Изобретение относится преимущественно к литейному производству, в частности к конструкциям литейных стержней из намагничивающихся сыпучих формовочных материалов, упрочняемых воздействием магнитного поля.
Известен литейный магнитный стержень, содержащий источник магнитного поля в виде намагниченного магнитотвердого сердечника со знаковыми частями, упрочненный слой намагничивающегося формовочного материала вокруг сердечника и съемный ферромагнитный кожух-экран с продольными разрезами вокруг слоя (авторское свидетельство SU 900962, М.кл.3 B22D 15/00, 1982 г.).
Основными недостатками описанного стержня являются повышенная трудоемкость удаления стержня из отливки из-за наличия кожуха и магнитотвердого сердечника; ограниченные технологические возможности и область применения, так как стержень может быть использован в основном для формирования цилиндрических полостей отливок; пониженные газопроницаемость и податливость из-за наличия кожуха, что увеличивает брак по газовым раковинам и трещинам.
Наиболее близким по технической сущности и достигаемому результату (прототипом) является литейный магнитный стержень, содержащий упрочненный слой намагничивающегося формовочного материала, электрическую катушку внутри этого слоя, магнитомягкий сердечник внутри катушки, магнитомягкие полюсные наконечники, расположенные внутри слоя формовочного материала у торцов катушки, и по меньшей мере одну знаковую часть (знак), являющуюся продолжением сердечника. Катушка и сердечник образуют электромагнитную систему, а в совокупности с наконечниками - намагничивающее устройство (НУ). Образующие поверхности крайних полюсных наконечников выполнены со скосами (конусными), обращенными к катушке в сторону упрочненного слоя намагничивающегося формовочного материала, и покрыты слоем формовочного материала, их диаметр меньше внешнего диаметра слоя, а сами наконечники размещены в полости отливки у ее торцов. Наличие такого слоя позволяет извлечь НУ из полости отливки (а.с. СССР №1766585, B22D 15/00, 1990 г.).
Основными недостатками литейного магнитного стержня, выбранного в качестве прототипа, являются: повышенные трудоемкость и затраты на изготовление стержня, особенно некруглого (например, многогранного с различными гранями) поперечного сечения, вследствие появления специфических разрушений в виде флоккул намагниченных частиц на поверхности слоя возле конической поверхности (скоса) крайнего наконечника при несоблюдении необходимых угла его наклона, толщин наконечника и слоя, которые подбираются опытным путем из-за отсутствия научно-обоснованных метода расчета и рекомендаций; повышенные трудоемкость, габариты и расход материала из-за наличия специально выполненных знаков; повышенные стоимость и трудоемкость изготовления отливки, получаемой с использованием описанного стержня; повышенная трудоемкость извлечения НУ из отливки, обусловленная возможным заклиниванием наконечника в полости отливки при малой толщине слоя вокруг него из-за обжима при усадке отливки; ограниченная область применения, так как он позволяет изготовлять только один вид отливок из-за неуниверсальности электромагнитной системы и отсутствия возможности быстрой замены полюсных наконечников; пониженная податливость слоя формовочного материала вокруг крайнего полюсного наконечника из-за его меньшей толщины и большей прочности по сравнению с другими его участками, что затрудняет усадку отливки и может увеличить брак по трещинам.
Задачей, решаемой изобретением, является расширение области применения, снижение стоимости и трудоемкости изготовления литейного магнитного стержня и отливки, получаемой с использованием этого стержня, повышение податливости.
Для решения этой задачи в литейном магнитном стержне, содержащем упрочненный слой намагничивающегося формовочного материала, электрическую катушку, сердечник, полюсные наконечники и знаковую часть, согласно изобретению полюсные наконечники установлены в знаковую часть и выполнены быстрозаменяемыми с таким же по конфигурации сечением, что и упрочненный слой намагничивающегося формовочного материала на границе их соприкосновения.
