Изобретение относится к средствам подъема грузов, пневмо- и гидроподъемникам, домкратам и т.д.
Известен пневматический подъемник по патенту RU 2048415 C1, МПК7 B66B 9/04 от 23.07.91.
Известно подъемное устройство по а.с. СССР 111610, 1982 г., МПК7 B66B 9/04 от 23.07.91.
Известно подъемное устройство по патенту RU 670500 A1 от 17.02.1978 г., B63C 9/00, содержащее герметичную емкость из эластичного материала и оболочку из высокопрочных полотнищ, окантованных по периметру.
Известно подъемное устройство по патенту US 5279199 A от 18.01.1994 г., B66B 9/04.
Известно подъемное устройство по патенту US 4134475, B66F 7/16, 1979.
Известно подъемное устройство по патенту WO 2010011214 A1 от 23.07.2008 г., B66B 9/04.
Известно подъемное устройство по патенту RU 2245295 C2, B66F 3/24, содержащее камеру из гибкого высокопрочного материала, в которую подается рабочий агент под давлением.
Известен пневматический домкрат по патенту RU 2322383 C1, B66F 3/24 от 10.10. 2006 г., содержащий прямоугольную камеру из упругоэластичного материала, в которую подается рабочий агент под давлением, и чехол, выполненный из двух слоев, материал которых армирован преимущественно во взаимно-перпендикулярных направлениях.
Известные решения определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемым решением устраняются недостатки общего известного уровня техники.
Недостатками общего известного уровня техники для способа является низкая технологичность изготовления чехла, армирующие нити которого воспринимают высокое давление рабочего агента, из-за наличия соединительных швов, требующих высокоточного швейного оборудования, низкая технологичность оформления в чехле отверстия для штуцера, низкая технологичность прошивки углов из-за возможности повреждения прямоугольной камеры, а при изготовлении многослойного чехла - низкая технологичность скрепления только соседних, контактирующих слоев, которое должно выполняться без искривлений несущих волокон, по всей площади всех слоев, с учетом работы конструкции по принципу рулонно-тканной емкости давления с минимизацией расхода материала при ее изготовлении. Кроме того, недостаткам является низкое качество конечного продукта из-за незащищенности домкрата-подушки от внешних воздействий при хранении, а также из-за низкого коэффициента трения рабочих поверхностей.
Недостатками общего известного уровня техники для домкрата-подушки является низкая надежность работы армирующих чехлов в условиях применения высокого давления рабочего агента (10 ати и более), из-за значительного снижения характеристик высокопрочных армирующих волокон (например, арамидных) при их искривлениях в зоне соединительных швов и низкой прочности самих швов, из-за отсутствия оптимального распределения напряжений в соединения волокон слоев многослойных чехлов, работающих как рулонно-тканные емкости давления, имеющие картину разрушения «размотом» ткани, начиная от наружной кромки, из-за возможности продавливания камеры в углах прямоугольника, а также низкая надежность работы в зоне штуцера из-за повышения напряжений в зоне отверстий с коэффициентом концентрации ~3 и, связанной с этим, возможности выдавливания камеры и сдвига отверстий в слоях при отсутствии фиксации слоев. Кроме того, недостаткам является низкая надежность работы домкрата-подушки из-за незащищенности чехлов (преимущественно наружного) от внешних воздействий при хранении, а также из-за низкого коэффициента трения рабочих поверхностей.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание надежной и высокотехнологичной конструкции домкрата-подушки.
Технический результат для способа, который может быть достигнут при решении технической задачи, заключается в повышении технологичности изготовления чехла за счет упрощения намотки и удобства расположения ткани в слоях с равномерным натяжением без гофров и складок с обеспечением заданных размеров, в повышении технологичности изготовления чехла, армирующие нити которого воспринимают высокое давление рабочего агента, за счет исключения соединительных швов, требующих высокоточного швейного оборудования, повышении технологичности и качества оформления отверстия для штуцера за счет обеспечения соосности в слоях и чехлах и возможности выхода режущего материала с незначительным врезанием в оправку, повышении технологичности прошивки углов за счет исключения возможности повреждения прямоугольной камеры, а при изготовлении многослойного чехла - в повышении технологичности скрепления соседних, контактирующих слоев, которое необходимо для качественной сборки без смещений слоев и должно выполняться без искривлений несущих волокон, по всей площади всех слоев, с учетом работы конструкции по принципу рулонно-тканной емкости давления с минимизацией расхода материала при ее изготовлении. Кроме того, технический результат заключается в повышении качества конечного продукта за счет защиты домкрата-подушки от внешних воздействий при хранении, а также за счет повышения коэффициента трения рабочих поверхностей.
Технический результат устройства, который может быть достигнут при решении технической задачи, заключается в повышении надежности работы армирующих чехлов в условиях применения высокого давления рабочего агента (10 ати и более), за счет исключения из конструкции соединительных швов и, связанных с этим, искривлений высокопрочных армирующих волокон (например, арамидных), значительно снижающих их характеристики, за счет оптимального распределения напряжений в соединениях волокон слоев многослойных чехлов, работающих как рулонно-тканные емкости давления, с увеличением сдвиговых усилий от внутреннего слоя к наружному, имеющие картину разрушения «размотом» ткани, начиная от наружной кромки, за счет расположения окантовочных швов в минимально нагруженных зонах и отсутствия возможности продавливания камеры в углах прямоугольника при расположении сквозных угловых швов также в минимально нагруженных зонах, а также в повышении надежности работы в зоне штуцера, где напряжения в слоях повышены с коэффициентом концентрации ~3, за счет оптимального расположения штуцера, где последний, критически нагруженный деформациями слоев внутреннего чехла, защищен минимально нагруженными слоями наружного чехла. Кроме того, технический результат заключается в повышении надежности работы домкрата-подушки за счет его защиты от внешних воздействий при хранении, а также за счет повышения коэффициента трения рабочих поверхностей.
