Область техники, к которой относится изобретение
Настоящее изобретение относится к способу идентификации причины возникновения упругого возврата, возникающего в продуктах, формуемых прессованием, при формовании с помощью пресса автомобильного элемента и т.д. из стального листа, стального сортового проката и других стальных материалов, а также из алюминия, магния, титана или других металлов, и к способу отображения степени влияния, способу идентификации места расположения причины возникновения и способу идентификации положения меры против него, к устройствам для их выполнения и их программам.
Уровень техники
Двери, бамперы и множество других автомобильных деталей, деталей для домашних бытовых устройств, строительные материалы и т.д. производят путем формования прессованием стального листа. В последние годы возникли требования уменьшения веса этих деталей. Для удовлетворения этих требований используют высокопрочные стальные материалы для уменьшения толщины стальных материалов и т.д.
Однако при повышении прочности стального листа потребовалось вводить более строгий контроль для обеспечения правильной формы продукта, получаемого в результате формования прессом. Один из важных элементов в этом контроле представляет собой деформация, когда упругодеформируемая часть стального листа упруго восстанавливает свою форму под действием остаточного напряжения, возникающего в стальном листе во время формования прессом, то есть под действием упругого возврата.
В частности, в последнее время для уменьшения объема работ и затрат, связанных с разработкой автомобилей и т.д., возникла тенденция начинать этап механического конструирования с изучения способа формования деталей одновременно с этапом концептуального конструирования. Изменения в концептуальном конструировании на этапе концептуального конструирования привели к изменениям формуемых деталей на этапе механического конструирования, таким образом, что работа и затраты на этапе механического конструирования, направленные на изучение способов формования формуемых деталей, становятся большой проблемой в процессе разработки или составляют большую часть затрат на разработку автомобилей и т.д.
На фиг.1 схематично представлены виды в разрезе формуемого элемента, на которых представлена обычная мера против упругого возврата. В позиции (а) показана форма в поперечном сечении формуемого продукта, в позиции (b) показан упругий возврат, возникающий в формуемом продукте после холодного прессования листа стали с использованием инструмента такой же формы, что и формуемый продукт, показанный в позиции (а), и на фиг.(с) показан вид в поперечном сечении инструмента, скорректированного с учетом упругого возврата. Таким образом, для получения формованного продукта, показанного в позиции (а), используется мера, состоящая в применении инструмента, в котором "учтен" упругий возврат, как показано в позиции (с), для получения требуемого формуемого продукта.
В качестве способа формования инструмента, в котором таким образом учитывается упругий возврат, применяют способ использования метода конечных элементов для анализа остаточного напряжения стального листа в нижней мертвой точке во время прессования с помощью инструментов и инструменты численного анализа формы деформации (чрезмерного изгиба), возникающей в результате остаточного напряжения в направлении, противоположном остаточному напряжению, для формирования инструмента, в котором просто учитывается упругий возврат ("Публикация японского патента (А) №2003-33828" и "Mitsubishi Motors Technical Review (2006, №18, стр.126-131)").
Однако разработка инструмента, полностью учитывающего упругий возврат, с использованием численного анализа представляет собой нелинейную задачу и является чрезвычайно сложной, таким образом, что в предложенном способе формируют инструмент, просто учитывая упругий возврат с использованием метода конечных элементов. Поэтому с помощью методов численного анализа трудно анализировать необходимую меру, когда допустимая величина упругого возврата не может быть обеспечена с использованием такого инструмента, поэтому до настоящего момента времени не был предложен способ решения.
Таким образом, вид меры, требуемой для получения необходимого сформованного продукта, когда допустимое значение упругого возврата нельзя удовлетворить с использованием инструмента, просто учитывающего упругий возврат, зависит от опыта инженера. В конечном анализе необходимо проводить проверку способом проб и ошибок с использованием инструмента, полученного с помощью способа формования и фактически используемого листа стали.
Кроме того, был предложен способ уменьшения упругого возврата путем внесения модификаций для уменьшения остаточного напряжения не в форме инструмента, а в форме стального материала или формуемого продукта.
На фиг.2 представлен вид в перспективе, иллюстрирующий обычный способ поиска места расположения, которое становится причиной возникновения деформации в результате упругого возврата. В позиции (а) показана форма формуемого продукта, в позиции (b) представлен случай выреза части 1 продукта, в позиции (с) показан случай формирования отверстия 2 в продукте и в позиции (d) показан случай формования прорезей 3 в части продукта. Такие меры продумывают, после их применения наблюдают поведение упругого возврата и проверяют меры по уменьшению упругого возврата.
Однако в то время как меры, применяемые в месте возникновения упругого возврата, уменьшают остаточное напряжение, приводящее к упругому возврату, в результате вырезания частей, формирования отверстий и т.д. происходит падение жесткости самого элемента, в связи с чем возникает проблема возникновения упругого возврата даже под действием незначительного остаточного напряжения. Основная причина, таким образом, не будет найдена. Кроме того, меры такого рода на практике требуют проведения практических испытаний с использованием испытательного оборудования и стального листа, в связи с чем возникает проблема увеличения объема работ и затрат на этапе механического конструирования.
Сущность изобретения
С учетом описанных выше проблем в настоящем изобретении предмет изобретения представляет собой разработку способа использования численного анализа для идентификации места расположения, становящегося причиной возникновения упругого возврата формуемого с помощью пресса продукта, и численного анализа свойства этого идентифицированного местоположения для эффективного и экономичного сокращения времени, требуемого на изучение способа формования формуемого элемента.
Кроме того, предмет настоящего изобретения состоит в том, что с использованием численного анализа обеспечивают поддержание в формуемом продукте прочности продукта и значения упругого возврата в пределах допустимой величины или меньше.
Кроме того, предмет настоящего изобретения состоит в том, чтобы с использованием численного анализа разработать меру уменьшения величины упругого возврата для местоположения, которое становится причиной возникновения упругого возврата продукта, формуемого с помощью пресса.
Для достижения описанных выше предметов в настоящем изобретении предусмотрен способ идентификации причины возникновения упругого возврата, имеющий этап анализа формования с помощью пресса, состоящий в числовом анализе условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса, этап обработки, состоящий в обработке, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства для части областей упомянутой части, формуемой с помощью прессования, среди данных формования об упомянутой части, формуемой с помощью пресса, и этап расчета значения упругого возврата, состоящий в расчете значения упругого возврата на основе результатов упомянутой обработки.
Упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой толщину листа, модуль упругости, модуль пластичности, значения компонента напряжения и значения компонента деформации. В способе может повторяться упомянутый этап обработки и этап расчета значения упругого возврата при изменении упомянутой части областей для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
Кроме того, способ может иметь этап повторения упомянутого этапа обработки и этапа расчета значения упругого возврата при изменении, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, и/или упомянутой обработки для идентификации области, значения физического свойства, и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
Кроме того, часть областей может представлять собой множество областей, которые можно одновременно обрабатывать. Упомянутый этап обработки может представлять собой этап, на котором часть разделяют на области, где упомянутое значение упругого возврата становится наименьшим, и выполняют обработку для упомянутых разделенных областей, по меньшей мере, для одного из упомянутого значения физического свойства и количественного значения физического свойства, до тех пор пока размер разделенных областей не станет равным заданному значению или меньше. Кроме того, упомянутая часть областей может представлять собой один или больше элементов или блоков модуля расчета. Кроме того, упомянутая часть областей может представлять собой одну или больше точек интегрирования.
Кроме того, в настоящем изобретении предусмотрено устройство для идентификации причины возникновения упругого возврата, имеющее анализатор формования с помощью пресса для численного анализа условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса, анализатор упругого возврата для численного анализа упомянутых данных формования, для расчета значения упругого возврата, и процессор для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части областей упомянутой части, формуемой с помощью пресса, среди данных формования упомянутой части, формуемой с помощью пресса, и обеспечения расчета упомянутым анализатором упругого возврата значения упругого возврата на основе результатов упомянутой обработки.
Упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации. Упомянутый процессор может многократно рассчитывать результаты упомянутой обработки и значения упругого возврата при изменении части областей, для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим или где разность со значением упругого возврата, при выполнении анализа упругого возврата, без выполнения упомянутой обработки становится наибольшей.
Кроме того, в устройстве для идентификации причины возникновения упругого возврата упомянутый процессор может многократно рассчитывать результаты упомянутой обработки и значения упругого возврата при изменении упомянутого значения физического свойства и количественного значения физического свойства, и/или упомянутой обработки для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
Кроме того, упомянутая часть областей может представлять собой множество областей, и эти области обрабатывают одновременно. Кроме того, в устройстве для идентификации причины возникновения упругого возврата упомянутый процессор может разделять часть на области, где упомянутое значение упругого возврата становится наименьшим, и обрабатывать упомянутые разделенные области для, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, до тех пор пока размер разделенных областей не станет равным заданному значению или меньше.
Кроме того, для работы с упомянутым выше предметами изобретения в настоящем изобретении предусмотрен способ идентификации причины возникновения упругого возврата, отличающийся тем, что он имеет этап анализа формования с помощью пресса, состоящий в численном анализе условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса, этап обработки, состоящий в расчете кривизны и/или угла для упомянутой части формования с помощью пресса в данных формования упомянутой части, формуемой с помощью пресса, разделения формуемого изделия на области на основе упомянутой кривизны и/или угла и обработки, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства в части областей, среди разделенных областей, определенных для обработки на основе упомянутых данных формования, и этап расчета значения упругого возврата, состоящий в расчете значения упругого возврата на основе результатов упомянутой обработки.
На упомянутом этапе обработки может выполняться обработка, по меньшей мере, одного из упомянутого значения физического свойства/количественного значения физического свойства, изменяющихся, по меньшей мере, в одной из точек интегрирования разделенной области, где упомянутая кривизна и/или угол относительно велики. Кроме того, упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой значения толщины листа, модуля упругости, модуля пластичности, компонента напряжения и значения компонента деформации.
Способ идентификации причины возникновения упругого возврата может иметь этап повторения упомянутого этапа обработки и этапа расчета значения упругого возврата при изменении упомянутой части областей, таким образом, чтобы идентифицировать область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим.
Кроме того, способ может иметь этап повторения упомянутого этапа обработки и этапа расчета значения упругого возврата при изменении упомянутого, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства, и/или упомянутой обработки для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим.
Кроме того, настоящее изобретение направлено на устройство идентификации причины возникновения упругого возврата, отличающееся тем, что оно содержит анализатор формования с помощью пресса, выполняющий численный анализ условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса, процессор, рассчитывающий кривизну и/или угол для упомянутой части, формуемой с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса, разделения формуемого изделия на области на основе упомянутой кривизны и/или угла и обработки, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства, изменяющихся в части областей среди разделенных областей, определенных для обработки на основе упомянутых данных формования, и анализатор упругого возврата, рассчитывающий значение упругого возврата на основе результатов упомянутой обработки.
Значение физического свойства и количественное значение физического свойства в упомянутой разделенной области, в которой упомянутая кривизна и/или угол относительно велики, могут быть представлены как упомянутое значение физического свойства и количественное значение физического свойства, по меньшей мере, одной точки интегрирования разделенной области, где упомянутая кривизна и/или угол относительно велики. Кроме того, упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой значения толщины листа, модуля упругости, модуля пластичности, значения компонента напряжения и значения компонента деформации.
Кроме того, в устройстве для идентификации причины возникновения упругого возврата упомянутый процессор может многократно рассчитывать результаты упомянутой обработки и значения упругого возврата при изменении упомянутой части областей таким образом, что он идентифицирует область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим. Кроме того, он может многократно рассчитывать результаты упомянутой обработки и значение упругого возврата, изменяя, по меньшей мере, одно из упомянутых значений физического свойства и количественного значения физического свойства, и/или упомянутой обработки таким образом, чтобы идентифицировать область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим.
Кроме того, для работы с предметами изобретения, в настоящем изобретении предложен способ (программа) отображения степени влияния упругого возврата при отображении компьютером степени влияния упругого возврата, имеющий этап анализа формования с помощью пресса, на котором выполняют численный анализ условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса, этап (процедуру) обработки, состоящий в обработке, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса, этап (процедуру) расчета значения упругого возврата, состоящий в расчете значения упругого возврата на основе результатов упомянутой обработки, и этап (процедуру) отображения, состоящий в отображении упомянутого рассчитанного значения упругого возврата для каждой упомянутой области.
Этап (процедура) обработки позволяет обрабатывать, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства части точек интегрирования каждой области, разделяющей упомянутую часть, формуемую с помощью пресса при формовании данных упомянутой части, формуемой с помощью пресса. Кроме того, упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой значения толщины листа, модуля упругости, модуля пластичности, значения компонентов напряжения и компонента деформации.
На упомянутом этапе (в процедуре) отображения может отображаться контурная схема значения упругого возврата для каждой области и может отображаться значение рассчитанного значения упругого возврата, разделенного на площадь каждой области. Кроме того, на этапе (в процедуре) отображения может отображаться значение рассчитанного значения упругого возврата, разделенного на одну из представительной длины, представительной ширины, представительной высоты, представительной толщины листа и предела прочности на разрыв упомянутой части, формуемой с помощью пресса. Кроме того, на этапе (в процедуре) отображения может отображаться значение упомянутого рассчитанного значения упругого возврата, разделенного на скорость штампа или на силу удержания заготовки, для каждой упомянутой области.
Кроме того, в настоящем изобретении предусмотрено устройство для отображения степени влияния упругого возврата, отличающееся тем, что оно имеет анализатор формования с помощью пресса, выполняющий численный анализ условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса, анализатор упругого возврата, выполняющий численный анализ упомянутых данных формования для расчета значения упругого возврата, процессор, обрабатывающий, по меньшей, одни из данных значения физического свойства и количественного значения физического свойства каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, при формировании данных упомянутой части, формуемой с помощью пресса, и обеспечивающий выполнение расчета упомянутым анализатором упругого возврата, значения упругого возврата, на основе результатов упомянутой обработки, и модуль дисплея, отображающий упомянутое рассчитанное значение упругого возврата для каждой из упомянутых областей.
Процессор может обрабатывать, по меньшей мере, одни из данных физического свойства и количественного значения физического свойства части точек интегрирования каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, при формировании данных упомянутой части, формуемой с помощью пресса, и упомянутые значения физического свойства и количественные значения физического свойства могут представлять собой значение толщины листа, модуля упругости, модуля пластичности, значения компонента напряжения и компонента деформации.
Модуль дисплея может отображать контурную схему значения упругого возврата для каждой области и дополнительно может отображать контурную схему значения упомянутого рассчитанного значения упругого возврата, разделенного на площадь каждой из упомянутой областей в упомянутом модуле дисплея, для каждой из упомянутых областей. Модуль дисплея может отображать значение упомянутого рассчитанного значения упругого возврата, разделенного на одну из представительной длины, представительной ширины, представительной высоты, представительной толщины листа и предела прочности на разрыв упомянутой части, сформованной с помощью пресса, в упомянутом модуле дисплея, для каждой упомянутой области. Кроме того, модуль дисплея может отображать значение упомянутого рассчитанного значения упругого возврата, разделенного на скорость штампа или силу удержания заготовки в упомянутом модуле дисплея, для каждой из упомянутых областей.
Программа в соответствии с настоящим изобретением может представлять собой программу для отображения причины возникновения упругого возврата, в которой используется, в дополнение к упомянутой выше программе, программа анализа формования с помощью пресса, выполняющая численный анализ условий формования при формовании с помощью пресса, для расчета данных формования части, формуемой с помощью пресса, программа анализа упругого возврата, выполняющая численный анализ упомянутых данных формования для расчета значения упругого возврата, и программа последующей обработки, отображающая контурную схему упомянутого значения упругого возврата и которая может вводить и выводить данные в эти программы, обеспечивая выполнение компьютером процедуры для получения упомянутых данных формования из упомянутой программы анализа формования с помощью пресса, процедуры обработки для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в упомянутых данных формования, процедуры для вывода результатов упомянутой обработки в упомянутую программу анализа упругого возврата и процедуры отображения контура, обеспечивающую отображение упомянутой программой последующей обработки с помощью контурной схемы упомянутого значения упругого возврата, рассчитанного упомянутой программой анализа упругого возврата для каждой области. Существующая программа анализа упругого возврата рассчитывает значения упругого возврата на основе данных обработки, выводимых из программы в соответствии с настоящим изобретением.
Кроме того, для работы с упомянутыми выше предметами изобретения способ (программа, ниже, круглые скобки обозначают соответствие изобретению программы) идентификации местоположения причины возникновения упругого возврата в соответствии с настоящим изобретением имеет этап (процедуру) анализа формования с помощью пресса, состоящий в выполнении численного анализа условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса, этап (процедуру) расчета первого значения упругого возврата, состоящий в расчете данных значения физического свойства и количественного значения физического свойства для множества областей после упругого возврата, на основе данных формования упомянутой части, формуемой с помощью пресса, этап (процедуру) обработки, состоящий в обработке, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где, по меньшей мере, одно из упомянутого значения физического свойства и количественного значения физического свойства больше, чем заданное значение, и этап (процедура) расчета второго значения упругого возврата, состоящий в расчете данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата, на основе результата упомянутой обработки.
Кроме того, на упомянутом этапе (в процедуре) обработки может осуществляться обработка, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части, формуемой с помощью пресса, перед и после упругого возврата больше, чем заданное значение, и упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой значения толщины листа, модуля упругости, модуля пластичности, значения компонента напряжения и компонента деформации.
Кроме того, в устройстве для идентификации местоположения причины возникновения упругого возврата в соответствии с настоящим изобретением предусмотрен анализатор формирования с помощью пресса, выполняющий численный анализ условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса, анализатор упругого возврата, выполняющий численный анализ упомянутых данных формования, для расчета значения упругого возврата, и процессор, выполняющий обработку, для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства этой области, когда, по меньшей мере, одно из упомянутых значения физического свойства и количественного значения физического свойства больше, чем заданное значение, и обеспечения выполнения расчета упомянутым анализатором упругого возврата значения упругого возврата для каждой из множества областей после упругого возврата, на основе результатов упомянутой обработки.
Кроме того, упомянутый процессор может обрабатывать, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части, формуемой с помощью пресса, перед и после упругого возврата, больше, чем заданное значение, и упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой значения толщины листа, модуля упругости, модуля пластичности, значения компонента напряжения и компонента деформации.
Программа в соответствии с настоящим изобретением может представлять собой программу для идентификации местоположения причины возникновения упругого возврата, которую используют, в дополнение к описанной выше программе, программу анализа формования с помощью пресса, выполняющую численный анализ условий формования для формования с помощью пресса, для расчета данных формования части, формуемой с помощью пресса, и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей, и программу анализа упругого возврата, выполняющую численный анализ упомянутых данных формования и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей, для расчета значения упругого возврата и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата и, которая может вводить и выводить данные с этими программами, обеспечивая выполнение компьютером процедуры для получения данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата из упомянутой программы анализа упругого возврата, процедуры обработки для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где, по меньшей мере, одно из упомянутых значения физического свойства и количественного значения физического свойства больше, чем заданное значение, и процедуры для вывода результатов упомянутой обработки в упомянутую программу анализа упругого возврата. Существующая программа анализа упругого возврата пересчитывает значения упругого возврата на основе выводе данных обработки, выводимых из программы в соответствии с настоящим изобретением.
Кроме того, для решения описанной выше задачи предусмотрен способ (программа, ниже в круглых скобках обозначено соответствие изобретению программы) идентификации местоположения причины возникновения упругого возврата, имеющий первый этап (процедуру) анализа формования с помощью пресса, состоящий в выполнении численного анализа первых условий формирования для расчета первых данных формования, второй этап (процедуру) анализа формования с помощью пресса, состоящий в выполнении численного анализа вторых условий формования, отличающихся, по меньшей мере, одним из упомянутых первых условий формирования, для расчета вторых данных формирования, этап (процедуру) обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства упомянутых первых данных формования области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства в данных значения физического свойства и количественного значения физического свойства для каждой из множества областей упомянутых первых и вторых данных формования больше, чем заданное значение, и этап (процедуру) расчета значения упругого возврата, состоящий в расчете значения упругого возврата на основе результатов упомянутой обработки.
Кроме того, упомянутые условия формования могут представлять форму и свойства стального листа, форму инструмента и условия работы пресса. Упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой значения толщины листа, модуля упругости, модуля пластичности, компонента напряжения и значения компонента деформации.
Кроме того, в устройстве для идентификации местоположения причины возникновения упругого возврата в соответствии с настоящим изобретением предусмотрен анализатор формования с помощью пресса, выполняющий численный анализ первых условий формования для расчета первых данных формования и численный анализ вторых условий формования, отличающийся по, по меньшей мере, одними из упомянутых первых условий формования для расчета вторых данных формования, анализатор упругого возврата, выполняющий численный анализ упомянутых данных формования для расчета значения упругого возврата, и процессор, обрабатывающий, по меньшей мере, одно из значения физического свойства и количественного значения физического свойства упомянутых первых данных формования области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства в данных значения физического свойства и количественного значения физического свойства для каждой из множества областей упомянутых первых и вторых данных формования больше, чем заданное значение, и обеспечения расчета упомянутым анализатором упругого возврата значения упругого возврата на основе результатов упомянутой обработки.
Кроме того, условия формования могут представлять собой форму и свойства стального листа, форму инструмента и условия работы пресса, в то время как упомянутое значение физического свойства и количественное значение физического свойства могут представлять собой значения толщины листа, модуля упругости, модуля пластичности, компонента напряжения и значения компонента деформации.
Программа в соответствии с настоящим изобретением может представлять собой программу для идентификации местоположения причины возникновения упругого возврата, которая используется в дополнение к описанной выше программе, программу анализа формования с помощью пресса, рассчитывающую данные формования для части, формуемой с помощью пресса, и данные значения физического свойства и количественного значения физического свойства для каждой из множества областей и программу анализа упругого возврата, выполняющую численный анализ упомянутых данных формования и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей, для расчета значения упругого возврата и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата, которые представляют собой существующие программы, и которая может вводить и выводить данные с этими программами, обеспечивая выполнение компьютером процедуры получения первых данных формования из упомянутой программы анализа формования с помощью пресса, процедуры выполнения численного анализа вторых условий формирования, отличающихся, по меньшей мере, одними из упомянутых первых условий формирования, и получения вторых данных формования из упомянутой программы анализа формования с помощью пресса, процедуры для обработки, по меньшей мере, одного из значений физического свойства и количественного значения физического свойства упомянутых первых данных формования в области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства в данных значения физического свойства и количественного значения физического свойства для каждой из множества областей упомянутых первых и вторых данных формования больше, чем заданное значение и процедуры вывода результатов упомянутой обработки в упомянутую программу анализа упругого возврата. Существующая программа анализа упругого возврата рассчитывает значения упругого возврата на основе данных обработки, выводимых из программы в соответствии с настоящим изобретением.
Кроме того, для работы с упомянутыми выше предметами изобретения способ идентификации положения меры против упругого возврата в соответствии с настоящим изобретением имеет этап (процедуру) анализа формования с помощью пресса, состоящий в проведении численного анализа условий формования части, формуемой с помощью пресса, для расчета данных формования части, формуемой с помощью пресса, этап (процедуру) генерирования данных формирования замены, состоящий в выборе, по меньшей мере, части областей части, формуемой с помощью пресса, в данных формования части, формуемой с помощью пресса, и генерировании данных формирования замены, заменяющих форму этой выбранной области другой формой и/или заменяющих распределение напряжения отличающимся распределением напряжения в этой выбранной области, и этап (процедуру) расчета значения упругого возврата, состоящий в выполнении численного анализа упомянутых данных замены для расчета значения упругого возврата.
Также возможно повторять упомянутый этап генерирования данных формирования замены и упомянутый этап (процедуру) расчета значения упругого возврата при изменении положения или количества упомянутых выбранных областей. Способ может дополнительно иметь этап (процедуру) определения, равно ли упомянутое значение упругого возврата заданному значению или меньше.
Кроме того, также возможно заменять, по меньшей мере, одну из формы одной или больше областей этими заданными замененными данными, задавая значение упругого возврата с заданным значением или меньше и распределение напряжений в этой выбранной области, и повторять упомянутый этап (процедуру) генерирования данных формирования замены и упомянутый этап (процедуру) расчета значения упругого возврата при изменении положения или количества упомянутых выбранных областей.
Кроме того, способ может дополнительно иметь этап (процедуру) разделения данных формования упомянутой части, формуемой с помощью пресса, на заданные области, и упомянутый этап (процедуру) генерирования данных формирования замены может рассчитывать упомянутые данные формирования замены для всех областей, разделенных на упомянутые заданные области. Кроме того, упомянутые заданные данные могут отличаться, по меньшей мере, одной из формы и распределения напряжений для каждой из упомянутой выбранной области.
Кроме того, устройство для идентификации положения меры против упругого возврата в соответствии с настоящим изобретением имеет анализатор формования с помощью пресса, выполняющий численный анализ условий формования части, формуемой с помощью пресса, для расчета данных формования части, формуемой с помощью пресса, генератор данных формирования замены, выбирающий, по меньшей мере, часть областей для части, формуемой с помощью пресса, в данных формования части, формуемой с помощью пресса, и генерирующий данные формирования замены для замены, по меньшей мере, одной из формы выбранной области и распределения напряжений в этой выбранной области заданными данными замены и анализатор упругого возврата, выполняющий численный анализ упомянутых данных формирования замены для расчета значения упругого возврата.
Упомянутый генератор данных формирования замены может рассчитывать упомянутые данные формирования замены, и упомянутый анализатор упругого возврата может многократно рассчитывать значения упругого возврата, изменяя положения и количество упомянутых выбранных областей. Кроме того, упомянутый генератор данных формирования замены может определять, стало ли упомянутое значение упругого возврата заданным значением или меньше.
Упомянутый генератор данных формирования замены может заменять, по меньшей мере, одну из формы одной или больше областей, задающих значение упругого возврата, равное заданному значению или меньше, и распределения напряжений этой выбранной области этими заданными заменяемыми данными, и упомянутый генератор данных формирования замены может рассчитывать упомянутые данные формирования замены, и упомянутый анализатор упругого возврата может многократно рассчитывать значения упругого возврата, изменяя положения или количество упомянутых выбранных областей.
Упомянутый генератор данных формирования замены может разделять данные формирования упомянутой части, формуемой с помощью пресса, по заданным областям и рассчитывать упомянутые данные формирования замены для всех областей, разделенных упомянутыми заданными областями. Кроме того, упомянутые заданные данные могут отличаться, по меньшей мере, в зависимости от одной из формы и распределения напряжения для каждой из упомянутых выбранных областей.
Программа в соответствии с настоящим изобретением может представлять собой программу для идентификации положения меры против упругого возврата, в которой используют, в дополнение к описанной выше программе, программу анализа формования с помощью пресса, выполняющую численный анализ условий формования при формовании с помощью пресса, для расчета данных формования части, формуемой с помощью пресса, и программу анализа упругого возврата, выполняющую численный анализ упомянутых данных формования для расчета значения упругого возврата, которые представляют собой существующие программы и которые могут вводить и выводить данные с этими программой анализа формования с помощью пресса и программой анализа упругого возврата, обеспечивая выполнение компьютером процедуры получения данных формования из упомянутой программы анализа формования с помощью пресса, и процедуры генерирования данных формирования замены для выбора, по меньшей мере, части областей для части, формуемой с помощью пресса, в данных формования части, формуемой с помощью пресса, и расчета данных формирования замены, заменяющих заданными данными, по меньшей мере, одной из формы выбранной области и распределения напряжений в этой выбранной области, и процедуры вывода упомянутых данных формирования замены в упомянутую программу анализа упругого возврата. Существующая программа анализа упругого возврата рассчитывает значения упругого возврата на основе данных формирования замены, выводимых из программы в соответствии с настоящим изобретением.
В соответствии с настоящим изобретением путем изменения идентифицированного местоположения, охватываемого анализом, как причины возникновения упругого возврата продукта, формуемого с помощью пресса, и численной обработки значения физического свойства/количественного значения физического свойства этого идентифицированного местоположения, и минимизации значения упругого возврата предусмотрен способ, который позволяет идентифицировать местоположения причины возникновения упругого возврата и точно выводить значения физического свойства/количественного значения физического свойства местоположения причины, обеспечивает возможность анализа с помощью метода проб и ошибок для его подтверждения, и экономически и эффективно сокращает время изучения способа формования формуемого элемента.
Кроме того, в соответствии с настоящим изобретением благодаря обработке идентифицированного местоположения для анализа в качестве причины возникновения упругого возврата, продукта, формуемого с помощью пресса, для, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства каждой области, разделяющей продукт, формуемый с помощью пресса, и отображения в виде контурной схемы значения упругого возврата для каждой области на основе результатов обработки предусмотрен способ, который обеспечивает возможность анализа в компьютере на основе метода проб и ошибок, экономически и эффективно сокращает идентификацию местоположения причины возникновения упругого возврата, и экономически и эффективно сокращает время на изучение способа формования формуемого продукта.
Кроме того, в соответствии с настоящим изобретением благодаря замене выбранной области, предназначенной для анализа как причины возникновения упругого возврата, на форму и распределение напряжений, отличающиеся от выбранной области, предназначенной для минимизации значения упругого возврата, предложен способ, который позволяет идентифицировать местоположение причины возникновения упругого возврата и предоставить меру против этого местоположения причины и сократить, таким образом, экономично и эффективно время на изучение способа формирования формуемого продукта.
Кроме того, настоящее изобретение может изменять, по меньшей мере, одно из идентифицированного местоположения и значения физического свойства и количественного значения физического свойства идентифицированного местоположения для поиска идентифицированного местоположения и значения физического свойства и количественного значения физического свойства, чтобы обеспечить величину изменения упругого возврата в пределах допустимого значения без вырезания части или формирования отверстия в фактически сформированном продукте. Таким образом, для проанализированного и сформованного таким образом продукта можно подтвердить, что он имеет величину изменения упругого возврата в пределах допустимого значения и поддерживает жесткость и другие аспекты качества продукта таким образом, что можно сделать ненужными такие меры, как вырезание части или формирование отверстия в идентифицированном местоположении сформованного продукта, которые могли бы ухудшить качество продукта, для поддержания заданной величины изменения упругого возврата, требуемой в сформованном продукте.
Кроме того, настоящее изобретение обеспечивает значение упругого возврата в пределах допустимого значения без вырезания части или формирования отверстия в фактически сформованном продукте путем замены, по меньшей мере, одной из или обеих из разной формы и распределения напряжения для, по меньшей мере, одной из выбранных областей. Таким образом, для проанализированного, таким образом, сформованного продукта можно подтвердить поддержание значения упругого возврата в пределах допустимого значения и сохранения жесткости и других аспектов качества продукта, таким образом, что будет поддерживаться заданное значение упругого возврата, требуемое в сформованном продукте, и, таким образом, можно сделать ненужными меры, приводящие к ухудшению качества продукта, такие как вырезание части или формирование отверстия в идентифицированном местоположении сформованного продукта.
Краткое описание чертежей
Настоящее изобретение будет описано ниже со ссылкой на приложенные чертежи.
На фиг.1 представлен схематичный вид в поперечном разрезе, представляющий обычную меру, принимаемую против упругого возврата,
на фиг.2 показаны виды в перспективе, иллюстрирующие обычный способ поиска местоположения, которое становится причиной возникновения деформации из-за упругого возврата,
на фиг.3 показан вид конфигурации функций устройства идентификации местоположения, представляющего собой причину возникновения упругого возврата, в соответствии с вариантом воплощения настоящего изобретения,
на фиг.4 показана контурная схема, представляющая распределение напряжений по результатам анализа формования с помощью пресса, в соответствии с примером настоящего изобретения,
на фиг.5 показана контурная схема, представляющая кривизну элементов в соответствии с примером настоящего изобретения,
на фиг.6 показана контурная схема, изображающая элементы заготовки со значительной кривизной в соответствии с примером настоящего изобретения,
на фиг.7 показан вид, представляющий разделение на области на основе кривизны в соответствии с примером настоящего изобретения,
на фиг.8 показана контурная схема, поясняющая обеспечение нулевого напряжения области или областей в соответствии с примером настоящего изобретения,
на фиг.9 показаны виды, представляющие системы координат, используемые в методе конечных элементов в соответствии с вариантом воплощения настоящего изобретения,
на фиг.10 показан вид в перспективе, представляющий пример выбора областей заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.11 показана блок-схема последовательности операций обработки для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.12 показана блок-схема последовательности операций обработки для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.13 показана блок-схема последовательности операций обработки для идентификации местоположения причины возникновения упругого возврата устройства для идентификации местоположения причины упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.14 показана функциональная схема устройства для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.15 показана блок-схема последовательности операций обработки для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.16 показана функциональная схема устройства для идентификации положения меры против упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.17 показана блок-схема последовательности операций обработки для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.18 показана схема аппаратных средств для обработки идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.19(а), (b) показаны виды, представляющие часть наполовину сформированного поперечного сечения, охватываемую анализом упругого возврата в соответствии с вариантом воплощения настоящего изобретения,
на фиг.20(а), (b) показаны виды, представляющие положения в поперечном сечении и угол закручивания части с поперечным сечением в форме шляпы в соответствии с вариантом воплощения настоящего изобретения,
на фиг.21 показан вид в перспективе идентифицированной области A3 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.22 показан вид в перспективе идентифицированных областей А4 и А5 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.23 показан вид в перспективе идентифицированных областей А6-А9 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.24(а) показан вид в перспективе, представляющий идентифицированные области А10-А14 в соответствии с вариантом воплощения настоящего изобретения, в позиции (b) показан вид в поперечном разрезе, представляющий идентифицированные области А10-А14 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.25 показан вид в перспективе, представляющий идентифицированные области А15-А17 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.26 показан вид в перспективе, представляющий идентифицированные области А18-А21 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.27 показан вид, представляющий угол закручивания идентифицированной области A3 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.28 показан вид, представляющий углы закручивания идентифицированных областей А4 и А5 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.29 показан вид, представляющий углы закручивания идентифицированных областей А6-А9 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.30 показан вид, представляющий углы закручивания идентифицированных областей А10-А14 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.31 показан вид, представляющий углы закручивания идентифицированных областей А15-А17 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.32 показан вид, представляющий углы закручивания идентифицированных областей А18-А21 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.33 показан вид, представляющий идентифицированную область А22 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.34 показан вид, представляющий углы закручивания в случае изменения способа расчета идентифицированной области А22 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.35 показан вид, представляющий углы закручивания идентифицированных областей А23-А24 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.36(а), (b) показаны виды, представляющие положение поперечного сечения и величину открывания части, изогнутой в виде шляпы в соответствии с вариантом воплощения настоящего изобретения,
на фиг.37 показан вид, представляющий результаты конкретного примера 9 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.38 показан вид, представляющий результаты конкретного примера 10 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.39 показан вид в перспективе и вид в поперечном сечении, представляющий часть поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения,
на фиг.40 показаны виды, представляющие положения поперечного сечения и угол закручивания части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения,
на фиг.41 показан вид, представляющий идентифицированные области A35-A37 в соответствии с вариантом воплощения настоящего изобретения,
на фиг.42 показан вид, представляющий углы закручивания идентифицированных областей A35-A37 (все точки интегрирования) в соответствии с вариантом воплощения настоящего изобретения,
на фиг.43 показан вид, представляющий углы закручивания идентифицированных областей A35-A37 (самые передние и самые задние точки интегрирования в направлении толщины листа) в соответствии с вариантом воплощения настоящего изобретения,
на фиг.44 показан вид в перспективе и вид в поперечном сечении, представляющий пример заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.45 показан вид в перспективе, представляющий пример разделения на области заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.46 показан вид в перспективе и вид в поперечном сечении, представляющие положение поперечного сечения и отмеченную точку на заготовке в соответствии с вариантом воплощения настоящего изобретения,
на фиг.47 показан вид в перспективе, представляющий пример, представляющий в виде контурной схемы значение упругого возврата в каждой области заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.48 показан вид в перспективе, представляющий пример, представляющий контурную схему степени влияния упругого возврата в каждой области заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.49 показан вид в перспективе и вид в поперечном сечении, представляющий пример заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.50 показан вид, представляющий положения поперечного сечения и угла закручивания части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения,
на фиг.51 показан вид, представляющий распределение напряжений после упругого возврата заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.52 показан вид, представляющий область, выбранную на основе распределения напряжения после упругого возврата, в соответствии заготовки с вариантом воплощения настоящего изобретения,
на фиг.53 показан вид для сравнения значения упругого возврата в случае, когда не выполняют обработку и значения упругого возврата в случае выполнения обработки, в соответствии с вариантом воплощения настоящего изобретения,
на фиг.54 показаны виды, представляющие положение поперечного сечения и количественные значения упругости фланца части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения,
на фиг.55 показаны виды, представляющие распределение напряжений перед и после упругого возврата заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.56 показаны виды, представляющие распространение разности напряжений перед и после упругого возврата заготовки и области, выбранные на основе разности напряжения, в соответствии с вариантом воплощения настоящего изобретения,
на фиг.57 показан вид для сравнения значения упругого возврата в случае, когда не выполняют обработку, и значения упругого возврата в случае выполнения обработки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.58 показан вид в перспективе и вид в поперечном разрезе, представляющие пример заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.59 показаны виды в перспективе, представляющие положения поперечного сечения и угла закручивания заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.60 показаны виды, представляющие распределение количественных значений состояния после формования с помощью пресса первой и второй заготовок в соответствии с вариантом воплощения настоящего изобретения,
на фиг.61 показан вид, представляющий различия количественных состояний после формования с помощью пресса первой и второй заготовок в соответствии с вариантом воплощения настоящего изобретения,
на фиг.62 показан вид, представляющий выбор области на основе разности количественных показателей состояния в соответствии с вариантом воплощения настоящего изобретения,
на фиг.63 показан вид для сравнения значения упругого возврата в случае, когда не выполняют обработку, и значения упругого возврата в случае, когда выполняют обработку в соответствии с вариантом воплощения настоящего изобретения,
на фиг.64 показаны вид, представляющие часть поперечного сечения в форме шляпы, охваченную анализом упругого возврата,
на фиг.65 показан вид, представляющий таблицу данных распределения полоски и напряжений, замененных в соответствии с вариантом воплощения настоящего изобретения,
на фиг.66 показан вид, представляющий разделение заготовки на области в соответствии с вариантом воплощения настоящего изобретения,
на фиг.67 показан вид компоновки формы и напряжения во всех обозначенных областях заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.68 показаны виды, определяющие положения поперечного сечения и величины закручивания в соответствии с вариантом воплощения настоящего изобретения,
на фиг.69 показан вид компоновки полоски и области в обозначенной области заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.70 показан вид компоновки полоски и области в обозначенной области заготовки в соответствии с вариантом воплощения настоящего изобретения,
на фиг.71 показан вид компоновки одной полоски с наименьшим значением упругого возврата и т.д. в соответствии с вариантом воплощения настоящего изобретения,
на фиг.72 показан вид компоновки второй полоски в компоновке с одной полоской с наименьшим значением упругого возврата и т.д. в соответствии с вариантом воплощения настоящего изобретения,
на фиг.73 показан вид компоновки второй полоски в компоновке с одной полоской с наименьшим значением упругого возврата и т.д. в соответствии с вариантом воплощения настоящего изобретения,
на фиг.74 показан вид компоновки n полосок и т.д. в обозначенной области заготовки в соответствии с вариантом воплощения настоящего изобретения, и
на фиг.75 показан вид компоновки фактических полосок в обозначенной области заготовки в соответствии с вариантом воплощения настоящего изобретения.
