Изобретение относится к обработке металлов давлением.
Цель изобретения - повышение точности изогнутых изделий за счет улучшения условий замера пружинения перед догиб- кой.
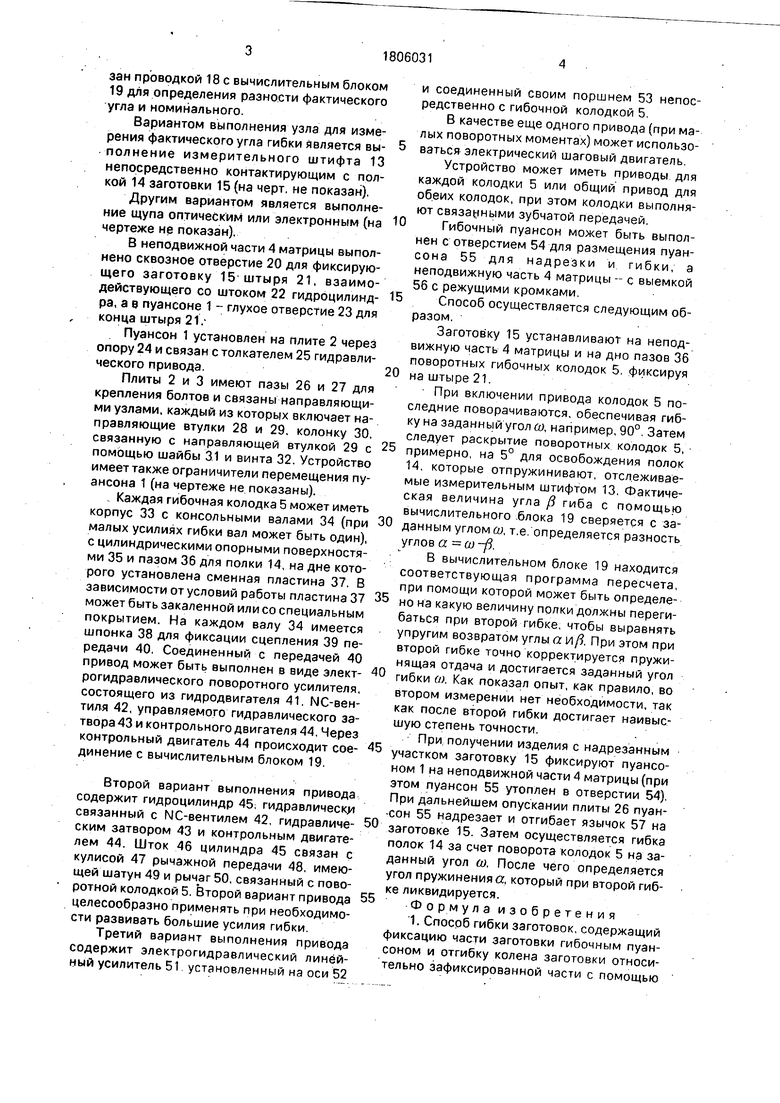
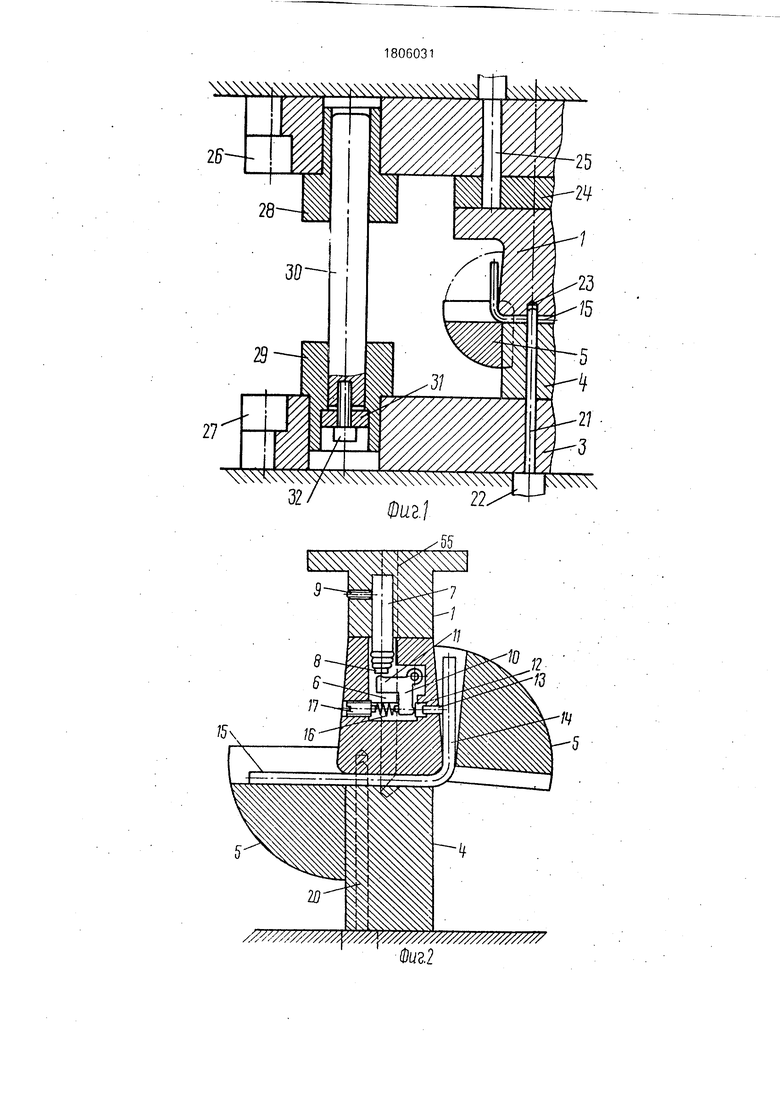
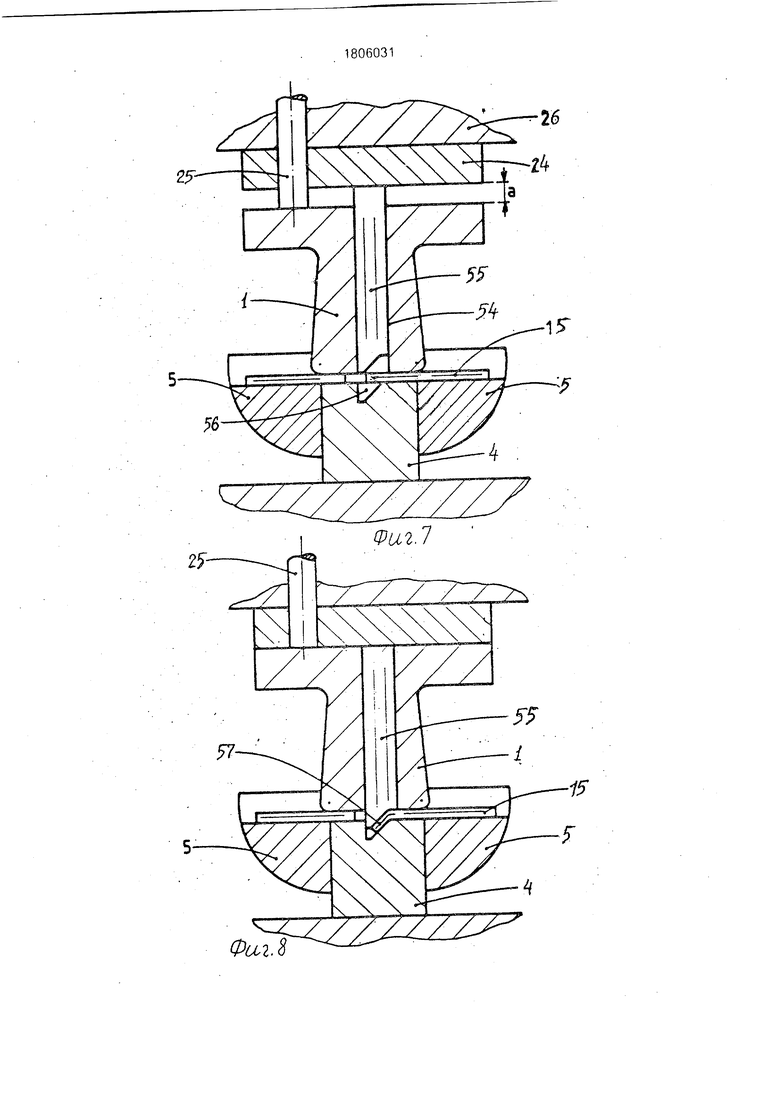
На фиг.1 показано устройство - штамп для гибки заготовок; на фиг.2 - рабочий инструмент устройства; на фиг.З - вид в перспективе поворотной гибочной щеки; на фиг.4 - схема блокировки с узлом для измерения фактического угла гибки; на фиг.5 - один вариант выполнения привода гибочно- поворотных колодок; на фиг.6 - второй вариант выполнения привода гибочно-пово- ротных колодок; на фиг.7-10 последовательность получения изогнутого изделия с надрезанным участком: момент зажима, надрезки с отгибкой, первой гибки.полок.
исходное положение перед окончательной гибкой, соответственно.
Устройство для гибки заготовок содержит гибочный пуансон 1 с наклонными боковыми сторонами, смонтированный на неподвижной плите 2, установленную на плите 3 матрицу, состоящую из неподвижной части 4 и связанных с ней поворотно-гибочных колодок 5.