Поставленная задача с достижением технического результата для способа решается тем, что на жесткую пластинчатую оправку, выполненную по размерам прямоугольной герметичной камеры из тонкостенного упругоэластичного материала со штуцером для подачи под давлением рабочего агента, наматывают внутренний чехол из 3 - 8 слоев ленты из высокопрочной ткани шириной, равной ширине оправки, скрепляя слои точечными клеевыми упругоэластичными соединениями, а наружный чехол наматывают перпендикулярно направлению намотки внутреннего чехла из 3 - 8 слоев с аналогичным клеевым скреплением аналогичной ленты шириной, равной длине оправки с намотанным внутренним чехлом с учетом припуска на шов, после сушки клея выполняют отверстие под штуцер, освобождают оправку, снимая наружный и внутренний чехлы, пропитывают слои чехлов в зоне штуцера клеем, вставляют на место оправки камеру с загнутыми углами, располагая штуцер в подготовленных отверстиях чехлов, прошивают наружный чехол по припускам и сшивают чехлы в освобожденных от камеры углах без повреждения последней;
клеевые точки располагают рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определяют, исходя из условия расположения между точками 40-120 основных нитей ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами;
клеевые точки выполняют с уменьшением расстояния между точками в процессе намотки от lн до lк=(0,4-0,8)lн, где
- lн - расстояние между точками в начале намотки, на первом слое;
- lк - расстояние между точками в конце намотки, на последнем слое;
пропитанную зону штуцера выполняют диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей любого слоя ткани, а штуцер располагают на расстоянии (0,9-1,3) D от прошитого края кожуха, где D - средний диаметр пропитанной зоны штуцера;
треугольные загибы углов камеры выполняют с катетом, равным (8-20)s, где s - толщина стенки камеры;
домкрат-подушку размещают в защитной прорезиненной оболочке, снабженной снаружи протекторами.
Поставленная задача с достижением технического результата для устройства решается тем, что домкрат-подушка, включающая прямоугольную герметичную камеру из тонкостенного упругоэластичного материала со штуцером для подачи под давлением рабочего агента, внутренний чехол из 3-8 слоев непрерывной ленты из высокопрочной ткани шириной, равной ширине камеры, со скрепленными точечными клеевыми упругоэластичными соединениями слоями, и наружный чехол из аналогичной ленты, намотанный также в 3-8 слоев перпендикулярно ленте внутреннего чехла с аналогичным клеевым скреплением, прошитый по краям вдоль ленты за границами внутреннего чехла, причем оба чехла скреплены по углам прямоугольника сквозным швом, а в зоне отверстий под штуцер слои чехлов выполнены с пропиткой их клеем без скрепления этих чехлов;
клеевые точки расположены рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определено, исходя из условия расположения между точками 40-120 основных нитей ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами;
клеевые точки выполнены с уменьшением расстояния между ними от внутреннего слоя каждого кожуха к наружному от lн до lк=(0,4-0,8)lн, где
- lн - расстояние между точками в первом слое;
- lк - расстояние между точками в последнем слое;
пропитанная зона штуцера выполнена диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей любого слоя ткани, а штуцер расположен на расстоянии (0,9-1,3) D от прошитого края кожуха, где D - средний диаметр пропитанной зоны штуцера;
домкрат-подушка снабжена наружной защитной прорезиненной оболочкой с протекторами.
Существенными отличительными от общего известного уровня техники признаками для способа являются следующие признаки:
- на жесткую пластинчатую оправку, выполненную по размерам прямоугольной камеры, наматывают внутренний чехол из 3-8 слоев ленты из высокопрочной ткани шириной, равной ширине оправки, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления чехла за счет упрощения намотки и удобства расположения ткани в слоях с равномерным натяжением без гофров и складок с обеспечением заданных размеров;
