Изобретение относится преимущественно к литейному производству, в частности к способам изготовления литейных стержней из намагничивающихся сыпучих формовочных материалов, упрочняемых воздействием магнитного поля.
Известен способ изготовления литейных магнитных стержней, включающий предварительное размещение с внешней поверхности неразъемной оснастки источника магнитного поля (МП), выполненного заодно с неразъемной оснасткой, охватывающего ее полость с четырех сторон, заполнение полости оснастки намагничивающимся сыпучим формовочным материалом, уплотнение материала вибрацией и его упрочнение воздействием магнитного поля (МП), возбуждаемым названным источником. При этом рабочую поверхность стержня, расположенную с его торца, предварительно формируют вручную без контактирования с оснасткой (авторское свидетельство SU 1369850, М. кл.4 B22С 9/00).
Основные недостатки способа:
- ограниченные технологические возможности и область применения из-за получения стержней только с одной торцовой рабочей поверхностью и необходимости установки его в форму вместе с оснасткой;
- пониженное качество рабочей поверхности получаемого стержня из-за того, что она не формируется оснасткой;
- повышенные энергозатраты на упрочнение намагничивающегося сыпучего формовочного материала из-за значительного поля рассеяния в окружающее пространство.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления литейных магнитных стержней, включающий размещение в полости формообразующей оснастки намагничивающего устройства (НУ) из электрической катушки, сердечника и полюсных наконечников круглого сечения, заполнение образовавшейся между НУ и внутренней формообразующей поверхностью оснастки рабочей полости намагничивающимся сыпучим формовочным материалом с образованием слоя, уплотнение материала, упрочнение его воздействием магнитного поля и удаление стержня из оснастки. При этом круглые полюсные поверхности полюсных наконечников не полностью ограничивают рабочую полость, а образующие поверхности полюсных наконечников покрыты слоем формовочного материала. Диаметры круглых полюсных поверхностей полюсных наконечников выполняют меньше соответствующих внешних диаметров сечения слоя, а сами наконечники размещают в полости отливки. Наличие слоя формовочного материала позволяет извлечь НУ из полости отливки. При изготовлении стержней различного вида и конфигурации рабочей поверхности с отличающимися в заданном диапазоне размерами поперечного сечения, особенно на границе соприкосновения слоя формовочного материала с полюсной поверхностью наконечника, применяют разные, соответствующие каждому виду стержня, намагничивающие устройства и оснастку. Например, для группы отливок типа «гильза», «патрубок», «втулка», «маслота» и т.п., отличающихся друг от друга размерами и конфигурацией внутренней полости, формируемой стержнем, используют стержни различного вида с соответствующей конфигурацией рабочей поверхности, для изготовления которых применяют индивидуальные намагничивающие устройства и оснастку (авторское свидетельство SU 1766584. М. кл.4 B22С 9/00, В22С 9/10).
Основные недостатки способа:
- повышенные затраты времени и средств на подготовку производства и изготовление литейных магнитных стержней из-за необходимости изготовления для каждого вида стержня индивидуального намагничивающего устройства и оснастки;
- неравномерная податливость рабочего слоя стержня вследствие пониженной податливости слоя формовочного материала вокруг полюсного наконечника, то есть части рабочего слоя стержня, из-за меньшей толщины и большей прочности этого участка слоя по сравнению с другими его участками.
Задачей, решаемой изобретением, является снижение затрат времени и средств на изготовление группы литейных магнитных стержней разного вида путем использования универсального НУ и оснастки с одинаковой длиной формообразующей поверхности и повышение равномерности податливости рабочего слоя стержня путем размещения полюсных наконечников за пределами слоя формовочного материала и отливки.