В полости 6 пуансона 1 размещены узлы для измерения фактического угла гибки, каждый из которых содержит измерительный щуп 7 с кнопкой 8, удерживаемый винтом 9, уголковый рычаг 10, установленный на оси 11, взаимодействующий одним плечом с кнопкой 8, а другим - с головкой 12 измерительного штифта 13, контактирующего с отогнутой полкой 14 заготовки 15 и поджимаемый к головке 12 с помощью пружины 16 и червячного винта 17. Щуп 7 свяО О
CJ
СлЭ
зан проводкой 18с вычислительным блоком 19 для определения разности фактического угла и номинального.
Вариантом выполнения узла для измерения фактического угла гибки является вы- полнение измерительного штифта 13 непосредственно контактирующим с полкой 14 заготовки 15 (на черт, не показан).
Другим вариантом является выполнение щупа оптическим или электронным (на чертеже не показан).
В неподвижной части 4 матрицы выполнено сквозное отверстие 20 для фиксирующего заготовку 15 штыря 21, взаимодействующего со штоком 22 гидроцилиндра, а в пуансоне 1 - глухое отверстие 23 для конца штыря 21.Пуансон 1 установлен на плите 2 через опору 24 и связан с толкателем 25 гидравлического привода.
Плиты 2 и 3 имеют пазы 26 и 27 для крепления болтов и связаны направляющими узлами, каждый из которых включает направляющие втулки 28 и 29, колонку 30, связанную с направляющей втулкой 29 с помощью шайбы 31 и винта 32. Устройство имеет также ограничители перемещения пуансона 1 (на чертеже не показаны).
Каждая гибочная колодка 5 может иметь корпус 33 с консольными валами 34 (при малых усилиях гибки вал может быть один), с цилиндрическими опорными поверхностями 35 и пазом 36 для полки 14, на дне которого установлена сменная пластина 37. В зависимости от условий работы пластина 37 может быть закаленной или со специальным покрытием. На каждом валу 34 имеется шпонка 38 для фиксации сцепления 39 передачи 40. Соединенный с передачей 40 привод может быть выполнен в виде электрогидравлического поворотного усилителя, состоящего из гидродвигателя 41. NC-вен- тиля 42, управляемого гидравлического затвора 43 и контрольного двигателя 44. Через контрольный двигатель 44 происходит соединение с вычислительным блоком 19.