- скрепляя слои точечными клеевыми упругоэластичными соединениями - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новых параметров операций, направлены на решение поставленной задачи с достижением технического результата на повышение технологичности изготовления чехла, армирующие нити которого воспринимают высокое давление рабочего агента, за счет исключения соединительных швов, требующих высокоточного швейного оборудования, на повышение технологичности скрепления соседних, контактирующих слоев, которое необходимо для качественной сборки без смещений слоев и должно выполняться без искривлений несущих волокон, по всей площади всех слоев;
- наружный чехол наматывают перпендикулярно направлению намотки внутреннего чехла из 3-8 слоев с аналогичным клеевым скреплением аналогичной ленты шириной, равной длине оправки с намотанным внутренним чехлом с учетом припуска на шов, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новых параметров операций, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления чехла аналогично предыдущим признакам;
- после сушки клея выполняют отверстие под штуцер - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества оформления отверстия для штуцера за счет обеспечения соосности в слоях и чехлах и возможности выхода режущего инструмента с незначительным врезанием в оправку;
- освобождают оправку, снимая наружный и внутренний чехлы, пропитывают слои чехлов в зоне штуцера клеем, вставляют на место оправки камеру с загнутыми углами, располагая штуцер в подготовленных отверстиях чехлов, прошивают наружный чехол по припускам - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности сборки устройства;
- сшивают чехлы в освобожденных от камеры углах без повреждения последней - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности прошивки углов за счет исключения возможности повреждения прямоугольной камеры;
- клеевые точки располагают рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определяют, исходя из условия расположения между точками 40-120 основных нитей ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности скрепления соседних, контактирующих слоев, которое необходимо для качественной сборки без смещений слоев и должно выполняться без искривлений несущих волокон, по всей площади всех слоев, с учетом работы конструкции по принципу рулонно-тканной емкости давления с минимизацией расхода материала при ее изготовлении, причем данные признаки подтверждены сборкой опытных образцов и функциональной и прочностной отработкой;
- клеевые точки выполняют с уменьшением расстояния между точками в процессе намотки от lн до lк=(0,4-0,8)lн, где
- lн - расстояние между точками в начале намотки, на первом слое;
- lк - расстояние между точками в конце намотки, на последнем слое - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности скрепления соседних, контактирующих слоев, которое необходимо для качественной сборки без смещений слоев и должно выполняться без искривлений несущих волокон, по всей площади всех слоев, с учетом оптимальности конструкции с минимизацией расхода материала, так как по условиям прочности и равномерности нагружения армирующих волокон с минимизацией расхода материала, скрепление слоев необходимо выполнять только в конце намотки, по условиям прочности клеевых соединений - на расчетной площади, а по условиям технологичности сборки без смещения слоев - по всей площади (данные признаки также подтверждены исследованиями);