Подробное описание изобретения
На фиг.3 показана блок-схема устройства для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения.
Устройство 10А для идентификации местоположения причины возникновения упругого возврата имеет анализатор 11 формования с помощью пресса, анализатор 12 упругого возврата, процессор 14 значения физического свойства/количественного значения физического свойства, модуль 16 сохранения файла, модуль 18 ввода условий формирования и экран 19 вывода значения упругого возврата.
Модуль 18 ввода условия формования представляет собой входной модуль, предназначенный для ввода данных для анализа с помощью поясняемого ниже анализатора 11 формования с помощью пресса и анализатора 12 упругого возврата, таких как данные формы (толщина листа, длина, ширина, кривизна, деформация и т.д.) и свойств (прочность, удлинение или других свойств и толщины листа, или других форм) стального листа, формы инструмента (формы матрицы (инструмент) и формы пуансона, степени изгиба, диаметр, зазоры, условия смазки), условия для работы пресса (сила удержания заготовки, нагрузка подушки, напряженность полоски, давление пресса, температура) и другие условия формования. Кроме того, возможно отдельно устанавливать область данных при анализе формования, область данных в процессоре 14 значения физического свойства/количественного значения физического свойства, разделенной области при отображении на экране 19 вывода значения упругого возврата и т.д.
Анализатор 11 формования с помощью пресса принимает в качестве исходной информации условия формования, вводимые с помощью модуля 18 условий формования, и использует метод упругопластических конечных элементов, метод жесткопластических конечных элементов, метод конечных элементов с одним этапом, метод граничного элемента, элементарный анализ или тому подобное для выполнения численного анализа, для поиска значений напряжения, деформации, толщины листа и т.д. заготовки, формуемой с помощью пресса, то есть стального листа и т.д. Анализатор 11 формования с помощью пресса выводит результаты численного анализа в форме толщины листа заготовки, значения компонентов напряжения, значения компонентов деформации и других переменных и распределения переменных. Выходные данные выводят, например, в виде файла "Р org.k" в анализатор 12 упругого возврата и в поясняющийся ниже процессор 14 значения физического свойства/количественного значения физического свойства, и в модуль 16 сохранения файла.
В численном анализе, выполняемом с помощью данного анализатора 11 формования с помощью пресса, используется метод конечных элементов (например, существующее программное средство РАМ-STAMP, LS-DYNA, Autoform, OPTRIS, ITAS-3D, ASU/P-FORM, ABAQUS, ANSYS, MARC, HYSTAMP, Hyperform, SIMEX, Fastform3D, Quikstamp) для анализа формы на основе данных формы продукта, для формования с помощью пресса (толщина листа, длина, ширина, кривизна, деформация и т.д.) и свойств используемой металлической пластины (прочность, удлинение и другие свойства, и толщины листа и других форм) и, в случае необходимости, для установки формы инструментов (формы матрицы и пуансона, кривизны, диаметра, зазора, условий смазки), условий прессования (температура, давление) и других условий формования, для того чтобы в численном виде получить значения распределения напряжения и деформации после формования.
Кроме того, анализатор 11 формования с помощью пресса может отображать в виде контурной схемы распределение напряжений, кривизну и другие результаты анализа, полученные с применением метода конечных элементов, используя программное обеспечение последующей обработки на экране 19 вывода значения упругого возврата.
Анализатор 12 упругого возврата использует файл "Р org.k" выходных данных анализатора 11 формования с помощью пресса и выводит файл "Р rem.casen.k" данных последнего, описанного выше процессора 14 значения физического свойства/количественного значения физического свойства в качестве входных данных для анализа упругого возврата. "Анализ упругого возврата" содержит расчет обработки разгрузки на основе результатов вывода анализатора 11 формования с помощью пресса, то есть, толщины листа, значения компонента напряжения, значения компонента деформации и других переменных для заготовки и распределение переменных, используя метод упругих конечных элементов, упругопластической метод конечных элементов, метод конечных элементов с одним этапом, элементарный анализ и т.д., и численный анализ величины деформации, возникающей в заготовке, то есть, значение упругого возврата. Значение упругого возврата получают путем разделения заготовки с помощью первого метода конечных элементов и т.д., и рассчитывают его для каждого элемента координат трехмерных данных. Следует отметить, что величина деформации, возникшей в заготовке, то есть, величина упругого возврата, представляет собой величину деформации в любой точке этой заготовки, величину деформации в точке максимального смещения или в точке минимального смещения в обозначенной области заготовки, угол, сформированный любыми плоскостями или линиями на заготовке, кривизну, сформированную любой плоскостью или линией на заготовке, и т.д.
Анализатор 12 упругого возврата использует метод конечных элементов (например, существующее программное средство РАМ-STAMP, LS-DYNA, Autoform, OPTRIS, ITAS-3D, ASU/P-FORM, ABAQUS, ANSYS,. MARC, HYSTAMP), вводит распределение напряжения, описанное в файле "Р org.k", полученном анализатором 11 формования прессованием, и запускает анализ упругого возврата. Расчет упругого возврата в программном обеспечении, например, выполняют по содержанию вместе с основным уравнением конечной упругопластической деформации или с помощью технологии дискретизации, описанной в публикации "Nonlinear Finite Element Method" (Corona, December 20, 1994), стр.71-127. Однако упругий возврат может быть рассчитан либо с помощью упругого анализа, или с помощью упругопластического анализа.
Выходные данные результатов анализа упругого возврата анализатора 12 упругого возврата, включающие в себя значения упругого возврата, деформацию и другие формы, свойства, напряжение и т.д. во время упругого возврата, выводят на экран 19 вывода значения упругого возврата и выводят как файл выходных данных "SB org.k" по результату численного анализа, выполненного в отношении файла "Р org.k" входных данных или файла выходных данных "SB rem.casen.k" результата численного анализа по "Р rem.casen.k" в анализатор 12 упругого возврата и последний описанный выше процессор 14 значения физического свойства/количественного значения физического свойства и в модуль 16 сохранения файла.
Процессор 14 значения физического свойства/количественного значения физического свойства принимает в качестве входных данных выходные данные файла "Р org.k" анализатора 11 формования с помощью пресса и выводит файл "SB org.k" данных или "SB rem.casen.k" результат численного анализа, выполненного с помощью анализатора 12 упругого возврата, обрабатывает их и выводит как результат "Р rem.casen.k" в анализатор 12 упругого возврата. Следует отметить, что упомянутая здесь "обработка" означает умножение, по меньшей мере, одной из упомянутых переменных на коэффициент, установление фиксированного значения, включающего в себя ноль, выполнение четырех арифметических операций, выполнение расчета на основе функций и замену значения любыми не фиксированными значениями. Процессор 14 значения физического свойства/количественного значения физического свойства может использовать эту обработку для определения переменных и идентифицированных мест положения, которые позволяют уменьшить значения упругого возврата.
Процессор 14 значения физического свойства/количественного значения физического свойства, когда он получает данные по одной или больше заготовкам, то есть продукта, сформованного с помощью пресса, из входных данных, должен выполнить обработку для разделения данных продукта, сформованного с помощью пресса, на множество областей, для того чтобы определить идентифицированное местоположение продукта, сформованного с помощью пресса. Один из таких способов разделения на области представляет собой разделение заготовки на области равных размеров.
Равные размеры, предпочтительно, учитывают меры, предпринимаемые против идентифицированного местоположения. Таким образом, даже если будет определено идентифицированное местоположение, если область настолько мала, что эффективные меры невозможно предпринять против этого идентифицированного местоположения, иногда результаты анализа невозможно эффективно использовать. Например, если мера против идентифицированного местоположения представляет собой добавление полоски размером 20 мм × 100 мм, может быть упомянута разделенная область в виде квадрата 20 миллиметров.
В качестве одного из способов определения разделенных областей формированного изделия также предложен способ определения разделенных областей на основе кривизны или элементов.
Анализатор 11 формирования с помощью прессования может использовать численный анализ для получения значений координат узлов в качестве геометрической информации заготовки после анализа формования и может объективно рассчитывать кривизну элементов и углов между элементами. В случае части, формуемой с помощью пресса, рабочая заготовка после деформации имеет чрезвычайно большую кривизну на линиях изгиба, такую как кромка R штампа или кромка R матрицы в вертикальном направлении от линии изгиба по сравнению с другими местами.
Здесь, при расчете максимальной кривизны каждого элемента и отображении элементов заготовки с кривизной, превышающей определенное пороговое значение, становится возможным определять и разделять другие места, кроме кромки R штампа или кромки R матрицы (перемычка, вертикальные стенки, фланцы), как несоединенные отдельные области.
На фиг.4 - 8 показан пример обработки от анализа формования с помощью пресса до обработки.
На фиг.4 показан результат анализа формования с помощью пресса. Распределение напряжений представлено как контурная схема. Определили, что уровень напряжения (абсолютное значение) боковой стенки на стороне перехода уровня велик. Элементы и кривизна результатов анализа формования с помощью пресса показаны на фиг.5. Модули отображения от белого цвета до серого представляют места с большой кривизной. Элементы с большой кривизной представлены белым на фиг.6. Поскольку кривизна становится чрезвычайно большой в местах перехода уровня, если отобразить белыми элементы на вертикальных стенках с кривизной, превышающей пороговое значение, становится возможным разделение на множество областей по линиям изгиба с переходом уровня. В результате выделения или выбора отдельных областей можно выбрать области на основе характеризующих форм. На фиг.6 можно видеть разделение на боковую стенку с переходами уровня, имеющими три поверхности, перемычку, вертикальную стенку без перехода уровня (не видна чертеже) и фланцы на двух сторонах. Помимо областей, разделенных на фиг.6, области, определенные для обработки как области высокого напряжения, на основе данных формования (распределение напряжений), показанных на фиг.4, представляют собой области А105-А107, показанные на фиг.7. В процессе определения определяют, следует ли выполнить последнюю упомянутую обработку по областям, разделенным кривизной и/или углом, на основе данных формования. Например, это определяют по уровню напряжения после анализа формования с помощью пресса в каждой разделенной области.
Состояние обработки всех элементов областей А105-А107 для уменьшения напряжения до нуля показано на фиг.8.
Здесь использовали максимальную кривизну элементов, но возможно аналогично разделить часть на области, используя угол между элементами.
Кроме того, если рассматривать элемент с поперечным сечением в форме шляпы без перехода уровня, в качестве разделенных областей можно выбрать перемычку, вертикальные стенки на двух сторонах и фланцы на двух сторонах. Кроме того, когда выбранная область не является плоской поверхностью, возможно повторить аналогичную методику для выбора большего количества характеризующих областей.
Таким образом, процессор 14 значения физического свойства/количественного значения физического свойства может определять разделенные области на основе кривизны или элементов по результатам анализа анализатора 11 формования с помощью пресса.
Анализатор 12 упругого возврата использует метод конечных элементов (например, существующее программное средство РАМ-STAMP, LS-DYNA, Autoform, OPTRIS, ITAS-3D, ASU/P-FORM, ABAQUS, ANSYS, MARC, HYSTAMP) вводит распределение напряжений, описанное в "Р org.k", полученном с помощью анализатора 11 формования с помощью пресса, и начинает анализ упругого возврата. Расчет упругого возврата с помощью программных средств выполняют, например, по содержанию вместе с основным уравнением конечной упругопластической деформации или методики дискретизации. Однако упругий возврат может быть рассчитан либо на основе анализа упругости, или на основе упругопластического анализа.
Кроме того, анализатор 12 упругого возврата может отображать результаты анализа упругого возврата с использованием метода конечных элементов, используя программное обеспечение последующей обработки на экране 19 вывода значения упругого возврата с использованием контурной схемы. Кроме того, процессор 14 значения физического свойства/количественного значения физического свойства может нормализовать значение упругого возврата путем его деления на площадь разделенной обрасти и на репрезентативную длину, репрезентативную ширину, репрезентативную высоту, репрезентативную толщину листа, предел прочности при разрыв и т.д. части, сформованной с помощью пресса, для того чтобы сделать степень влияния разделенных переменных и упругого возврата простым для понимания, и выводит данные. Выходные данные можно использовать в программном средстве последующей обработки для отображения в виде контурной схемы. Благодаря такой нормализации можно легко визуально представить взаимную связь между значением физического свойства/количественным значением физического свойства и значением упругого возврата заготовки.
Кроме того, процессор 14 значения физического свойства/количественного значения физического свойства может разделять величину упругого возврата по скорости пуансона или по силе удержания заготовки, или по другим условиям формования с помощью пресса, для определения нормализованных значений и может использовать программное средство последующей обработки для отображения в виде контурной схемы, чтобы обеспечить простое визуальное определение взаимозависимости между условиями формирования с помощью пресса и значением упругого возврата. Такая нормализация значения упругого возврата и отображения с помощью контурной схемы его цифровых значений может экономно и эффективно сократить идентификацию местоположения причины возникновения упругого возврата и может экономно и эффективно сократить время для изучения способа формирования формуемого продукта.
Модуль 16 сохранения файла представляет собой модуль сохранения, предназначенный для сохранения выходных результатов анализатора 11 формования с помощью пресса, анализатора 12 упругого возврата и поясняющегося ниже процессора 14 значения физического свойства/количественного значения физического свойства, то есть файла данных "Р org.k", "SB org.k", "Р rem.casen.k", "SB rem.casen.k", "P trim.casen. k" и т.д. Однако, когда эти файлы данных и т.д. непосредственно вводят/выводят в анализатор 11 формования с помощью пресса, анализатор 12 упругого возврата и процессор 14 значения физического свойства/количественного значения физического свойства, такой модуль 16 сохранения не обязательно требуется.
Процессор 14 значения физического свойства/количественного значения физического свойства выбирает часть областей файла "Р org.k" выходных данных с помощью анализатора 11 формования с помощью пресса и обрабатывает, по меньшей мере, одну переменную из толщины листа, модуля упругости, модуля пластичности, значений компонентов напряжения и значений компонентов деформации этой части областей. Кроме того, он генерирует выходной файл "Р rem.easel.k" данных после обработки и выводит его в анализатор 12 упругого возврата. Этот файл данных может быть многократно передан и принят, и его последовательно сохраняют в модуле 16 сохранения файла. Кроме того, возможно передавать данные не в форме файла, а в форме входных/выходных данных исполнительного процесса или потока обработки.
Идентифицированные данные местоположения или области для определения причины упругого возврата, используемого в методе конечных элементов, могут быть сделаны одним или больше элементами в методе конечных элементов тонкой областью, состоящей из множества элементов, набором непрерывных элементов или другими секциями модуля расчета, частью точек для расчета напряжения или деформации в модулях расчета в технологии численного интегрирования с использованием метода конечных элементов, то есть точек интегрирования (включающих в себя как часть точек в направлении толщины листа, так и часть точек в плоскости) и т.д. "Один или больше элементов" означают модули разделения на области в методе конечных элементов, т.е. элементы, в то время как "секция модуля расчета" означает одну или непрерывный набор тонких областей, формирующих модули расчета в анализе элементов. Кроме того, "точки интегрирования" обычно означают точки аппроксимированного интегрирования в методе конечных элементов. "Часть точек интегрирования" означает часть точек для расчета напряжения или деформации в модулях расчета методики численного интегрирования с использованием метода конечных элементов и включает в себя как часть точек в направлении толщины листа, так и часть точек в плоскости.
Кроме того, "по меньшей мере, одна переменная среди толщины листа, модуля упругости, модуля пластичности, значений компонентов напряжения и значений компонентов деформации" означает, по меньшей мере, один из, в сумме, 18 факторов, таких как толщина листа, модуль упругости (модуль Юнга, коэффициент Пуассона), модуль пластичности (напряжение пластической текучести, модуль пластичности, показатель механического упрочения), напряжение или деформацию в направлении х, y и z (в сумме 3 компонента), при использовании трехмерной системы координат (х, y, z) для анализа, и напряжения при сдвиге или деформации сдвига в плоскости xy, yz и zx (3 компонента в каждой) части заготовки.
На фиг.9 показан вид, представляющий систему координат, используемую в методе конечных элементов, в позиции (а) показана система координат в трех измерениях в целом, в то время как в позиции (b) показана локальная система координат.
В это время, как показано на фиг.9 (а), в дополнение к значениям компонентов по осям координат (х, y, z), например, как показано на фиг.9(b), также включены, в сумме, 12 компонентов напряжения, деформации, напряжения при сдвиге и деформации сдвига в локальной системе координат (x1, х2, х3), рассматривая плоскость элемента 31 как плоскость xy. Кроме того, переменные, полученные в результате использования соответствующего напряжения, соответствующей пластической деформации, энергии упругой деформации (работы упругих сил), энергии пластической деформации (работа пластических деформаций) и другие компоненты напряжения или компоненты деформации и значения компонентов, рассчитанные в форме увеличения напряжения или увеличения деформации, или другого увеличения значения компонентов, также включены.
В общем, анализ по методу конечных элементов, при анализе листа стали, значения физического свойства/количественного значения физического свойства листа стали разделяют на квадратные конечные элементы размером от 2 мм до 4 мм. Однако единица деления элементов составлена с такой длиной, в соответствии с которой значение физического свойства/количественное значение физического свойства становится приблизительно фиксированным, так что оно не обязательно ограничено квадратами от 2 мм до 4 мм. Таким образом, местоположение со значительным остаточным напряжением иногда требуется разделить на дополнительные, меньшего размера конечные элементы. Кроме того, эти элементы определены плоскостями трехмерных координат, в то время как углы или кривизна поверхностей конечных элементов определены путем сравнения с другими поверхностями.
Таким образом, для идентификации местоположения причины возникновения упругого возврата становится возможным разделить элемент на области, на основе угла или кривизны, и обработать части с высокими уровнями остаточного напряжения, для того чтобы значительно уменьшить объем расчетов и, таким образом, обеспечить возможность более быстрой идентификации местоположения причины возникновения упругого возврата.
В качестве примера обработки поясняется способ умножения значений компонента σх на коэффициент.
При определении компонентов напряжения, перед обработкой точек интегрирования выбранной области как (σх0, σyx, σz0, τxy0, τyz0, τzx0), и компонентов деформации как (∈х0, ∈y0, ∈z0, γxy0, τyz0, τzx0), компоненты напряжения (σх, σy, σz, τxy, τyz,τzx) и компоненты деформации (∈х, ∈y, ∈z, γxy, γyz, γzx) после обработки становятся следующими:
σx=Kxσx0, σy=σy0, σz=σz0; τyx=τxy, τyz=τyZ0, τzx=τzx0
∈x=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=γzx0
Здесь обработку выполняют путем изменения К в диапазоне от -1000 до 1000. Обычно толщину листа задают равной определенному значению перед обработкой, в то время как модуль упругости и модуль пластичности задают как значения, вводимые модулем 18 ввода условий формования. Для иллюстрации К представлено только для σх, но аналогично может изменяться также для других компонентов.
Кроме того, также возможно включить в обработку свойства материала (толщину листа, модуль упругости и модуль пластичности). Например, процессор 14 значения физического свойства/количественного значения физического свойства выбирает части областей заготовки, полученные из анализатора 11 формирования с помощью пресса, и умножает, например, модуль Юнга выбранной области на коэффициент при обработке. В этом случае, если обозначить толщину листа как t0, Модуль Юнга как Е0, коэффициент Пуассона как ν0 модуль пластичности как F0, а0, n0 (в случае σ=F0(∈+а0)n0) перед обработкой выбранной области, толщина листа t, Модуль Юнга Е, Коэффициен Пуассона ν, модуль пластичности F, а и n (в случае σ=F(∈+а)n) после обработки становятся следующими:
t=t0, Е=КхЕ0, ν=ν0, F=F0, а=а0, n=n0
Здесь К может изменяться в диапазоне от -1000 до 1000. Для иллюстрации К представлено только для Е, но оно может аналогично изменяться также для других свойств материала.
Кроме того, процессор 14 значения физического свойства/количественного значения физического свойства может выбирать и обрабатывать область путем изменения файла, выводящего переменную состояния, полученную из анализатора 11 формирования с помощью пресса, путем непосредственного редактирования. Например, также возможно отображать содержание файла с использованием Workpad® или другого программного обеспечения, имеющего функцию редактирования текста, непосредственно перезаписывать значение компонента области, требуемой для обработки, путем выполнения операции модуля 18 ввода условия формования, и изменять значения компонента, используя операции "вырезать" и "вставить".
С этой целью можно выполнить количественную оценку вида влияния обрабатываемой переменной (компонента) выбранной области на упругий возврат.
Например, когда анализатор 12 упругого возврата отображает распределение смещения узлов конечных элементов по контурной схеме или когда он отображает поперечное сечение формы, схемы результатов для каждой из обработанных переменных (компонентов) выбранной области можно выстроить и сравнить на экране 19 вывода значения упругого возврата или вывести в не показанный принтер и сравнить. Кроме того, при подтверждении значений (X, Y, Z) координат узла любого обозначенного положения с помощью программного средства или вывода файла, возможно сравнить цифровые значения для каждой обработанной переменной (компонента) выбранной области или использовать программное обеспечение электронной таблицы и т.д. для построения графика и сравнения.
Контурную схему, отображаемую на экране 19 вывода значения упругого возврата, получают путем повторения обработки значения физического свойства/количественного значения физического свойства с помощью процессора 14 значения физического свойства/количественного значения физического свойства и расчета значения упругого возврата с помощью анализатора 12 упругого возврата и точной идентификация местоположения или переменной, вызывающей упругий возврат.
Кроме того, путем изменения идентифицированной области процессора 14 значения физического свойства/количественного значения физического свойства по выбору или путем умножения значения компонента выбранной области на коэффициент, не только σх, но также и σy, τxy, или другое значение компонента, по мере обработки, затем, обеспечивая выполнение анализатором 12 упругого возврата анализа упругого возврата и при отображении на выходном экране 18 значения упругого возврата, местоположение или переменной, вызывающей упругий возврат, и путем сравнения величины изменения смещения из-за упругого возврата становится возможным точно идентифицировать местоположение или переменную, вызывающую упругий возврат.
Кроме того, при выборе с помощью процессора 14 значения физического свойства/количественного значения физического свойства множества областей в части заготовки, при одновременном выполнении обработки по выбранным областям, возможно уменьшить работу, связанную с анализом, требуемую для идентификации причины.
На фиг.10 показан вид в перспективе, представляющий пример выбора области части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения.
Например, когда заготовка, полученная с помощью анализатора 11а формования прессованием, представляет собой часть поперечного сечения в форме шляпы, как показано на фиг.5, процессор 14 значения физического свойства/количественного значения физического свойства одновременно выбирает множество областей А1 и А2 с напряжением после формования большим, чем заданное значение, как показано на фиг.10, обрабатывает выбранные области А1 и А2 путем умножения их на коэффициент σх и обеспечивает использование анализатором 12 упругого возврата результатов обработки для анализа упругого возврата.
По результатам анализа упругого возврата становится возможным исследовать величину изменения смещения из-за упругого возврата и оценить, насколько значение компонента напряжения σх, приложенного к областям A1, А2, влияет на упругий возврат, с использованием простой обработки, без обработки для каждой стороны.
Кроме того, путем повторного разделения областей, значение упругого возврата в которых изменяется в наибольшей степени после выполнения анализа упругого возврата с помощью анализатора 12 упругого возврата, определяют до тех пор, пока размер повторно разделенных областей не станет равным заданному значению или меньше, обрабатывают повторно разделенные области в процессоре 14 значения физического свойства/количественного значения физического свойства и обеспечивают повторное выполнение анализатором 12 упругого возврата анализа упругого возврата, при этом возможно идентифицировать область, где значение упругого возврата изменяется в наибольшей степени, как причину возникновения упругого возврата, и эффективно идентифицировать эту причину. Следует отметить, что процессор 14 значения физического свойства/количественного значения физического свойства может рассчитывать схождение путем изменения значения физического свойства и количественного значения физического свойства как операционные переменные таким образом, что величина изменения упругого возврата попадает в пределы допустимого значения, и одновременно рассчитывать степень схождения путем изменения разделенных областей идентифицированной области как операционную переменную.
Кроме того, когда анализатор 11 формирования с помощью пресса, например, выполняет анализ формования с использованием метода конечных элементов и численным способом получает распределение значений напряжения и деформации после формования, процессор 14 значения физического свойства/количественного значения физического свойства может выбрать один или больше элементов и использовать их как области для обработки при выборе областей. Метод конечных элементов, аналитическая технология для решения проблемы места, отличается обработкой непрерывного объекта, разделенного на конечные элементы. Эти элементы соединены в конечном количестве узлов, расположенных на сторонах. Смещенные участки в элементах однозначно определяют по функции формы, определенной для индивидуальных элементов, и по смещению узлов. Например, возможно отобразить распределение компонентов σх напряжения, полученных анализатором 11 формования с помощью пресса, и использовать элемент с наибольшим значением σх как выбранную область или использовать группу элементов с наибольшим значением σх и элементы, прилегающие к этому элементу, как выбранные области.
Кроме того, когда анализатор 11 формования с помощью пресса, например, выполняет анализ формования, с использованием технологии элементарного анализа и численным способом получает распределение значений напряжения и деформации после формования, процессор 14 значения физического свойства/количественного значения физического свойства может выбирать одну или больше секций модуля расчета и использовать их как области для обработки при выборе областей.
Кроме того, когда анализатор 11 формования с помощью пресса, например, выполняет следующий анализ, используя метод конечных элементов, и численным способом получает распределение значений напряжения и деформации после формования, процессор 14 значения физического свойства/количественного значения физического свойства может выбрать одну или больше точек интегрирования и использовать их как области для обработки при выборе областей. Например, при анализе конечных элементов, выполняемом анализатором 11 формования с помощью пресса, заготовку анализируют по элементам оболочки, имеющей пять точек интегрирования в направлении толщины листа (от задней поверхности к передней поверхности пластины 1, 2, 3, 4 и 5). Процессор 14 значения физического свойства/количественного значения физического свойства должен использовать только точку 1 интегрирования, расположенную ближе всего к задней поверхности пластины выбранного элемента, и 5 расположенных дальше всего от задней поверхности пластины как области для обработки. В связи с этим возможно изолировать и оценить влияние деформации изгиба, полученной во время контакта с и деформации, заданной частью инструмента, имеющей изгиб.
На фиг.11 показана блок-схема последовательности операций обработки для идентификации причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения.
На этапе S101 модуль 18 ввода условий формования принимает в качестве входной информации следующие условия формования. Затем процедура переходит на этап S102.
На этапе S102 анализатор 11 формования с помощью пресса выполняет численный анализ заготовки, определенной по следующим условиям формования, и рассчитывает распределение значений напряжения и деформации после формования продукта, формуемого с помощью пресса. Затем процедура переходит на этап S103.
На этапе S103 процессор 14 значения физического свойства/количественного значения физического свойства определяет идентифицированное местоположение, которое становится преобразованной областью. По такому идентифицированному местоположению рассчитывают кривизну и/или угол для части, формуемой с помощью пресса, разделяют формованное изделие на области на основе упомянутой кривизны и/или угла, определяют разделенные области на основе данных формования, и определяют области для упомянутой ниже обработки. Затем процедура переходит на этап S104.
На этапе S104 выполняют описанную выше обработку для преобразования, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства в части областей, определенных для обработки на этапе в S103. Затем процедура переходит на этап S105.
На этапе S105 рассчитывают значение упругого возврата на основе преобразованного значения физического свойства и количественного значения физического свойства заготовки во время формования с помощью пресса. Затем процедура переходит на этап S106. Одновременно, на этапе S107, результаты значения упругого возврата отображают на экране в виде контурной схемы и т.д.
На этапе S106 определяют, находится ли допустимое значение упругого возврата в пределах допустимого значения. Если оно находится в пределах допустимого значения, обработка заканчивается. Если оно находится вне пределов допустимого значения, процедура переходит на этап S108. Следует отметить, что этап S106 и этап S108 также могут быть выполнены работником - человеком вручную путем обозначения идентифицированного местоположения при просмотре величины изменения упругого возврата.
На этапе S108 изменяют идентифицированное местоположение и значения физического свойства/количественные значения физического свойства заготовки. Здесь возможно изменить только идентифицированное местоположение, возможно, изменить только значение физического свойства/количественное значение физического свойства и возможно одновременно изменить оба эти параметра. Кроме того, процедура возвращается на этап S105. Обработка, выполняемая на этапе S105, этапе S106 и этапе S108 может быть выполнена путем расчета схождения таким образом, чтобы величина изменения упругого возврата оставалась в пределах допустимого значения, и обработку повторяют до тех пор, пока она не станет равной пороговому значению или меньше.
Следует отметить, что при ограничении количества повторений этой обработки и при превышении ограниченного количества повторений обработка может быть закончена. В этом случае файл выходных данных "SB rem.casen.k" анализатора 12 упругого возврата, сохраненный в модуле 16 сохранения файла, анализирует работник - человек. Работник человек может просматривать экран 19 вывода значения упругого возврата и выполнять поиск оптимального идентифицированного местоположения.
На фиг.12 показана блок-схема последовательности операций обработки идентификации местоположения причины упругого возврата в соответствии с вариантом воплощения настоящего изобретения.
На этапе S201 входной модуль 18 условий формования принимает как входную информацию первые условия формования. Затем процедура переходит на этап S202.
На этапе S202 анализатор 11 формования прессованием выполняет численный анализ части, формуемой с помощью пресса, определенной в соответствии с первыми условиями формирования, и рассчитывает распределение значений напряжения и деформации после формирования продукта с использованием формования с помощью пресса. Кроме того, анализатор 11 формования с помощью пресса выполняет численный анализ заготовки, определенной вторыми условиями формирования, измененными в, по меньшей мере, одних из упомянутых первых условий формирования, и рассчитывает распределение значений напряжения и деформации продукта, формируемого с помощью пресса, после формования (значение физического свойства и количественное значение физического свойства). Затем процедура переходит на этап S203.
На этапе S203 процессор 14 значения физического свойства/количественного значения физического свойства определяет идентифицированное местоположение, которое становится преобразованной областью. Такое идентифицированное местоположение определяют путем расчета разности значения физического свойства и количественного значения физического свойства для каждой области части, формуемой с помощью пресса, рассчитанных в соответствии с первыми условиями формования, и значения физического свойства и количественного значения физического свойства для каждой области части, формуемой с помощью пресса, рассчитанные в соответствии со вторыми условиями формования, и определяет, превышает ли значение разности заданное значение.
Когда имеется значение разности, большее, чем заданное значение, область, имеющая это значение разности, определяют как идентифицированное местоположение, и процедура переходит на этап S204.
На этапе S204 обработку выполняют для преобразования, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства в области, определенной на этапе S203. Затем процедура переходит на этап S205.
На этапе S205 значение упругого возврата рассчитывают на основе обработанного значения физического свойства и количественного значения физического свойства. Затем процедура переходит на этап S206. Одновременно, на этапе S207, результаты значения упругого возврата отображают на экране с использованием контурной схемы и т.д.
На этапе S206 определяют, находится ли допустимое значение упругого возврата в пределах допустимого значения. Если оно находится в пределах допустимого значения, обработка заканчивается. Если оно превышает допустимое значение, процедура переходит на этап S208.
На этапе S208, при изменении условия, которое делает вторые условия формования, отличающимися от первых условий формования, на этапе S202, процедура возвращается на этап S202, при изменении значения физического свойства/количественного значения физического свойства для определения идентифицированного местоположения или заданного значения, для определения на этапе 203, процедура возвращается на этап S203, и при изменении обработки этапа S204 процедура возвращается на этап S204. Следует отметить, что этап S208 также может быть выполнен работником-человеком, который выполняет определение на основе просмотра результатов с выводом на экран и т.д. Обработка на этапах S202-S208 может быть выполнена путем расчета схождения, которая обеспечивает попадание величины изменения упругого возврата в пределы допустимого значения, и она повторяется до тех пор, пока величина не попадет в пределы допустимого значения упругого возврата.
Следует отметить, что при ограничении количества повторений такой обработки и в случае превышения этого ограниченного количества повторений обработка может быть закончена. В этом случае работник-человек анализирует выходной файл данных "SB rem.casen.k" анализатора 12 упругого возврата, сохраненный в модуле 16 сохранения файла. Работник-человек может просматривать экран 19 вывода значения упругого возврата и может выполнять поиск оптимального идентифицированного местоположения.
На фиг.13 показана блок-схема последовательности операций обработки для идентификации местоположения причины упругого возврата в соответствии с вариантом воплощения настоящего изобретения.
На этапе S301 модуль 18 ввода условий формования принимает в качестве входной информации условия формования. Затем процедура переходит на этап S302.
На этапе S302 анализатор 11 формования с помощью пресса выполняет численный анализ заготовки, определенной условиями формования, для расчета значения физического свойства и количественного значения физического свойства после формования продукта, формуемого с помощью пресса. Затем процедура переходит на этап S303.
На этапе S303 анализатор 12 упругого возврата анализирует заготовку, формуемую с помощью пресса, для расчета первого значения упругого возврата. Затем процедура переходит на этап S304.