Для решения этой задачи в способе изготовления группы литейных магнитных стержней разного вида, включающем размещение в полости формообразующей оснастки НУ с полюсными наконечниками круглого сечения, заполнение рабочей полости между наконечниками намагничивающимся сыпучим формовочным материалом с образованием слоя, уплотнение материала, упрочнение его воздействием МП и удаление стержня из оснастки, согласно изобретению для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку с одной унифицированной длиной формообразующей поверхности, равной расстоянию между полюсными наконечниками и превышающей максимальную длину отливки в группе или с длиной формообразующей поверхности, одинаковой с длиной отливки в группе, и одно универсальное для всех видов стержней НУ. При этом полость ограничивают полюсными наконечниками с диаметром не менее диаметра окружности, описанной вокруг некруглого сечения слоя с максимальными размерами в группе, а по меньшей мере один из них изготавливают быстросъемным.
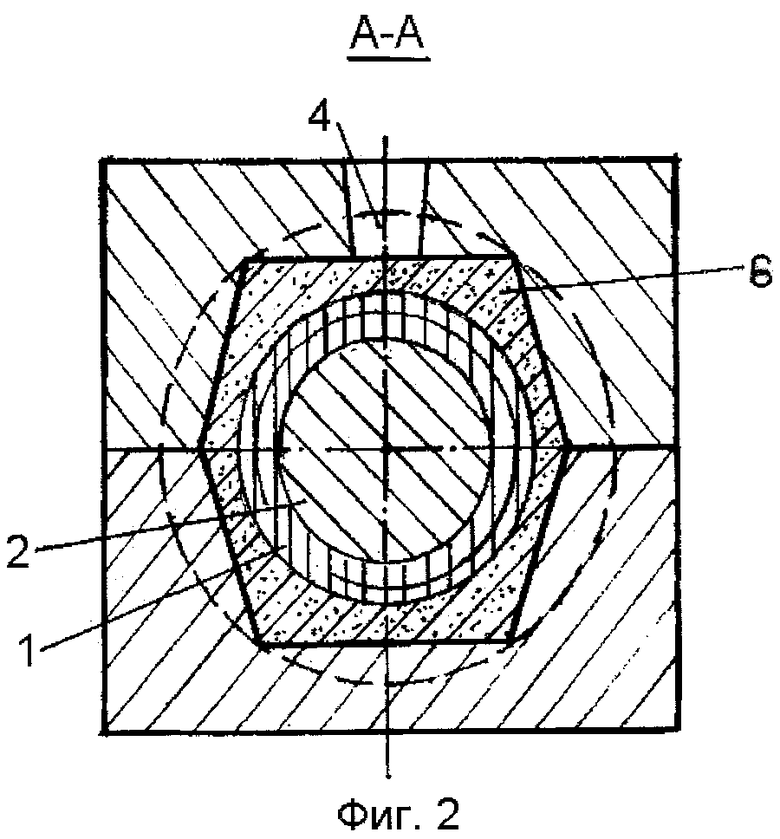
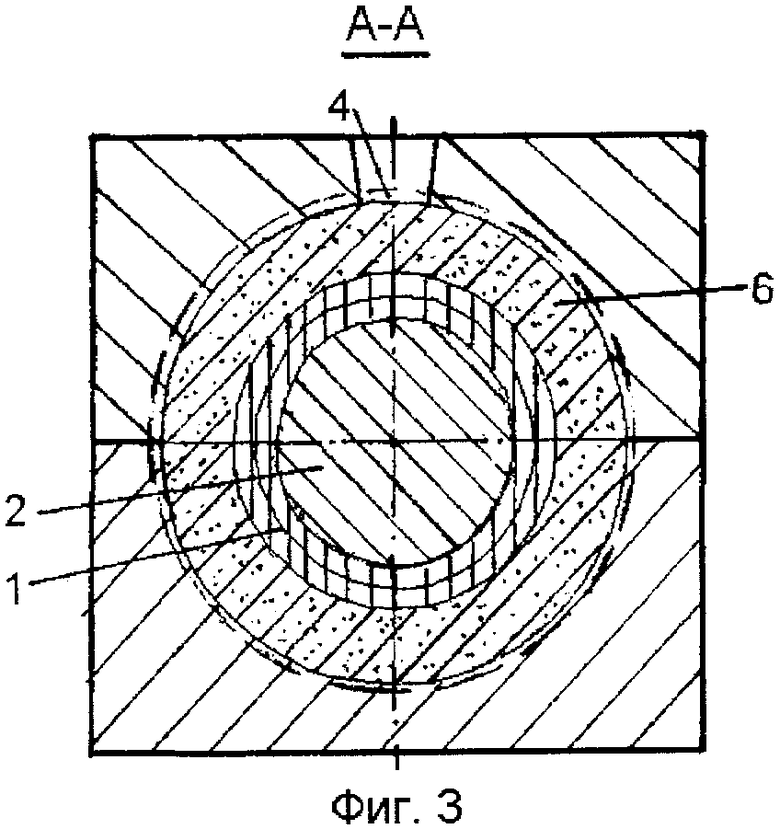
На фиг.1 изображен литейный магнитный стержень, изготовляемый посредством предложенного способа, в формообразующей оснастке с горизонтальным разъемом перед операцией удаления, продольный разрез; на фиг.2 - то же, поперечный разрез по линии А-А для шестиугольного сечения слоя формовочного материала; на фиг.3 - то же, поперечный разрез по линии А-А для круглого сечения слоя формовочного материала с диаметром меньше диаметра наконечника.
Предложенный способ изготовления группы литейных магнитных стержней разного вида осуществляется следующим образом.
Для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку с одной унифицированной длиной формообразующей поверхности, равной расстоянию между полюсными наконечниками и превышающей максимальную длину отливки в группе, или используют соответствующую этому виду оснастку с длиной формообразующей поверхности, одинаковой с длиной отливки в группе, и одно универсальное для всех