- пропитанную зону штуцера выполняют диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей любого слоя ткани, а штуцер располагают на расстоянии (0,9-1,3) D от прошитого края кожуха, где D - средний диаметр пропитанной зоны штуцера - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности сборки в зоне штуцера за счет обеспечения соосности отверстий в чехлах, кроме того, данная технология обеспечивает оптимальное расположение штуцера - вне рабочей зоны устройства и вблизи прошитого края наружного чехла, где (что подтверждено исследованиями) нагрузки на волокна и сдвиговые деформации слоев наружного чехла минимальны, при этом штуцер, критически нагруженный деформациями слоев внутреннего чехла, защищен как раз минимально нагруженными слоями наружного чехла;
- треугольные загибы углов камеры выполняют с катетом, равным (8-20)s, где s - толщина стенки камеры, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новых параметров операций, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности прошивки углов за счет исключения возможности повреждения прямоугольной камеры (параметры операций подтверждены проведенными исследованиями);
- домкрат-подушку размещают в защитной прорезиненной оболочке, снабженной снаружи протекторами - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новую последовательность их выполнения, направлены на решение поставленной задачи с достижением технического результата, на повышение качества конечного продукта за счет защиты домкрата-подушки от внешних воздействий при хранении, а также за счет повышения коэффициента трения рабочих поверхностей.
Существенными отличительными от общего известного уровня техники признаками для устройства являются следующие признаки:
- домкрат-подушка, включающая внутренний чехол из 3-8 слоев непрерывной ленты из высокопрочной ткани шириной, равной ширине камеры, со скрепленными точечными клеевыми упругоэластичными соединениями слоями, и наружный чехол из аналогичной ленты, намотанный также в 3-8 слоев перпендикулярно ленте внутреннего чехла с аналогичным клеевым скреплением, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов, их новое взаимное расположение, новое соотношение размеров и новую взаимосвязь элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы армирующих чехлов в условиях применения высокого давления рабочего агента (10 ати и более), за счет исключения из конструкции соединительных швов и, связанных с этим, искривлений высокопрочных армирующих волокон (например, арамидных), значительно снижающих их характеристики;
- наружный чехол прошит по краям вдоль ленты за границами внутреннего чехла, причем оба чехла скреплены по углам прямоугольника сквозным швом - признаки соответствуют критерию «изобретательский уровень», предусматривают новое взаимное расположение элементов и их новую взаимосвязь, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы армирующих чехлов за счет расположения окантовочных швов в минимально нагруженных зонах и отсутствия возможности продавливания камеры в углах прямоугольника при расположении сквозных угловых швов также в минимально нагруженных зонах;
- в зоне отверстий под штуцер слои чехлов выполнены с пропиткой их клеем без скрепления этих чехлов - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов, и их новую взаимосвязь, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы чехлов без выдавливания камеры и сдвига слоев в зоне штуцера, где напряжения в слоях повышены с коэффициентом концентрации ~3;
- клеевые точки расположены рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определено, исходя из условия расположения между точками 40-120 основных нитей ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами за счет оптимального распределения напряжений в соединениях волокон слоев многослойных чехлов, работающих как рулонно-тканные емкости давления, имеющие картину разрушения «размотом» ткани, начиная от наружной кромки;
- клеевые точки выполнены с уменьшением расстояния между ними от внутреннего слоя каждого кожуха к наружному от lн до lк=(0,4-0,8)lн, где
- lн - расстояние между точками в первом слое;