На этапе S304 определяют, существует ли область, в которой, по меньшей мере, одно из значений физического свойства и количественного значения физического свойства после упругого возврата продукта, сформованного с помощью пресса, больше, чем заданное значение. Если имеется такая область, определяют эту область как идентифицированную область. В качестве альтернативы определяют, существует ли область, где разность значения физического свойства и количественного значения физического свойства до и после упругого возврата больше, чем заданное значение. Если имеется такая область, определяют эту область как идентифицированную область. Затем процедура переходит на этап S305.
На этапе S305 обрабатывают, по меньшей мере, одни из данных значений физического свойства и количественного значения физического свойства определенного идентифицированного местоположения. Затем процедура переходит на этап S306.
На этапе S306 рассчитывают второе значение упругого возврата на основе обработанных данных значения физического свойства и количественного значения физического свойства идентифицированного местоположения. Затем процедура переходит на этап S307. Одновременно на этапе S308 результат первого или второго значения упругого возврата отображают на экране с использованием контурной схемы и т.д.
На этапе S307 определяют, находится ли второе значение упругого возврата в пределах допустимого значения. Если оно находится в пределах допустимого значения, обработка заканчивается. Если оно находится за пределами допустимого значения, процедура переходит на этап S309.
На этапе S309 изменяют переменное значение физического свойства и количественное значение физического свойства или обработку для определения идентифицированного местоположения. При изменении способа определения идентифицированного местоположения переменные значения физического свойства и количественные значения физического свойства, которые должны быть определены, изменяют, и упомянутое заданное значение изменяют путем возврата на этап S304. При изменении переменных и т.д., выполняемом в ходе обработки, процедура возвращается на этап S305. Следует отметить, что этап S309 также может быть выполнен работником-человеком, который выполняет определение при просмотре вывода на экране и по другим результатам. Обработка на этапах S304-S309 может повторяться путем расчета схождения до тех пор, пока результат не будет находиться в пределах допустимого значения упругого возврата.
Следует отметить, что, когда решение о схождении не может быть получено во взаимосвязи с допустимым значением упругого возврата, также возможно ограничить количество повторений обработки и закончить обработку через ограниченное количество повторений. В этом случае также выходной файл данных "SB UVC.casen.k" анализатора 12 упругого возврата, сохраненный в модуле 16 сохранения файла, может быть изучен работником-человеком. Работник-человек может просматривать экран 19 вывода значения упругого возврата и может находить оптимальное идентифицированное местоположение.
На фиг.14 показана функциональная схема устройства для идентификации местоположения причины возникновения упругого возврата в соответствии с другим вариантом воплощения настоящего изобретения.
Устройство 10В для идентификации местоположения причины возникновения упругого возврата, показанное на фиг.14, при сравнении с устройством 10А для идентификации местоположения причины возникновения упругого возврата, показанным на фиг.3, имеет процессор 21 частичного высвобождения остаточного напряжения вместо процессора 21 значения физического свойства/количественного значения физического свойства.
Процессор 21 частичного высвобождения остаточного напряжения представляет собой процессор, предназначенный для выполнения обработки для высвобождения остаточного напряжения из местоположения, которое, как считается, представляет собой причину возникновения упругого возврата, то есть идентифицированного местоположения.
Идентифицированное местоположение таким же образом, как и выше, определяют путем расчета кривизны и/или углов для части, формуемой с помощью пресса, делят сформованное изделие на области на основе упомянутой кривизны и/или углов, определяют разделенные области на основе упомянутых данных формования и определяют область для последующей упомянутой обработки. Кроме того, области могут быть выбраны работником-человеком с использованием модуля 18 ввода условий формования (например, "мышь", клавиатура и т.д.) на основе данных формования (распределение напряжений и т.д.) и обозначения диапазона по значениям координат и т.д., при просмотре кривизны и/или углов, отображаемых на экране 19 вывода значения упругого возврата. Кроме того, также может быть установлено множество идентифицированных местоположений.
Кроме того, идентифицированное местоположение может быть определено путем расчета на основе распределения остаточного напряжения, содержащегося в файле данных "Р org.k", или на основе значения упругого возврата в файле данных "SB org.k" и "SB UVC.casen.k" и/или распределения остаточного напряжения, полученного с помощью анализатора 12 упругого возврата.
Таким образом, местоположение концентрации остаточного напряжения в нижней мертвой точке формирования с помощью пресса может быть сделано идентифицированным местоположением, местоположение концентрации остаточного напряжения во время упругого возврата может быть сделано идентифицированным местоположением или местоположение максимального значения упругого возврата может быть сделано идентифицированным местоположением.
Кроме того, процессор 21 частичного высвобождения остаточного напряжения может определять величину изменения упругого возврата в результате высвобождения остаточного напряжения без изменения значения физического свойства в данных формования формуемого изделия таким образом, что он может определять состояние формуемого продукта под давлением упругого возврата при поддержании прочности формуемого продукта.
Эти идентифицированные местоположения могут быть определены путем автоматического производства различных комбинированных случаев и расчета значения упругого возврата, когда допустимое значение упругого возврата не удовлетворяется. Обычно часть с максимальным значением упругого возврата, как правило, находится на внешнем контуре формуемого продукта, поэтому предпочтительно делать местоположение концентрации остаточного напряжения идентифицированным местоположением с приоритетом. Например, возможно определить местоположение с наибольшей концентрацией остаточного напряжения как кандидат на выбор с наибольшим приоритетом идентифицированного местоположения, часть, где, даже если остаточное напряжение не является максимальным, остаточное напряжение велико до определенной степени, и значение упругого возврата становится максимальным, как второй кандидат выбора с наивысшим приоритетом, и местоположение со вторым наибольшим значением концентрации остаточного напряжения, как третий кандидат выбора с наивысшим приоритетом для идентифицированного местоположения.
Процессор 21 частичного высвобождения остаточного напряжения принимает в качестве входных данных выходной файл "SB org.k" анализатора 12 упругого возврата, определяет идентифицированное местоположение, как пояснялось выше, и делает остаточное напряжение идентифицированного местоположения равным нулю или равным меньшему значению. Кроме того, файл данных, где изменяется остаточное напряжение такого идентифицированного местоположения, определяют как "Р trim casel.k", соответствующее идентифицированное местоположение в "Р org.k", заменяют данными "Р trim casel.k" и замененный файл обозначают как "Р UVCcasel.k".
Процессор 21 частичного высвобождения остаточного напряжения выводит "Р UVCcasel.k" в анализатор 12 упругого возврата и обеспечивает расчет анализатором 12 упругого возврата значения упругого возврата. В это время анализатор 12 упругого возврата сохраняет результаты расчета, то есть файл данных "SBUVC. Casel.k" в модуле 16 сохранения файла и отображает значение упругого возврата, показанное в файле данных, на экране 19 вывода значения упругого возврата.
Кроме того, процессор 21 частичного высвобождения остаточного напряжения сравнивает значения упругого возврата перед высвобождением остаточного напряжения в файле "SB org.k", сохраняемом в модуле 16 сохранения файла, и значения упругого возврата после первого высвобождения остаточного напряжения в файле "SBUVC.Casel.k" и определяет, было ли уменьшено значение упругого возврата и понизилось ли оно до порогового значения или меньше.
Когда значение упругого возврата находится в пределах допустимого значения, обработка заканчивается. Когда значение упругого возврата находится за пределами определенного допустимого значения для обработки, для дальнейшего уменьшения статочного напряжения местоположения остаточного напряжения процессор 21 частичного высвобождения остаточного напряжения может выполнить обработку частичного остаточного напряжения в другом идентифицированном местоположении и/или с использованием другого значения остаточного напряжения. В качестве другого идентифицированного местоположения, как пояснялось выше, можно выбрать как кандидаты местоположения концентрации остаточного напряжения в нижней мертвой точке при формовании с помощью пресса, местоположение остаточного напряжения заданного значения или больше и максимального значения упругого возврата, местоположения концентрации остаточного напряжения во время упругого возврата и т.д. Значение упругого возврата может быть автоматически рассчитано только для этих комбинаций или в других комбинациях. Файл данных координат положения и данных напряжения идентифицированного местоположения, полученного в это время, то есть "Р trim casen.k", получают для каждого из n случаев.
Процессор 21 частичного высвобождения остаточного напряжения может принимать в качестве входных данных файл "Р UVC.casen.k", полученный в соответствии с "Р trim casen.k" для каждого из множества случаев, и сохраняет рассчитанный файл "SBUVC.casen.k" упругого возврата в модуле 16 сохранения файла.
На фиг.15 показана блок-схема последовательности операций обработки для идентификации местоположения причины упругого возврата в соответствии с вариантом воплощения настоящего изобретения.
На этапе S401 модуль 18 ввода условий формования принимает в качестве входных данных условия формования. Затем процедура переходит на этап S402.
На этапе S402 анализатор 11 формования с помощью пресса выполняет численный анализ заготовки, определенной условиями формования, и рассчитывает распределение значений напряжения и деформации после формования продукта, формованного с помощью пресса. Затем процедура переходит на этап S403.
На этапе S403 анализатор 12 упругого возврата анализирует значения упругого возврата заготовки, формуемой с помощью пресса. Затем процедура переходит на этап S404.
На этапе S404 определяют идентифицированное местоположение для высвобождения остаточного напряжения. Это идентифицированное местоположение определяют путем расчета кривизны и/или углов для части, формуемой с помощью пресса, путем разделения на области формированного изделия на основе упомянутой кривизны и/или углов, и определения области для высвобождения остаточного напряжения (S405), которая поясняется ниже, путем определения на основе данных формования для каждой выделенной области. Такое определение выполняют на основе остаточного напряжения во время формования с помощью пресса или во время упругого возврата или по величине упругого возврата и т.д., когда остаточное напряжение представляет собой заданное значение или больше. Затем процедура переходит на этап S405.
На этапе S405 выполняют обработку для уменьшения остаточного напряжения идентифицированного местоположения или делают его равным нулю. Затем процедура переходит на этап S406.
На этапе S406 значение упругого возврата рассчитывают на основе формы или свойств во время формования с помощью пресса, когда остаточное напряжение идентифицированного местоположения уменьшено или сделано равным нулю. Затем процедура переходит на этап S407. Одновременно, на этапе S408, результаты значения упругого возврата отображают на экране.
На этапе S407 определяют, находится ли допустимое значение упругого возврата в пределах допустимого значения. Если оно находится в пределах допустимого значения, обработку заканчивают. Если оно за пределами допустимого значения, процедура переходит на этап S409. Следует отметить, что этап S407 и этап S409 могут быть также выполнены работником-человеком вручную, при этом он обозначает идентифицированное местоположение при просмотре величины изменения упругого возврата.
На этапе S409 идентифицированное местоположение изменяют. Идентифицированное местоположение изменяют путем выбора одного или больше идентифицированных местоположений на основе частей концентраций остаточного напряжения во время формования с помощью пресса или во время упругого возврата, частей максимального значения упругого возврата, когда остаточное напряжение находится за пределами заданного значения, и других предметов определения. На этом этапе идентифицированное местоположение также можно выбрать вручную, используя модуль 18 ввода условий формования. Затем процедура возвращается на этап S405, где описанную выше обработку повторяют до тех пор, пока результат не попадет в пределы допустимого значения упругого возврата на этапе S407.
Следует отметить, что, когда решение схождения не может быть получено во взаимозависимости с допустимым значением упругого возврата, также возможно ограничить количество повторений обработки и закончить обработку при ограниченном количестве повторений. В этом случае также файл выходных данных "SBUVC.casen.k" анализатора 12 упругого возврата, сохраненный в модуле 16 сохранения файла, может быть изучен работником-человеком. Работник-человек может просматривать экран 19 вывода значения упругого возврата и находить оптимальное идентифицированное местоположение.
На фиг.16 показана функциональная схема устройства для идентификации положения меры против упругого возврата в соответствии с вариантом воплощения настоящего изобретения.
Устройство для идентификации положения меры против упругого возврата 10С имеет анализатор 11 формования с помощью пресса, анализатор 12 упругого возврата, генератор 15 данных формирования замены, модуль 16 сохранения файла, модуль 18 ввода условия формования и экран 19 вывода значения упругого возврата.
Выходные данные анализатор 11 формования с помощью пресса выводят, например, как файл "Р org.k" в анализатор 12 упругого возврата, поясняющийся ниже генератор 15 данных формирования замены и модуль 16 сохранения файла.
Анализатор 12 упругого возврата использует выходной файл данных "Р org.k" анализатора 11 формования помощью пресса и выходной файл данных "Р rem.casen.k" генератора 15 данных формирования замены в качестве входных данных для выполнения анализа упругого возврата.
Выходные данные анализатора 12 упругого возврата выводят как файл выходных данных "SB org.k" результата численного анализа по файлу входных данных "Р org.k" или файлу выходных данных "SB rem.casen.k" результата численного анализа, поясняющегося ниже "Р rem.casen.k", в анализатор 12 упругого возврата, генератор 15 данных формирования замены и модуль 16 сохранения файла.
Генератор 15 данных формирования замены делает выборку из файла выходных данных "Р org.k" анализатора 11 формования с помощью пресса и определяет допустимый диапазон мер (полосок и т.д.) и разделенные области допустимого диапазона мер из данных положения элементов, включенных в файл выходных данных. Генератор 15 данных формирования замены, кроме того, получает данные "Р trim.casen.k" формы полоски и распределения напряжений из таблицы Т1 данных формы напряжения (не показана), определенной различными сформированными полосками и распределением напряжений, определенным в модуле 16 сохранения файла, заменяет описанные выше разделенные области и их формы полосок, и распределение напряжений, и генерирует данные формирования замены "Р rem.casen.k".
Генератор 15 данных формирования замены повторяет обработку по замене различных данных формы и распределения напряжений для разделенных областей таким образом, что значение упругого возврата становится значением в пределах заданного значения. Эта повторяющаяся обработка генерирует данные формирования замены путем замены всех данных в таблице Т1 различных данных напряжений формы и распределения для всех разделенных областей другими данными распределения напряжения и формы. Поэтому множество данных формирования замены "Р rem.casen.k" генерирует для каждого случая номер n.
Кроме того, генератор формирования данных замены может заменять заданные данные замены, по меньшей мере, одной из формы одной или больше областей, задающих заданное значение или меньшее значение упругого возврата, и распределение напряжений этой выбранной области (мера уменьшения первого значения упругого возврата) на заданные данные замены и может изменять положения или количество упомянутых выбранных областей для расчета данных формирования замены. На основе таких данных формирования замены анализатор упругого возврата может многократно рассчитывать значение упругого возврата для уменьшения первого значения упругого возврата и также для уменьшения второго значения упругого возврата, что позволяет уменьшить значение упругого возврата.
Кроме того, для описанных выше разделенных областей также генерируют все виды причин данных формирования замены для изменения размера разделенных областей и обеспечения попадания значения упругого возврата в пределы заданного значения в соответствии с выбранным данными формы и распределения напряжений.
Кроме того, генератор 15 формирования данных замены может разделять значения упругого возврата по скорости пуансона или силе удержания заготовки, или по другим условиям формирования с помощью прессования для поиска нормализованных значений. Программное обеспечение последующей обработки можно использовать для обеспечения простого визуального определения взаимозависимости между условиями формирования с помощью пресса и значением упругого возврата с помощью контурной схемы. Такая нормализация значения упругого возврата и отображение с использованием контурной схемы его числовых значений может экономно и эффективно сократить идентификацию местоположения причины возникновения упругого возврата и может экономно и эффективно сократить время изучения способа формирования формуемого продукта.
Модуль 16 сохранения файла представляет собой модуль накопителя, предназначенный для сохранения результатов вывода анализатора 11 формования с помощью пресса, анализатора 12 упругого возврата и поясняющегося ниже генератора 15 данных формирования замены, то есть файла данных "Р org.k", "SB org.k", "Р rem.casen.k", "SB rem.casen.k", "P trim.casen.k" и т.д. Однако, когда эти файлы данных и т.д. непосредственно вводят/выводят между анализатором 11 формирования с помощью пресса, анализатором 12 упругого возврата и генератором 15 данных формирования замены, такой модуль 16 сохранения файла не обязательно требуется.
Контурная схема, отображаемая на экране 19 вывода значения упругого возврата, обеспечивает возможность визуального определения результатов меры против упругого возврата, состоящей в замене формы и распределения напряжений при повторном расчете значения упругого возврата с помощью анализатора 12 упругого возврата, на основе данных формирования замены, с помощью генератора 15 данных формирования замены.
На фиг.17 показана блок-схема последовательности операций обработки для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения.
На этапе S501 модуль 18 ввода условий формования принимает в качестве входных данных условия формования. Затем процедура переходит на этап S502.
На этапе S502 анализатор 11 формования с помощью пресса выполняет численный анализ заготовки, определенной по условиям формирования, для расчета распределения значений напряжения и деформации после формования продукта, формуемого с помощью пресса. Затем процедура переходит на этап S503.
На этапе S503 генератор 15 данных формирования замены определяет область, которая становится областью замены в заготовке в данных формования. Область замены становится областью, имеющей достаточный размер для замены формы или распределения напряжений. Кроме того, генератор 15 данных формирования замены выбирает данные формы или распределения напряжений для замены из таблицы Т1 данных распределения напряжений формы, выполняет замену данных формы или распределения напряжений для области для замены данных формования и передает данные 15 формирования замены в анализатор 12 упругого возврата. Затем процедура переходит на этап S504.
На этапе S504 значение упругого возврата рассчитывают для данных 15 формирования замены. Затем процедура переходит на этап S505. Одновременно, на этапе S507, результат значения упругого возврата отображают на экране в виде контурной схемы и т.д.
На этапе S505 определяют, находится ли значение упругого возврата в пределах допустимого значения. Если оно находится в пределах допустимого значения, обработка заканчивается. Если оно превышает допустимое значение, процедура переходит на этап S507.
На этапе S507 изменяют, по меньшей мере, одну из области для замены и данные замененной формы или распределения напряжений. Здесь может изменяться только область для замены, могут изменяться только данные формы или распределение напряжений или могут быть изменены одновременно обе. Кроме того, процедура возвращается на этап S503. Обработка на этапах S503-S507 может быть выполнена путем расчета схождения таким образом, чтобы значение упругого возврата находилось в пределах допустимого значения, и эту обработку повторяют до тех пор, пока она не попадет в пределы допустимого значения.
Следует отметить, что такая обработка не ограничивает заранее допустимое значение значения упругого возврата. Также возможно рассчитать случай, обеспечивающий минимальное значение упругого возврата, путем выполнения анализа упругого возврата на этапе S504 для всех комбинированных случаев области для замены и данных формы замены и распределения напряжений.
Кроме того, приведенное выше описание относилось к расчету схождения с использованием значения упругого возврата в качестве целевой переменной и с использованием области для замены, данных формы и распределения напряжений, в качестве операционных переменных, но если количество этих операционных переменных становится чрезвычайно большим, пространство решения становится чрезвычайно большим, поэтому иногда становится трудно найти оптимальное решение или решение в пределах допустимого значения. В таком случае возможно использовать генетический алгоритм, нейронную сеть или другой известный алгоритм для поиска оптимального решения и т.д.
На фиг.18 показана схема аппаратных средств устройства для идентификации местоположения причины возникновения упругого возврата в соответствии с вариантом воплощения настоящего изобретения. Обработка описанного выше анализатора 11 формования с помощью пресса анализатора 12 упругого возврата процессора 14 значения физического свойства/количественного значения физического свойства, генератора 15 данных формирования замены и процессора 21 частичного устранения остаточного напряжения определена в программе 100. Эта программа 100 также может работать в компьютере 90. В компьютере 90 предусмотрено ЦПУ 91, предназначенное для выполнения необходимой обработки, запоминающее устройство 92 для сохранения обработки результата (например, ОЗУ (оперативное запоминающее устройство)), дисплей 93, входное устройство 94, такое как клавиатура или "мышь", жесткий диск 95, внешнее устройство 96 - накопитель данных, такое как привод CD/DVD (компакт-диск, универсальный цифровой диск), NIC (КСИ, карта сетевого интерфейса) 97 и принтер 98. Компьютер 90 может быть соединен с другим компьютером 90А через сеть 99 с использованием кабеля Ethernet®, подключенного к NIC 97.
Программа 100 содержится на носителе данных, который загружают из внешнего устройства 96 - накопителя данных или загружают из другого компьютера 90А через сеть 99 и сохраняют под управлением ЦПУ 91 на жестком диске 95 компьютера 90. Затем сохраненная программа 100 выполняется с помощью ЦПУ 91, и ее сохраняют как выполненный процесс или поток в запоминающем устройстве 92. Например, обработка в анализаторе 11 формования с помощью пресса, в анализаторе 12 упругого возврата, в процессоре 14 значения физического свойства/количественного значения физического свойства, генераторе 15 данных формирования замены или в процессоре 21 частичного удаления остаточного напряжения становится исполнительным процессом или потоком. Описанный выше файл данных или данные вводят/выводят между исполнительными процессами или потоками. Кроме того, эти исполнительные процессы или потоки присутствуют в распределенном виде в другом компьютере 90А. Обработка может выполняться в распределенном виде с помощью компьютера 90 и другого компьютера 90А.
Кроме того, модуль 18 ввода условий формования и экран 19 вывода значения упругого возврата, показанные на фиг.3, могут представлять собой входное устройство 94 и дисплей 93. Описанный выше модуль 16 сохранения файла может быть представлен жестким диском 95. Программа 100 также может быть сохранена на жестком диске 95. Кроме того, описанный выше вывод контурной схемы на дисплей 93 может быть заменен выводом в принтер 98.
Пример 1
Примеры используются для более подробного пояснения настоящего изобретения.
На фиг.19 представлены виды, изображающие часть поперечного сечения в форме шляпы, соответствующие анализу упругого возврата в соответствии с вариантом воплощения настоящего изобретения, в котором в позиции (а) показан вид в перспективе и в позиции (b) показан вид в разрезе той же части. Она состоит из перемычки W0, боковых стенок W1 и W2 и фланцев F1 и F2.
Для численного анализа, выполняемого анализатором 11 формования с помощью пресса и анализатора 12 упругого возврата, использовали существующее программное средство РАМ-STAMP имитационного анализа при формировании покрытия на основе метода конечных элементов. Для анализа упругого возврата использовали анализ упругости с помощью статического неявного способа.
Использовавшиеся условия формирования представляли собой данные стального листа высокой прочности, имеющего в качестве свойств металлической пластины толщину листа 1,6 мм и предел прочности на разрыв класса 780 МПа. Кроме того, форму инструментов (матрица, пуансон, держатель) моделировали по элементам оболочки и анализировали, предполагая жесткое тело. Зазор между матрицей и штампом был таким же, как и толщина листа, то есть 1,6 мм. Ввели коэффициент трения 0,15, и сила удержания заготовки была установлена 60 тонн.
На фиг.20 показан вид, представляющий положения в поперечном сечении и угол закручивания части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения, в котором в позиции (а) показан вид в перспективе и в позиции (b) показан вид в разрезе той же части.
Полученные результаты обрабатывали с помощью программного средства последующей обработки для получения координат точек, формирующих поперечные сечения, в положениях А и В, показанных на фиг.20, и для определения угла 9, формируемого перемычкой поперечных сечений. В качестве "значения упругого возврата" здесь применяли угол θ.
На фиг.21 показан вид в перспективе, представляющий идентифицированную область A3 в соответствии с вариантом воплощения настоящего изобретения.
На фиг.22 показан вид в перспективе, представляющий идентифицированные области А4 и А5 в соответствии с вариантом воплощения настоящего изобретения.
На фиг.23 показан вид в перспективе, представляющий идентифицированные области А6-А9 в соответствии с вариантом воплощения в соответствии с настоящим изобретением.
На фиг.24(а) показан вид в перспективе, представляющий идентифицированные области А10-А14 в соответствии с вариантом воплощения настоящего изобретения, на фиг.24(b) показан вид в поперечном сечении, представляющий идентифицированные области А10-А14 в соответствии с вариантом воплощения настоящего изобретения.
На фиг.25 показан вид в перспективе, представляющий идентифицированные области А15-А17 в соответствии с вариантом воплощения настоящего изобретения.
На фиг.26 показан вид в перспективе, представляющий идентифицированные области А18-А21 в соответствии с вариантом воплощения настоящего изобретения.
На фиг.33 показан вид в перспективе, представляющий идентифицированную область А22 в соответствии с вариантом воплощения настоящего изобретения.
Результаты изменения компонентов напряжения и обработки упругого возврата для идентифицированных областей A3-А21, показанные на фиг.21-25, поясняются ниже.
Компоненты напряжения перед обработкой в точках интегрирования выбранной области были заданы как (σх0, σy0, σz0, τxy0 τyz0, τzx0), компоненты деформации были заданы как (∈х0, ∈y0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки были получены как (σх, σy, σz, τxy, τyz, τzx) и компоненты деформации были получены как (∈х, ∈y, ∈z, γxy, γyz, γzx).
Толщина листа была задана как значение, использовавшееся до обработки, без изменений, в то время как модуль упругости и модуль пластичности были заданы как входные значения анализатора 11 формования с помощью пресса, используемые без изменений. Обрабатываемое значение напряжения и деформации выводили как файл результата обработки.
В таблице 1 показаны результаты для конкретных примеров для анализа взаимозависимости между обработанными переменными идентифицированных областей и углом закручивания. В таблице 1 показаны идентифицированные области и переменные для изменения обработки
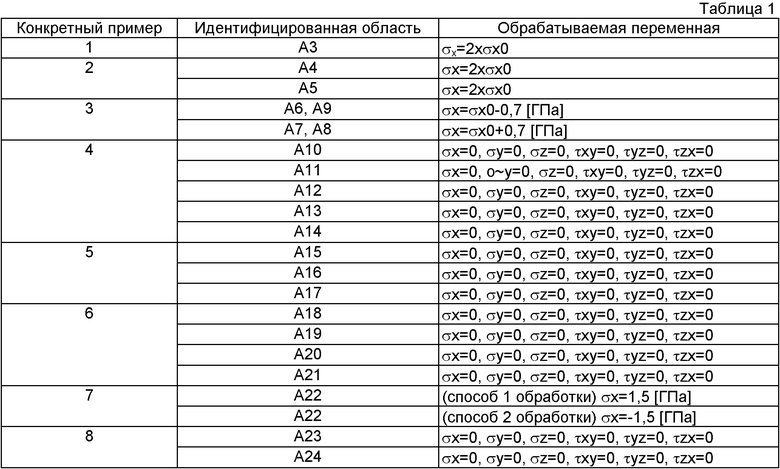
Все элементы, принадлежащие каждой области, анализировали на наличие упругого возврата, используя обработанные переменные, полученные процессором 14 значения физического свойства/количественного значения физического свойства.
Полученные результаты обрабатывали с помощью программного средства последующей обработки для получения значений координат точек, формирующих поперечное сечение положений А и В, показанных на фиг.20, и поиска угла θ, сформированного по перемычке поперечного сечения.
На фиг.27 показан вид, представляющий угол закручивания идентифицированной области A3 в соответствии с вариантом воплощения настоящего изобретения.
Результат обработки σх области A3 больше проявляется в θ по сравнению с результатом анализа упругого возврата в случае невыполнения обработки. Благодаря этому определили, что влияние σх области A3 по θ было велико. По этим результатам определили, что для того, чтобы сделать величину изменения упругого возврата равной пороговому значению или меньше, достаточно изменить значение σx области A3.
На фиг.28 показан вид, представляющий углы закручивания идентифицированных областей А4 и А5, в соответствии с вариантом воплощения настоящего изобретения.
Результат обработки области А4 больше проявляется в θ по сравнению с результатом обработки области А5 и больше проявляется в θ по сравнению с результатом анализа упругого возврата, также в случае невыполнения обработки. В связи с этим определили, что значение σх области А4 в большей степени влияет на θ по сравнению с σх области А5. Из этого результата определили, что для того, чтобы сделать величину изменения упругого возврата равной пороговому значению или меньше, достаточно изменить значение σх в области А4 на значение из области А5.
На фиг.29 показан вид, представляющий углы закручивания идентифицированных областей А6 и А9 в соответствии с вариантом воплощения настоящего изобретения.
Результаты обработки областей А6, А7, А8 и А9 меньше проявляются в θ и ближе к 0 по сравнению с результатами анализа упругого возврата в случае невыполнения обработки. По этой причине определили, что влияние напряжения σх на области А6, А7, А8 и А9 по θ было велико.
На фиг.30 показан вид, представляющий углы закручивания идентифицированных областей А10 и А14 в соответствии с вариантом воплощения настоящего изобретения. Исходя из этого среди результатов обработки областей А10-А14, в случае обработки области А11, значение θ становится наименьшим по сравнению с результатами анализа упругого возврата, в случае невыполнения обработки. Исходя из этого определяют, что влияние напряжения на область А11 по θ велико.
На фиг.31 показан вид, представляющий углы закручивания идентифицированных областей А15 и А17 в соответствии с вариантом воплощения настоящего изобретения. Исходя из этого среди результатов обработки областей А15-А17, в случае обработки области А16, значение θ становится наименьшим по сравнению с результатами анализа упругого возврата в случае невыполнения обработки. Исходя из этого определяют, что влияние напряжения на область А16 по θ является большой.
На фиг.32 показан вид, представляющий углы закручивания идентифицированных областей А18 и А21 в соответствии с вариантом воплощения настоящего изобретения. Область А16 была разделена на области А18, А19, А20, А21 и в каждой разделенной области анализировали упругий возврат. На основании этого среди результатов обработки областей А18-А21, в случае обработки области А20, значение θ становится наименьшим по сравнению с результатами анализа упругого возврата в случае невыполнения обработки. В связи с этим определяют, что напряжение области А20 имеет набольшее влияние на θ. Таким образом, путем идентификации области с большой степенью влияния на большой области, разделения областей и выполнения обработки в этом диапазоне, и исследования степени влияния, становится возможным эффективно идентифицировать причину возникновения упругого возврата.
На фиг.34 показан вид, представляющий углы закручивания при изменении способа расчета идентифицированной области А22 в соответствии с вариантом воплощения настоящего изобретения. Благодаря этому, в случае способа 2 обработки, значение θ становится наименьшим по сравнению с результатами анализа упругого возврата в случае невыполнения обработки или в случае способа 1 обработки. С этой целью определяют, что θ можно уменьшить при приближении распределения напряжения к σх, замененному в соответствии со способом 2 обработки для выбранной области А22.
На фиг.35 показан вид, представляющий углы закручивания идентифицированных областей А23 и А24 в соответствии с вариантом воплощения настоящего изобретения. Здесь области А23 и А24 представлены как области, обозначающие различные точки интегрирования в направлении толщины листа. Данный случай исследовали на основе анализа с использованием пяти точек интегрирования. Точки интегрирования пронумерованы 1-5 в порядке от внутренней поверхности (поверхность пуансона) до внешней поверхности (поверхность матрицы). В области А11 все точки интегрирования, кроме точки 3 интегрирования в центральной плоскости, в направлении толщины листа (точки 1, 2, 4, 5 интегрирования) составили область А23. Кроме того, в области А11, точка 3 интегрирования в центральной плоскости в направлении толщины листа стала областью А24. В соответствии с результатами, показанными на фиг.35, результаты анализа упругого возврата в области А23 и в области А24 становятся, по существу, равными. Влияние точек (1, 2, 4, 5) интегрирования, кроме центральной плоскости в направлении толщины листа и точки 3 интегрирования в центральной плоскости, в направлении толщины листа, по существу, одинаково. Таким образом, путем обозначения области для каждой точки интегрирования в направлении толщины листа возможно исследовать степень влияния, разделенную на влияние напряжения изгиба в направлении толщины листа (спереди назад), и влияние напряжения в центральной плоскости в направлении толщины листа.
Пример 2
На фиг.36 показаны виды, представляющие часть поперечного сечения в форме шляпы, охватываемого анализом упругого возврата в соответствии с вариантом воплощения настоящего изобретения, где в позиции (а) показан вид в перспективе, и в позиции (b) показан вид в поперечном сечении той же части. Поперечное сечение в форме шляпы представляет собой симметричную слева и справа форму. Ширина использованного пуансона составила 80 мм, высота формования составила 80 мм и ширина заготовки была получена 100 мм.
Для численного анализа, выполняемого анализатором 11 формования с помощью пресса и анализатора 12 упругого возврата, использовали существующее программное обеспечение РАМ-STAMP имитационного анализа при формировании пластины, на основе метода конечных элементов. Для анализа упругого возврата использовали упругий анализ на основе статического неявного способа.
Использовали условия формования, которые составили данные листа высокопрочной стали, имеющего в качестве свойств металлической пластины толщину 1,6 мм листа и предел прочности на разрыв класса 780 МПа. Кроме того, учитывая симметрическую форму поперечного сечения в виде шляпы, анализ выполняли в симметричных условиях для половины области, как показано на фиг.27(b). Кроме того, форму инструментов (матрицу, пуансон, держатель) моделировали по элементам оболочки и анализировали, предполагая жесткое тело. Зазор между матрицей и пуансоном поддерживался таким же, как и толщина листа, то есть 1,6 мм. Ввели коэффициент трения 0,15 и установили силу удержания заготовки 10 тонн.
Полученные результаты обработали с помощью программного обеспечения последующей обработки для получения значений координат перед и после анализа упругого возврата точки положения, показанной на фиг.36(b), для определения величины Δd отверстия поперечного сечения. Здесь "значение упругого возврата" означает величину Δd отверстия.
В таблице 2 показаны случаи исследования для анализа взаимозависимости между обрабатываемыми значениями идентифицированных областей и величинами отверстий. В таблице 2 показаны идентифицированные области и переменные, изменившиеся во время обработки.
В случае 9 одиночный элемент с наименьшим номером первого элемента использовали как идентифицированную область, при этом компоненты напряжения изменяли в результате обработки и выполняли анализ упругого возврата. Тот же анализ повторяли по порядку наименьших номеров элементов для анализа всех элементов.
В случае 10 точку 5 интегрирования одного элемента с наименьшим номером первого элемента использовали как идентифицированную область, компоненты напряжения изменяли в результате обработки и выполняли анализ упругого возврата. Тот же анализ повторяли в порядке наименьших номеров элементов для анализа точек 5 интегрирования всех элементов.
Компоненты напряжения перед обработкой в точках интегрирования выбранной области составили (σx0, σy0, σz0, τxy0, τyz0, τzx0), компоненты деформации составили (∈х0, ∈y0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки составили (σx, σу, σz, τxy, τyz, τzx) и компоненты деформации составили (∈х, ∈y, ∈z, γxy, γyz, γzx).
Толщина листа имела значение перед обработкой, использовавшееся без изменения, в то время как модуль упругости и модуль пластичности представляли собой вводимые значения анализатора 11 формования с помощью пресса, использовавшиеся без изменения. Обработанные значения напряжения или деформации выводили как файл результата обработки.
Все элементы, принадлежащие каждой области, анализировали в отношении упругого возврата, используя обработанные переменные, полученные процессором 14 значения физического свойства/количественного значения физического свойства.
На фиг.37 представлены элементы, составляющие 5% от всего количества элементов в порядке от большего значения Δd величины Δd отверстия всех элементов, полученных при изучении случая 9 в соответствии с вариантом воплощения настоящего изобретения. С этой целью определили, что элементы, значительно влияющие на Δd, сконцентрированы в областях ближе к плечу R пуансона.
На фиг.38 отображаются элементы, составляющие 5% от всего количества элементов в порядке большего значения Δd, в значениях Δd отверстия всех элементов, полученных при изучении 10 случаев, в соответствии с вариантом воплощения настоящего изобретения. С этой целью определили, что элементы, имеющие точки 5 интегрирования, значительно влияющие на Δd, сконцентрированы в областях ближе к центру вертикальной стенки.
Пример 3
На фиг.39 показаны виды, представляющие часть поперечного сечения в форме шляпы, охватываемые анализом упругого возврата в соответствии с вариантом воплощения настоящего изобретения, где в позиции (а) показан вид в перспективе, и в позиции (b) показан вид в поперечном сечении той же части. Она состоит из перемычки WO, боковых стенок W1, W2 и фланцев F1, F2.
С целью численного анализа, выполняемого анализатором 11 формования с помощью пресса и анализатором 12 упругого возврата, использовали существующее программное обеспечение РАМ-STAMP имитационного анализа при формировании покрытия на основе метода конечных элементов. Для анализа упругого возврата использовали упругий анализ на основе статического неявного способа.