Минимальная толщина h полюсного наконечника выбрана в соответствии с соотношением:

где d - диаметр круглого сердечника.
По меньшей мере один из полюсных наконечников имеет поперечные размеры меньше, чем соответствующие размеры отливки.
Кроме того, литейный магнитный стержень дополнительно снабжен быстросъемным элементом крепления полюсного наконечника к сердечнику.
При изготовлении отливок с многогранными внутренними полостями на углах полюсной поверхности многогранных полюсных наконечников, соприкасающейся с формовочным материалом, выполнены дополнительно концентраторы магнитной индукции с уменьшающимся в направлении от этой поверхности поперечным сечением.
Концентраторы магнитной индукции могут быть выполнены пирамидальными.
Концентраторы магнитной индукции могут быть выполнены в виде заостренных уголков.
В полюсных наконечниках со стороны торцов могут быть выполнены глухие отверстия для переноса электрической катушки в сборе с сердечником и полюсными наконечниками и стержня.
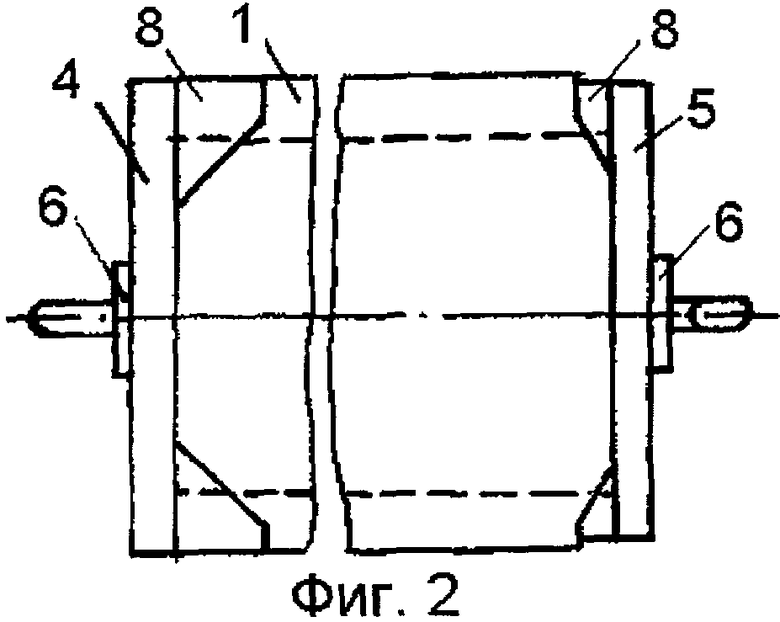
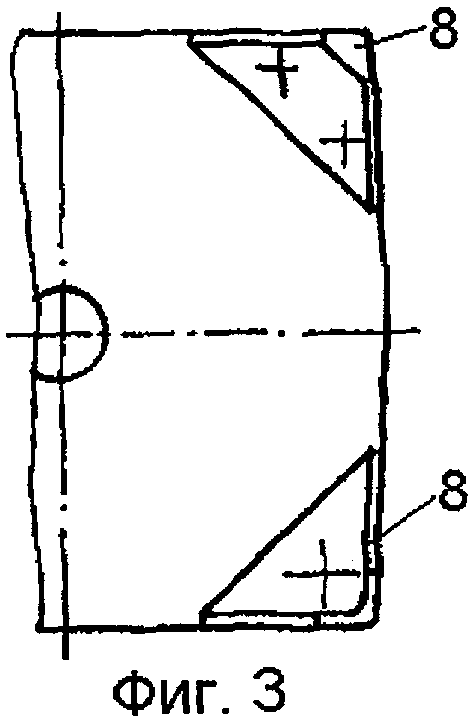
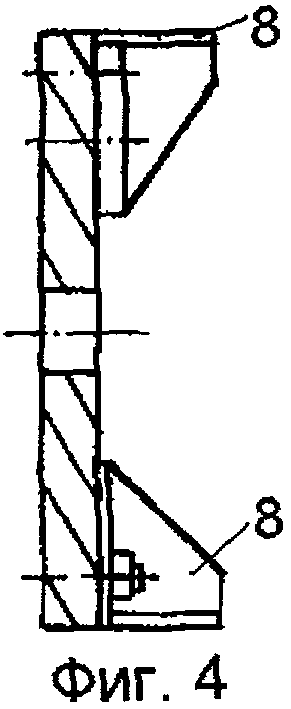
На фиг.1 изображен литейный магнитный стержень прямоугольного сечения в литейной форме с горизонтальным разъемом, продольный разрез; на фиг.2 - стержень прямоугольного сечения с концентраторами магнитной индукции разных размеров; на фиг.3 - полюсный наконечник с разными концентраторами магнитной индукции: пирамидальными на штифтах (вверху) и в виде уголка на винте (внизу), вид спереди; на фиг.4 - полюсный наконечник с разными концентраторами магнитной индукции: пирамидальными на штифтах (вверху) и в виде уголка на винте (внизу), в разрезе.