- lк - расстояние между точками в последнем слое - признаки соответствуют критерию «изобретательский уровень», предусматривают новое взаимное расположение элементов и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы армирующих чехлов за счет оптимального распределения сдвиговых напряжений в соединениях волокон слоев многослойных чехлов, работающих как рулонно-тканные емкости давления, с увеличением сдвиговых усилий от внутреннего слоя к наружному, имеющие картину разрушения «размотом» ткани, начиная от наружной кромки;
- пропитанная зона штуцера выполнена диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей любого слоя ткани, а штуцер расположен на расстоянии (0,9-1,3) D от прошитого края кожуха, где D - средний диаметр пропитанной зоны штуцера - признаки соответствуют критерию «изобретательский уровень», предусматривают новое взаимное расположение элементов и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы в зоне штуцера, где напряжения в слоях повышены с коэффициентом концентрации ~3, без выдавливания камеры и сдвига слоев за счет оптимального расположения штуцера, где последний, критически нагруженный деформациями слоев внутреннего чехла, защищен минимально нагруженными слоями наружного чехла;
- домкрат-подушка снабжена наружной защитной прорезиненной оболочкой с протекторами - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы домкрата-подушки за счет его защиты от внешних воздействий при хранении, а также за счет повышения коэффициента трения рабочих поверхностей.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению технологичности конструкции домкрата-подушки и повышению надежности ее работы без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
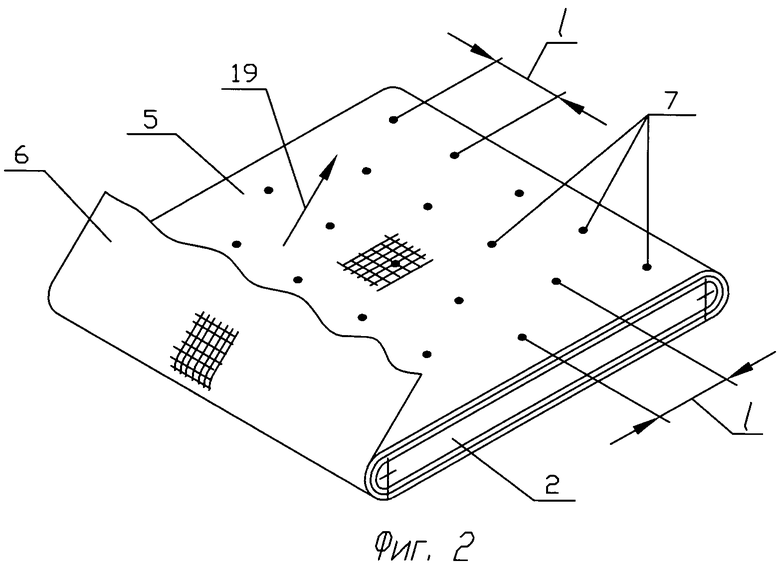
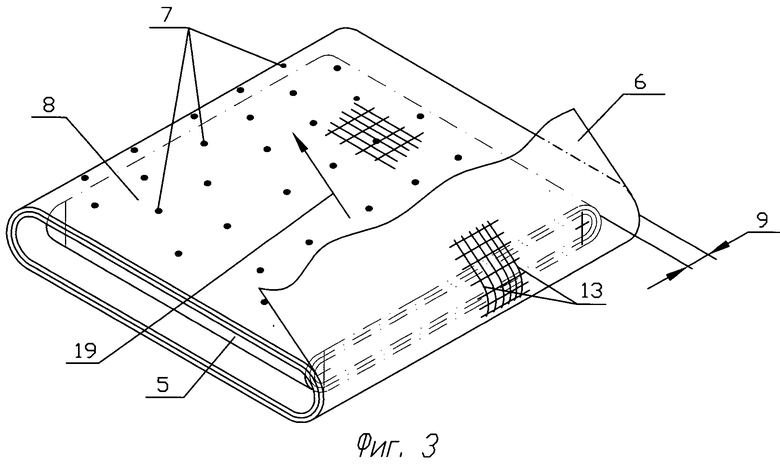
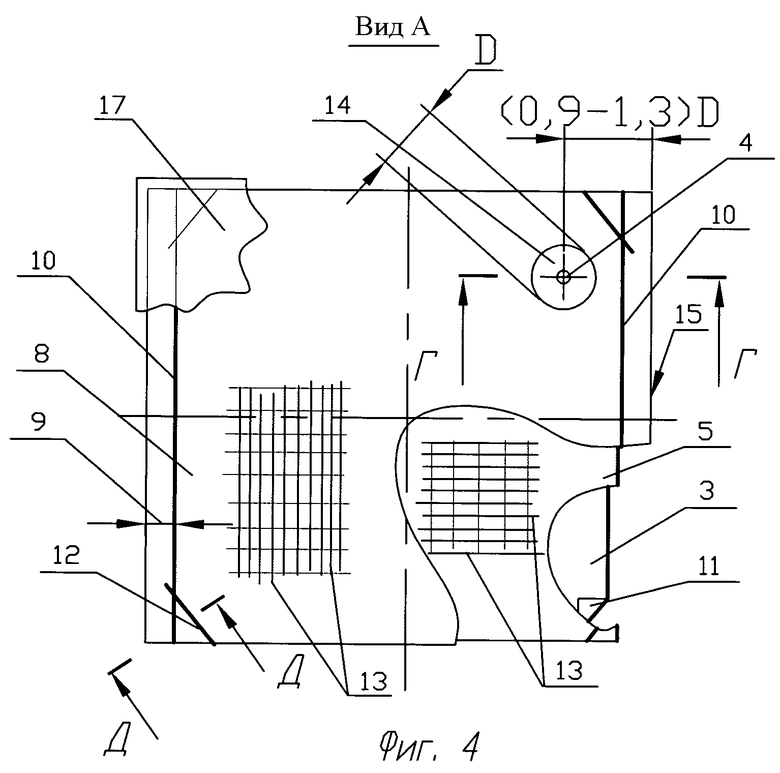
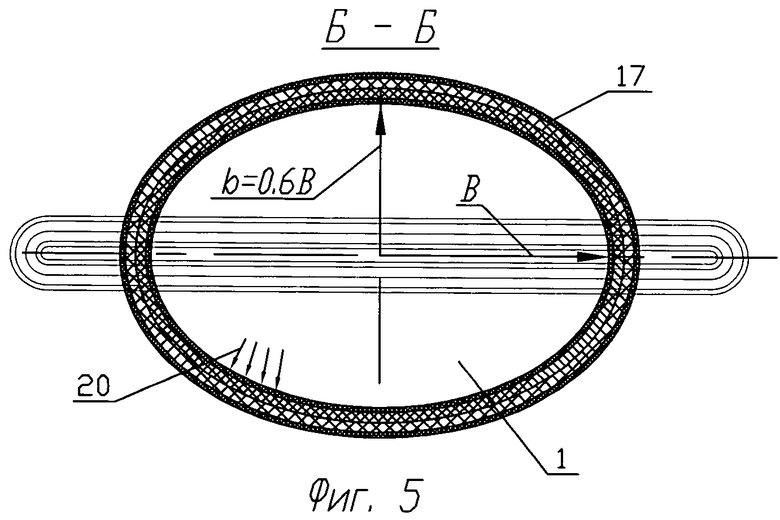
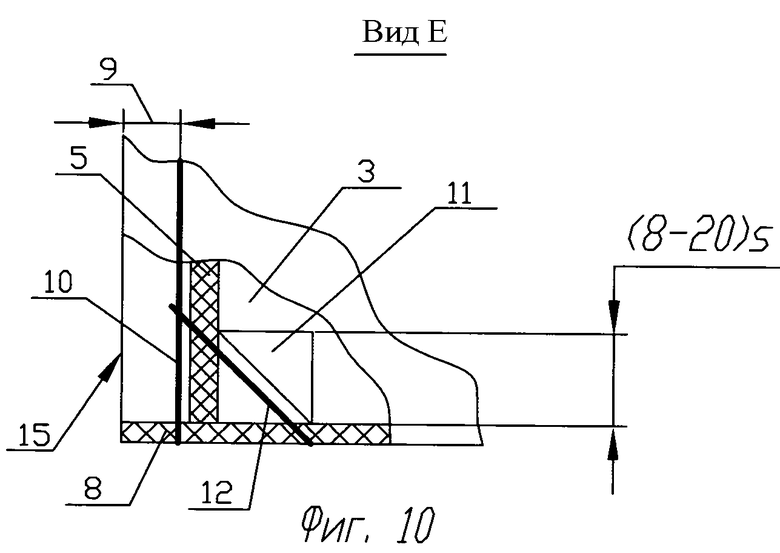
Сущность изобретений поясняется чертежами, где на фиг.1 представлен общий вид домкрата-подушки, на фиг.2 - способ намотки внутреннего чехла, на фиг.3 - способ намотки наружного чехла, на фиг.4 - вид сверху на домкрат-подушку, на фиг.5 - осевое сечение нагруженной внутренним давлением домкрата-подушки, на фиг.6 - осевое сечение нагруженной внутренним давлением домкрата-подушки при подъеме груза, на фиг.7 - сечение нагруженной внутренним давлением домкрата-подушки плоскостью, параллельной осевому сечению, на фиг.8 - разрез края домкрата-подушки по штуцеру, на фиг.9 - разрез угла домкрата-подушки, на фиг.10 - вид сверху на угол домкрата-подушки.
Способ изготовления домкрата-подушки 1, при котором на жесткую пластинчатую оправку 2, выполненную по размерам прямоугольной герметичной камеры 3 из тонкостенного упругоэластичного материала со штуцером 4 для подачи под давлением рабочего агента, наматывают внутренний чехол 5 из 3-8 слоев ленты 6 из высокопрочной ткани шириной, равной ширине оправки 2, скрепляя слои точечными клеевыми упругоэластичными соединениями 7.
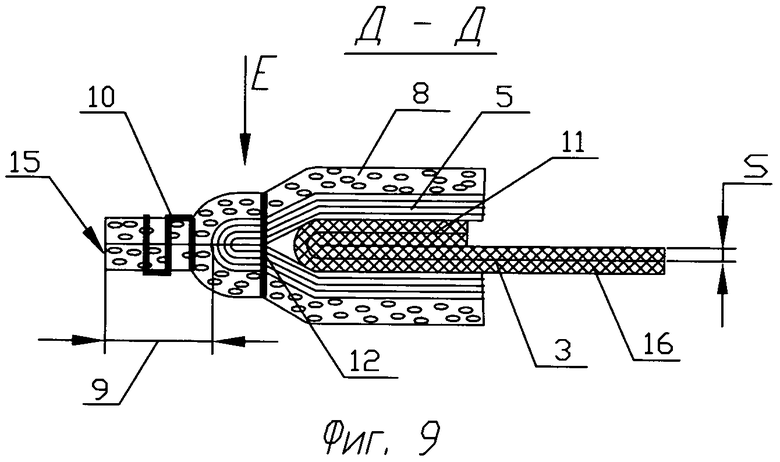
Наружный чехол 8 наматывают перпендикулярно направлению намотки внутреннего чехла 5 из 3-8 слоев с аналогичным клеевым скреплением аналогичной ленты 6 шириной, равной длине оправки 2, с намотанным внутренним чехлом 5 с учетом припуска 9 на шов 10.
После сушки клея 7 выполняют отверстие под штуцер 4, освобождают оправку 2, снимая наружный 8 и внутренний 5 чехлы, пропитывают слои чехлов в зоне штуцера клеем, вставляют на место оправки 2 камеру 3 с загнутыми углами 11, располагая штуцер 4 в подготовленных отверстиях чехлов 5 и 8, прошивают 10 наружный чехол 8 по припускам 9 и сшивают 12 чехлы в освобожденных от камеры 3 углах без повреждения последней.
Клеевые точки 7 располагают рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определяют, исходя из условия расположения между точками 40-120 основных нитей 13 ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами.