Условия формования, использовавшиеся здесь, представляли собой данные стального листа высокой прочности, имеющего, в качестве свойств, металлическую пластину с толщиной листа 1,6 мм с пределом прочности на разрыв класса 780 МПа. Кроме того, форму инструментов (матрицы, пуансона, держателя) моделировали по элементам оболочки и анализировали, предполагая жесткое тело. Зазор между матрицей и пуансоном установили таким же, как и толщина листа, то есть 1,6 мм. Ввели коэффициент трения 0,15, установили силу удержания заготовки 600 кН.
На фиг.40 показаны виды, представляющие положения поперечного сечения и угол закручивания части поперечного сечения в форме шляпы, на которой в позиции (а) показан вид в перспективе, и в позиции (b) показан вид в поперечном сечении той же части.
Полученные результаты обрабатывали с использованием программного обеспечения с последующей обработкой для получения значения координат точек, формирующих поперечное сечение положений А и В, показанных на фиг.40(а), и определили угол θ, сформированный перемычками поперечных сечений. Здесь "значение упругого возврата" определило угол θ.
На этапе определения идентифицированного местоположения области для обработки выбирали и разделяли на основе кривизны по данным конечных элементов заготовки. Используя программу расчета кривизны для считывания информации элемента и значения координат узла заготовки по результатам анализа формования с помощью пресса при расчете кривизны заготовки и отображении на заготовке элементов с кривизной 0,01 или больше, заготовку разделили на области фланцев, перемычки и вертикальных стенок. Кроме того, вертикальную стенку с разницей уровня разделили на эти три области A35-A37, как показано на фиг.41. Если рассматривать уровни напряжения областей после формования с помощью пресса, уровень напряжения вертикальной стенки с разностью уровня высокий, поэтому области A35-A37, показанные на фиг.41, определили и выбрали для обработки.
В ходе обработки делали выборку из файла, в котором были выведены значения напряжения или деформации, полученные из результата формования, с использованием программы обработки, имеющей средство вывода файла. Каждую из областей A35-A37, показанных на фиг.41, обрабатывали следующим образом по точкам интегрирования элементов, принадлежащих области:
σх=0, σy=0, σz=0, τxy=0, τyz=0, τzx=0
∈х=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=γzx0
Здесь компоненты напряжения перед обработкой в точках интегрирования выбранной области установили как (σх0, σy0, σz0, τxy0, τyz0, τzx0), компоненты деформации установили как (∈х0, ∈y0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки получили как (σх, σy, σz, τxy, τyz, τzx) и компоненты деформации получили как (∈х, ∈y, ∈z, γxy, γyz, γzx). Толщина листа составила значение перед обработкой, использовавшееся без изменений, в то время как модуль упругости и модуль пластичности установили как входные значения в процессе i), использовавшиеся без изменения. Обработанные значения напряжение и деформации выводили как файлы результата обработки с помощью средства вывода файла.
На этапе анализа упругого возврата файл результата обработки, полученный с помощью процесса обработки, вводили в существующее программное обеспечение РАМ-STAMP имитационного анализа формирования покрытия для анализа упругого возврата. Для анализа упругого возврата использовали анализ упругости с применением статического неявного способа. Обработку и анализ упругого возврата в областях повторяли при разделении областей. Полученные результаты обрабатывали с помощью программного обеспечения последующей обработки для получения значения координат точек формирования поперечного сечения положений А и В, показанных на фиг.40, и определяли угол θ закручивания, формируемый перемычками поперечных сечений в положениях А и В, как значение упругого возврата.
На фиг.42 показаны результаты угла θ закручивания, полученные путем оценки результатов анализа упругого возврата. В соответствии с этим угол θ закручивания становится наименьшим без выполнения обработки и при выполнении обработки области А35 в результатах обработки областей А35-А37. Исходя из этого определили, что влияние напряжения области А35 на угол θ закручивания велико.
Пример 4
За исключением обработки выполняли те же расчеты, что и в Примере 3. В процессе обработки выполняли выборку из файла, в который были выведены значения напряжения или деформации, полученные по результатам анализа формования, с помощью программы обработки, имеющей средство вывода файла. Области A35-А37, показанные на фиг.41, обрабатывали следующим образом с помощью средства обработки на самой передней и на самой задней точках интегрирования в направлении толщины листа элементов, принадлежащих области для каждой области:
σх=0, σу=0, σz=0, τxy=0, τyz=0, τzx=0
∈х=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=Yzx0
Здесь компоненты напряжения перед обработкой в точках интегрирования выбранной области составили (σх0, σy0, σz0, τxy0, τyz0, τzx0) компоненты деформации составили (∈х0, ∈y0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки составили (σх, σy, σz, τxy, τyz, τzx) и компоненты деформации составили (∈х, ∈y, ∈z, γxy, γyz, γzx). Толщину листа как величину перед обработкой использовали без изменений, в то время как модуль упругости и модуль пластичности составили значение ввода в обработку I), без изменений. Обработанные значения напряжения и деформации выводили как файлы результата обработки с помощью средства вывода файла.
На фиг.43 показаны результаты угла θ закручивания (самая передняя и самая задняя точки интегрирования в направлении толщины листа), полученные в результате оценки поперечного сечения результатов анализа упругого возврата. Угол θ закручивания становится меньшим в случае невыполнения обработки и в случае обработки области A35 в результатах обработки областей А35-А37. Учитывая это, определили, что влияние напряжения в области A35 на угол θ закручивания велико.
Пример 5
На фиг.44 показан вид в перспективе и вид в поперечном сечении, представляющий пример части, формуемой с помощью пресса, то есть заготовки в соответствии с вариантом воплощения настоящего изобретения. Как показано на фиг.44, заготовка, охватываемая анализом, представляет собой часть с поперечным сечением в форме шляпы.
Вначале, в качестве анализа формования с помощью пресса, применяли для анализа существующее программное обеспечение LS-DYNA имитационного анализа при формировании покрытия на основе метода конечных элементов. Использовали данные стального листа высокой прочности, имеющего, как свойства металлической пластины, толщину листа 1,4 мм и предел прочности на разрыв класса 590 МПа. Кроме того, форму инструмента (матрицы, пуансона, держателя) моделировали на основе элементов оболочки и анализировали, предполагая жесткое тело. Зазор инструмента составил 0 мм. Ввели коэффициент трения 0,1 при установке нагрузки формования 1400 кН.
Программа для обеспечения обработки значения физического свойства/количественного значения физического свойства выполняет выборку из файла, в который были выведены значения напряжения или деформации, полученные в результате анализа формования с помощью пресса, в качестве входной информации, и разделяет заготовку на области для обработки.
На фиг.45 показан вид в перспективе, представляющий разделенные области в случае разделения заготовки, показанной на фиг.44, на 10 равных частей в направлении X и по фиксированной кривизне в направлениях Y и Z в соответствии с вариантом воплощения настоящего изобретения. Здесь все точки интегрирования элементов, принадлежащих каждой области, обрабатывали следующим образом с помощью средства обработки:
σх=0, σy=0, σz=0, τxy=0, τyz=0, τzx=0
∈х=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=γzx0
Здесь компоненты напряжения перед обработкой в точках интегрирования выбранной области были заданы как (σх0, σy0, σz0, τxy0, τyz0, τzx0), компоненты деформации были заданы как (∈х0, ∈у0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки были получены как (σх, σy, σz, τxy, τyz, τzx) и компоненты деформации составили (∈х, ∈y, ∈z, γxy, γyz, γzx). Толщина листа составила значение перед обработкой, использовавшейся без изменения, в то время как модуль упругости и модуль пластичности были заданы как значения, вводимые в программное средство LS-DYNA при анализе прессования, использовавшиеся без изменения. Обработанное значение напряжения и деформации выводили как файлы результата обработки средством вывода файла.
При обработке анализа упругого возврата использовали описанное выше программное средство LS-DYNA. Результаты вывода программы выполнения значения физического свойства/количественного значения физического свойства вводили в программное средство LS-DYNA для анализа упругого возврата. Для анализа упругого возврата использовали упругий анализ на основе статического неявного способа. Обработку и анализ упругого возврата в каждой области повторяли при разделении областей.
На фиг.46 показан вид, представляющий поперечное сечение А перед и после упругого возврата и смещение в направлении Z точки, обозначенной как В, то есть значение упругого возврата, в соответствии с вариантом воплощения настоящего изобретения. На фиг.47 показана контурная схема, представляющая значение упругого возврата в каждой области, обработанной в соответствии с вариантом воплощения настоящего изобретения. Такая контурная схема была получена с помощью программного обеспечения последующей обработки LS-PREPOST по выходным данным программного обеспечения LS-DYNA. Как можно видеть на фиг.47, область С с большим значением упругого возврата может быть идентифицирована как местоположение причины возникновения упругого возврата.
Пример 6
Охватываемая часть была задана как часть поперечного сечения в форме шляпы с формой и размерами, показанными на фиг.44.
Вначале, для анализа формования с помощью пресса использовали описанное выше программное обеспечение LS-DYNA. Использовали данные листа из высокопрочной стали, имеющего, в качестве свойств, металлическую пластину с толщиной листа 1,4 мм и предел прочность на разрыв класса 590 МПа. Кроме того, форму инструмента (матрица, пуансон, держатель) моделировали по элементам оболочки и анализировали, предполагая жесткое тело. Зазор инструмента был задан 0 мм. Ввели коэффициент трения 0,1. В качестве нагрузки формования установили 1400 кН.
Программа для выполнения обработки значения физического свойства/количественного значения физического свойства делает выборку из файла, в котором были выведены значения напряжения или деформации, полученные в результате анализа формования с помощью пресса, в качестве исходной информации и разделяет заготовку на области для обработки. Заготовку разделяли на области, показанные на фиг.45, и все точки интегрирования элементов, принадлежащих областям, обрабатывали следующим образом с помощью средства обработки:
σх=0, σy=0, σz=0, τxy=0, τyz=0, τzx=0
∈х=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=γzx0
Здесь компоненты напряжения перед обработкой в точках интегрирования выбранной области были заданы как (σх0, σy0, σz0, τxy0, τyz0, τzx0), компоненты деформации были заданы как (∈х0, ∈у0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки были получены как (σх, σy, σz, τxy, τyz, τzx) и компоненты деформации после обработки были получены как (∈х, ∈y, ∈z, γxy, γyz, γzx). Толщина листа была задана как значение перед обработкой, в том виде, как оно есть, в то время как модуль упругости и модуль пластичности были заданы как значения, вводимые программным обеспечением LS-DYNA, в качестве анализа формования с помощью пресса. Обработанное значение напряжения и деформации выводили как файлы результата обработки с помощью средства вывода файла.
При анализе упругого возврата файл результата обработки, полученный программой выполнения обработки значения физического свойства/количественного значения физического свойства, снова вводили в программное обеспечение LS-DYNA для анализа упругого возврата. Для анализа упругого возврата использовали упругий анализ, выполняемый с помощью статичного неявного способа.
Здесь обработку, выполняемую программой обработки значения физического свойства/количественного значения физического свойства, и анализ упругого возврата, выполняемый программным обеспечением LS-DYNA, повторяли для каждой области.
На фиг.48 показан вид в перспективе, отображающий в виде контурной схемы степень влияния упругого возврата для каждой области в соответствии с вариантом воплощения настоящего изобретения.
Смещение в направлении Z отмеченной точки В, принадлежащей поперечному сечению А до и после упругого возврата, показанного на фиг.46, задали как значение упругого возврата. Здесь нормализованное значение, то есть степень влияния упругого возврата, определяли как степень влияния упругого возврата = значение упругого возврата ÷ площадь каждой разделенной области x1000+10. Степень влияния упругого возврата в каждой области обработки обрабатывали с использованием программного обеспечения последующей обработки и отображали в виде контурной схемы, показанной на фиг.48. Как можно видеть на фиг.48, область D с большим значением упругого возврата можно идентифицировать как местоположение причины возникновения упругого возврата.
Следует отметить, что упомянутая степень влияния упругого возврата представляет собой пример, нормализованный по разделенным областям, но также может быть задана как значение, разделенное на одну из представительной длины, представительной ширины, представительной высоты, представительной толщины листа и предела прочности на разрыв части, формуемой с помощью пресса. Используя представительный размер для поиска степени влияния упругого возврата, можно количественно определять влияние размера заготовки на упругий возврат, и определение идентифицированного местоположения и мер против него становится более простым. Например, когда степень влияния упругого возврата, нормализованного по представительному размеру в продольном направлении, представляет собой величину, большую, чем в поперечном направлении, становится справедливым тот факт, что удлинение формы полоски в продольном направлении позволяет в большей степени уменьшить значение упругого возврата и упрощает получение другой информации.
Кроме того, значение степени влияния упругого возврата, разделенное на скорость пуансона или силу удержания заготовки, можно отображать с помощью контурной схемы. Используя такую переменную для отображения с помощью контурной схемы, становится возможным обеспечить не только меры в отношении формы заготовки, для уменьшения значения упругого возврата, но также получить количественный материал для определения условий формования под прессом. Поэтому могут быть предприняты меры на основе условий формирования под прессом идентифицированного местоположения.
Выше пояснялось отображение с помощью контурной схемы как способ отображения значения упругого возврата и степени влияния упругого возврата, но значение упругого возврата и т.д. также можно отображать с помощью векторной схемы или с помощью полосок или других трехмерных объектов или можно отображать с помощью другого, хорошо известного способа отображения.
В качестве программы последующей обработки для отображения с помощью контурной схемы можно использовать LS-PREPOST, HyperView, Animator, Meta-Post и т.д.
Пример 7
На фиг.49 показаны виды, представляющие часть поперечного сечения в форме шляпы, охватываемого анализом упругого возврата в соответствии с вариантом воплощения настоящего изобретения, в котором в позиции (а) показан вид в перспективе и в позиции (b) показан вид в поперечном сечении той же части. Она состоит из перемычки W0, боковых стенок W1 и W2 и фланцев F1 и F2.
Для численного анализа, выполняемого анализатором 11 формования с помощью пресса и анализатором 12 упругого возврата, использовали существующее программное средство РАМ-STAMP имитационного анализа при формировании покрытия на основе метода конечных элементов. Для анализа упругого возврата использовали упругий анализ на основе статического неявного способа.
Использовавшиеся условия формования представляли собой данные листа из стали высокой прочности, имеющего в качестве свойств металлической пластины толщину листа 1,6 мм и предел прочности на разрыв класса 780 МПа. Кроме того, форму инструмента (матрица, пуансон, держатель) моделировали с использованием элементов оболочки и анализировали на основе предположения жесткого тела. Зазор между матрицей и пуансоном установили таким же, как и толщина листа, то есть 1,6 мм. Ввели коэффициент трения 0,15, и силу удержания заготовки установили как 600 кН.
На фиг.50 показаны виды положения поперечного сечения и угла закручивания части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения, в котором в позиции (а) показан вид в перспективе, и в позиции (b) показан вид в поперечном сечении той же части.
Полученные результаты обработали с помощью программного средства последующей обработки для получения значений координат точек, формирующих поперечные сечения в положениях А и В, показанных на фиг.50(а), и для того чтобы определить угол θ, формируемый перемычкой поперечных сечений. Здесь "значение упругого возврата" было задано как угол θ закручивания.
На фиг.51 показан вид, представляющий распределение напряжений после упругого возврата заготовки. Процессор 14 значения физического свойства/количества физического свойство выбирает область с уровнем напряжения на уровне 5%, на основе распределения напряжений, полученного из анализатора 12 упругого возврата, показанного на фиг.51.
На фиг.52 показан вид, представляющий область, выбранную на основе распределения напряжений после упругого возврата заготовки. На фиг.52 показана область R10, выбранная по уровню напряжения на уровне 5%.
Процессор 14 значения физического свойства/количественного значения физического свойства выполняет следующие операции по всем точкам интегрирования элементов, принадлежащих выбранной области следующим образом:
σx=0, σy=0, σz=0, τxy=0, τyz=0, τzx=0
∈х=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=γzx0
Здесь компоненты напряжения перед обработкой в точках интегрирования выбранной области были заданы как (σх0, σy0, σz0, τxy0, τyz0, τzx0), компоненты деформации были заданы как (∈х0, ∈y0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки были заданы как (σx, σу, σz, τxy, τyz, τzx) и компоненты деформации были определены как (∈х, ∈y, ∈z, γxy, γyz, γzx). Толщина листа была задана как значение перед обработкой, использовавшееся без изменений, в то время как модуль упругости и модуль пластичности были заданы как значения, введенные в программное обеспечение РАМ-STAMP при обработке анализа прессования, в том виде, как они были. Обработанное значение напряжения или деформации выводили как файл результата обработки с помощью средства вывода файла.
В качестве обработки анализа упругого возврата использовали упомянутое выше программное средство РАМ-STAMP. Результаты вывода программы, исполняющей обработку значения физического свойства/количественного значения физического свойства, вводили в программное обеспечение РАМ-STAMP для анализа упругого возврата. Для анализа упругого возврата использовали упругий анализ на основе статического неявного способа.
На фиг.53 показан вид для сравнения значения упругого возврата в случае невыполнения обработки и значения упругого возврата в случае выполнения обработки. На этом чертеже можно видеть, что обработка выбранной области R10, показанной на фиг.52, уменьшила значения упругого возврата. Выбранная область R10, показанная на фиг.52, может быть идентифицирована как местоположение причины возникновения упругого возврата.
Пример 8
На фиг.54 показан вид, представляющий положение поперечного сечения и величину упругости фланца части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения, где в позиции (а) показан вид в перспективе и в позиции (b) показан вид в поперечном сечении той же части. Значение упругого возврата было задано как смещение конечной точки поперечного сечения А перед и после упругого возврата, то есть как величина упругости фланца.
Для численного анализа, выполняемого анализатором 11 формования с помощью пресса и анализатором 12 упругого возврата, использовали существующее программное обеспечение РАМ-STAMP имитационного анализа при формировании покрытия на основе метода конечных элементов. Для анализа упругого возврата использовали упругий анализ с применением статического неявного способа.
Использовавшиеся условия формования представляли собой данные стального листа высокой прочности, имеющего в качестве свойства металлическую пластину, толщину листа 1,6 мм и предел прочности на разрыв класса 780 МПа. Кроме того, форму инструмента (матрица, пуансон, держатель) моделировали по элементам оболочки и анализировали, предполагая условия жесткого тела. Зазор между матрицей и пуансоном задали таким же, как и толщина листа, то есть 1,6 мм. Ввели коэффициент трения 0,15 и установили силу удержания заготовки 600 кН.
На фиг.55, в позиции (а) показано распределение напряжений перед упругим возвратом заготовки, в то время как в позиции (b) показано распределение напряжений после упругого возврата заготовки. На фиг.56 в позиции (а) показана разность напряжений перед и после упругого возврата заготовки, в то время как в позиции (b) показана область, выбранная на основе разности напряжения. На фиг.56 показана область R11, выбранная по уровню напряжения на уровне 5%.
Процессор 14 значения физического свойства/количественного значения физического свойства выбирает область R11 уровня напряжения на уровне 5%, показанном на фиг.5, на основе распределения напряжения, полученном анализатором 12 упругого возврата, показанного на фиг.55.
Процессор 14 значения физического свойства/количественного значения физического свойства выполняет следующую обработку по всем точкам интегрирования элементов, принадлежащих области, выбранной таким образом.
σx=0, σy=0, σz=0, τxy=0, τyz=0, τzx=0
∈х=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=γzx0
Здесь компоненты напряжения перед обработкой в точках интегрирования выбранной области были заданы как (σх0, σy0, σz0, τxy0, τyz0, τzx0), компоненты деформации были заданы как (∈х0, ∈y0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки составили (σx, σy, σz, τxy, τyz, τzx) и компоненты деформации составили (∈х, ∈y, ∈z, γxy, γyz, γzx). Толщину листа задали как значение перед обработкой, в том виде, как она есть, в то время как модуль упругости и модуль пластичности задали равными значениям, введенным в программное обеспечение РАМ-STAMP при анализе прессования, используя их в том виде, как они есть. Обработанное значение напряжения и деформации выводили как файлы результата обработки с помощью средства вывода файла.
Для анализа упругого возврата использовали упомянутое выше программное обеспечение РАМ-STAMP. Вывод программы выполнения обработки значения физического свойства/количественного значения физического свойства вводили в программное обеспечение РАМ-STAMP для анализа упругого возврата. Для анализа упругого возврата использовали анализ упругости с помощью статического неявного способа. Значение упругого возврата установили как смещение конечной точки поперечного сечения А перед и после упругого возврата, то есть величину упругости фланца.
На фиг.57 показан вид для сравнения значения упругого возврата в случае невыполнения обработки и значения упругого возврата в случае выполнения обработки в соответствии с вариантом воплощения настоящего изобретения. На этом чертеже можно видеть, что обработка выбранной области R11, показанная на фиг.52, уменьшила значения упругого возврата. Выбранная область R11, показанная на фиг.56, может быть идентифицирована как местоположение причины возникновения упругого возврата.
Пример 9
На фиг.58 показаны виды, представляющие часть поперечного сечения в форме шляпы, охваченного анализом упругого возврата в соответствии с вариантом воплощения настоящего изобретения, на которой в позиции (а) показан вид в перспективе, и в позиции (b) показан вид в поперечном сечении той же части. Она состоит из перемычки W0, боковых стенок W1 и W2 и фланцев F1 и F2.
Для численного анализа, выполняемого анализатором 11 формования с помощью пресса и анализатором 12 упругого возврата, использовали существующее программное обеспечение РАМ-STAMP имитационного анализа при формировании покрытия на основе метода конечных элементов. Для анализа упругого возврата использовали упругий анализ, выполняемый с помощью статического неявного способа.
Использовавшиеся условия формования представили данные стального листа высокой прочности, имеющего, в качестве свойств, металлическую пластину, толщину листа 1,6 мм и предел прочности на разрыв класса 780 МПа. Кроме того, форму инструмента (матрица, пуансон, держатель) моделировали по элементам оболочки и анализировали, предполагая жесткое тело. Зазор между матрицей и прессом составил такую же величину, что и толщина листа, то есть 1,6 мм. Ввели коэффициент трения 0,15 и силу удержания заготовки установили 600 кН.
На фиг.59 показан вид, представляющий положения поперечного сечения и угол закручивания части поперечного сечения в форме шляпы в соответствии с вариантом воплощения настоящего изобретения, на которой в позиции (а) показан вид в перспективе, и в позиции (b) показан вид в поперечном сечении той же части.
Полученные результаты обработали программным обеспечением последующей обработки для получения значений координат точек, формирующих поперечные сечения в положениях А и В, показанных на фиг.59, и был определен угол θ, формируемый перемычками поперечных сечений. "Значение упругого возврата" здесь было задано как угол θ.
На фиг.60 показан вид, представляющий распределение количества показателей состояния после формования с помощью пресса первой и второй заготовок. Первая заготовка, показанная в позиции (а), представляет собой часть, формуемую с помощью пресса, полученную в первых условиях формования, в то время как вторая заготовка, показанная в позиции (b), представляет собой часть, формуемую с помощью пресса, полученную во вторых условиях формования, отличающихся, по меньшей мере, одним элементом от первых условий формования. На фиг.60 была добавлена полоска для изменения формы в качестве элемента отличающихся условий формования второй заготовки.
На фиг.61 показан вид, представляющий разницу в количественных показателях состояния после формования с помощью пресса первой и второй заготовок. На фиг.62 показан вид, представляющий выбор областей, на основе разности количественных показателей состояния. Как показано на фиг.61, программу обработки значения физического свойства/количественного значения физического свойства использовали для поиска различий напряжения между первой и второй заготовками во всех областях. Как показано на фиг.62, различие напряжения на уровне 10% использовали для определения выбранной области.
Программа выполнения обработки значения физического свойства/количественного значения физического свойства, выполняющая обработку значения физического свойства/количественного значения физического свойства, разделила упомянутые выбранные области как области для обработки и выполнила следующую обработку по всем точкам интегрирования элементов, принадлежащих каждой выбранной области первой заготовки.
σx=0, σy=0, σz=0, τxy=0, τyz=0, τzx=0
∈х=∈х0, ∈y=∈y0, ∈z=∈z0, γxy=γxy0, γyz=γyz0, γzx=γzx0
Здесь компоненты напряжения перед обработкой в точках интегрирования выбранной области были заданы как (σх0, σy0, σz0, τxy0, τyz0, τzx0), компоненты деформации были заданы как (∈х0, ∈y0, ∈z0, γxy0, γyz0, γzx0), компоненты напряжения после обработки составили (σx, σy, σz, τxy, τyz, τzx) и компоненты деформации составили (∈х, ∈y, ∈z, γxy, γyz, γzx).
Толщину листа задали как значение перед обработкой, в том виде, как она есть, в то время как модуль упругости и модуль пластичности задали как значения, вводимые в программное обеспечение РАМ-STAMP при анализе прессования, используемые в том виде, как они есть. Обработанные значения напряжения и деформации выводили как файлы результата обработки с помощью средства вывода файла.
В качестве анализа упругого возврата использовали упомянутое выше программное обеспечение РАМ-STAMP. Выход программы выполнения обработки значения физического свойства/количественного значения физического свойства вводили в программное обеспечение РАМ-STAMP для анализа упругого возврата. Для анализа упругого возврата использовали упругий анализ с помощью статического неявного способа.
Угол закручивания поперечного сечения В относительно поперечного сечения А, показанного на фиг.59, был задан как значение упругого возврата. На фиг.63 показан вид для сравнения значения упругого возврата в случае невыполнения обработки и значения упругого возврата в случае выполнения обработки. В связи с этим становится понятно, что обработка выбранной области на фиг.62 обеспечивает возможность уменьшить значение упругого возврата. Выбранная область, показанная на фиг.62, может быть идентифицирована как местоположение причины возникновения упругого возврата.
Пример 10
На фиг.64 заданы виды, представляющие часть поперечного сечения в форме шляпы, охваченного анализом упругого возврата в соответствии с вариантом воплощения настоящего изобретения, в котором в позиции (а) показан вид в перспективе и в позиции (b) показан вид в поперечном сечении той же части. Она состояла из перемычки, боковых стенок 1 и 2 и фланцев 1 и 2. Используемые условия формования представляли собой данные стального листа высокой прочности, имеющего, в качестве свойств металлической пластины, толщину листу 1,6 мм и предел прочности на разрыв класса 780 МПа. Численный анализ выполняли с помощь анализатора 11 формования с помощью пресса, используя метод конечных элементов LS-DYNA, в то время как анализ упругого возврата с помощью анализатора 12 упругого возврата выполняли с использованием способа конечных элементов LS-DYNA.
На фиг.65 показан вид, представляющий таблицу данных замененных полосок и распределения напряжения в соответствии с вариантом воплощения настоящего изобретения. В данном варианте воплощения использовали три формы распределения полосок и напряжения.
На фиг.66 показан вид, представляющий разделение заготовки на области в соответствии с вариантом воплощения настоящего изобретения. Как представлено, для соответствия формам, показанным на фиг.65, области, в которых могут быть составлены формы распределения полосок и напряжения заготовки, разделяют на множество областей, в которых эти формы могут быть составлены. Кроме того, разделенным областям назначают номера положения, такие как n=1, 2, …, n.
На фиг.67 показан вид компоновки формы и напряжения во всех обозначенных областях заготовки в соответствии с вариантом воплощения настоящего изобретения. На фиг.68 представлены виды, определяющие положения поперечного сечения и величину закручивания в соответствии с вариантом воплощения настоящего изобретения. Здесь такое количество закручивания было задано как значение упругого возврата. Следует отметить, что в исходном состоянии, в котором не была произведена замена полосок или напряжения и т.д., значение упругого возврата составило 5,60 мм.
На фиг.69 показан вид компоновки полоски и области в обозначенной области заготовки в соответствии с вариантом воплощения настоящего изобретения. Как и в конкретном примере 1, случай компоновки полоски в положении, показанном в положении n=1@1 (номер исходного положения) заготовки, случай компоновки напряжения и случай компоновки, как полоски, так и напряжения подвергали численному анализу. Используемая форма составляла форму №A12w3d, показанную на фиг.65 (глубина 3 мм). Значение упругого возврата составило 5,58 мм, 5,64 мм и 5,62 мм для замены полоски, замены напряжения и замены полоски и напряжения.
На фиг.70 показан вид компоновки полоски и область в обозначенной области заготовки в соответствии с вариантом воплощения настоящего изобретения. Как и в конкретном примере 2, случай компоновки полоски в положении, обозначенном n=2@1 (номер второго положения), подвергали численному анализу случай размещения напряжения и случай размещения полоски и напряжения. Значение упругого возврата составило 5,57 мм, 5,64 мм и 5,62 мм для замены полоски, замены напряжения и замены полоски и напряжения. Когда значение упругого возврата не удовлетворяет установленному значению и т.д. таким образом, также возможно последовательно увеличивать номер положения для изучения.
На фиг.71 показан вид компоновки одной полоски с наименьшим значением упругого возврата и т.д. в соответствии с вариантом воплощения настоящего изобретения (мера для уменьшения первого значения упругого возврата). В качестве конкретного примера 3 подвергали численному анализу случай размещения полоски в положении, обозначенном n=best@1 на заготовке, случай размещения напряжения и случай размещения полоски и напряжения. Значение упругого возврата составило 5,22 мм, 4,26 мм и 4,03 мм для замены полоски, замены напряжения и замены полоски и напряжения. При наименьшем значении упругого возврата, в случае замены в одном положении, таким образом, упругий возврат улучшился на 28%.
На фиг.72 показан вид, представляющий компоновку второй полоски и т.д. при расположении одной полоски с наименьшим значением упругого возврата и т.д., в соответствии с вариантом воплощения настоящего изобретения. Как и в конкретном примере 3, подвергали численному анализу случай размещения полосок в положениях, обозначенных n=1@2 и n=best@1 на заготовке, случай размещения напряжения, и случай размещения полоски и напряжения. Значение упругого возврата составило 5,21 мм, 4,34 мм и 4,11 мм для замены полоски, замены напряжения и замены полоски и напряжения. При выполнении замены, при размещении второй полоски в дополнение к оптимальному примеру размещения одной полоски, таким образом, упругий возврат был улучшен на 27% (мера уменьшения второго значения упругого возврата).
На фиг.73 показан вид размещения второй полоски в компоновке одной полоски с наименьшим значением упругого возврата и т.д. в соответствии с вариантом воплощения настоящего изобретения. Как и в конкретном примере 5, подвергали численному анализу случай размещения полоски в положениях, показанных n=2@2 и n=best@1 на заготовке, случай размещения напряжения, и случай размещения полоски и напряжения. Значение упругого возврата составило 5,23 мм, 4,32 мм и 4,09 мм для замены полоски, замены напряжения и замены полоски и напряжения. При выполнении замены, с размещением второй полоски и т.д. в положении номер два, в дополнение к оптимальному примеру компоновки одной полоски и т.д., таким образом, упругий возврат был улучшен на 27%. Когда значение упругого возврата не удовлетворяет допустимому значению и т.д. таким образом, также возможно последовательно увеличивать номер положения для изучения.
На фиг.74 показан вид компоновки n полосок и т.д. в обозначенной области заготовки в соответствии с вариантом воплощения настоящего изобретения. В качестве конкретного примера 6 компоновка замены после положения n=best@1, где значение упругого возврата становится наименьшим, при размещении одной полоски и т.д., второй полоски и т.д. в положении n=best@2, где значение упругого возврата становится наименьшим, выполнили n раз. Значение упругого возврата составило 3,22 мм, 1,60 мм и 1,51 мм для замены полоски, замены напряжения и замены полоски и напряжения. При выполнении замены многократно выполняли поиск оптимальных положений n раз таким образом, при этом произошло улучшение упругого возврата на 73%.
Кроме того, в качестве конкретного примера 7 изучили случай замены формы №№A12w3d (глубина 4 мм), отличающейся от фиг.74, в n положениях, определенных на фиг.74. В этом случае значение упругого возврата составило 3,20 мм, 1,54 мм и 1,46 мм для замены полоски, замены напряжения и замены полоски и напряжения. При выполнении замены многократный поиск оптимальных положений n раз, таким образом, улучшил упругий возврат на 74%.
На фиг.75 показан вид компоновки фактических полосок в обозначенных областях заготовки в соответствии с вариантом воплощения настоящего изобретения. В качестве конкретного случая 8 фактические полоски расположили в положениях, показанных на фиг.74, и подвергли численному анализу. Даже когда фактически размещали крупные полоски в местах компоновки малых полосок, как показано на фиг.74, значение упругого возврата составило 1,60 мм. Упругий возврат был улучшен на 72%. Таким образом, даже при фактическом размещении полосок, на основе изучения положений компоновки полосок, пояснявшегося выше, упругий возврат может быть эквивалентно уменьшен.
В таблице 3 показаны результаты упругого возврата для описанных выше случаев 1-8.
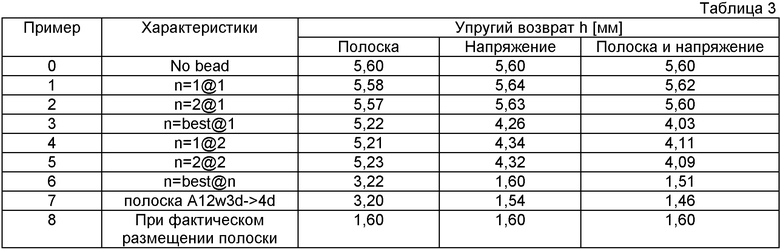
Таким образом, настоящее изобретение позволяет не только идентифицировать положение возникновения упругого возврата, но может также рассчитать меры против него.
Как показано на примерах, приведенных выше, устройство для идентификации местоположения возникновения упругого возврата в соответствии с настоящим изобретением, при сравнении с использованием на практике в прошлом подобных устройств для изучения упругого возврата, позволяет использовать численный анализ для идентификации мест расположения возникновения упругого возврата. Кроме того, путем количественного анализа степени влияния упругого возврата на заготовку и отображения информации для обеспечения возможности визуального определения становится возможным легко идентифицировать местоположение причины возникновения упругого возврата. Кроме того, настоящее изобретение также может обеспечить меру против упругого возврата заготовки.
Таким образом, устройство для идентификации местоположения причины возникновения упругого возврата в соответствии с настоящим изобретением, при сравнении с прошлым, когда на практике использовали устройство для изучения упругого возврата, позволяет применять численный анализ для идентификации причины местонахождения возникновения упругого возврата, таким образом, что объем испытательных работ и затраты на этапе механического конструирования формуемого элемента могут быть уменьшены. Кроме того, устройство для идентификации положения меры против упругого возврата в соответствии с настоящим изобретением, по сравнению с прошлым, когда использовали на практике устройство для изучения упругого возврата, позволяет использовать численный анализ для идентификаций положения меры против упругого возврата, таким образом, что объем испытательных работ и затраты на этапе механического конструирования формуемого элемента можно значительно уменьшить.
Кроме того, такое устройство в соответствии с настоящим изобретением, как можно ожидать, можно будет использовать для всего диапазона заготовок, что позволит получить значительные преимущества в промышленности.
Описанные выше варианты воплощения приведены только в качестве типичных примеров. Комбинации элементов вариантов воплощения и их модификаций и вариантов будут понятны для специалиста в данной области техники. Для специалиста в данной области техники будут понятны различные модификации описанных выше вариантов воплощения без выхода за пределы принципов изобретения и объема изобретения, описанных в формуле изобретения.