Литейный магнитный стержень содержит упрочненный слой 1 намагничивающегося формовочного материала круглого и любого некруглого поперечного сечения, в частности овального, прямоугольного, трех-, пяти-, шести, семигранного, электрическую катушку 2 и сердечник 3, образующие электромагнитную систему, полюсные наконечники 4 и 5 с таким же по конфигурации поперечным сечением, как у слоя 1, на границе их контакта. При этом полюсные наконечники 4 и 5 выполнены быстрозаменяемыми, а по меньшей мере один из них, например наконечник 5, может иметь поперечные размеры меньше, чем соответствующие размеры отливки, для извлечения НУ, образованного совокупностью электромагнитной системы и полюсными наконечники 4 и 5, из полости отливки. Быстрая замена наконечников позволяет изготовлять с помощью одной и той же электромагнитной системы и другие стержни меньших поперечных размеров, т.е. делает систему универсальной для некоторой группы стержней.
Для повышения надежности извлечения один из полюсных наконечников 4 и 5, например наконечник 5, может быть прикреплен к торцу сердечника 3 быстросъемным элементом 6. Названный элемент 6 крепления полюсного наконечника к сердечнику может быть выполнен в виде разрезного штифта или винта с короткой резьбой и большим шагом, что позволяет произвести и его быструю замену. Такое крепление обеспечивает плотное прилегание полюсных наконечников 4 и 5 к сердечнику 3 во время изготовления стержня. Для фиксации необходимого положения некруглых полюсных наконечников возможно применение штифтов (на чертеже не показаны).
Для закрепления полюсных наконечников 4 и 5 или только одного из них может быть использован быстросъемный элемент 6, снабженный кольцом или крючком, стационарным или шарнирным, для переноса в горизонтальном и вертикальном положении НУ и стержня с помощью захватного приспособления при размещении НУ в формообразующей оснастке, извлечении стержня из нее и установке в форму или извлечении НУ из отливки. Вместо кольца или крючка или совместно с кольцом или крючком стержень может быть снабжен глухими отверстиями 7 для переноса электрической катушки в сборе с сердечником и полюсными наконечниками, по крайней мере одним, и стержня, выполненными с внешней стороны наконечников 4 и 5, а именно со стороны их торцов.
Для подвода электричества через наконечник 4 катушка соединена, например, с изолированным проводником со штепсельным разъемом (на чертеже не показаны).
Полюсные наконечники одновременно выполняют функцию знаковой части (знака) полностью или в совокупности с некоторым участком слоя 1. Вынесение наконечников за пределы отливки для размещения в знаковой части позволяет создать более равномерный по толщине и податливости слой 1, исключить заклинивание НУ в полости отливки и в совокупности с уменьшенными поперечными размерами наконечника 5 и (или) возможностью быстрого его съема беспрепятственно извлечь НУ из полости отливки.