видов стержней НУ из электрической катушки, сердечника и полюсных наконечников круглого сечения. Рабочую полость ограничивают полюсными наконечниками с диаметром не менее диаметра окружности, описанной вокруг некруглого сечения слоя с максимальными размерами в группе, а по меньшей мере один из полюсных наконечников изготавливают быстросъемным.
В полости формообразующей оснастки размещают НУ, заполняют рабочую полость между наконечниками намагничивающимся сыпучим формовочным материалом с образованием слоя. Формовочный материал уплотняют и упрочняют воздействием МП. Стержень удаляют из оснастки.
Пример. Пусть необходимо изготовить группу литейных магнитных стержней разного вида для группы отливок типа «гильза», «патрубок», «втулка», «маслота» и т.п., отличающихся друг от друга поперечными и продольными размерами в диапазоне 50 мм и конфигурацией поперечного сечения внутренней полости, формируемой стержнем (круг, квадрат, прямоугольник, шестиугольник разных размеров в этом диапазоне). При этом два стержня шестиугольного и круглого сечения имеют одинаковые максимальные поперечные размеры (по диагонали и диаметру соответственно), но отличаются по длине участка рабочей поверхности слоя формовочного материала, контактирующего с отливкой. Поэтому согласно изобретению диаметр круглого полюсного наконечника выполняют не меньше размера этих диагонали и диаметра окружности, описанной вокруг некруглого сечения слоя с максимальными размерами в группе, а расстояние между полюсными наконечниками выбирают наибольшим в этой группе. НУ рассчитывают для обеспечения возможности изготовления годными выбранных стержней с максимальными размерами. При этом стержни меньших размеров также будут годными. Оба или по меньшей мере один из наконечников должен быть быстросъемным для обеспечения возможности излечения НУ из полости отливки, особенно с малыми поперечными размерами. При этом наконечник является знаковой частью стержня или ее составляющей, например, при изготовлении самой короткой отливки в группе.