Клеевые точки 7 выполняют с уменьшением расстояния между точками в процессе намотки от lн до lк=(0,4-0,8)lн, где
- lн - расстояние между точками в начале намотки, на первом слое;
- lк - расстояние между точками в конце намотки, на последнем слое.
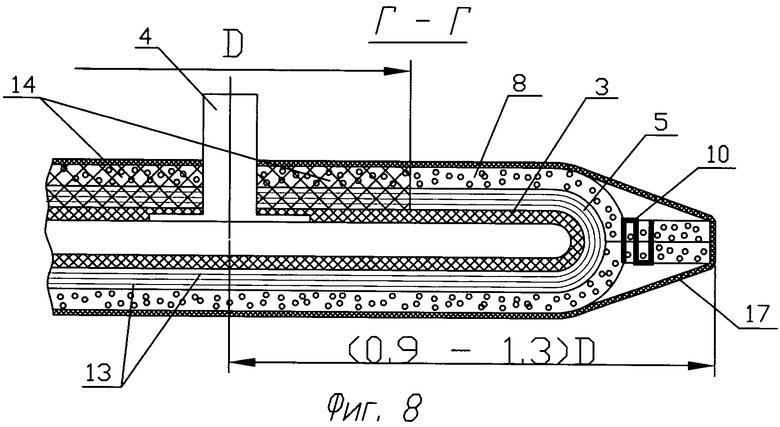
Пропитанную зону 14 штуцера 4 выполняют диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей 13 любого слоя ткани, а штуцер 4 располагают на расстоянии (0,9-1,3)D от прошитого края 15 кожуха, где D - средний диаметр пропитанной зоны штуцера.
Треугольные загибы 11 углов камеры 3 выполняют с катетом, равным (8-20)s, где s - толщина стенки 16 камеры 3.
Домкрат-подушку 1 размещают в защитной прорезиненной оболочке 17, снабженной снаружи протекторами 18.
Домкрат-подушка 1, включающая прямоугольную герметичную камеру 3 из тонкостенного упругоэластичного материала со штуцером 4 для подачи под давлением рабочего агента, внутренний чехол 5 из 3-8 слоев непрерывной ленты 6 из высокопрочной ткани шириной, равной ширине камеры 3, со скрепленными точечными клеевыми упругоэластичными соединениями 7 слоями, и наружный чехол 8 из аналогичной ленты 6, намотанный также в 3-8 слоев перпендикулярно ленте внутреннего чехла с аналогичным клеевым скреплением 7, прошитый 10 по краям 15 вдоль ленты 6 за границами внутреннего чехла 5. Причем оба чехла скреплены по углам прямоугольника сквозным швом 12, а в зоне отверстий под штуцер 4 слои чехлов 5 и 8 выполнены с пропиткой их клеем без скрепления этих чехлов.
Клеевые точки 7 расположены рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определено, исходя из условия расположения между точками 40-120 основных нитей 13 ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами.
Клеевые точки 7 выполнены с уменьшением расстояния между ними от внутреннего слоя каждого кожуха к наружному от lн до lк=(0,4-0,8)lн, где
- lн - расстояние между точками в первом слое;
- lк - расстояние между точками в последнем слое.
Пропитанная зона 14 штуцера выполнена диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей любого слоя ткани, а штуцер 4 расположен на расстоянии (0,9-1,3) D от прошитого края кожуха, где D - средний диаметр пропитанной зоны штуцера.
Домкрат-подушка 1 снабжена наружной защитной прорезиненной оболочкой 17 с протекторами 18.
Пример конкретного исполнения способа заключается в том, что кожухи 5 и 8 наматывают с натяжением 19, разравнивая каждый слой до высыхания клеевых соединений 7, размещая поперечные кромки лент 6 на кромках оправки, пропитывая кромки лент клеем, используемым для соединения 7. Отверстия для штуцера 4 выполняют в тканых лентах 6 кожухов 5 и 8 заодно специальным сверлом, используя в качестве подпора для сверления и выхода сверла оправку 2 или сменную вставку, выполненную из достаточно твердого материала, необходимого для функции подпора, и не повреждающего сверло, например из твердой древесины или фанеры. Пропитывают зоны 14 отверстия клеем, используемым для соединения 7, отдельно в каждом кожухе 5 и 8.
Пример конкретного исполнения домкрата-подушки 1 заключается в том, что она выполнена как две рулонно-тканные емкости давления, расположенные одна внутри и поперек другой. Для клеевых соединений 7, пропиток кромок и зон 14 штуцера 4 использован эластичный клей на основе полиуретана, что улучшает условия хранения (гибкость при складывании), а также удобство применения в ограниченном пространстве. Все силовые соединения (текстильные швы 10 и 12, кромочные клеевые швы) выполнены на участках с минимальными радиусами кривизны, где по условиям работы рулонно-тканной емкости давления действуют минимальные напряжения (нормальные - в волокнах тканей и сдвиговые межслоевые). Выполнены эти соединения по кромкам и в углах чехлов. С учетом картины разрушения рулонно-тканной емкости давления - «размотом», начиная от наружной кромки наружного слоя, клеевые соединения 7 выполнены с возрастающей интенсивностью - от внутренней кромки внутреннего слоя к наружной кромке наружного слоя, которая пропитана клеем и приклеена по всей длине, что также препятствует разрушению самой кромки от разлохмачивания волокон ткани. Отверстия в слоях под штуцер 4 выполнены, исходя из условий расположения последнего вне рабочей зоны и в зоне минимальных напряжений, - у края наружного кожуха 8. Пропитка зоны 14 слоев кожухов снижает концентрацию напряжений, и также препятствует разрушению кромки отверстия от разлохмачивания волокон ткани.