Второй вариант выполнения привода содержит гидроцилиндр 45; гидравлически связанный с NC-вентилем 42, гидравлическим затвором 43 и контрольным двигателем 44. Шток 46 цилиндра 45 связан с кулисой 47 рычажной передачи 48, имеющей шатун 49 и рычаг 50, связанный с поворотной колодкой 5. Второй вариант привода целесообразно применять при необходимости развивать большие усилия гибки.
Третий вариант выполнения привода содержит электрогидравлический линейный усилитель 51. установленный на оси 52
и соединенный своим поршнем 53 непосредственно с гибочной колодкой 5.
В качестве еще одного привода (при малых поворотных моментах) может использоваться электрический шаговый двигатель.
Устройство может иметь приводы для каждой колодки 5 или общий привод для обеих колодок, при этом колодки выполняют связанными зубчатой передачей.
Гибочный пуансон может быть выполнен с отверстием 54 для размещения пуансона 55 для надрезки и гибки, а неподвижную часть 4 матрицы - с выемкой 56 с режущими кромками.
5 Способ осуществляется следующим образом.
Заготовку 15 устанавливают на неподвижную часть 4 матрицы и на дно пазов 36 поворотных гибочных колодок 5. фиксируя
0 на штыре 21.
При включении привода колодок 5 последние поворачиваются, обеспечивая гиб- куна заданный угол (У, например, 90°. Затем следует раскрытие поворотных колодок 5,
5 примерно, на 5° для освобождения полок 14, которые отпружинивают, отслеживаемые измерительным штифтом 13. Фактическая величина угла / гиба с помощью вычислительного .блока 19 сверяется с за0
5
данным углом ш, т.е. определяется разность углов )-fi.
В вычислительном блоке 19 находится соответствующая программа пересчета, при помощи которой может быть определено на какую величину полки должны перегибаться при второй гибке, чтобы выравнять упругим возвратом углы ос И Д При этом при второй гибке точно корректируется пружинящая отдача и достигается заданный угол
0 гибки а). Как показал опыт, как правило, во втором измерении нет необходимости, так как после второй гибки достигает наивысшую степень точности.
При. получении изделия с надрезанным
5 участком заготовку 15 фиксируют пуансоном 1 на неподвижной части 4 матрицы (при этом пуансон 55 утоплен в отверстии 54). При дальнейшем опускании плиты 26 пуан- -сон 55 надрезает и отгибает язычок 57 на
0 заготовке 15. Затем осуществляется гибка полок 14 за счет поворота колодок 5 на заданный угол а). После чего определяется угол пружиненияа, который при второй гибке ликвидируется.
5 Ф о р м у л а и з о б р е т е н и я
1. Способ гибки заготовок, содержащий фиксацию части заготовки гибочным пуансоном и отгибку колена заготовки относительно зафиксированной части с помощью
поворотной гибочной колодки, освобождение отогнутого колена и определение разности фактического и номинального углов и повторную гибку, отличающийся тем, что, с целью повышения точности изделий, фактический угол гибки определяют за счет измерения расстояния между гибочным пуансоном и отогнутым коленом, а при повторной гибке осуществляют перегиб колена на угол, больший номинального,
2. Способ по п.1,отличающийся тем, что отгибку осуществляют до угла, соответствующего номинальному углу гибки.
3. Способ по п.1 или 2, О т л и ч а ю щ и- и с я тем, что при отгибке колена или перед ней отгибают дополнительные участки.заготовки.
4. Устройство для гибки заготовок, содержащее приводную поворотно-гибочную колодку, шарнирно закрепленную на основании, гибочный пуансон и узел измерения фактического угла гиба, связанный с вычислительным блоком определения разности фактического угла и номинального, о т л и - ч а ю щ е е с я тем, что пуансон выполнен с отверстием со стороны поворотно-гибочной колодки, ось которого перпендикулярна оси пуансона, а узел измерения фактического угла гиба выполнен с измерительным штиф- том, размещенным в отверстии пуансона с возможностью перемещения.