НУ, содержащее электрическую катушку 1, сердечник 2, полюсные наконечники 3 и 4, помещают в полости разъемной формообразующей оснастки 5, предназначенной для изготовления стержня, например, при шестиугольном и круглом сечении слоя формовочного материала 6 и имеющей посадочные места для полюсных наконечников круглого сечения. Один из полюсных наконечников, например 4, выполнен быстросъемным путем крепления его к сердечнику одним из известных и применяемых в таких случаях способов и устройств, например винтом 7 с короткой резьбой и большим шагом. В головке винта может быть выполнено глухое отверстие 8 для захватов при перемещении НУ и стержня. Используют соответствующую шестиугольному и круглому сечению слоя формовочного материала 6 оснастку с одной унифицированной длиной формообразующей поверхности, превышающей максимальный продольный размер отливки в группе, или с длиной формообразующей поверхности, одинаковой с длиной отливки в группе и равной расстоянию между полюсными наконечниками 3 и 4. Таким образом, между электрической катушкой 1 НУ, полюсными наконечниками 3, 4 и формообразующей поверхностью оснастки 5 образуется рабочая полость с длиной, превышающей максимальный продольный размер отливки в группе или одинаковой с длиной отливки в группе и равной расстоянию между наконечниками 3 и 4. При этом рабочую полость с торцов ограничивают полюсными наконечниками 3 и 4, одновременно являющимися стенками оснастки 5, что уменьшает габариты последней, ее массу и расход материала на изготовление. Такие протяженность формообразующей поверхности оснастки 5 и расстояние между наконечниками 3 и 4 позволяют расположить наконечники 3 и 4 за пределами отливки и создать более равномерный по толщине и податливости слой формовочного материала 6.
В рабочую полость через отверстия в верхней половине оснастки 5 подают известным образом (пескодувным, засыпкой или другим) необходимую порцию сыпучего намагничивающегося формовочного материала 6 с размерами частиц от 0,1 до 1,0 мм, например дробь литую из низкоуглеродистой стали. При пескодувном заполнении сразу же происходит и уплотнение материала. При другом заполнении материал уплотняют известным образом (вибрацией в течение 10-20 с, встряхиванием 10-20 циклов и т.п.). Порционное заполнение исключает вспомогательную операцию по удалению излишков формовочного материала 6 из засыпных отверстий.
После этого на электрическую катушку 1 подают безопасное электрическое постоянное напряжение до 110 В. Появляющееся МП практически мгновенно намагничивает сердечник 2, полюсные наконечники 3 и 4, формовочный материал 6, частицы которого, сцепляясь между собой, образуют прочную систему. Таким образом формовочный материал 6 упрочняют воздействием МП.
Затем удаляют упрочненный стержень из оснастки 5, разобрав ее. Удаление может осуществляться, например, приспособлением, захваты которого входят в глухие отверстия 8. При необходимости на рабочую поверхность стержня наносят известным образом быстросохнущее противопригарное покрытие и устанавливают в литейную форму. После заливки формы расплавом и затвердевания отливки отключают напряжение, разбирают форму, снимают наконечник 4 и извлекают известным образом НУ из отливки.