Выполнение образующей поверхности полюсных наконечников 4 и 5 без скосов в сторону слоя 1 позволяет использовать эту поверхность наконечников в качестве надежной опоры в знаковой части горизонтального стержня и формы. При вертикальном расположении стержня в форме на боковых поверхностях наконечника могут быть выполнены обычные формовочные уклоны, а внешняя поверхность служит опорой.
Минимальная толщина h полюсного наконечника определяется в соответствии с соотношением (1), что позволяет избавиться от его последующей доработки.
При изготовлении отливок с многогранными внутренними полостями, то есть при соответствующем использовании многогранных (многоугольных в поперечном сечении) полюсных наконечников 4 и 5, на углах полюсной поверхности полюсных наконечников 4 и 5, соприкасающейся со слоем 1, размещены концентраторы 8 магнитной индукции с уменьшающимся в направлении от этой поверхности поперечным сечением, предотвращающие появление разрушений слоя 1 в виде флоккул в местах, прилегающих к углам наконечника.
Концентраторы 8 магнитной индукции выполнены пирамидальными или в виде заостренных уголков. Вершины концентраторов 8 обращены к отливке, а их длина определяется экспериментально в пределах 10-30 мм для мелких и средних стержней. Концентраторы 8 наиболее целесообразно размещать в знаковой части стержня, но возможно расположение и в полости отливки, полное или частичное. Заостренные уголки имеют меньший расход материала, чем пирамиды, однако их труднее разместить на штифтах. Концентраторы 8 могут быть выполнены как одно целое с наконечником, отдельно с последующим креплением к наконечнику или плотно размещены на штифтах без крепления.
Стержень предназначен для установки в литейную форму 9 с рабочей полостью 10. Он может устанавливаться вертикально или горизонтально с размещением полюсного наконечника, например наконечника 5, в ответном гнезде знаковой части формы, в том числе совместно с частью слоя 1. При вертикальной установке стержня в литейную форму 9, прочность которой больше давления на нее массы стержня, опорной поверхностью стержня является внешняя круглая плоская поверхность полюсного наконечника, например наконечника 5, а при горизонтальной - образующая поверхность наконечника 5. В этом случае концентраторы 8, если применяются, то соприкасаются с отливкой. Для формы 9 с меньшей прочностью в ответных гнездах знаковых частей формы размещаются наконечники 4 и 5 совместно с частью слоя 1, что обеспечивает дополнительно опору стержня на форму и часть слоя 1.
Стержень работает следующим образом.
После формирования наружной рабочей поверхности слоя 1 с помощью формообразующей оснастки и подачи на катушку 2 безопасного электрического постоянного напряжения до 110 В появляющееся поле с необходимой индукцией практически мгновенно намагничивает сердечник 3, полюсные наконечники 4 и 5, слой 1 намагничивающегося формовочного материала, частицы которого, сцепляясь между собой, образуют прочную систему. При этом полюсный наконечник 5 надежно примагничивается к сердечнику 3 и слою 1, что позволяет при необходимости удалить его механическое крепление, представляющее собой быстросъемный элемент 6 крепления полюсного наконечника к сердечнику, уже в оснастке или после извлечения из нее. Возможно его удаление и после изготовления отливки.
Магнитный поток, создаваемый катушкой 1, усиливается сердечником 3, полюсными наконечниками 4 и 5 и материалом слоя 1 тем в большей степени, чем выше их магнитная проницаемость. На своем пути поток должен совершать повороты на 90° при переходах сердечник - наконечник и наконечник - слой (или наконечник - воздух межполюсного пространства при отсутствии слоя). В случае круглых сердечника, катушки и наконечника поток в любом поперечном сечении межполюсного пространства равномерен, а вектор индукции имеет одинаковое направление в любой точке воображаемой окружности на полюсной поверхности наконечника. Это создает условия получения наружной рабочей поверхности круглого и овального слоя 1 без флоккул после удаления стержня из оснастки.
Однако, чем больше поперечное сечение слоя 1 и наконечника отличается от круглого, становясь многогранным, тем выше вероятность появления флоккул в углах на стыке граней возле наконечника из-за разного направления и значения индукции в углах и на плоской поверхности граней слоя 1. В углах вектор индукции не поворачивается на необходимые 90°. Поэтому в таких углах наконечника на его поверхности, обращенной к слою 1, установлены концентраторы 8 магнитной индукции из материала с высокой магнитной проницаемостью.
При необходимости на рабочую поверхность стержня наносится известным образом быстросохнущее противопригарное покрытие, и он устанавливается в литейную форму 9, в рабочую полость 10 которой заливается расплав.
После объемного или поверхностного затвердевания отливки отключается питание катушки 2. Поле, намагничивание всех элементов стержня и притяжение быстросъемного наконечника 5 исчезают, слой 1 материала разупрочняется и вновь становится сыпучим и более податливым, чем упрочненный. Возможно постепенное уменьшение напряжения, индукции и прочности для необходимого управления податливостью и усадкой отливки. Поэтому брак по горячим трещинам уменьшается, если концентраторы 8 находятся вне полости отливки в знаковой части стержня.
После удаления отливки из формы формовочный материал высыпается из полости отливки, а НУ извлекается из нее захватом за кольцо или крючок быстросъемного элемента 6 крепления полюсного наконечника к сердечнику соответствующим приспособлением даже вместе с полюсным наконечником 5, так как он проходит через всю полость отливки. В случае непредвиденного заклинивания полюсный наконечник 5 может быть отделен от сердечника 3.
По сравнению с прототипом предложенное решение имеет следующие основные преимущества:
- устраняет появление специфических разрушений в виде флоккул намагниченных частиц на поверхности слоя возле крайнего наконечника, позволяет определить минимальную толщину h полюсного наконечника и избавиться от необходимости его последующей доработки. Это уменьшает трудоемкость и затраты на изготовление стержня, особенно некруглого поперечного сечения;
- уменьшает трудоемкость изготовления, габариты и расход материала устранением специально выполненных знаков;
- снижает трудоемкость удаления формовочного материала и НУ из полости отливки;
- расширяет область применения стержня и электромагнитной системы, повышая их универсальность, и позволяет с помощью одной универсальной электромагнитной системы изготовлять группу литейных стержней и отливок разных конфигурации и размеров поперечного сечения и длины (в определенном диапазоне) в соответствующей каждому виду стержня оснастке, что обеспечивает также снижение затрат времени и средств на подготовку производства и изготовление этой группы стержней разных видов;
- повышает равномерность податливости рабочего слоя стержня путем размещения полюсных наконечников в знаковой части стержня за пределами слоя формовочного материала и отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППЫ ЛИТЕЙНЫХ МАГНИТНЫХ СТЕРЖНЕЙ РАЗНОГО ВИДА | 2009 |
|
RU2424866C1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППЫ ЛИТЕЙНЫХ МАГНИТНЫХ СТЕРЖНЕЙ РАЗНОГО ВИДА | 2009 |
|
RU2424868C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППЫ ЛИТЕЙНЫХ МАГНИТНЫХ СТЕРЖНЕЙ РАЗНОГО ВИДА | 2009 |
|
RU2424867C1 |
| Способ изготовления литейных магнитных стержней | 1990 |
|
SU1766584A1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОЙ МАГНИТНОЙ ФОРМЫ | 1997 |
|
RU2118226C1 |
| Способ изготовления полых отливок | 1990 |
|
SU1775214A1 |
| Магнитная разъемная форма | 1990 |
|
SU1777976A1 |
| Устройство для изготовления магнитной разъемной формы | 1985 |
|
SU1289586A1 |
Изобретение относится к литейному производству. Литейный магнитный стержень содержит упрочненный слой (1) намагничивающегося формовочного материала, электрическую катушку (2), сердечник (3), полюсные наконечники (4, 5), которые образуют намагничивающее устройство. Полюсные наконечники выполнены быстрозаменяемыми с таким же по конфигурации сечением, что и упрочненный слой (1) намагничивающегося формовочного материала на границе их соприкосновения. Полюсные наконечники одновременно выполняют функцию знаковой части полностью или совместно с частью слоя (1). Обеспечивается уменьшение трудоемкости изготовления стержня, повышение равномерности податливости рабочего слоя стержня. 7 з.п. ф-лы, 4 ил.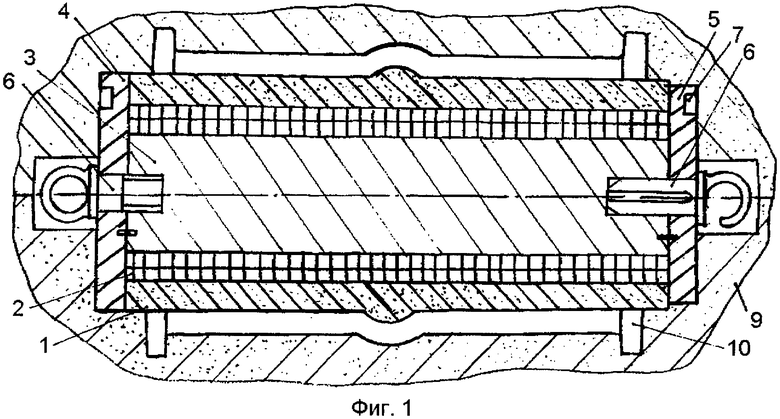
1. Литейный магнитный стержень, содержащий упрочненный слой намагничивающегося формовочного материала, электрическую катушку, сердечник, полюсные наконечники и знаковую часть, отличающийся тем, что полюсные наконечники установлены в знаковую часть и выполнены быстрозаменяемыми с таким же по конфигурации сечением, что и упрочненный слой намагничивающегося формовочного материала на границе их соприкосновения.
2. Литейный магнитный стержень по п.1, отличающийся тем, что минимальная толщина h полюсного наконечника выбрана в соответствии с соотношением:
h=d/4,
где d - диаметр круглого сердечника.
3. Литейный магнитный стержень по п.1, отличающийся тем, что по меньшей мере один из полюсных наконечников имеет поперечные размеры меньше, чем соответствующие размеры отливки.
4. Литейный магнитный стержень по п.1, отличающийся тем, что он дополнительно снабжен быстросъемным элементом крепления полюсного наконечника к сердечнику.
5. Литейный магнитный стержень по п.1, отличающийся тем, что при изготовлении отливок с многогранными внутренними полостями на углах полюсной поверхности многогранных полюсных наконечников, соприкасающейся с формовочным материалом, выполнены дополнительно концентраторы магнитной индукции с уменьшающимся в направлении от этой поверхности поперечным сечением.
6. Литейный магнитный стержень по п.5, отличающийся тем, что концентраторы магнитной индукции выполнены пирамидальными.
7. Литейный магнитный стержень по п.5, отличающийся тем, что концентраторы магнитной индукции выполнены в виде заостренных уголков.
8. Литейный магнитный стержень по п.1, отличающийся тем, что в полюсных наконечниках со стороны торцов выполнены глухие отверстия для переноса электрической катушки в сборе с сердечником и полюсными наконечниками, по крайней мере одним, и стержня.
| Способ изготовления литейных магнитных стержней | 1990 |
|
SU1766584A1 |
| Способ изготовления полых отливок | 1990 |
|
SU1775214A1 |
| RU 2075364 C1, 20.03.1997 | |||
| RU 2064361 C1, 27.07.1996. | |||