5. Устройство по п.4, отличающее- с я тем, что узел измерения фактического угла гиба снабжен измерительным зондом для регистрации перемещения измерительного штифта.
6. Устройство по пп.4-5, отличающееся тем, что узел измерения фактического угла гиба снабжен двуплечим рыча- гом, одно плечо которого выполнено с возможностью взаимодействия с измерительным зондом, а другое подпружинено к измерительному штифту.
7. Устройство по пп.4-6, отличаю- щ е е с я тем, что привод поворотно-гибочной колодки выполнен в виде электрогидравлического усилителя вращающего момента, включающего электрически связанные гидродвигатель, клапан с ЧПУ, рас- пределйтельный золотник и контрольный двигатель, а также узла соединения гидродвигателя и поворотно-гибочной колодки;
8. Устройство по пп. 4-6, отличающееся тем, что привод поворотно-тибоч- ной колодки выполнен в виде злектрогид- ра влического линейного у.силителя.
включающего электрически связанные силовой цилиндр, клапан с ЧПУ. распределительный золотник и контрольный двигатель, а также рычажного механизма соединения силового цилиндра и поворотно-гибочной колодки.
9. Устройство по п.8, отличающее- с я тем. что рычажный механизм выполнен в виде соединенной со штоком силового цилиндра кулисы и рычага, связывающего кулису с поворотно-гибочной колодкой.
10. Устройство по п.8, о т л и ч а ю щ е е- с я тем, что шток силового цилиндра соединен с корпусом поворотно-гибочной колодки, а корпус силового цилиндра установлен с возможностью поворота с плоскости гибки на поворотной опоре.
11. Устройство по пп.4-6, отличающееся- тем, что привод поворотно-гибочной колодки выполнен в виде электрически приводимого шагового двигателя, а на поворотно-гибочной колодке выполнены размещенные вдоль оси поворота валы для непосредственного присоединения шагового двигателя.
12. Устройство по пп.4-11, о т л и ч а ю- щ е е с я тем, что корпус поворотно-гибочной колодки выполнен с двумя щеками и с размещенной между ними приемной плоскостью со съемной вставкой.
13. Устройство по п.12,отличающе- е с я тем, что с-ъемная вставка выполнена закаленной.
14. Устройство по п. 12, о т л и ч а ю щ е- е с я тем, что съемная вставка выполнена с покрытием.
15. Устройство по пп.4-14, отличающееся тем, что оно снабжено дополнительным гибочным пуансоном для отгибки элементов фиксируемой части заготовки, причем пуансоны установлены с возможностью относительного осевого перемещения и размещения их торцов в одной плоскости.
16. Устройство по п. 15, о т л и ч а ю щ е- е с я тем. что гибочный пуансон выполнен со сквозным отверстием для дополнительного гибочного пуансона, а на основании выполнено соответствующее глухое отверстие.
17. Устройство по п.15 или 16. о т л и ч а- ю щ е е с я тем, что оно снабжено неподвижной опорой с отверстием, ось которого параллельна оси пуансона, а прив.од гибочного пуансона выполнен в виде толкателя, установленного в отверстии неподвижной опоры, а дополнительный пуансон закреплен на неподвижной опоре.
////////////////&//
Фиг2
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс | 1986 |
|
SU1523048A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Устройство для изготовления цилиндрических изделий из листовых заготовок | 1977 |
|
SU704696A1 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |


Использование: при получении изогнутых изделий повышенной точности. Сущность изобретения: устройство содержит матрицу с поворотно-гибочными колодками и пуансон с узлом осуществления фактического угла гиба, связанным с вычислительным блоком определения разности фактического угла и номинального. Узел угла .гиба размещен в полости пуансона и выполнен в виде измерительного зонда, взаимодействующего через двуплечий рычаг с измерительным штифтом. Гибка осуществляется в два этапа: на первом этапе до заданного угла, на втором до номинального после определения разности фактического угла и номинального с помощью вычислительного блока. 2 с.и. 15 з.п. ф-лы, 10 ил.

