачу смолы (378) в виде гранулята в камеру (220, 320) хранения.
| DE 19630840 C1, 12.02.1998 | |||
| Система дистанционного управления элементами подводного противовыбросового оборудования | 1980 |
|
SU899876A1 |
| УСТРОЙСТВО для ОБТЯГИВАНИЯ ИЗДЕЛИЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТОЙ | 0 |
|
SU201959A1 |
| JP 11315153 A, 16.11.1999 | |||
| Система автоматического направления технологических рабочих органов сельскохозяйственной машины | 1983 |
|
SU1165251A1 |