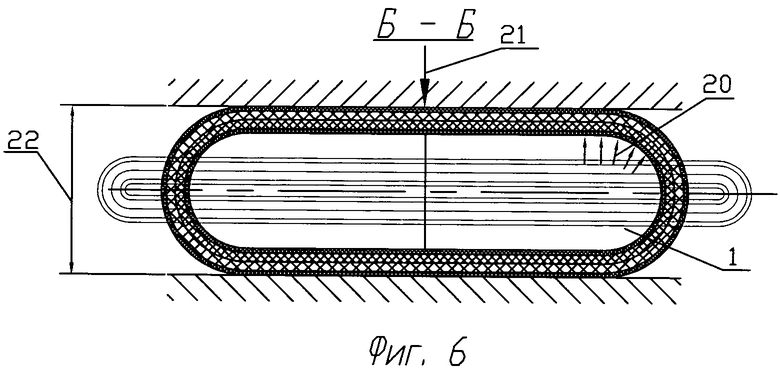
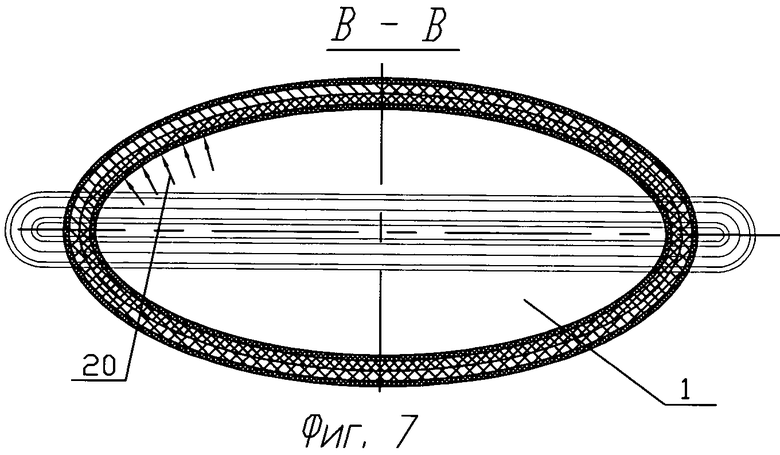
Работает домкрат-подушка следующим образом. При нагружении оболочки из кожухов внутренним давлением 20 без внешних воздействий (см. фиг.5) она принимает в поперечном сечении форму эллипса (изотенсоида), в центральном сечении - с соотношением полуосей, равным ~0,6 (что подтверждено исследованиями). Ближе к краю это соотношение уменьшается (см. фиг.7). При внешнем воздействии 21 оболочка деформируется (см. фиг.6), обеспечивая грузоподъемность, равную произведению давления 20 на площадь пятна контакта. Увеличение высоты подъема 22 достигается повышением давления 20.
Таким образом, использование изобретения позволит создать высокотехнологичную конструкцию домкрата-подушки с повышенной надежностью работы, что и подтверждает использование изобретения по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний образцов домкратов-подушек, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОМКРАТА-ПОДУШКИ И ДОМКРАТ-ПОДУШКА | 2010 |
|
RU2453492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЪЕМНОЙ ПОДУШКИ | 2019 |
|
RU2738113C1 |
| Ролик-мешок пневматический | 2018 |
|
RU2675747C1 |
| Ролик-мешок | 2017 |
|
RU2651494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОЗАБОРНИКА ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ СЛОИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ВОЗДУХОЗАБОРНИК ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ СЛОИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2348570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЪЕМНОЙ ПОДУШКИ ЭЛАСТИЧНОГО ДОМКРАТА | 1995 |
|
RU2086500C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505696C1 |
| ОБЛЕГЧЕННАЯ ШТУРМОВАЯ ЛЕСТНИЦА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ШТУРМОВОЙ ЛЕСТНИЦЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499873C1 |
| Оправка для бесшпульной намотки рулонов длинномерного материала | 1989 |
|
SU1719304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
Изобретение относится к средствам подъема грузов, пневмо- и гидроподъемникам, домкратам и т.д. Способ изготовления домкрата-подушки 1 заключается в том, что на жесткую пластинчатую оправку, выполненную по размерам прямоугольной герметичной камеры 3, наматывают внутренний чехол 5 из 3-8 слоев ленты из высокопрочной ткани шириной, равной ширине оправки, скрепляя слои точечными клеевыми упругоэластичными соединениями. Наружный чехол 8 наматывают перпендикулярно направлению намотки внутреннего чехла 5 из 3-8 слоев с аналогичным клеевым скреплением аналогичной ленты шириной, равной длине оправки с намотанным внутренним чехлом 5 с учетом припуска 9 на шов 10. После сушки клея выполняют отверстие под штуцер 4, освобождают оправку, снимая наружный 8 и внутренний 5 чехлы, пропитывают слои чехлов в зоне штуцера клеем, вставляют на место оправки камеру 3 с загнутыми углами 11, располагая штуцер 4 в подготовленных отверстиях чехлов 5 и 8, прошивают наружный чехол 8 по припускам 9 и сшивают чехлы в освобожденных от камеры 3 углах без повреждения последней. Способ служит для получения соответствующей конструкции домкрата-подушки. Изобретение обеспечивает получение высокотехнологичной и надежной конструкции домкрата-подушки. 2 н. и 9 з.п. ф-лы, 10 ил.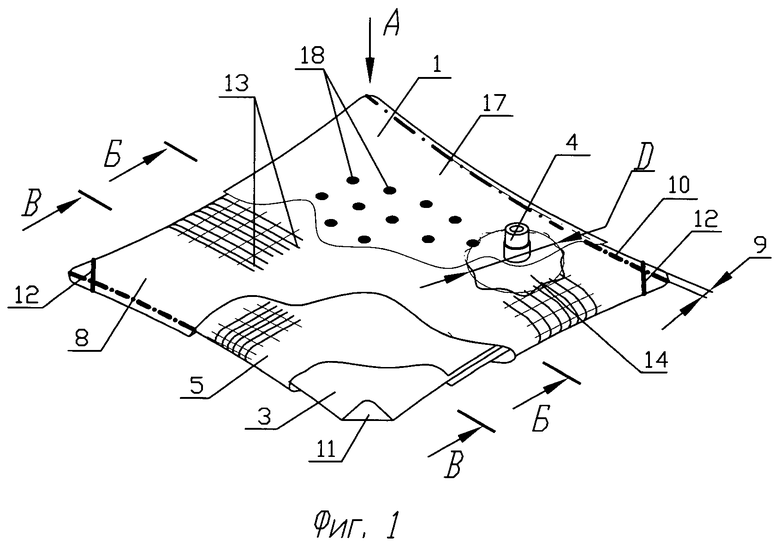