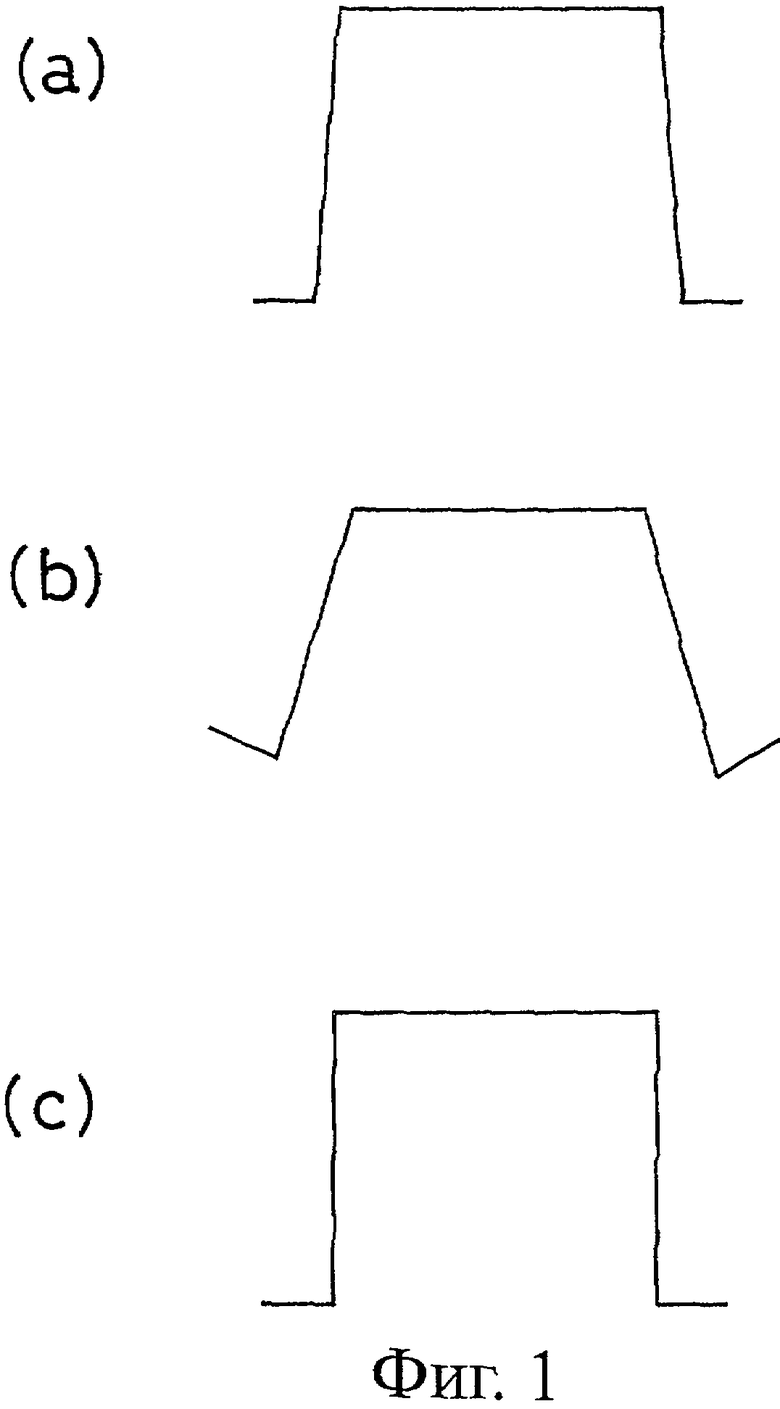
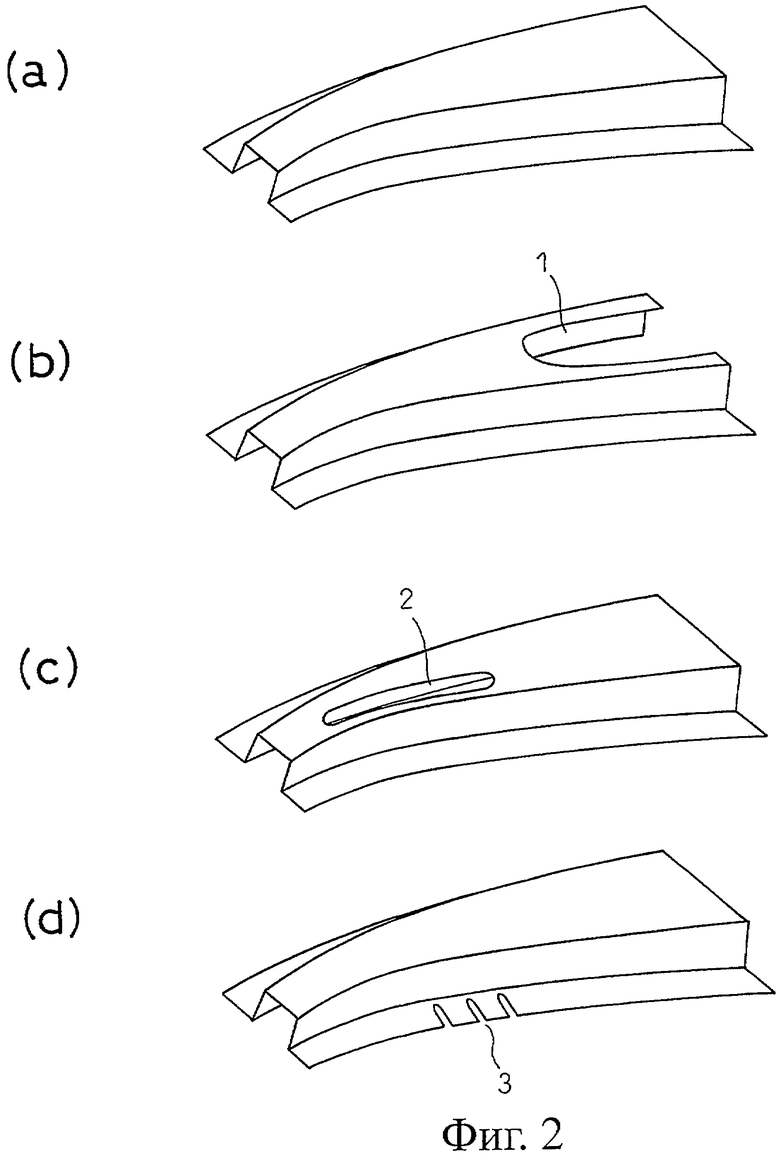
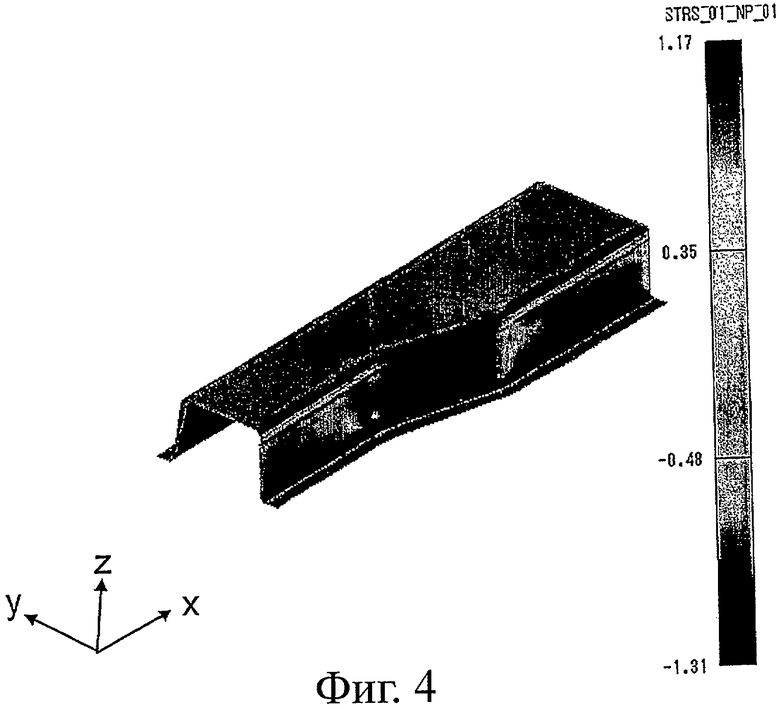
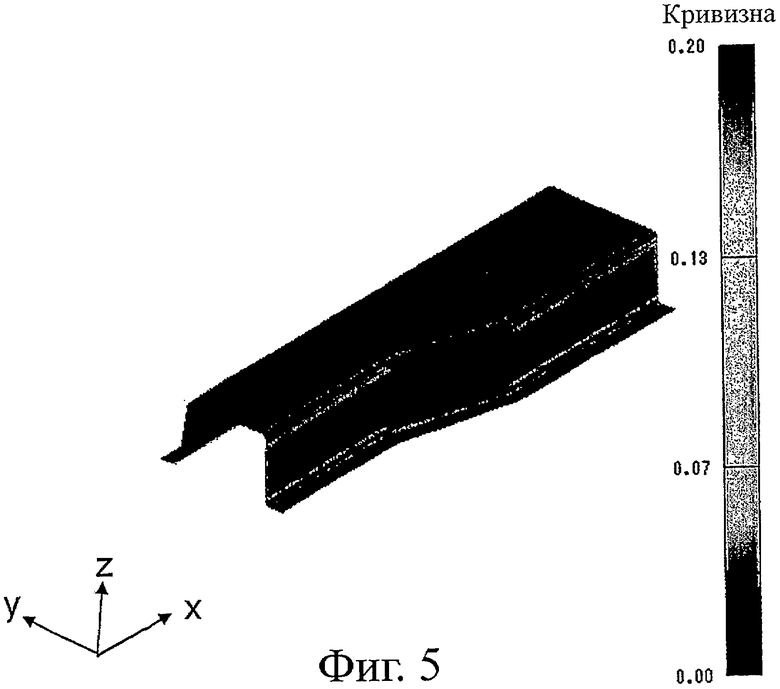
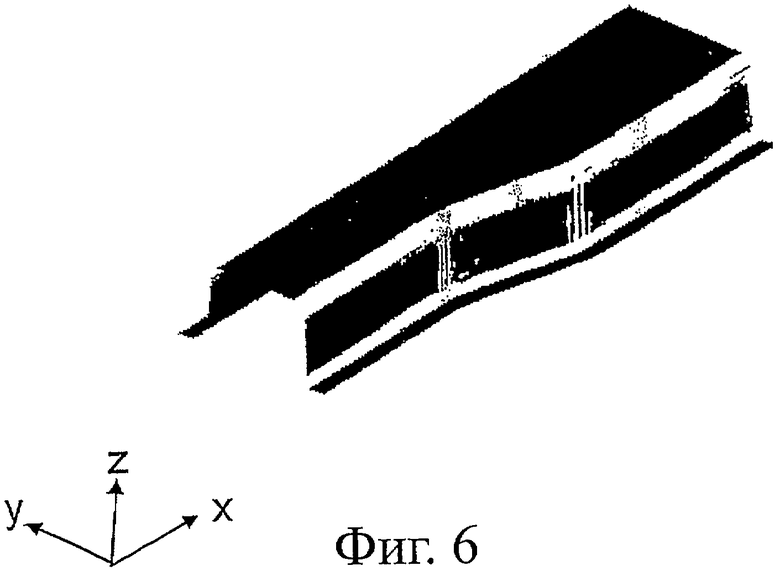
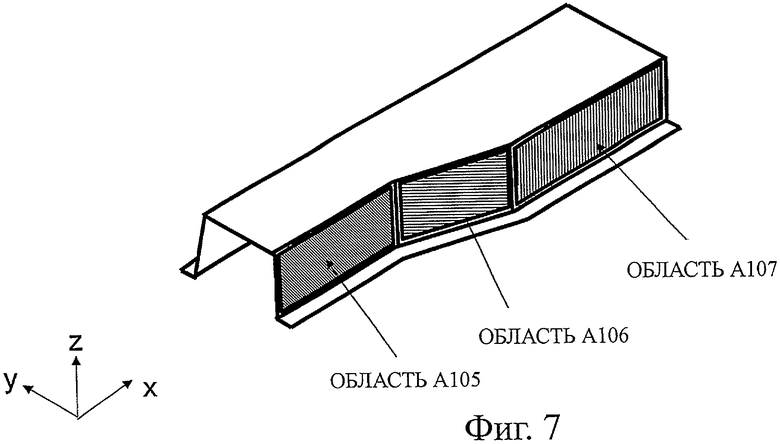
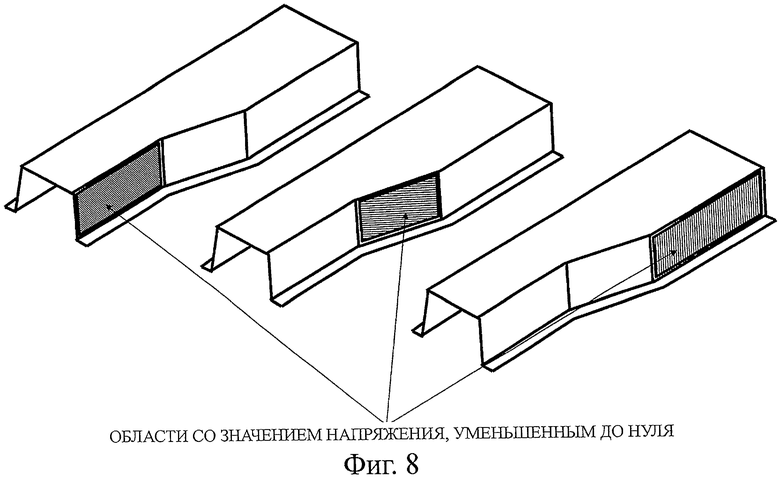
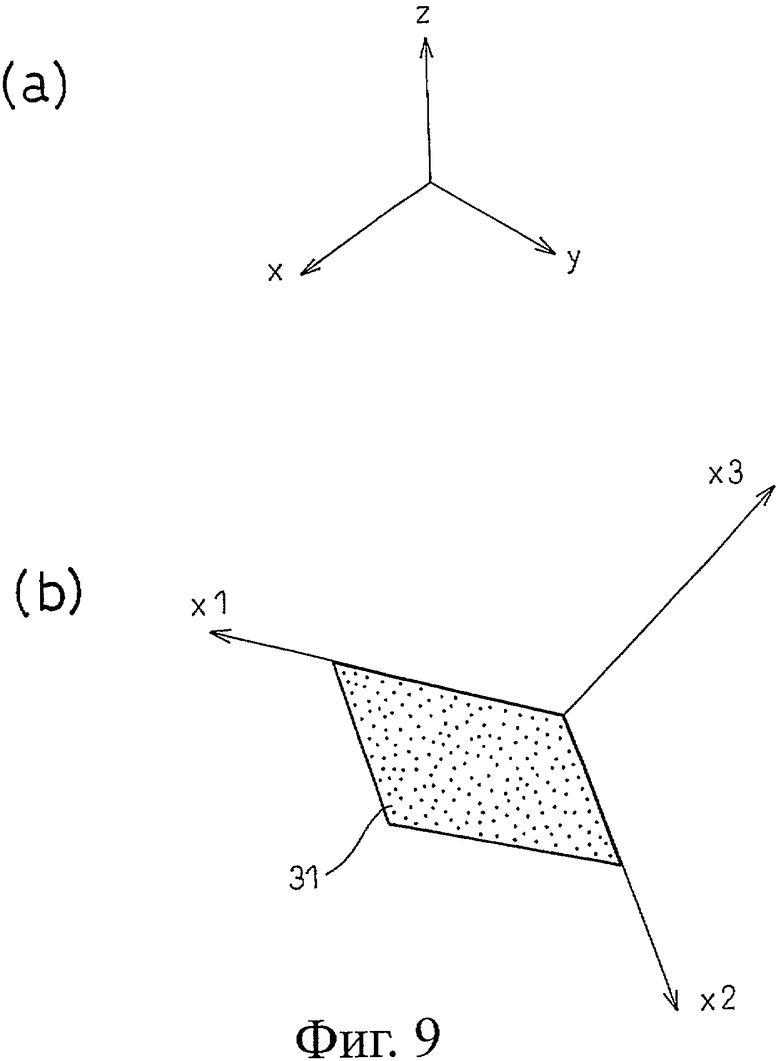
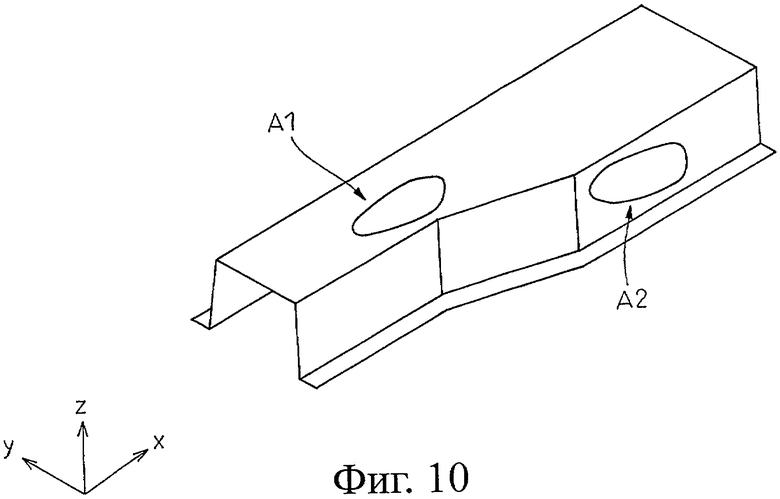
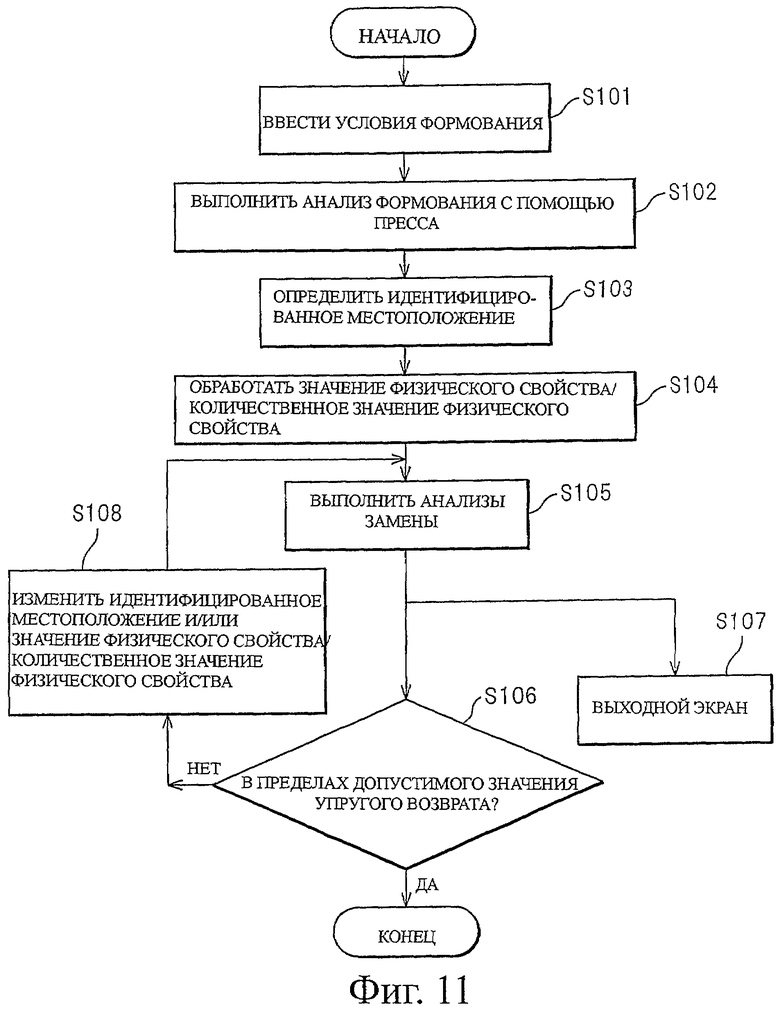
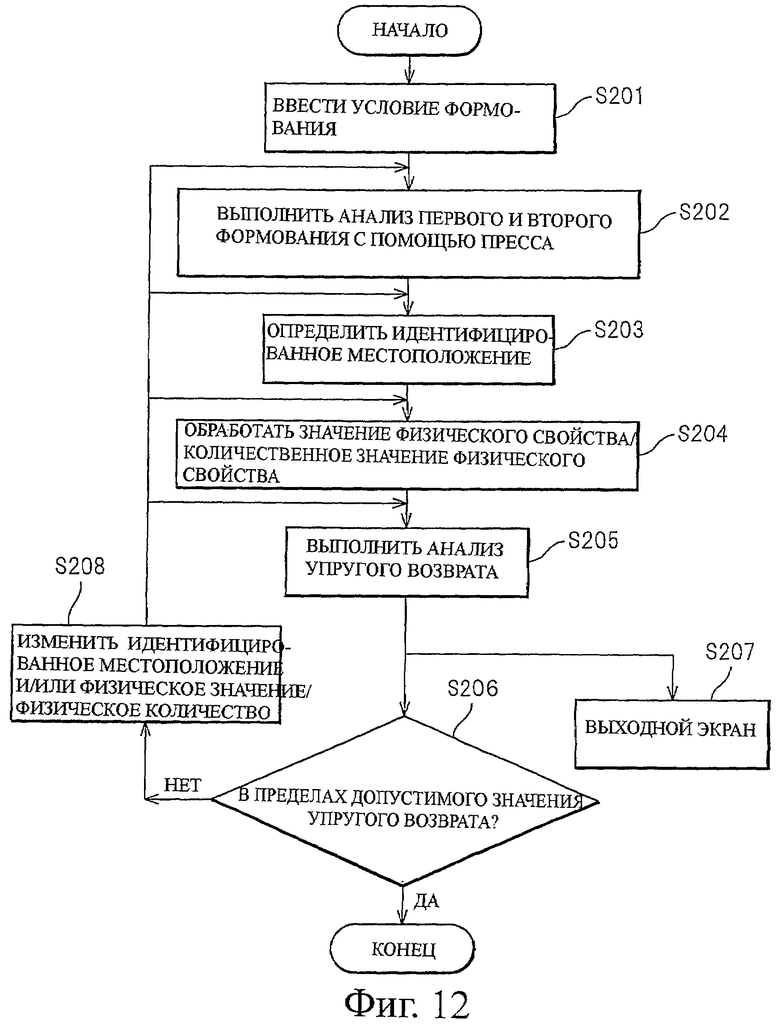
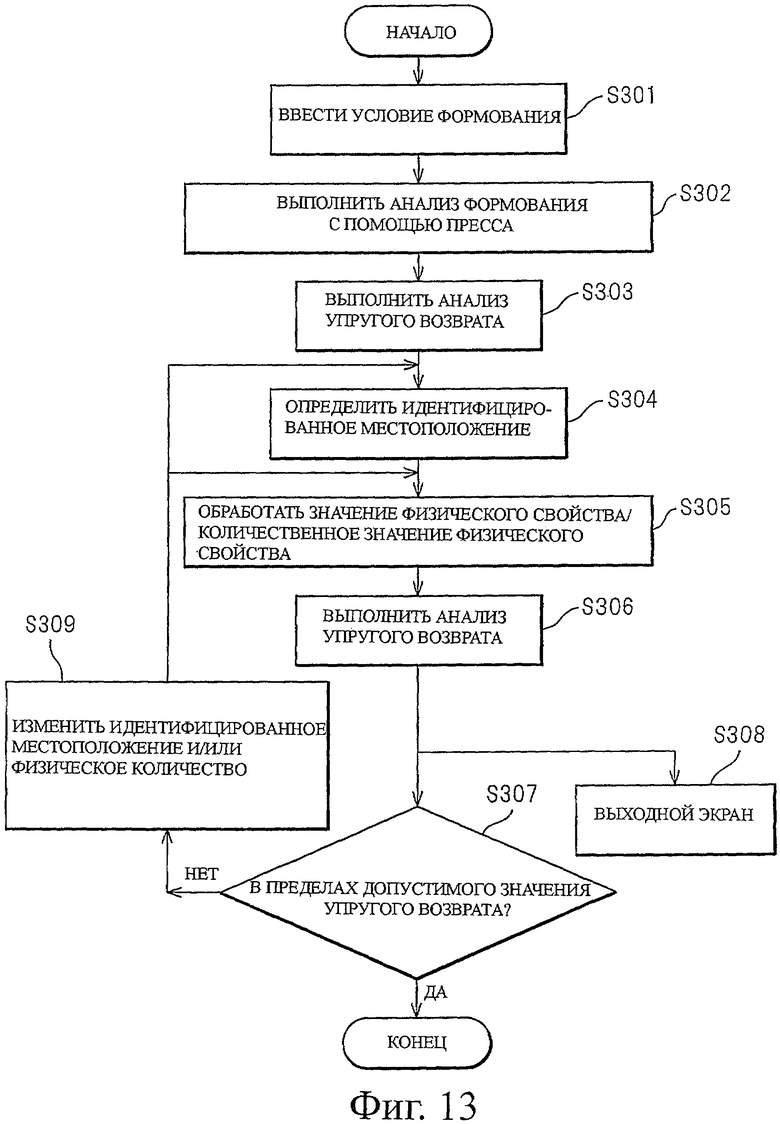
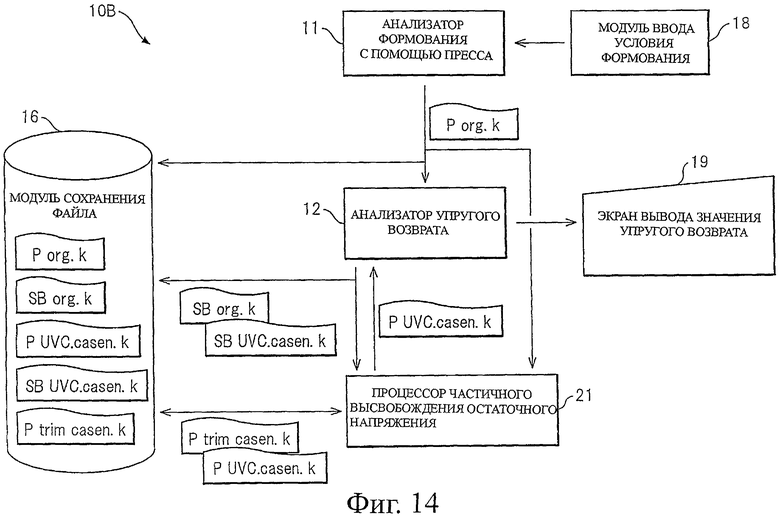
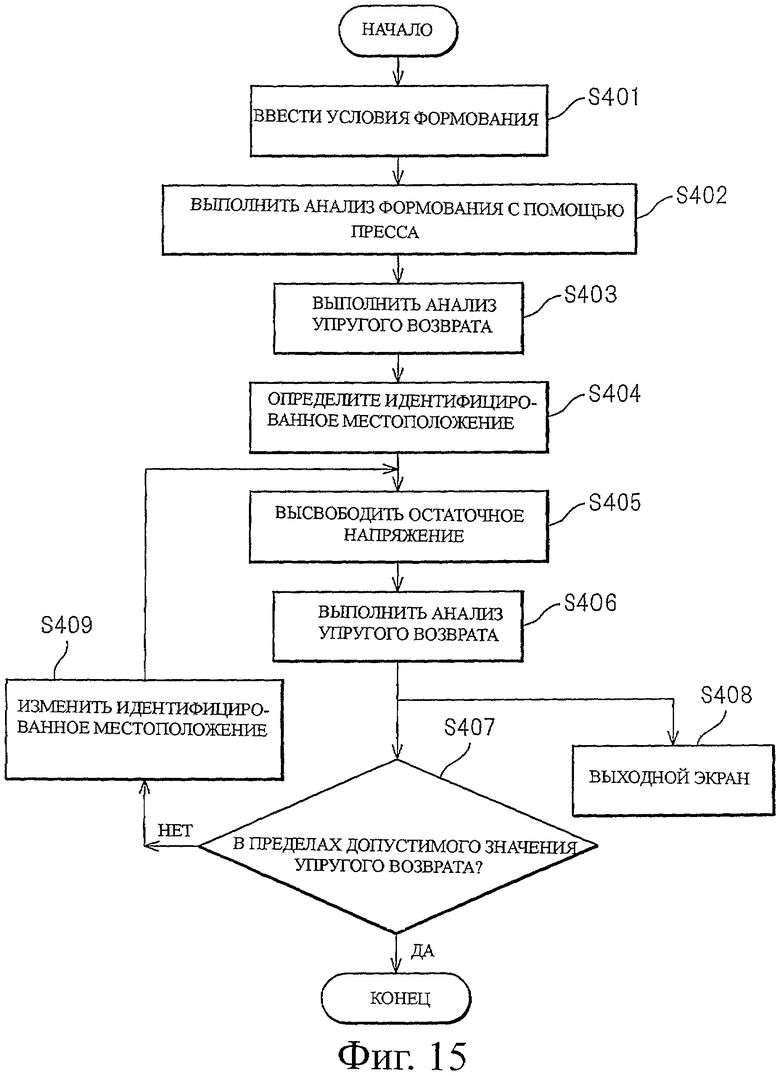
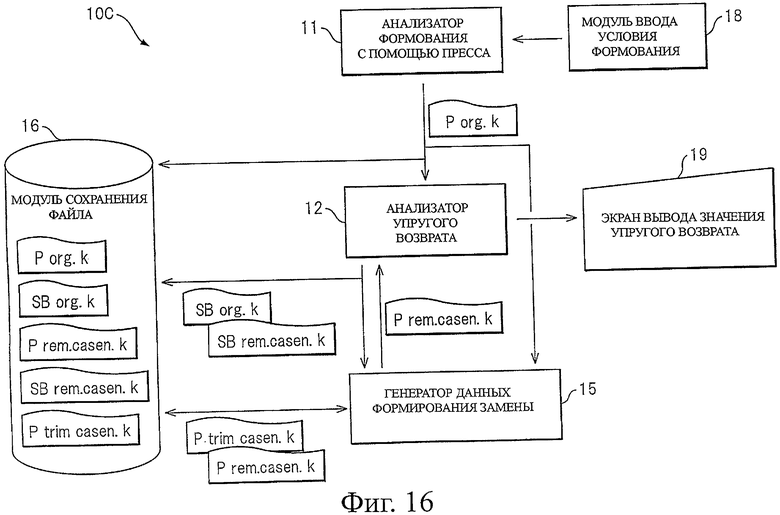
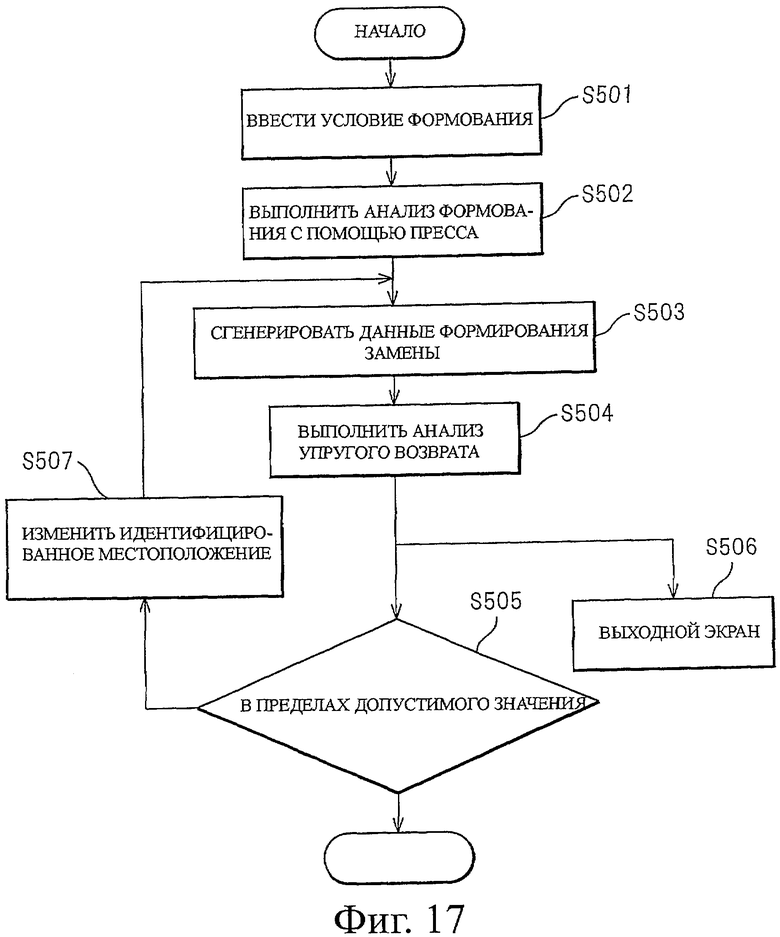
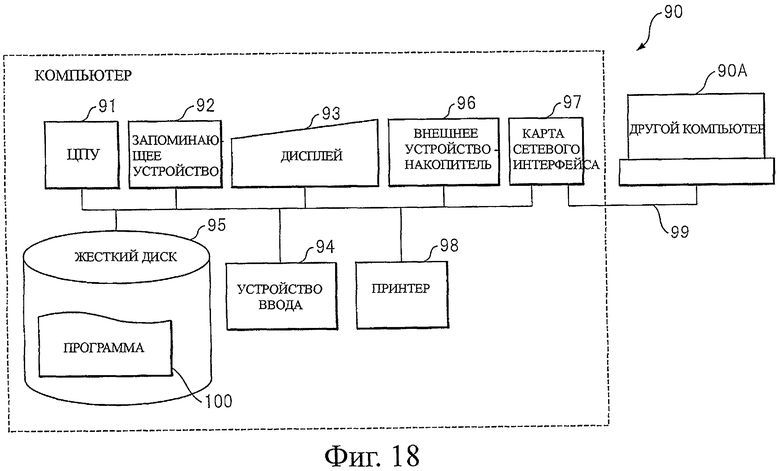
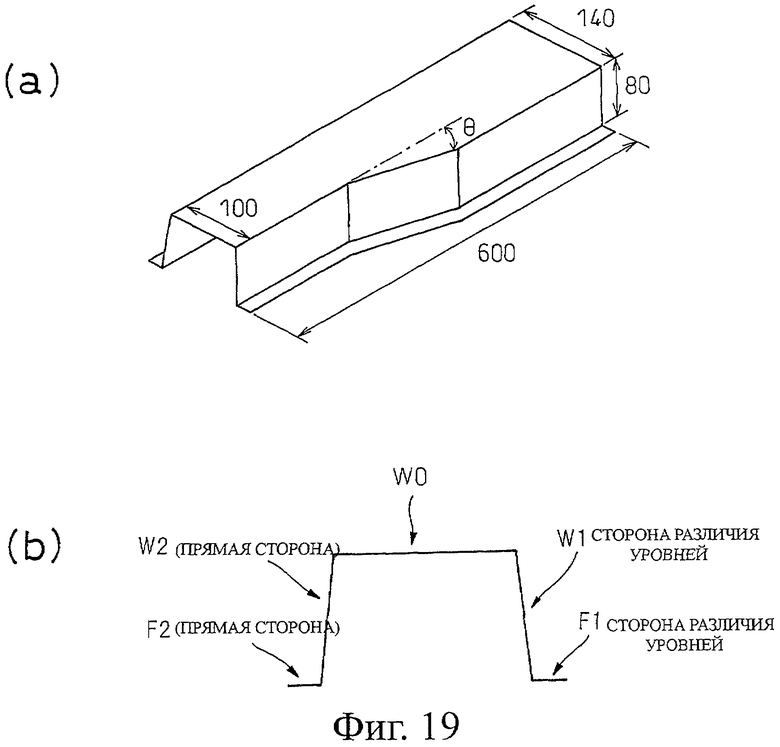
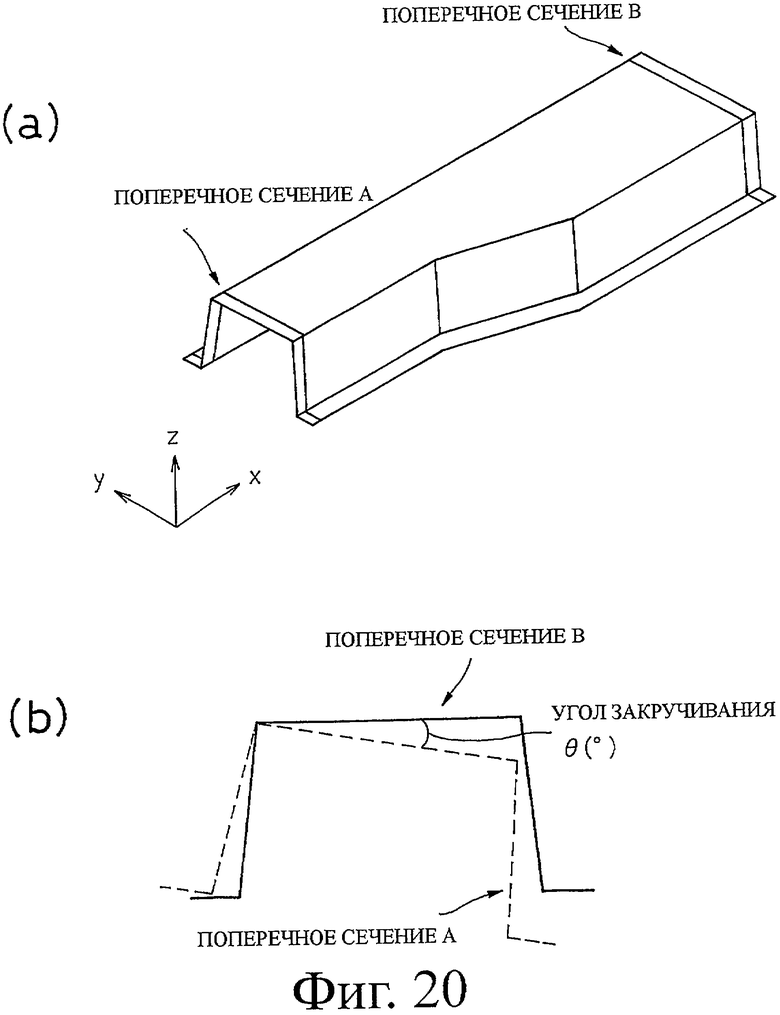
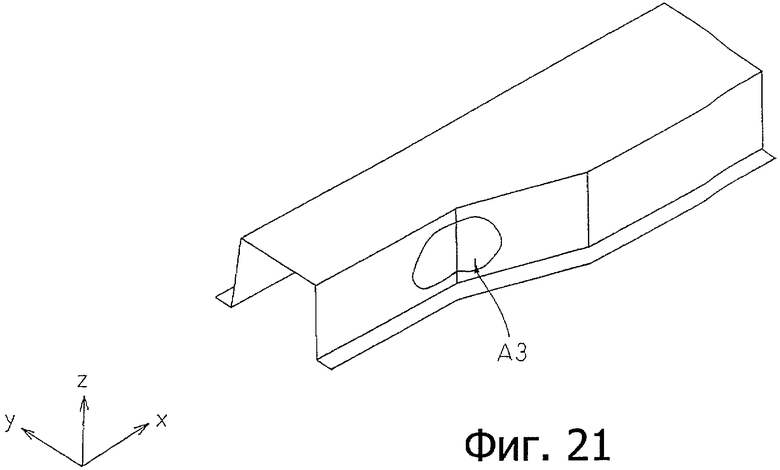
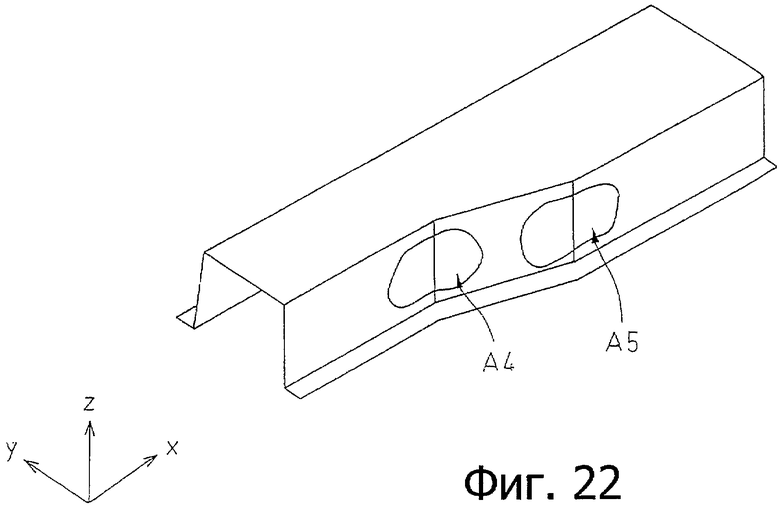
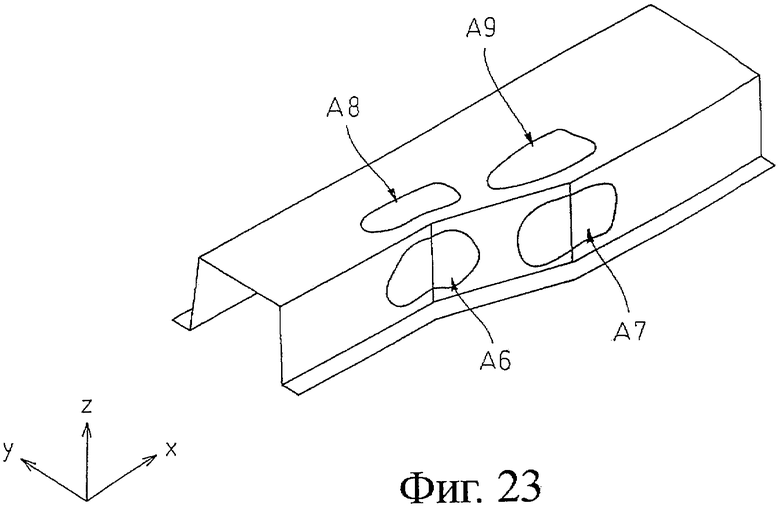
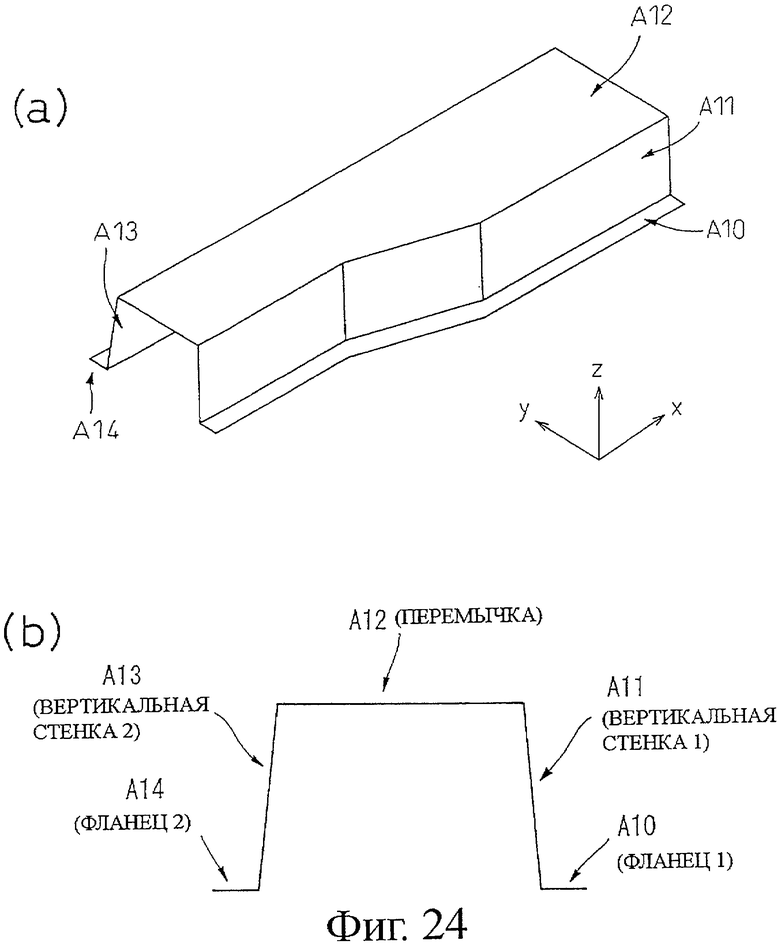
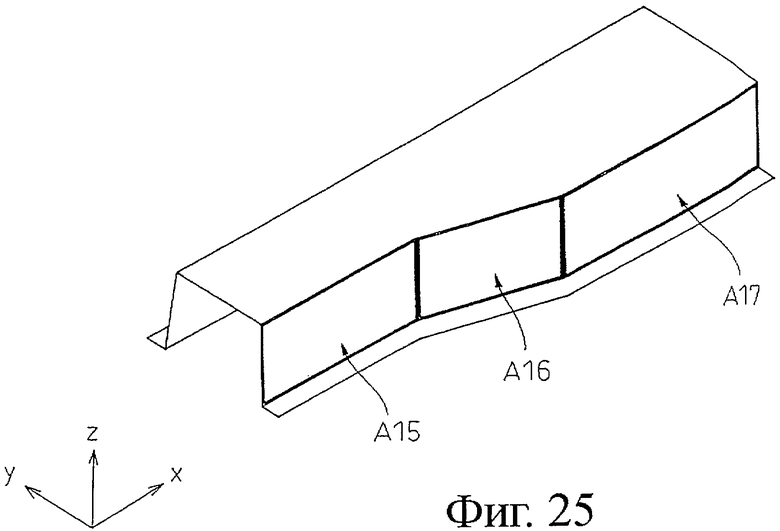
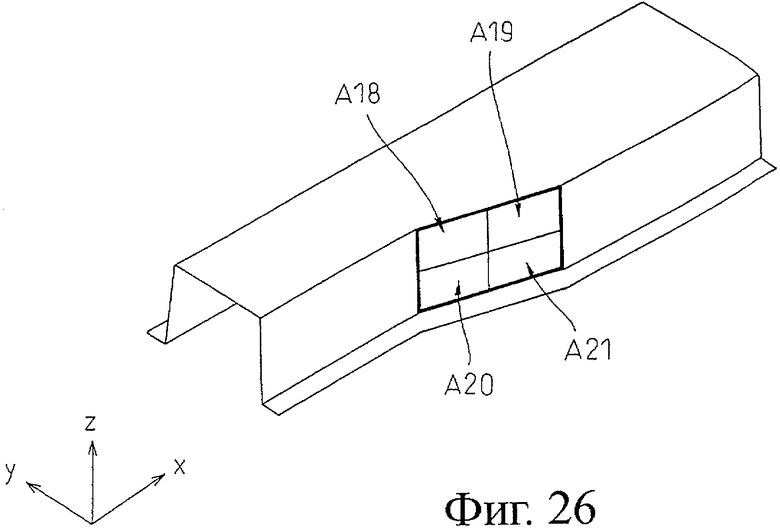
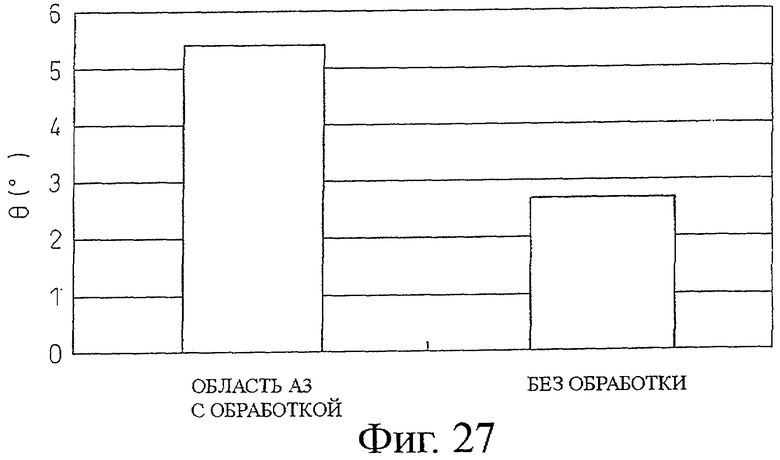
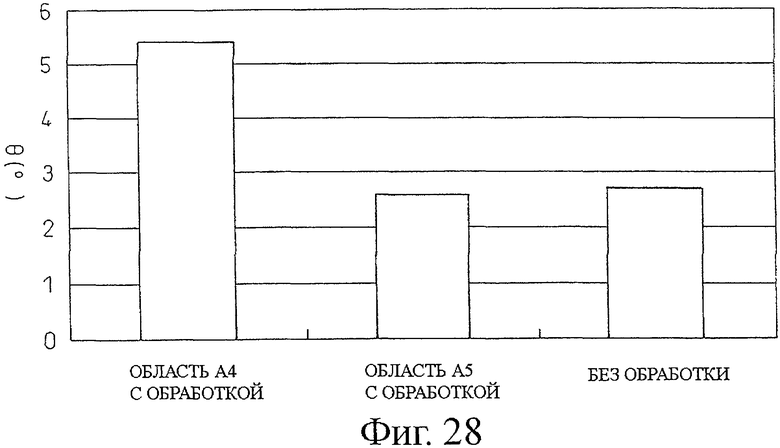
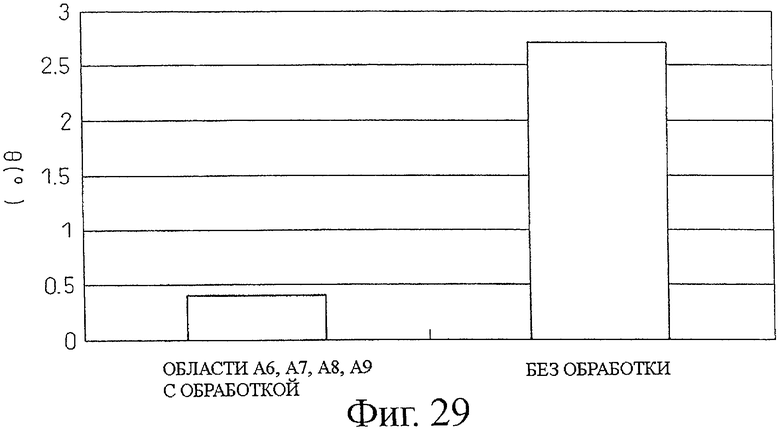
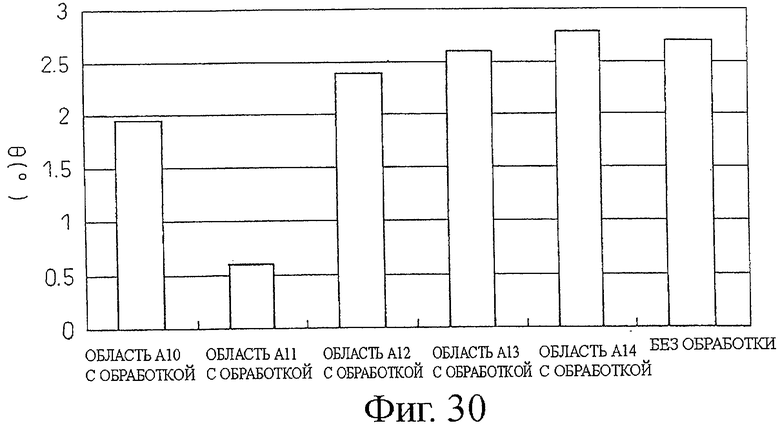
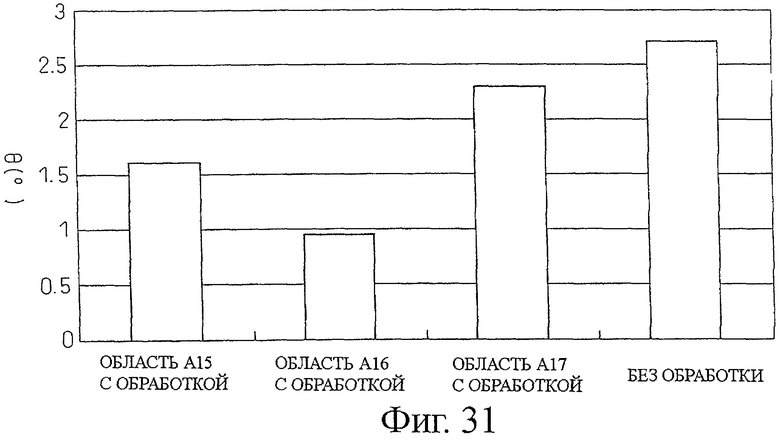
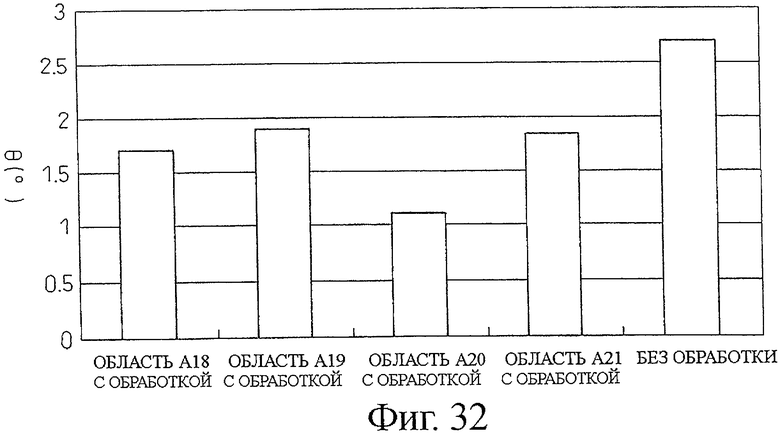
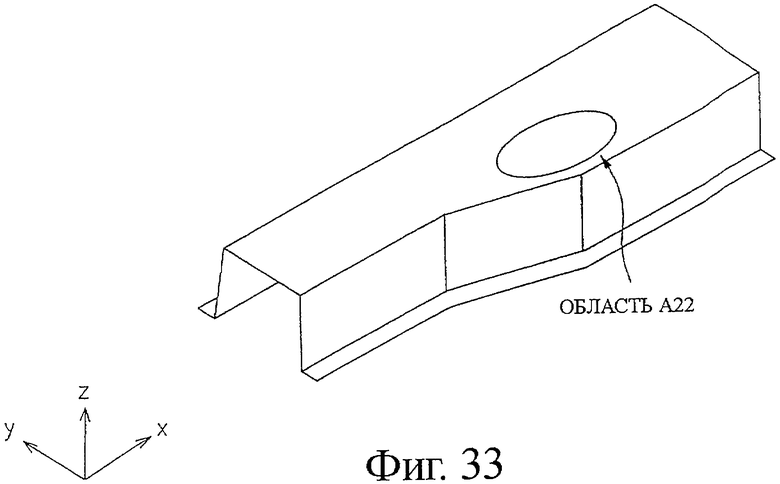
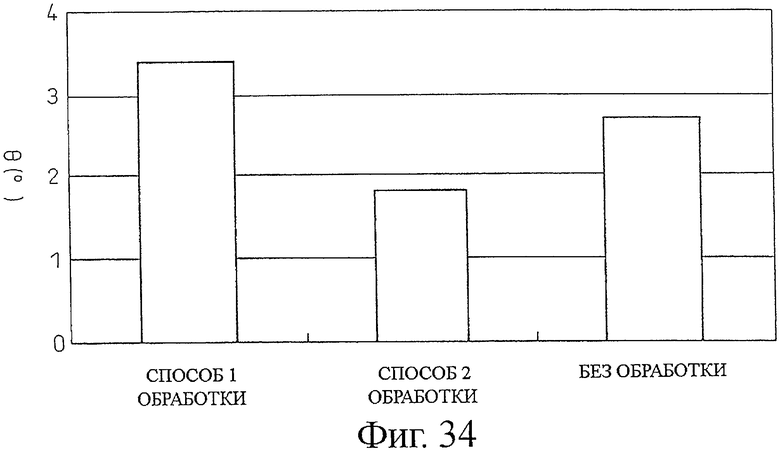
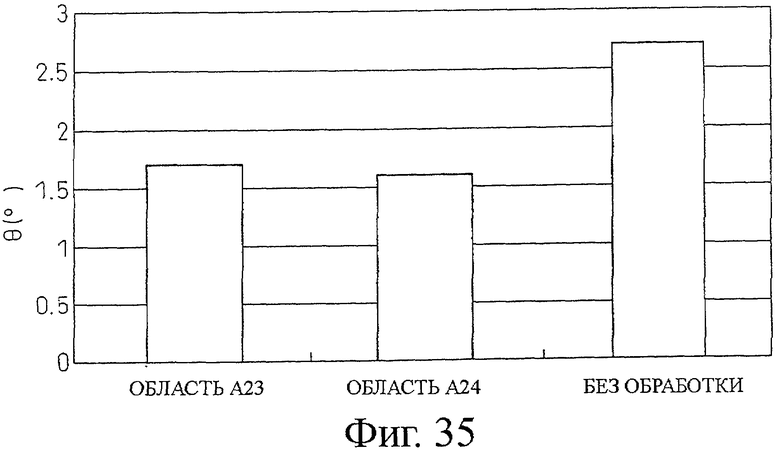
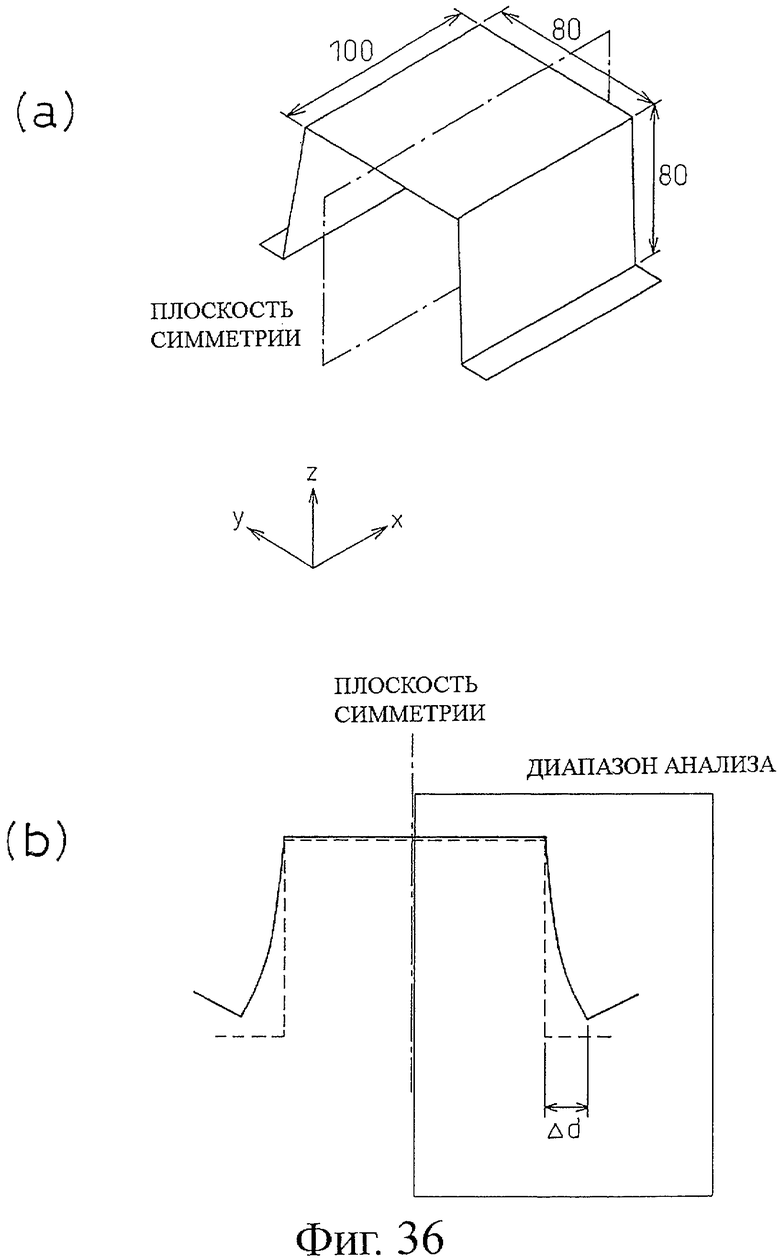
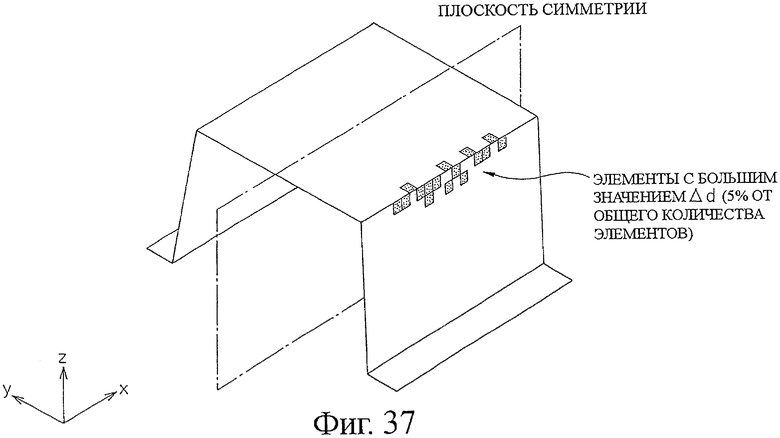
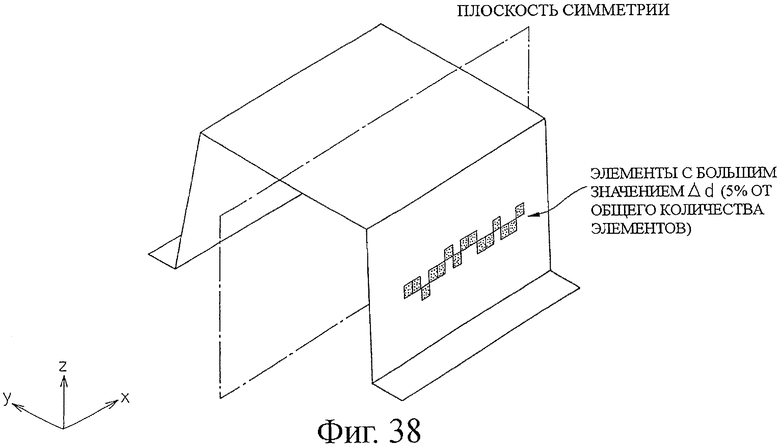
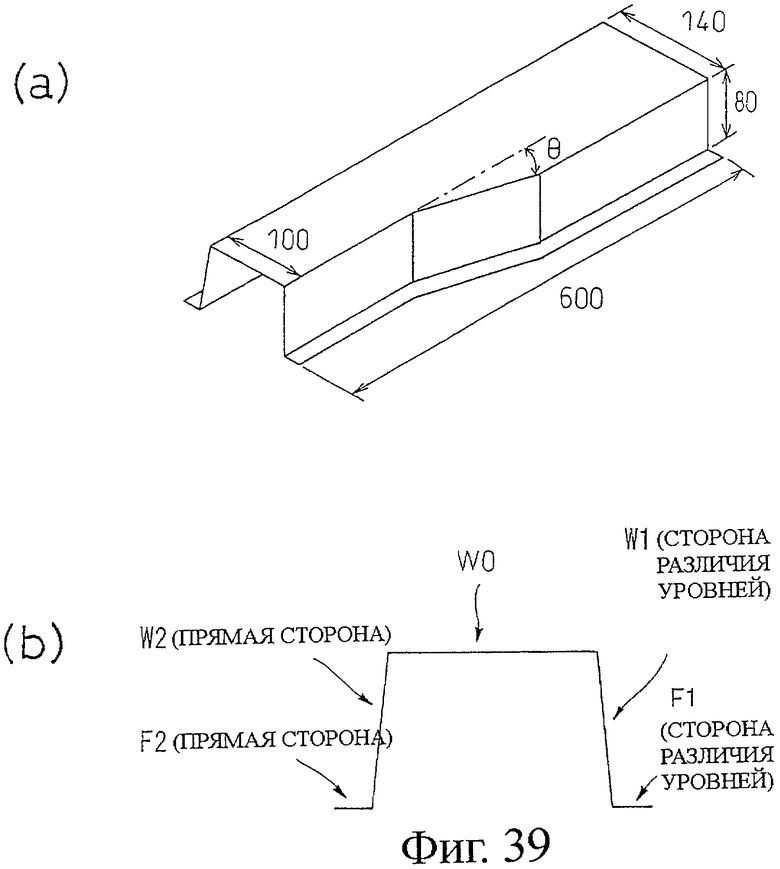
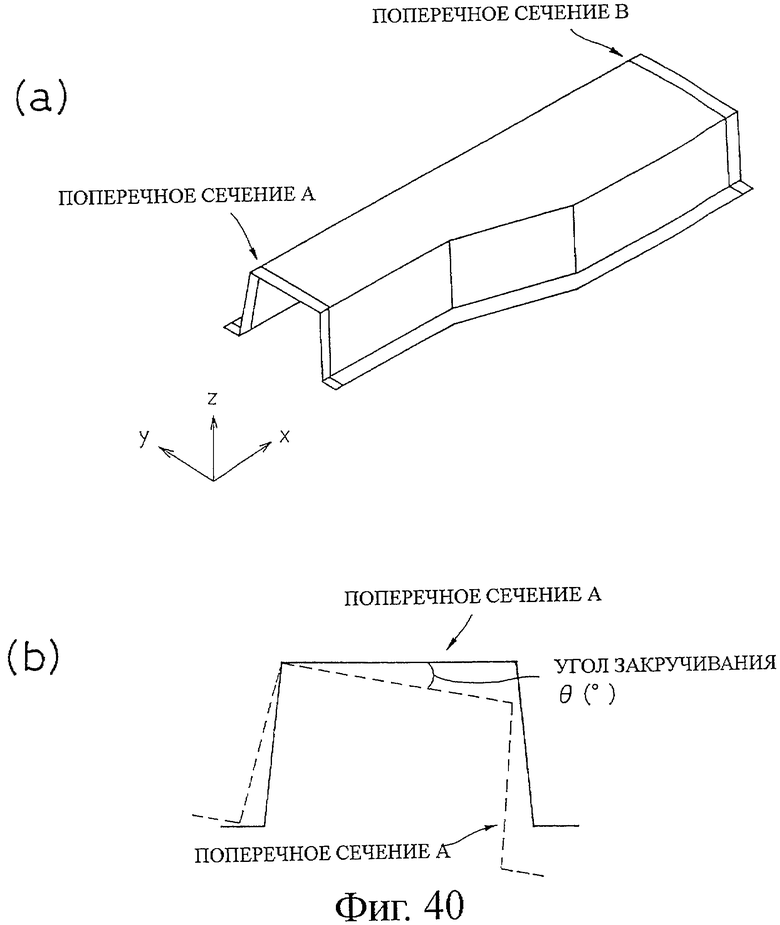
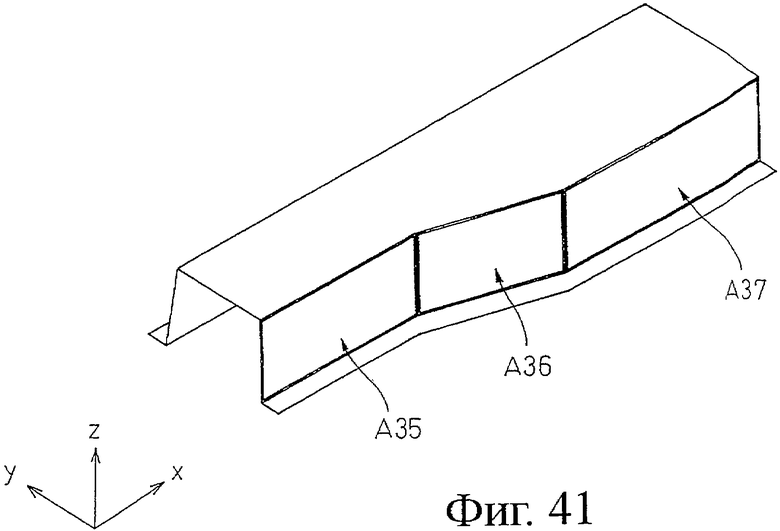
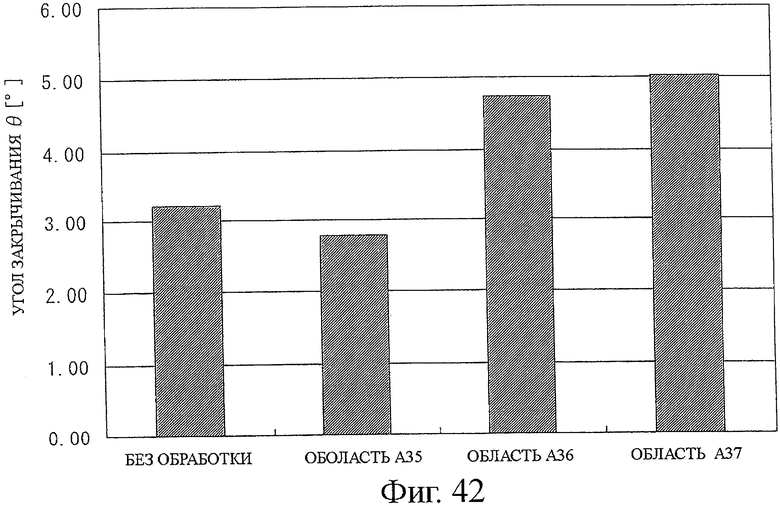
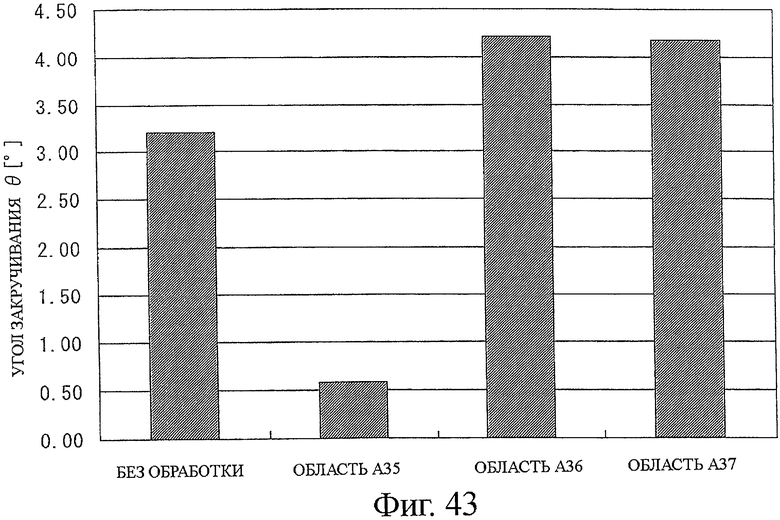