По сравнению с прототипом предложенное решение имеет следующие основные преимущества:
- позволяет с помощью одного универсального НУ изготовлять группу литейных стержней разных конфигурации и размеров поперечного сечения и длины (в заданном диапазоне) в соответствующей каждому виду стержня оснастке с одинаковой унифицированной длиной формообразующей поверхности между полюсными наконечниками, что обеспечивает снижение затрат времени и средств на подготовку производства и изготовление этой группы литейных магнитных стержней разных видов;
- повышает равномерность податливости рабочего слоя стержня путем размещения полюсных наконечников в знаковой части стержня (за пределами слоя формовочного материала и отливки).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППЫ ЛИТЕЙНЫХ МАГНИТНЫХ СТЕРЖНЕЙ РАЗНОГО ВИДА | 2009 |
|
RU2424868C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППЫ ЛИТЕЙНЫХ МАГНИТНЫХ СТЕРЖНЕЙ РАЗНОГО ВИДА | 2009 |
|
RU2424866C1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424078C1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424079C1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424077C1 |
| Способ изготовления литейных магнитных стержней | 1990 |
|
SU1766584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОЙ МАГНИТНОЙ ФОРМЫ | 1997 |
|
RU2118226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МНОГОМЕСТНЫХ МАГНИТНЫХ ФОРМ ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1997 |
|
RU2118225C1 |
В формообразующей оснастке (5) размещают электромагнитную систему, содержащую электрическую катушку (1), сердечник (2) и полюсные наконечники (3, 4). Для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку (5) с одной унифицированной длиной формообразующей поверхности, равной расстоянию между полюсными наконечниками (3, 4) и превышающей максимальную длину отливки в группе. Рабочую полость между наконечниками заполняют намагничивающимся сыпучим формовочным материалом с образованием слоя. Рабочую полость ограничивают полюсными наконечниками (3, 4) с диаметром не менее диаметра окружности, описанной вокруг некруглого сечения слоя (6) с максимальными размерами в группе. Формовочный материал уплотняют и упрочняют воздействием магнитного поля. Стержень удаляют из оснастки. Один из наконечников (3, 4) выполняют быстросъемным. Размещение полюсных наконечников (3, 4) за пределами слоя формовочного материала (6) и отливки обеспечивает повышение равномерности податливости рабочего слоя стержня. 3 ил.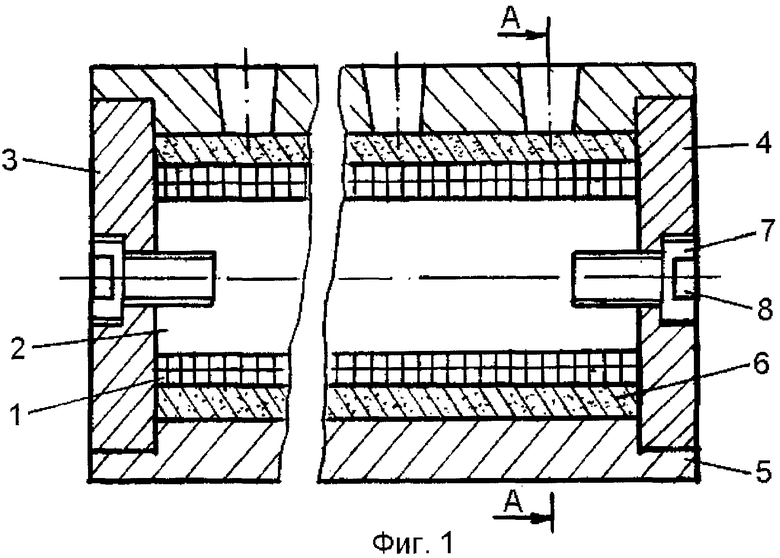
Способ изготовления группы литейных магнитных стержней разного вида для группы отливок, включающий размещение в полости формообразующей оснастки намагничивающего устройства с полюсными наконечниками круглого сечения, заполнение рабочей полости между наконечниками намагничивающимся сыпучим формовочным материалом с образованием слоя, уплотнение материала, упрочнение его воздействием магнитного поля и удаление стержня из оснастки, отличающийся тем, что для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку с одной унифицированной длиной формообразующей поверхности, равной расстоянию между полюсными наконечниками и превышающей максимальную длину отливки в группе, и одно универсальное для всех видов стержней намагничивающее устройство, при этом полость ограничивают полюсными наконечниками с диаметром не менее диаметра окружности, описанной вокруг некруглого сечения стержня с максимальными размерами в группе, а, по меньшей мере, один из них выполняют быстросъемным.
| Способ изготовления литейных магнитных стержней | 1990 |
|
SU1766584A1 |
| Способ изготовления полых отливок | 1990 |
|
SU1775214A1 |
| RU 2075364 C1, 20.03.1997 | |||
| RU 2064361 C1, 27.07.1996. | |||