1. Способ изготовления домкрата-подушки, при котором на жесткую пластинчатую оправку, выполненную по размерам прямоугольной герметичной камеры из тонкостенного упругоэластичного материала со штуцером для подачи под давлением рабочего агента, наматывают внутренний чехол из 3-8 слоев ленты из высокопрочной ткани шириной, равной ширине оправки, скрепляя слои точечными клеевыми упругоэластичными соединениями, а наружный чехол наматывают перпендикулярно направлению намотки внутреннего чехла из 3-8 слоев с аналогичным клеевым скреплением аналогичной ленты шириной, равной длине оправки с намотанным внутренним чехлом с учетом припуска на шов, после сушки клея выполняют отверстие под штуцер, освобождают оправку, снимая наружный и внутренний чехлы, пропитывают слои чехлов в зоне штуцера клеем, вставляют на место оправки камеру с загнутыми углами, располагая штуцер в подготовленных отверстиях чехлов, прошивают наружный чехол по припускам и сшивают чехлы в освобожденных от камеры углах без повреждения последней.
2. Способ по п.1, отличающийся тем, что клеевые точки располагают рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определяют, исходя из условия расположения между точками 40-120 основных нитей ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами.
3. Способ по п.2, отличающийся тем, что клеевые точки выполняют с уменьшением расстояния между точками в процессе намотки от lн до lк=(0,4-0,8)lн, где
lн - расстояние между точками в начале намотки, на первом слое;
lк - расстояние между точками в конце намотки, на последнем слое.
4. Способ по п.1, отличающийся тем, что пропитанную зону штуцера выполняют диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей любого слоя ткани, а штуцер располагают на расстоянии (0,9-1,3)D от прошитого края наружного чехла, где D - средний диаметр пропитанной зоны штуцера.
5. Способ по п.1, отличающийся тем, что треугольные загибы углов камеры выполняют с катетом, равным (8-20)s, где s - толщина стенки камеры.
6. Способ по п.1, отличающийся тем, что домкрат-подушку размещают в защитной прорезиненной оболочке, снабженной снаружи протекторами.
7. Домкрат-подушка, включающая прямоугольную герметичную камеру из тонкостенного упругоэластичного материала со штуцером для подачи под давлением рабочего агента, внутренний чехол из 3-8 слоев непрерывной ленты из высокопрочной ткани шириной, равной ширине камеры, со скрепленными точечными клеевыми упругоэластичными соединениями слоями, и наружный чехол из аналогичной ленты, намотанный также в 3-8 слоев перпендикулярно ленте внутреннего чехла с аналогичным клеевым скреплением, прошитый по краям вдоль ленты за границами внутреннего чехла, причем оба чехла скреплены по углам прямоугольника сквозным швом, а в зоне отверстий под штуцер слои чехлов выполнены с пропиткой их клеем без скрепления этих чехлов.
8. Домкрат-подушка по п.7, отличающаяся тем, что клеевые точки расположены рядами в шахматном порядке с расстоянием между рядами, равным расстоянию между точками в рядах, которое определено, исходя из условия расположения между точками 40-120 основных нитей ленты, со сдвигом рядов в соседних слоях на (0,4-0,6)l, где l - расстояние между рядами.
9. Домкрат-подушка по п.8., отличающаяся тем, что клеевые точки выполнены с уменьшением расстояния между ними от внутреннего слоя каждого кожуха к наружному от lн до lк=(0,4-0,8)lн, где
lн - расстояние между точками в первом слое;
lк - расстояние между точками в последнем слое.
10. Домкрат-подушка по п.7, отличающаяся тем, что пропитанная зона штуцера выполнена диаметром, определяемым, исходя из условия расположения в этой зоне 40-100 основных нитей любого слоя ткани, а штуцер расположен на расстоянии (0,9-1,3)D от прошитого края наружного чехла, где D - средний диаметр пропитанной зоны штуцера.
11. Домкрат-подушка по п.7, отличающаяся тем, что она снабжена наружной защитной прорезиненной оболочкой с протекторами.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЪЕМНОЙ ПОДУШКИ ЭЛАСТИЧНОГО ДОМКРАТА | 1995 |
|
RU2086500C1 |
| RU 2075390 C1, 20.03.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО ДОМКРАТА | 1996 |
|
RU2109635C1 |
| Способ изготовления силовой тканевой камеры для домкрата | 1988 |
|
SU1630210A1 |
| US 4643398 A, 17.02.1987 | |||
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |