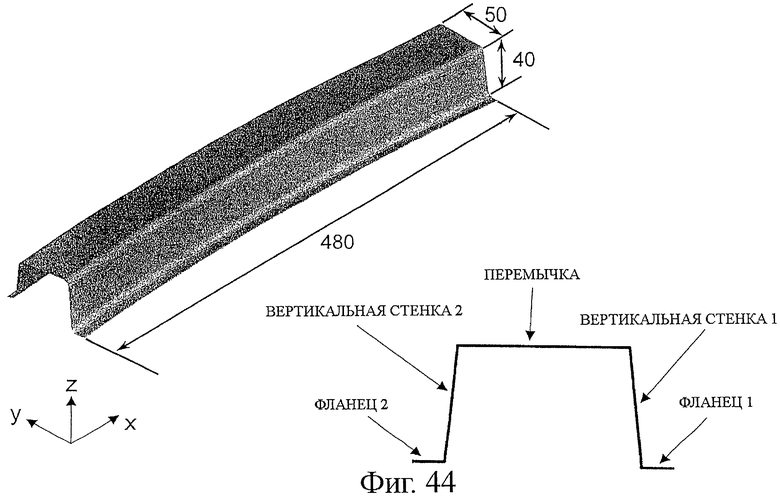
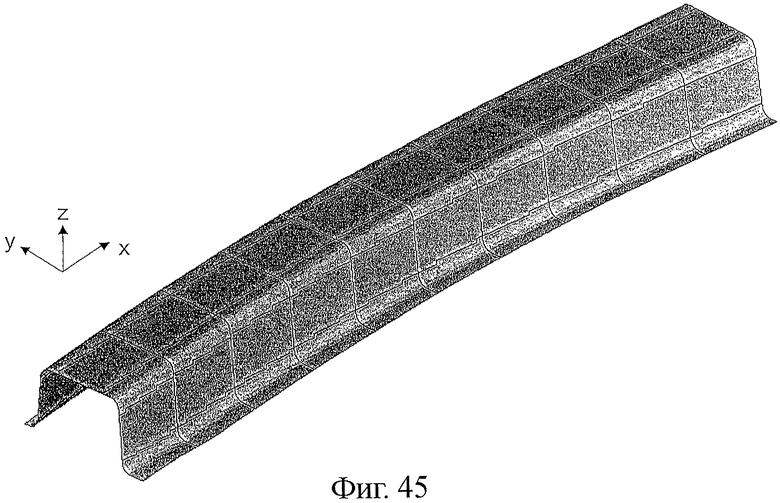
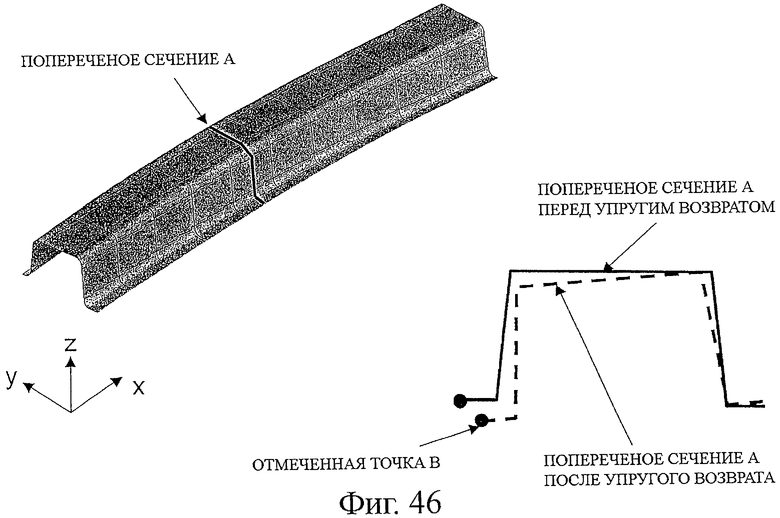
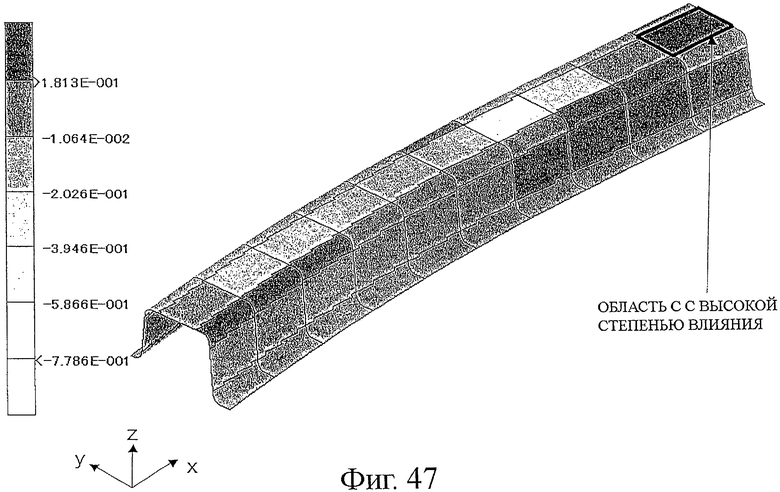
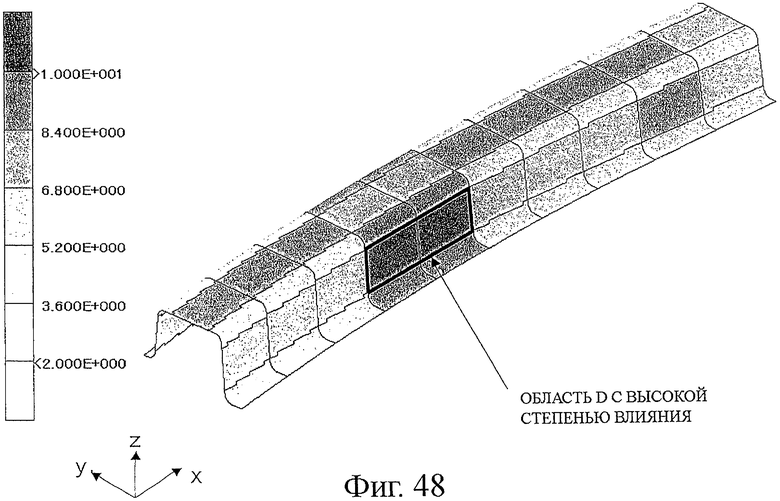
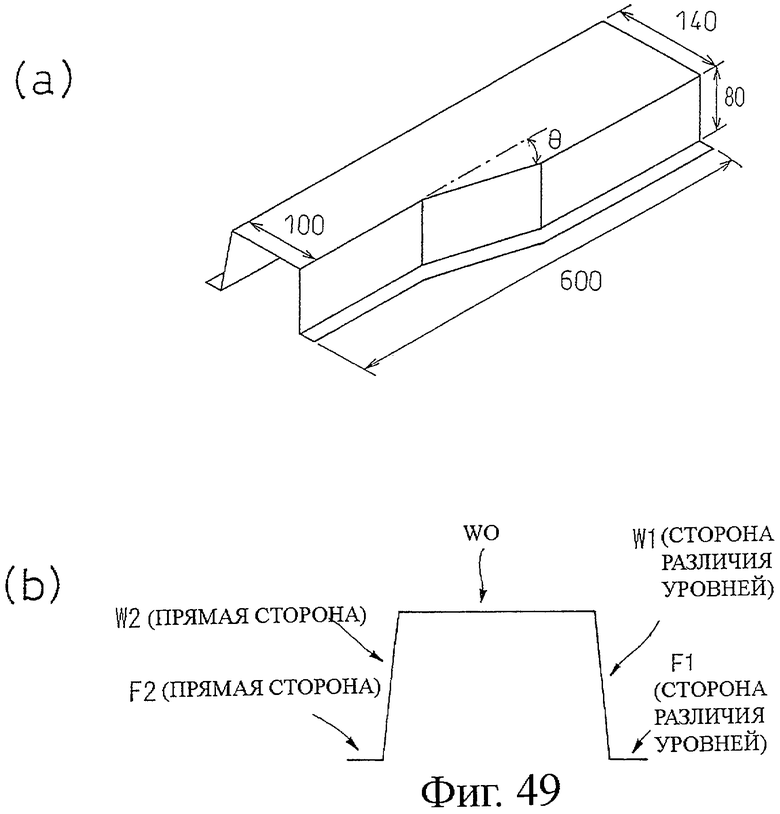
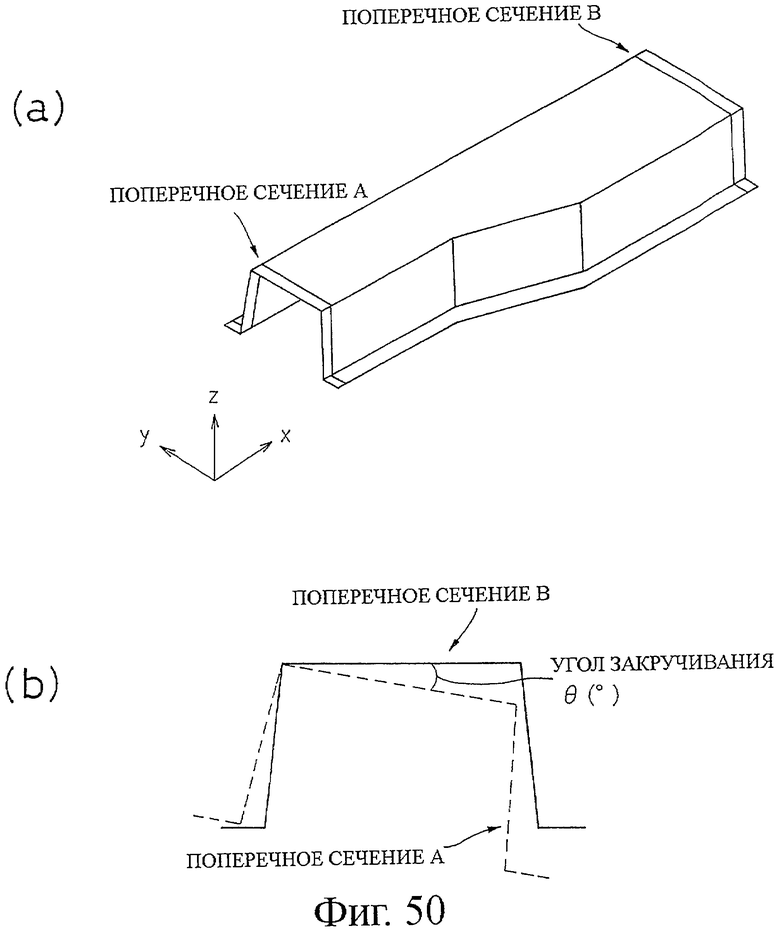

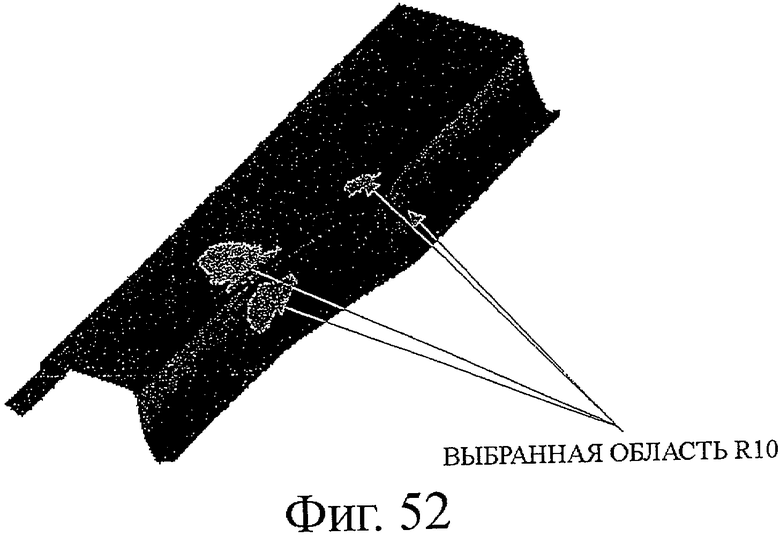
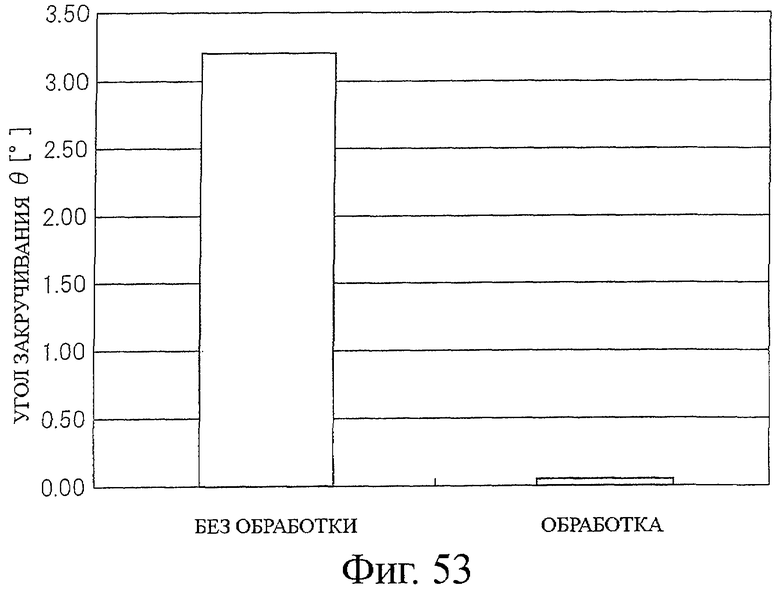
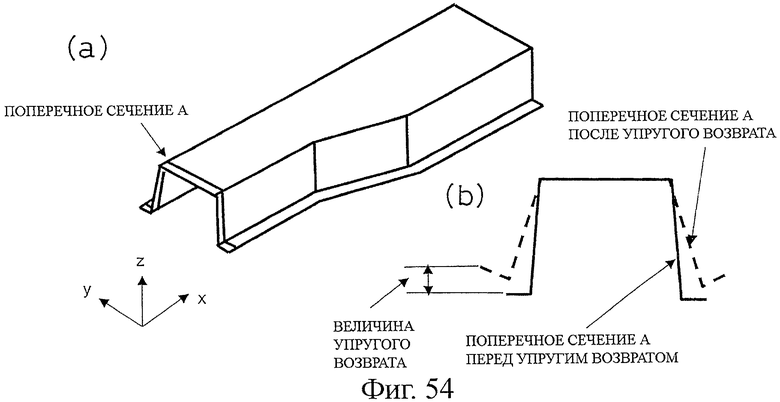
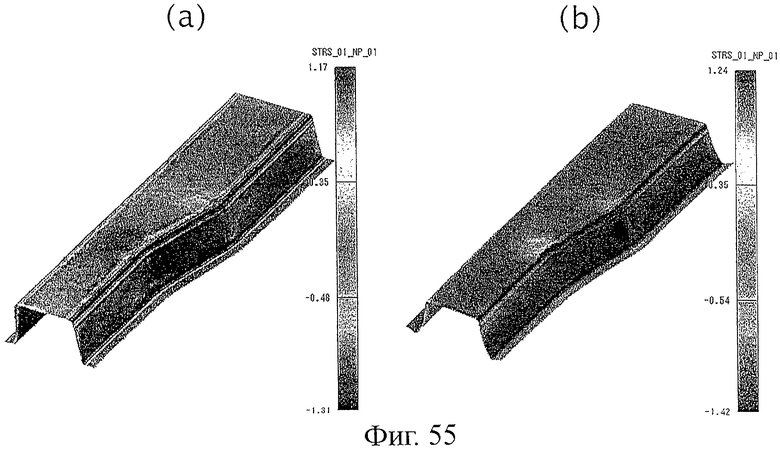
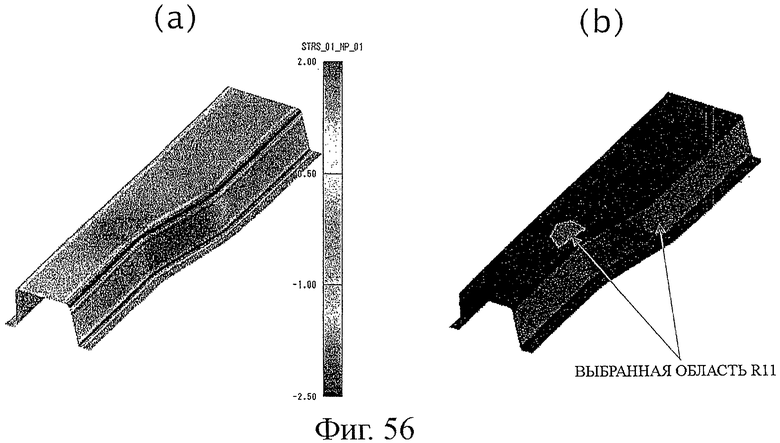
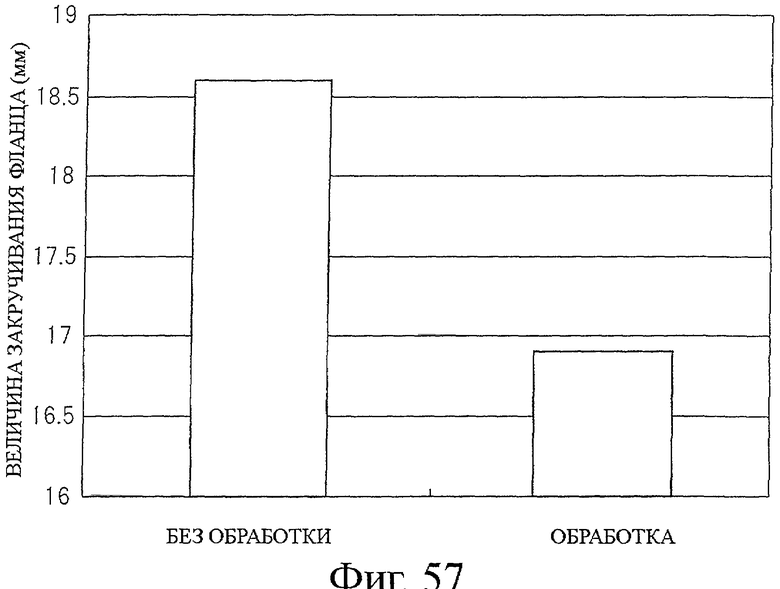
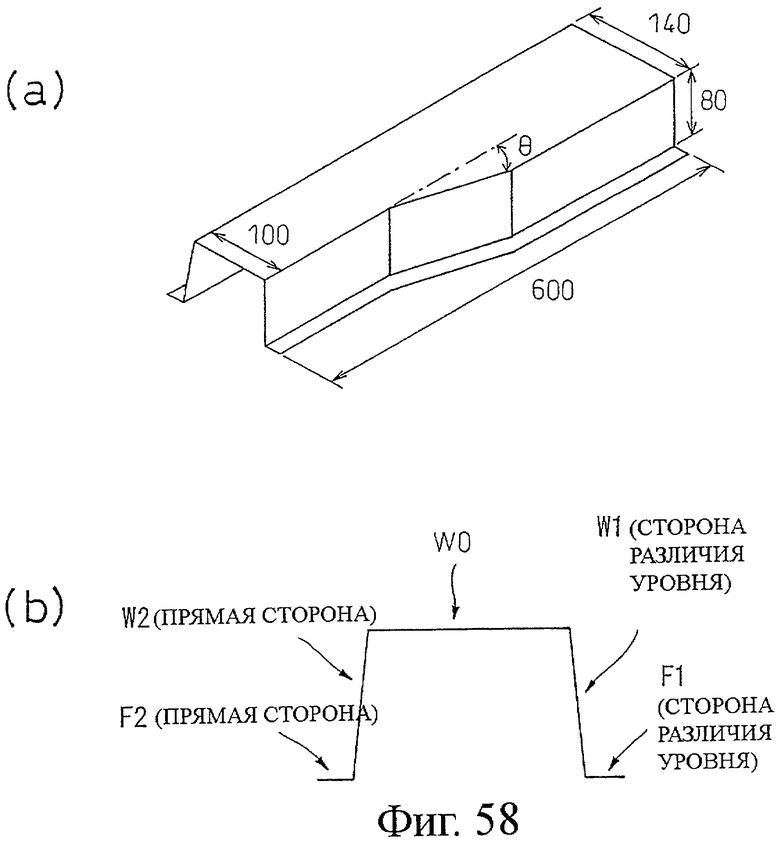
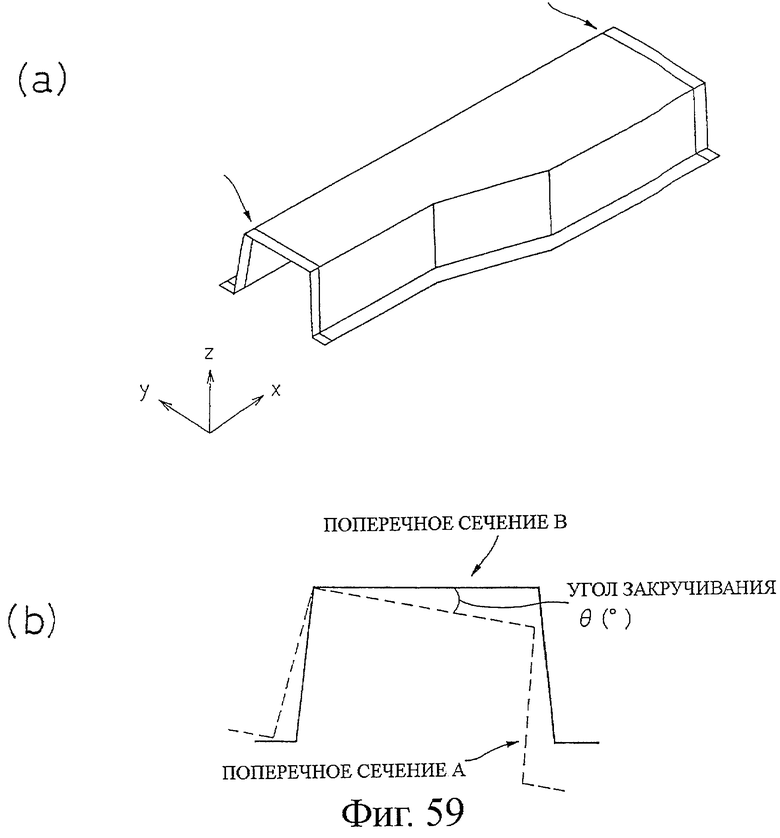
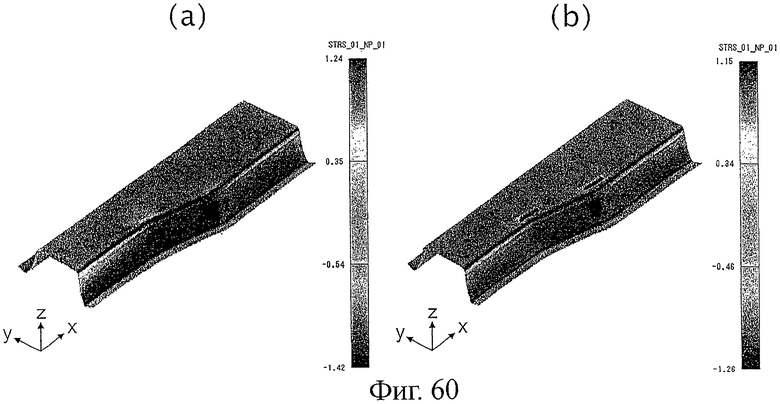
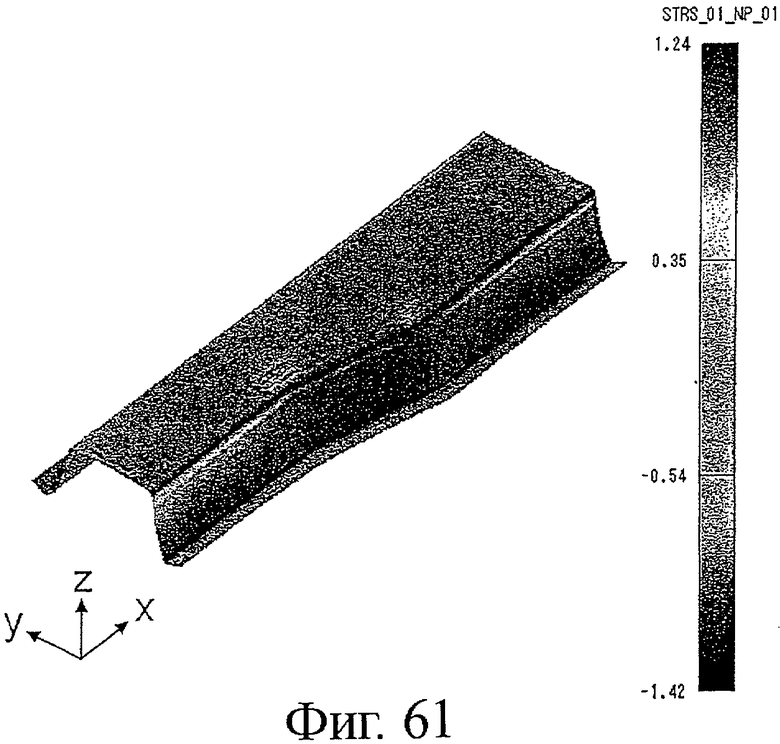
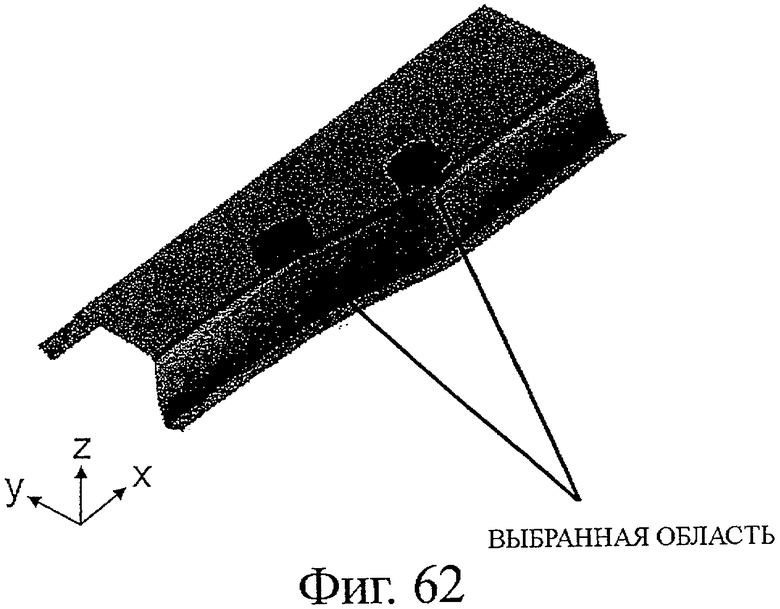
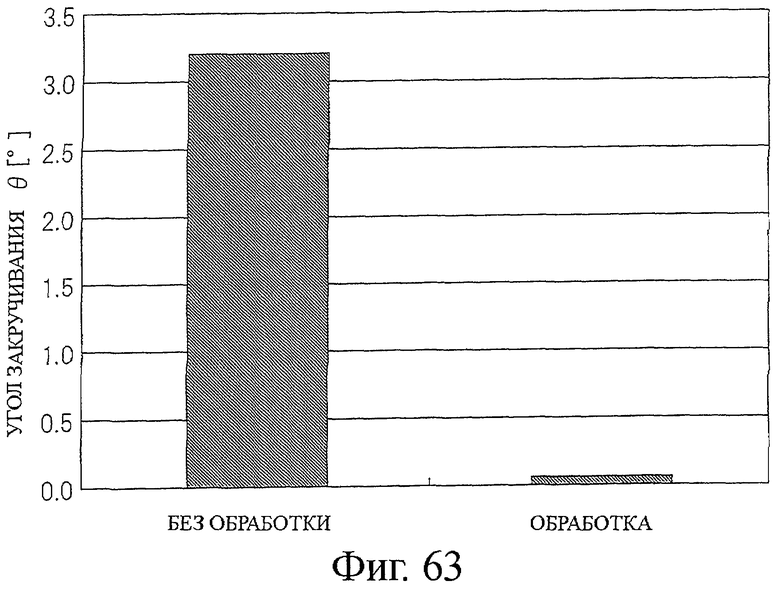
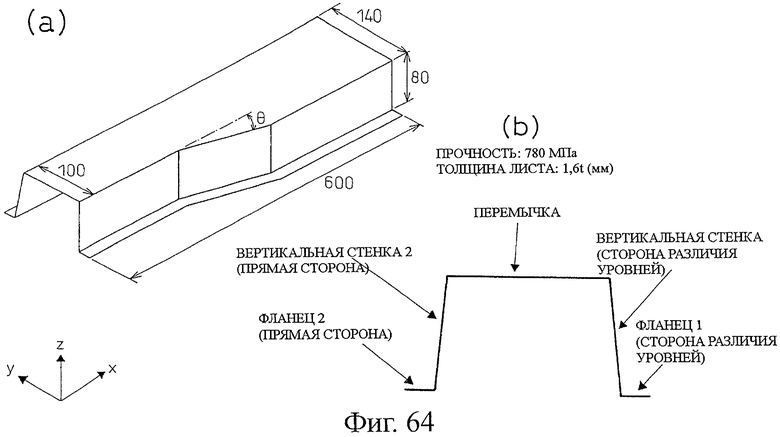
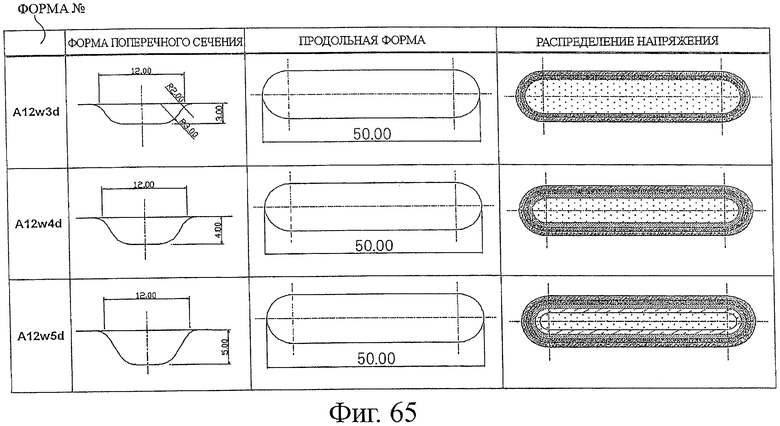
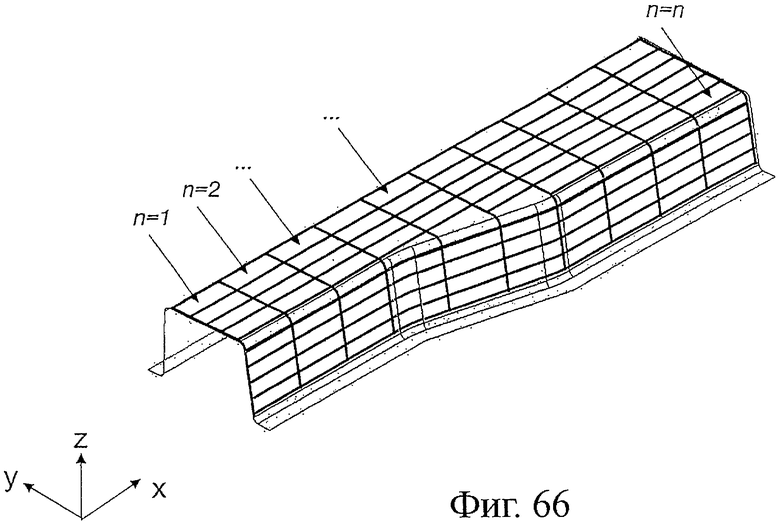
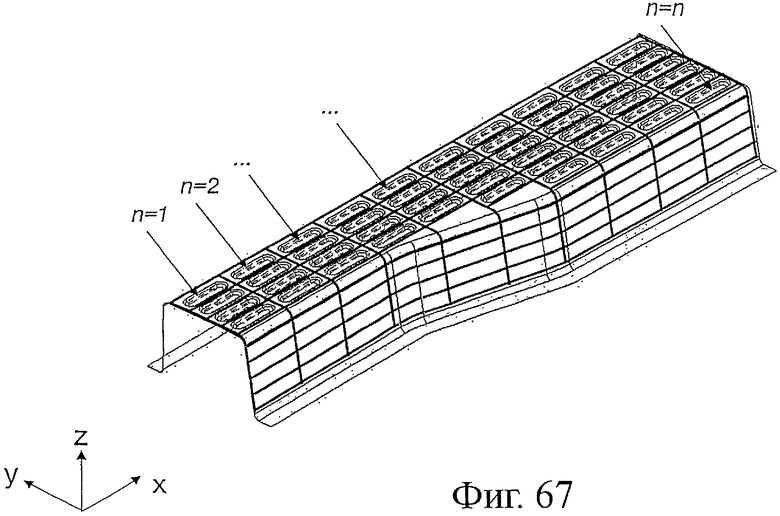
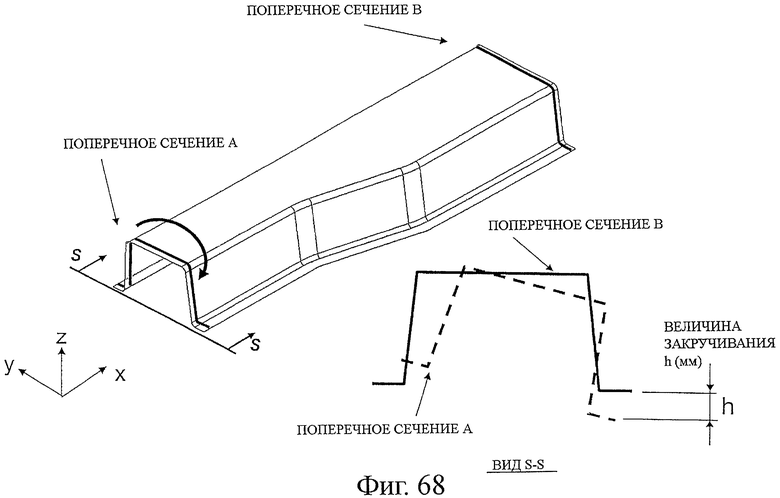
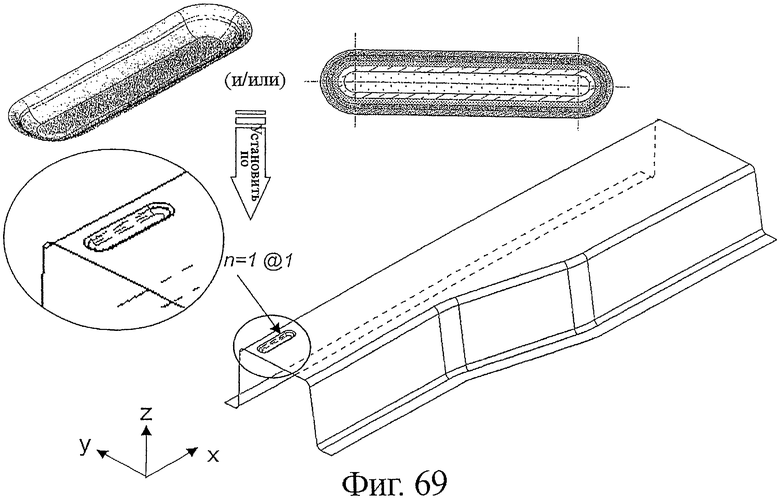
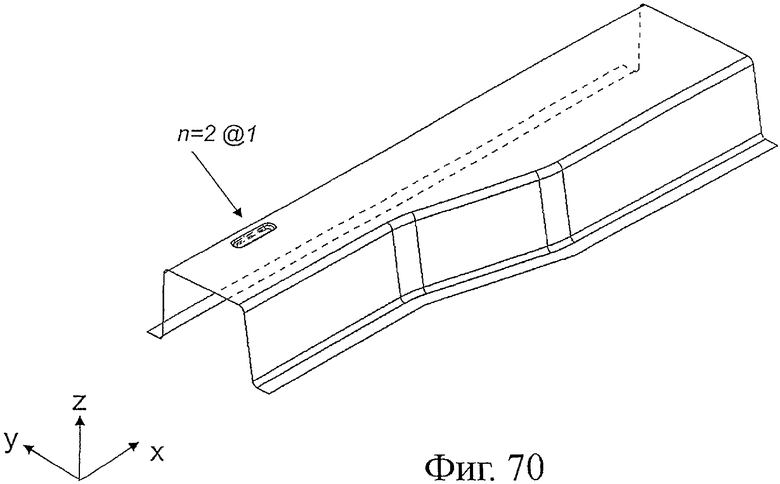
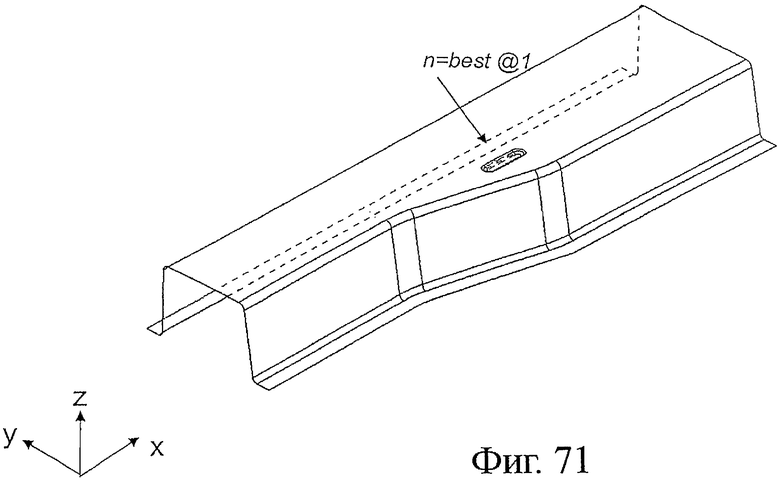
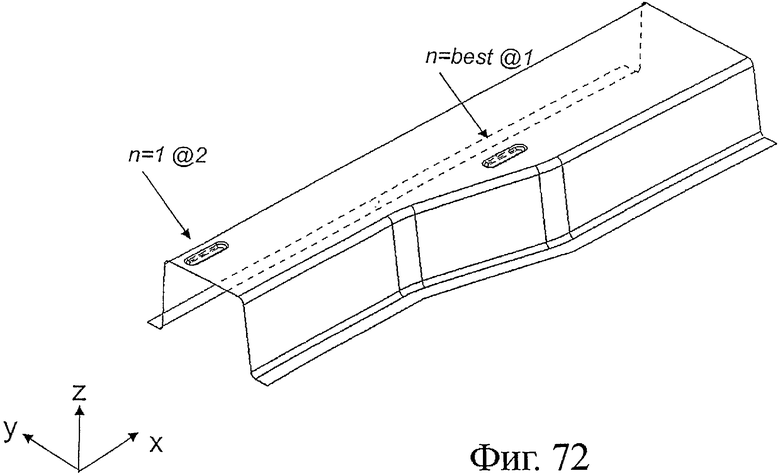
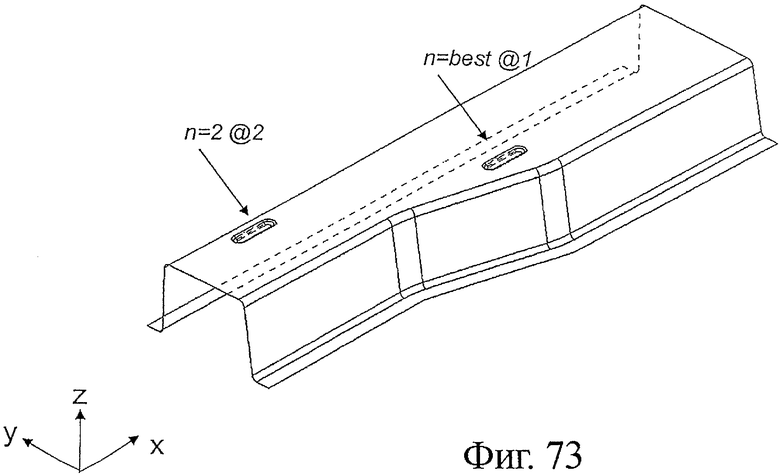
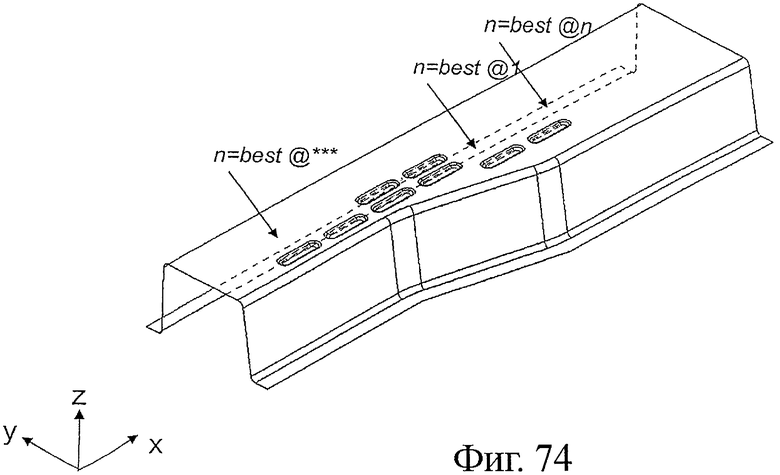
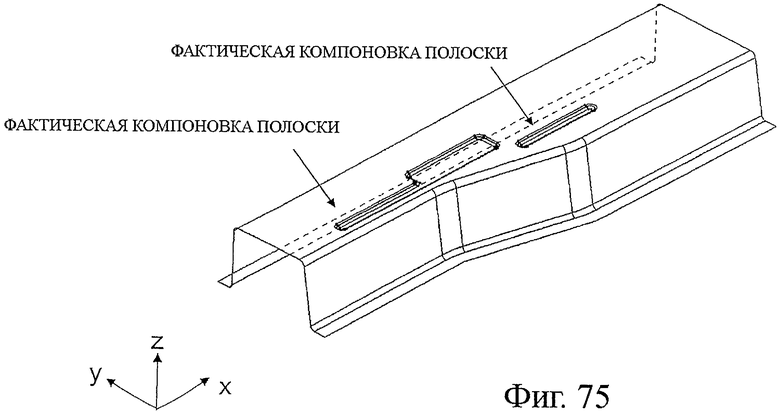
Группа изобретений относится к обработке металлов давлением и может быть использована для идентификации причины и места возникновения упругого возврата в формуемых с помощью пресса элементах. Выполняют численный анализ условий формования для получения данных формования для части областей формуемой части. Обрабатывают данные значения физического свойства и количественное значение физического свойства части областей упомянутой части. Рассчитывают значения упругого возврата на основе результатов упомянутой обработки. Повторяют обработку данных и расчет значения упругого возврата при изменении части областей формуемой части для идентификации области, в которой значение упругого возврата становится наименьшим, или разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей. Используют устройство, содержащее анализатор формования, анализатор упругого возврата, процессор для обработки, а также считываемый компьютером носитель записи с программой для идентификации места, являющегося причиной возникновения упругого возврата. Уменьшается величина упругого возврата. 24 н. и 53 з.п. ф-лы, 75 ил., 3 табл.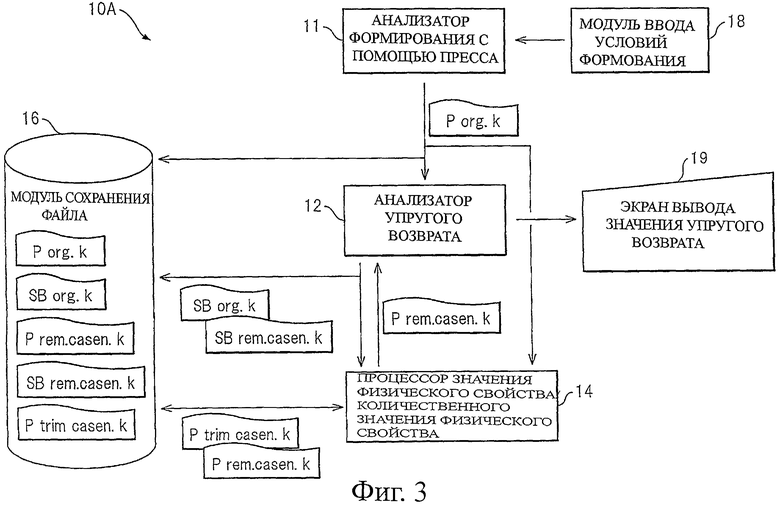
1. Способ идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, отличающийся тем, что содержит:
этап анализа формования с помощью пресса, состоящий в числовом анализе условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса,
этап обработки, состоящий в обработке, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства для части областей упомянутой части, формуемой с помощью пресса, среди данных формования упомянутой части, формуемой с помощью пресса, и
этап расчета значения упругого возврата, состоящий в расчете значения упругого возврата на основе результатов упомянутой обработки, и
этап повторения упомянутого этапа обработки и этапа расчета значения упругого возврата при изменении упомянутой части областей для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим, или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
2. Способ по п.1, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значения компонента напряжения и значения компонента деформации.
3. Способ по п.1 или 2, дополнительно содержащий этап повторения упомянутого этапа обработки и этапа расчета значения упругого возврата при изменении, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, и/или упомянутой обработки для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим, или где разность со значением упругого возврата при выполнении анализа упругого возврата, без выполнения упомянутой обработки становится наибольшей.
4. Способ по п.1 или 2, в котором упомянутая часть областей представляет собой множество областей, и эти области обрабатывают одновременно.
5. Способ по п.1 или 2, в котором на упомянутом этапе обработки разделяют часть на области, где упомянутое значение упругого возврата становится наименьшим, и выполняют обработку для упомянутых разделенных областей, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, до тех пор, пока размер разделенных областей не станет равным заданному значению или меньше.
6. Способ по п.1 или 2, в котором упомянутая часть областей представляет собой один или больше элементов или блоков модуля расчета.
7. Способ по п.1 или 2, в котором упомянутая часть областей представляет собой одну или больше точек интегрирования.
8. Устройство для идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, содержащее анализатор формования с помощью пресса для численного анализа условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса,
анализатор упругого возврата для численного анализа упомянутых данных формования, для расчета значения упругого возврата, и
процессор для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части областей упомянутой части, формуемой с помощью пресса, среди данных формования упомянутой части, формуемой с помощью пресса, и обеспечения расчета упомянутым анализатором упругого возврата значения упругого возврата, на основе результатов упомянутой обработки, в котором упомянутый процессор многократно рассчитывает результаты упомянутой обработки и значения упругого возврата при изменении упомянутой части областей, для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим, или где разность со значением упругого возврата при выполнении упругого возврата без выполнения упомянутой обработки становится наибольшей.
9. Устройство по п.8, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
10. Устройство по п.8 или 9, в котором упомянутый процессор многократно рассчитывает результаты упомянутой обработки и значения упругого возврата при изменении упомянутого значения физического свойства и количественного значения физического свойства, и/или упомянутой обработки для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим, или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
11. Устройство по п.8 или 9, в котором упомянутая часть областей представляет собой множество областей, и эти области обрабатывают одновременно.
12. Устройство по п.8 или 9, в котором упомянутый процессор разделяет часть на области, где упомянутое значение упругого возврата становится наименьшим, и обрабатывает упомянутые разделенные области для, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, до тех пор, пока размер разделенных областей не станет равным заданному значению или меньше.
13. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, отличающийся тем, что обеспечивает выполнение компьютером
процедуры анализа формования с помощью пресса для численного анализа условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса,
процедуры обработки для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части областей упомянутой части, формуемой с помощью пресса, среди данных формования упомянутой части, формуемой с помощью пресса, и
процедуры расчета значения упругого возврата для расчета значения упругого возврата на основе результатов упомянутой обработки,
в котором программа имеет процедуру, повторяющую упомянутую процедуру обработки и упомянутую процедуру расчета значения упругого возврата при изменении упомянутой части областей, таким образом, чтобы идентифицировать область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим, или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
14. Носитель по п.13, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
15. Носитель по п.13 или 14, в котором программа имеет процедуру, повторяющую упомянутую процедуру обработки и упомянутую процедуру расчета значения упругого возврата, при изменении, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, и упомянутой обработки для идентификации области, значения физического свойства и количественного значения физического свойства, когда упомянутое значение упругого возврата становится наименьшим, или когда разность между значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
16. Носитель по п.13 или 14, в котором упомянутая часть областей представляет собой множество областей, и эти области обрабатывают одновременно.
17. Носитель по п.13 или 14, в котором упомянутая процедура обработки представляет собой процедуру, которая разделяет часть на области, где упомянутое значение упругого возврата становится наименьшим, и обрабатывает упомянутые разделенные области для, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, до тех пор, пока размер разделенных областей не станет равным заданному значению или меньше.
18. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, позволяющую вводить и выводить данные с программой численного анализа, причем эта программа численного анализа выполняет численный анализ условий формования при формовании с помощью пресса, для расчета данных формования при формовании с помощью пресса и значения упругого возврата, отличающийся тем, что упомянутая программа для идентификации местоположения причины возникновения упругого возврата обеспечивает выполнение компьютером
процедуры для получения упомянутых данных формования из упомянутой программы численного анализа,
процедуры для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части областей упомянутой части, формуемой с помощью пресса, среди данных формования упомянутой части, формуемой с помощью пресса, и
процедуры для вывода результатов упомянутой обработки в упомянутую программу численного анализа и процедуры расчета упомянутого значения упругого возврата,
в котором программа имеет процедуру повторения упомянутой процедуры обработки и упомянутой процедуры расчета значения упругого возврата при изменении упомянутой части областей для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим, или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
19. Носитель по п.18, в котором программа имеет процедуру повторения упомянутой процедуры обработки и упомянутой процедуры расчета значения упругого возврата при изменении, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, и упомянутой обработки таким образом, чтобы идентифицировать область, процедуру значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим, или где разность со значением упругого возврата при выполнении анализа упругого возврата без выполнения упомянутой обработки становится наибольшей.
20. Способ идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, отличающийся тем, что содержит:
этап анализа формования с помощью пресса, состоящий в численном анализе условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса,
этап обработки, состоящий в расчете кривизны и/или угла для упомянутой части, формуемой с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса, разделении формуемого изделия на области на основе упомянутой кривизны и/или угла, и обработки, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства в части областей среди разделенных областей, определенных для обработки на основе упомянутых данных формования, и
этап расчета значения упругого возврата, состоящий в расчете значения упругого возврата на основе результатов упомянутой обработки, и этап повторения упомянутого этапа обработки и этап расчета значения упругого возврата при изменении упомянутой части областей, таким образом, чтобы идентифицировать область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим.
21. Способ по п.20, в котором на упомянутом этапе обработки выполняют обработку, по меньшей мере, одной из упомянутой переменной значения физического свойства/количественного значения физического свойства, по меньшей мере, одной из точек интегрирования упомянутой разделенной области, где упомянутая кривизна и/или угол относительно велики.
22. Способ по п.20 или 21, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
23. Способ по п.20 или 21, который содержит этап повторения упомянутого этапа обработки и этап расчета значения упругого возврата при изменении упомянутого, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства и/или упомянутой обработки для идентификации области, значения физического свойства и количественного значения физического свойства, где упомянутое значение упругого возврата становится наименьшим.
24. Устройство для идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, отличающееся тем, что содержит:
анализатор формования с помощью пресса, выполняющий численный анализ условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса,
процессор, рассчитывающий кривизну и/или угол для упомянутой части, формуемой с помощью пресса, при формировании данных упомянутой части, формуемой с помощью пресса, разделяющий формуемое изделие на области на основе упомянутой кривизны и/или угла и обрабатывающий, по меньшей мере, одно из переменного значения физического свойства и количественного значения физического свойства в части областей среди разделенных областей, определенных для обработки на основе упомянутых данных формования, и
анализатор упругого возврата, рассчитывающий значение упругого возврата на основе результатов упомянутой обработки, в котором упомянутый процессор и упомянутый анализатор упругого возврата многократно рассчитывают результаты упомянутой обработки и значения упругого возврата при изменении упомянутой части областей таким образом, что упомянутый процессор идентифицирует упомянутую область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим
25. Устройство по п.24, в котором значение физического свойства и количественное значение физического свойства в упомянутой разделенной области, где упомянутая кривизна и/или угол относительно велики, представляют собой упомянутое значение физического свойства и количественное значение физического свойства, по меньшей мере, одной точки интегрирования разделенной области, где упомянутая кривизна и/или угол относительно велики.
26. Устройство по п.24 или 25, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
27. Устройство по п.24 или 25, в котором упомянутый процессор и упомянутый анализатор упругого возврата многократно рассчитывают результаты упомянутой обработки и значения упругого возврата, при изменении, по меньшей мере, одного из упомянутого значения физического свойства и количественного значения физического свойства, и/или упомянутой обработки таким образом, что упомянутый процессор идентифицирует упомянутую область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим.
28. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, отличающийся тем, что упомянутая программа обеспечивает выполнение компьютером
процедуры анализа формования с помощью пресса для численного анализа условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса,
процедуры обработки для расчета кривизны и/или утла для упомянутой части, формуемой с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса, разделения формуемого изделия в области, на основе упомянутой кривизны и/или угла, и обработки, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства в части областей среди разделенных областей, определенных для обработки, на основе упомянутых данных формования, и
процедуры для расчета значения упругого возврата на основе результатов упомянутой обработки процедуры расчета значения упругого возврата, и
процедуры многократного расчета результатов упомянутой обработки и значения упругого возврата при изменении упомянутой части областей таким образом, что упомянутый процессор идентифицирует упомянутую область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим.
29. Носитель по п.28, в котором упомянутая процедура обработки обрабатывает, по меньшей мере, одну из упомянутой переменной значения физического свойства и количественного значения физического свойства, по меньшей мере, одну из точек интегрирования упомянутой разделенной области, где упомянутая кривизна и/или угол относительно велики.
30. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формируемых с помощью пресса элементах, позволяющую вводить и выводить данные с программой численного анализа, упомянутая программа численного анализа выполняет численный анализ условий формования при формовании с помощью пресса, для расчета данных формования при формовании с помощью пресса и значения упругого возврата, отличающийся тем, что
упомянутая программа для идентификации причины возникновения упругого возврата обеспечивает выполнение компьютером
процедуры для получения упомянутых данных формования из упомянутой программы численного анализа,
процедуры для расчета кривизны и/или угла для упомянутой части, формуемой с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса, разделения формуемого изделия на области на основе упомянутой кривизны и/или угла, и обработки, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства в части областей среди разделенных областей, определенных для обработки, на основе упомянутых данных формования, и
процедуры для вывода результатов упомянутой обработки в упомянутую программу численного анализа и расчета упомянутого значения упругого возврата, и
процедуры многократного расчета результатов упомянутой обработки и значения упругого возврата при изменении упомянутой части областей таким образом, что упомянутый процессор идентифицирует упомянутую область, значение физического свойства и количественное значение физического свойства, где упомянутое значение упругого возврата становится наименьшим.
31. Носитель по п.30, в котором упомянутая процедура обработки обрабатывает, по меньшей мере, одну переменную из упомянутых переменных значения физического свойства и количественного значения физического свойства точек интегрирования упомянутой разделенной области, где упомянутая кривизна и/или угол относительно велики.
32. Способ отображения степени влияния упругого возврата, отличающийся тем, что он содержит:
этап анализа формования с помощью пресса, выполняющий численный анализ условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса,
этап обработки, состоящий в обработке, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса,
этап расчета значения упругого возврата, состоящий в расчете значения упругого возврата на основе результатов упомянутой обработки, и
этап отображения, состоящий в отображении упомянутого рассчитанного значения упругого возврата для каждой упомянутой области,
в котором на упомянутом этапе отображения отображают значение упомянутого рассчитанного значения упругого возврата, разделенного на площадь каждой упомянутой области для каждого, упомянутой области.
33. Способ по п.32, в котором упомянутый этап обработки обрабатывает, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства части точек интегрирования каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса.
34. Способ по п.32 или 33, в котором на упомянутом этапе отображения отображают в виде контурной схемы упомянутое рассчитанное значение упругого возврата для каждой упомянутой области.
35. Способ по п.32 или 33, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
36. Способ по п.32 или 33, в котором на упомянутом этапе отображения отображают значения упомянутого рассчитанного значения упругого возврата, разделенные на одну из представительной длины, представительной ширины, представительной высоты, представительной толщины листа и предела прочности на разрыв упомянутой части, формуемой с помощью пресса, для каждой упомянутой области.
37. Способ по п.32 или 33, в котором на упомянутом этапе отображения отображают значения упомянутого рассчитанного значения упругого возврата, разделенного на скорость пуансона или силу удержания заготовки для каждой упомянутой области.
38. Устройство для отображения степени влияния упругого возврата, отличающееся тем, что имеет:
анализатор формования с помощью пресса, выполняющий численный анализ условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса,
анализатор упругого возврата, выполняющий численный анализ упомянутых данных формования, для расчета значения упругого возврата, процессор, обрабатывающий, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства для каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса, и обеспечивающий расчет упомянутым анализатором упругого возврата значения упругого возврата, на основе результатов упомянутой обработки, и
модуль дисплея, отображающий упомянутое рассчитанное значение упругого возврата для каждой упомянутой области, в котором упомянутый модуль дисплея отображает в виде контурной схемы упомянутое рассчитанное значение упругого возврата для каждой упомянутой области.
39. Устройство по п.38, в котором упомянутый процессор обрабатывает, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства части точек интегрирования каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса.
40. Устройство по п.38 или 39, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
41. Устройство по п.38 или 39, в котором упомянутый модуль дисплея отображает значение упомянутого рассчитанного значения упругого возврата, разделенное на площадь каждой упомянутой области в упомянутом модуле дисплея для каждой упомянутой области.
42. Устройство по п.38 или 39, в котором упомянутый модуль дисплея отображает значение упомянутого рассчитанного значения упругого возврата, разделенного на одну из представительной длины, представительной ширины, представительной высоты, представительной толщины листа и предела прочности на разрыв упомянутой части, формуемой с помощью пресса, в упомянутом модуле дисплея для каждой упомянутой области.
43. Устройство по п.38 или 39, в котором упомянутый модуль дисплея отображает значение упомянутого рассчитанного значения упругого возврата, разделенного на скорость пресса или на силу удержания заготовки в упомянутом модуле дисплея для каждой упомянутой области.
44. Носитель записи, считываемый компьютером, содержащий программу для отображения степени влияния упругого возврата, отличающийся тем, что обеспечивает выполнение компьютером
процедуры анализа формования с помощью пресса для численного анализа условий формования при формовании с помощью пресса для получения данных формования части, формуемой с помощью пресса,
процедуры обработки для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, при формовании данных упомянутой части, формуемой с помощью пресса,
процедуры расчета значения упругого возврата, для расчета значения упругого возврата на основе результатов упомянутой обработки, и
процедуры отображения для отображения упомянутого рассчитанного значения упругого возврата в модуле дисплея для каждой упомянутой области,
в котором упомянутая процедура отображения отображает в виде контурной схемы упомянутые рассчитанные значения упругого возврата для отображения степени влияния каждой упомянутой области.
45. Носитель по п.44, в котором упомянутая процедура обработки обрабатывает, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства части точек интегрирования каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, при формировании данных упомянутой части, формуемой с помощью пресса.
46. Носитель по п.44 или 45, в котором упомянутая процедура отображения представляет собой процедуру для отображения значения упомянутого рассчитанного значения упругого возврата, разделенного на площадь каждой упомянутой области для каждой упомянутой области.
47. Носитель по п.44 или 45, в котором упомянутая процедура отображения представляет собой процедуру для отображения значения упомянутого рассчитанного значения упругого возврата, разделенного на одну из представительной длины, представительной ширины, представительной высоты, представительной толщины листа и предела прочности на разрыв упомянутой части, формуемой с помощью пресса, для каждой упомянутой области.
48. Носитель по п.44 или 45, в котором упомянутая процедура отображения представляет собой процедуру для отображения значения упомянутого рассчитанного значения упругого возврата, разделенного на скорость пуансона или силу удержания заготовки, для каждой упомянутой области.
49. Носитель записи, считываемый компьютером, содержащий программу для отображения степени влияния упругого возврата, позволяющую вводить и выводить данные с помощью программы анализа формования с помощью пресса, выполняющую численный анализ условий формования при формовании с помощью пресса для расчета данных формования части, формуемой с помощью пресса, программы анализа упругого возврата, выполняющей численный анализ упомянутых данных формования, для расчета значения упругого возврата, и программы последующей обработки, отображающей в виде контурной схемы, упомянутое значение упругого возврата, отличающийся тем, что
упомянутая программа для отображения причины возникновения упругого возврата обеспечивает выполнение компьютером
процедуры для получения упомянутых данных формования из упомянутой программы анализа формования с помощью пресса,
процедуры обработки для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в упомянутых данных формования,
процедуры для вывода результатов упомянутой обработки в упомянутую программу анализа упругого возврата и
процедуры отображения контура для обеспечения отображения с помощью упомянутой программы последующей обработки контурной схемы упомянутого значения упругого возврата, рассчитанного с помощью упомянутой программы анализа упругого возврата для каждой области.
50. Носитель по п.49, в котором упомянутая процедура обработки обрабатывает, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства части точек интегрирования каждой области, разделяющей упомянутую часть, формуемую с помощью пресса, в данных формования упомянутой части, формуемой с помощью пресса.
51. Способ идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, отличающийся тем, что имеет:
этап анализа формования с помощью пресса, состоящий в выполнении численного анализа условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса,
этап расчета первого значения упругого возврата, состоящий в расчете данных значения физического свойства и количественного значения физического свойства для множества областей после упругого возврата на основе данных формования упомянутой части, формуемой с помощью пресса,
этап обработки, состоящий в обработке, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где, по меньшей мере, одно из упомянутого значения физического свойства и количественного значения физического свойства больше, чем заданное значение, и
этап расчета второго значения упругого возврата, состоящий в расчете данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата, на основе результата упомянутой обработки,
в котором на упомянутом этапе обработки обрабатывают, по меньшей мере, один из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части, формуемой с помощью пресса, перед и после упругого возврата больше, чем заданное значение.
52. Способ по п.51, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
53. Устройство для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, отличающееся тем, что имеет:
анализатор формования с помощью пресса, выполняющий численный анализ условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса,
анализатор упругого возврата, выполняющий численный анализ упомянутых данных формования для расчета значения упругого возврата, и
процессор, выполняющий обработку, для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства упомянутой области, когда, по меньшей мере, одно из упомянутого значения физического свойства и количественного значения физического свойства больше, чем заданное значение, и обеспечивающий выполнение упомянутым анализатором упругого возврата расчета значения упругого возврата для каждой из множества областей после упругого возврата, на основе результата упомянутой обработки,
в котором упомянутый процессор обрабатывает, по меньшей мере, одни из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части, формуемой с помощью пресса, перед и после упругого возврата больше, чем заданное значение.
54. Устройство по п.53, в котором упомянутое значение физического свойства и количественное значение физического свойства представляет собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
55. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, отличающийся тем, что обеспечивает выполнение компьютером
процедуры анализа при формовании с помощью пресса для выполнения численного анализа условий формования при формовании с помощью пресса, для получения данных формования части, формуемой с помощью пресса,
первой процедуры расчета значения упругого возврата для расчета данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата на основе данных формования упомянутой части, формуемой с помощью пресса,
процедуры обработки для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где, по меньшей мере, одно из упомянутого значения физического свойства и количественного значения физического свойства больше, чем заданное значение, и
второй процедуры расчета значения упругого возврата для расчета данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата, на основе результата упомянутой обработки,
в котором упомянутая процедура обработки выполняет обработку, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства части, формуемой с помощью пресса, перед и после упругого возврата больше, чем заданное значение.
56. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, позволяющую вводить и выводить данные с программой анализа формования с помощью пресса, выполняющей численный анализ условий формования, при формовании с помощью пресса, для расчета данных формования части, формуемой с помощью пресса, и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей и программы анализа упругого возврата, выполняющей численный анализ упомянутых данных формования и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей, для расчета значения упругого возврата и данных значения физического свойства, и количественного значения физического свойства для каждой из множества областей после упругого возврата, отличающийся тем, что упомянутая программа для идентификации местоположения причины возникновения упругого возврата обеспечивает выполнение компьютером
процедуры получения данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата из упомянутой программы анализа упругого возврата,
процедуры обработки для обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где, по меньшей мере, одно из упомянутого значения физического свойства и количественного значения физического свойства больше, чем заданное значение, и
процедуры для вывода результатов упомянутой обработки в упомянутую программу анализа упругого возврата,
в котором программа дополнительно имеет процедуру для получения данных значения физического свойства и количественного значения физического свойства для каждой из множества областей перед упомянутым упругим возвратом из упомянутой программы анализа формования с помощью пресса,
упомянутая процедура обработки выполняет обработку, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства упомянутой части, формуемой с помощью пресса, перед и после упругого возврата больше, чем заданное значение.
57. Носитель по п.56, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
58. Способ идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, имеющий: первый этап анализа формования с помощью пресса, состоящий в выполнении численного анализа первых условий формования для расчета первых данных формования,
второй этап анализа формования с помощью пресса, состоящий в выполнении численного анализа вторых условий формования, отличающихся, по меньшей мере, одними из упомянутых первых условий формования, для расчета вторых данных формования,
этап обработки, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства упомянутых первых данных формования области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства в данных значения физического свойства и количественного значения физического свойства для каждой из множества областей упомянутых первых и вторых данных формования больше, чем заданное значение, и
этап расчета значения упругого возврата, состоящий в расчете значения упругого возврата, на основе результатов упомянутой обработки, в котором упомянутые условия формования представляют собой форму и свойства стального листа, форму инструмента и условия формования.
59. Способ по п.58, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
60. Устройство для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, отличающееся тем, что имеет:
анализатор формования с помощью пресса, выполняющий численный анализ первых условий формования для расчета первых данных формования, и численного анализа вторых условий формования, отличающихся по, по меньшей мере, одними из упомянутых первых условий формования для расчета вторых данных формования,
анализатор упругого возврата, выполняющий численный анализ упомянутых данных формования, для расчета значения упругого возврата, и
процессор, обрабатывающий, по меньшей мере, одно из значения физического свойства и количественного значения физического свойства упомянутых первых данных формования в области, когда имеется область, где разность, по меньшей мере, одного из данных значения физического свойства и количественного значения физического свойства в данных значения физического свойства и количественного значения физического свойства для каждой из множества областей упомянутых первых и вторых данных формования больше, чем заданное значение, и обеспечивающее выполнение упомянутым анализатором упругого возврата расчета значения упругого возврата на основе результатов упомянутой обработки, в котором упомянутые условия формования представляют собой форму и свойства стального листа, форму инструмента и условия прессования.
61. Устройство по п.60, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
62. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, обеспечивающую выполнение компьютером
первой процедуры анализа формования с помощью пресса для численного анализа первых условий формования для расчета первых данных формования,
второй процедуры анализа формования с помощью пресса для численного анализа вторых условий формования, отличающихся, по меньшей мере, одними из упомянутых первых условий формирования для расчета вторых данных формования,
процедуры для обработки, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства упомянутых первых данных формования в области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства в данных значения физического свойства и количественного значения физического свойства для каждой из множества областей упомянутых первых и вторых данных формования больше, чем заданное значение, и
процедуры расчета значения упругого возврата для расчета значения упругого возврата на основе результатов упомянутой обработки,
в котором упомянутые условия формования представляют собой форму и свойства стального листа, форму инструмента и условия прессования.
63. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, позволяющую вводить и выводить данные с программой анализа формования с помощью пресса, выполняющей численный анализ условий формования при формовании с помощью пресса для расчета данных формования части, формуемой с помощью пресса, и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей, и программы численного анализа, выполняющей численный анализ упомянутых данных формования и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей и расчета значения упругого возврата и данных значения физического свойства и количественного значения физического свойства для каждой из множества областей после упругого возврата,
упомянутая программа для идентификации местоположения причины возникновения упругого возврата, обеспечивающая выполнение компьютером
процедуры для получения первых данных формования из упомянутой программы анализа формования с помощью пресса,
процедуры для выполнения численного анализа вторых условий формования, отличающихся по, по меньшей мере, одним из упомянутых первых условий формования и вторых данных формования при получении из упомянутой программы анализа формования с помощью пресса,
процедуры для обработки, по меньшей мере, одного из значения физического свойства и количественного значения физического свойства упомянутых первых данных формования области, когда имеется область, где разность, по меньшей мере, одних из данных значения физического свойства и количественного значения физического свойства в данных значения физического свойства и количественного значения физического свойства для каждой из множества областей упомянутых первых и вторых данных формования больше, чем заданное значение, и
процедуры для вывода результатов упомянутой обработки в упомянутую программу анализа упругого возврата,
в котором упомянутые условия формования представляют собой форму и свойства стального листа, форму инструмента и условия прессования.
64. Носитель по п.63, в котором упомянутое значение физического свойства и количественное значение физического свойства представляют собой толщину листа, модуль упругости, модуль пластичности, значение компонента напряжения и значение компонента деформации.
65. Способ идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, отличающийся тем, что имеет:
этап анализа формования с помощью пресса, состоящий в выполнении численного анализа условий формования части, формуемой с помощью пресса, для расчета данных формования части, формуемой с помощью пресса,
этап генерирования данных формования замены, состоящий в выборе, по меньшей мере, части области, формуемой с помощью пресса, в данных формования части, формуемой с помощью пресса, и расчета данных формования замены, заменяющих, по меньшей мере, одну из формы упомянутой выбранной области и распределения напряжений этой выбранной области заданными данными, и
этап расчета значения упругого возврата, состоящий в выполнении численного анализа упомянутых данных формования замены для расчета значения упругого возврата, и
этап определения, равно ли упомянутое значение упругого возврата заданному значению или меньше,
в котором повторяется упомянутый этап генерирования данных формования замены, и упомянутый этап расчета значения упругого возврата при изменении положения или количества упомянутых выбранных областей.
66. Способ по п.65, в котором упомянутый этап генерирования данных формования замены заменяет, по меньшей мере, одну из формы одной или больше областей, задающих значения упругого возврата равными заданному значению или меньше, и распределение напряжения этой выбранной области, и в котором в способе повторяется упомянутый этап генерирования данных формования замены и упомянутый этап расчета значения упругого возврата при изменении положения или количества упомянутых выбранных областей.
67. Способ по п.65, в котором
способ дополнительно имеет этап разделения данных формования упомянутой части, формуемой с помощью пресса, на заданные области, и на упомянутом этапе расчета данных формования замены рассчитывают упомянутые данные формования замены для всех областей, разделенных на упомянутые заданные области.
68. Способ по п.65, в котором упомянутые заданные данные отличаются, по меньшей мере, одним из формы и распределения напряжений для каждой упомянутой выбранной области.
69. Устройство для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, отличающееся тем, что имеет:
анализатор формования с помощью пресса, выполняющий численный анализ условий формования части, формуемой с помощью пресса, для расчета данных формования части, формуемой с помощью пресса,
генератор данных формования замены, выбирающий, по меньшей мере, часть областей части, формуемой с помощью пресса, в данных формования части, формуемой с помощью пресса, и рассчитывающий данные формования замены, заменяющие, по меньшей мере, одну из формы этой выбранной области и распределения напряжений этой выбранной области заданными данными, и
анализатор упругого возврата, выполняющий численный анализ упомянутых данных формования замены, для расчета значения упругого возврата,
в котором упомянутый генератор данных формования замены рассчитывает упомянутые данные формования замены, и упомянутый анализатор упругого возврата многократно рассчитывает значения упругого возврата, при изменении положении и количества упомянутых выбранных областей, и упомянутый генератор данных формования замены определяет, стало ли упомянутое значение упругого возврата равным заданному значению или меньше.
70. Устройство по п.69, в котором упомянутый генератор формования замены выполняет замену, по меньшей мере, одной из формы одной или больше областей, задающих значения упругого возврата, равные заданному значению или меньше, и распределение напряжений этой выбранной области, замененными заданными данными, и в котором упомянутый генератор данных формования замены рассчитывает упомянутые данные формования замены, и упомянутый анализатор упругого возврата многократно рассчитывает значения упругого возврата при изменении положения или количества упомянутых выбранных областей.
71. Устройство по п.69, в котором упомянутый генератор данных формования замены разделяет данные формования упомянутой части, формуемой с помощью пресса, заданными областями, и генерирует упомянутые данные формования замены для всех областей, разделенных на упомянутые заданные области.
72. Устройство по п.69, в котором упомянутые заданные данные отличаются, по меньшей мере, одним из формы и распределения напряжения для каждой упомянутой выбранной области.
73. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, обеспечивающую выполнение компьютером:
процедуры анализа формования с помощью пресса для выполнения численного анализа условий формования части, формуемой с помощью пресса, для расчета данных формования части, формуемой с помощью пресса,
процедуры генерирования данных формования замены, предназначенной для выбора, по меньшей мере, части областей части, формуемой с помощью пресса, в данных формования части, формуемой с помощью пресса, и расчета данных формования замены, заменяющих, по меньшей мере, одну из формы этой выбранной области и распределения напряжений этой выбранной области заданными данными, и
процедуры расчета значения упругого возврата для численного анализа упомянутых данных формования замены для расчета значения упругого возврата, и
процедуры для определения, в которой упомянутое значение упругого возврата представляет собой заданное значение или меньше,
в котором программа повторяет упомянутую процедуру генерирования данных формирования замены и упомянутую процедуру расчета значения упругого возврата при изменении положения и количества упомянутых выбранных областей.
74. Носитель по п.73, в котором упомянутая процедура генерирования данных формования замены заменяет, по меньшей мере, одну из формы одной или больше областей, задающих значение упругого возврата, равное заданному значению или меньше, и распределение напряжения этой выбранной области заданными замененным данными, и в котором программа повторяет упомянутую процедуру генерирования данных формирования замены, и упомянутую процедуру расчета значения упругого возврата при изменении положения или количества упомянутых выбранных областей.
75. Носитель по п.73, в котором
программа дополнительно имеет процедуру разделения данных формования упомянутой части, формуемой с помощью пресса, на заданные области, и
упомянутая процедура генерирования данных формования замены генерирует упомянутые данные формирования замены для всех областей, разделенных упомянутыми заданными областями.
76. Носитель по п.73, в котором упомянутые заданные данные отличаются, по меньшей мере, одним из формы и распределения напряжения для каждой упомянутой выбранной области.
77. Носитель записи, считываемый компьютером, содержащий программу для идентификации места, являющегося причиной возникновения упругого возврата в формуемых с помощью пресса элементах, позволяющую вводить и выводить данные с программой анализа формования с помощью пресса, выполняющей численный анализ условий формования при формовании с помощью пресса, для расчета данных формования части, формуемой с помощью пресса, и программы анализа упругого возврата, выполняющей численный анализ упомянутых данных формования, для расчета значения упругого возврата, отличающийся тем, что упомянутая программа для идентификации положения меры против упругого возврата обеспечивает выполнение компьютером:
процедуры для получения данных формования из упомянутой программы анализа формования с помощью пресса,
процедуры генерирования данных формирования замены, предназначенной для выбора, по меньшей мере, части областей части, формуемой с помощью пресса, в данных формования части, формуемой с помощью пресса, и расчета данных формования замены, заменяющих, по меньшей мере, одну из формы выбранной области и распределения напряжений этой выбранной области заданными данными, и
процедуры для вывода упомянутых данных формирования замены в упомянутую программу анализа упругого возврата, и
процедуры для определения, в которой упомянутое значение упругого возврата представляет собой заданное значение или меньше.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ гибки заготовок и устройство для его осуществления | 1988 |
|
SU1806031A3 |
| Способ оценки относительной износостойкости металлов | 1988 |
|
SU1619134A1 |

