Изобретение относится преимущественно к литейному производству, в частности к способам изготовления литейных стержней из намагничивающихся сыпучих формовочных материалов, упрочняемых воздействием магнитного поля.
Известен способ изготовления литейных магнитных стержней, включающий предварительное размещение с внешней поверхности неразъемной оснастки источника магнитного поля (МП), выполненного заодно с неразъемной оснасткой охватывающим ее полость с четырех сторон, заполнение полости оснастки намагничивающимся сыпучим формовочным материалом, уплотнение материала вибрацией и его упрочнение воздействием МП, возбуждаемым названным источником. При этом рабочую поверхность стержня, расположенную с его торца, предварительно формируют вручную без контактирования с оснасткой (авторское свидетельство SU 1369850, кл.4 B22С 9/00).
Основные недостатки способа:
- повышенные энергозатраты на упрочнение материала из-за значительного поля рассеяния в окружающее пространство;
- пониженное качество рабочей поверхности стержня из-за того, что она не формируется оснасткой;
- ограниченные технологические возможности и область применения из-за получения стержней только с одной торцовой рабочей поверхностью и необходимости установки его в форму вместе с оснасткой.
Наиболее близким по технической сущности и достигаемому результату (прототипом) является способ изготовления литейных магнитных стержней, включающий размещение в формообразующей оснастке электромагнитной системы и полюсных наконечников, представляющих в совокупности намагничивающее устройство (НУ), заполнение полости между НУ и внутренней формообразующей поверхностью оснастки намагничивающимся сыпучим формовочным материалом, уплотнение материала, упрочнение его воздействием магнитного поля и удаление стержня из оснастки. Поверхности крайних полюсных наконечников покрыты слоем формовочного материала, их диаметры выполняют меньше внешнего диаметра слоя, а сами наконечники размещают в полости отливки. Наличие слоя формовочного материала позволяет извлечь НУ из полости отливки. Торцовые поверхности слоя формируются оснасткой и полюсными наконечниками. При изготовлении стержней различного вида и конфигурации рабочей поверхности с отличающимися в определенном диапазоне размерами поперечного сечения, особенно на границе соприкосновения слоя формовочного материала с полюсным наконечником, применяют разные, соответствующие каждому виду стержня намагничивающие устройства (электромагнитную систему, полюсные наконечники) и оснастку. Например, для группы отливок типа «гильза», «патрубок», «втулка», «маслота» и т.п., отличающихся друг от друга размерами и конфигурацией внутренней полости, формируемой стержнем, используют стержни различного вида с соответствующей конфигурацией рабочей поверхности, для изготовления которых применяют индивидуальные электромагнитную систему, полюсные наконечники и оснастку (авторское свидетельство SU 1766584, кл.4 В22С 9/00, В22С 9/10).
Основные недостатки способа:
- повышенные затраты времени и средств на подготовку производства и изготовление литейных магнитных стержней из-за необходимости изготовления для каждого вида стержня индивидуального НУ и оснастки;
- повышенные энергозатраты на упрочнение формовочного материала;
- неравномерная податливость рабочего слоя стержня вследствие пониженной податливости слоя формовочного материала вокруг полюсного наконечника, то есть части рабочего слоя стержня, из-за меньшей толщины и большей прочности этого участка слоя по сравнению с другими его участками.
Задачей, решаемой изобретением, является снижение затрат времени, энергии и средств на изготовление группы литейных магнитных стержней разных видов путем использования универсальных НУ или электромагнитной системы со сменными полюсными наконечниками, локальных усилителей магнитной индукции и оснастки с одинаковой длиной формообразующей поверхности; повышение равномерности податливости рабочего слоя стержня путем размещения полюсных наконечников за пределами слоя формовочного материала и отливки.
Для решения этой задачи в способе изготовления группы литейных магнитных стержней разного вида, включающем размещение в формообразующей оснастке электромагнитной системы и полюсных наконечников, заполнение полости между наконечниками намагничивающимся сыпучим формовочным материалом, уплотнение материала, упрочнение его воздействием магнитного поля и удаление стержня из оснастки, согласно изобретению для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку с одинаковой унифицированной длиной формообразующей поверхности, равной расстоянию между наконечниками, и одну одинаковую для всех видов стержней электромагнитную систему. При этом в слое между полюсными наконечниками размещают один или несколько локальных усилителей магнитной индукции.
На приведенном чертеже изображен литейный магнитный стержень в формообразующей оснастке с горизонтальным разъемом перед операцией удаления, снабженный локальными усилителями магнитной индукции в виде кольца, неполного кольца и «беличьего» колеса, продольный разрез.
Предложенный способ осуществляется следующим образом.
Для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку с одинаковой унифицированной длиной формообразующей поверхности, равной расстоянию между полюсными наконечниками, и одну одинаковую для всех видов стержней электромагнитную систему из катушки и сердечника. В полости формообразующей оснастки размещают электромагнитную систему с полюсными наконечниками. Электромагнитная система с полюсными наконечниками представляет собой НУ. Одновременно в слое между полюсными наконечниками размещают один или несколько локальных усилителей магнитной индукции. Заполняют полость между наконечниками намагничивающимся сыпучим формовочным материалом. Производят уплотнение формовочного материала и упрочняют его воздействием магнитного поля. Стержень удаляют из оснастки.
Пример. Пусть необходимо изготовить группу литейных магнитных стержней для группы отливок типа «гильза», «патрубок», «втулка», «маслота» и т.п., отличающихся друг от друга поперечными и продольными размерами в диапазоне 50 мм и конфигурацией поперечного сечения внутренней полости, формируемой стержнем (круг, овал, квадрат, прямоугольник, шестиугольник и т.п. разных размеров в этом диапазоне). При этом два стержня прямоугольного и круглого сечения имеют одинаковые максимальные поперечные размеры (по диагонали и диаметру, соответственно), но отличаются по длине участка рабочей поверхности слоя формовочного материала, контактирующего с отливкой.
В этом случае можно использовать два вида полюсных наконечников: круглые для любого поперечного сечения стержня или совпадающие с ним по конфигурации. Если используют круглый наконечник, его диаметр исполняют не меньше размера этих диагонали и диаметра, а расстояние между наконечниками - наибольшим в этой группе. НУ рассчитывают для обеспечения возможности изготовления годными выбранных стержней с максимальными размерами. При этом стержни меньших размеров также будут годными. Оба или по меньшей мере один из круглых наконечников должен быть быстросъемным для обеспечения возможности излечения НУ из полости отливки, особенно с малыми поперечными размерами. При этом наконечник является знаковой частью стержня или ее составляющей, например, при изготовления самой короткой отливки в группе.
Если наконечник имеет такое же поперечное сечение, что и стержень в месте контакта со слоем формовочного материала, т.е. совпадающее со стержнем по конфигурации, то оба наконечника выполняют быстросъемными, в том числе для их быстрой замены.
Электромагнитную систему, содержащую электрическую катушку 1 и сердечник 2, и полюсные наконечники 3 и 4, помещают в полость разъемной формообразующей оснастки 5, предназначенную для изготовления стержня, например, прямоугольного сечения и имеющую посадочные места для полюсных наконечников 3 и 4. При этом полюсные наконечники 3 и 4 изготавливают отдельно от сердечника 2 для обеспечения быстрого съема и замены, но их положение относительно сердечника 2 фиксируют с помощью штифтов или креплением их к сердечнику 2 одним из известных и применяемых в таких случаях способов и устройств, например винтом 6 с короткой резьбой и большим шагом, который может быть оснащен кольцом 7 для переноса стержня. Фиксация предотвращает взаимное смещение электромагнитной системы относительно наконечников 3 и 4 во время заполнения и уплотнения формовочного материала 8.
Одновременно в полости оснастки 5 размещают между полюсными наконечниками 3 и 4 один или несколько локальных усилителей 9 магнитной индукции. Их изготовляют конструктивно более податливыми (по сравнению с полюсными наконечниками) из магнитомягкого материала в виде колец, неполных колец, «беличьего» колеса или клетки из проволоки, втулочно-роликовой цепи и т.п. с возможностью полного или частичного охвата катушки 1. Наружный поперечный размер усилителя 9 меньше соответствующего внутреннего размера полости оснастки 5.
Таким образом между электрической катушкой 1, полюсной поверхностью наконечников 3, 4, усилителями 9 и формообразующей поверхностью оснастки 5 образуют рабочую полость с длиной, превышающей максимальный продольный размер отливки в группе и равной расстоянию между наконечниками 3 и 4. При этом полюсные наконечники 3 и 4 ограничивают эту полость с ее торцов, выполняя функцию стенок оснастки, что уменьшает ее габариты и массу и расход материала на ее изготовление. Такие протяженность формообразующей поверхности оснастки 5 и расстояние между наконечниками 3 и 4 позволяют расположить наконечники 3 и 4 за пределами отливки и создать более равномерный по толщине и податливости слой формовочного материала 8.
В рабочую полость через отверстия в верхней половине оснастки 5 подают известным образом, в частности пескодувным или засыпкой, необходимую порцию сыпучего намагничивающегося формовочного материала 8 с размерами частиц от 0,1 до 1,0 мм, например дробь литую из низкоуглеродистой стали. При пескодувном заполнении одновременно происходит и уплотнение материала 8. При другом заполнении материал 8 уплотняют известным образом, например вибрацией в течение 10-20 с, встряхиванием в течение 10-20 циклов. Порционное заполнение исключает вспомогательную операцию по удалению излишков формовочного материала из засыпных отверстий. В результате усилители 9 оказываются внутри слоя материала 8.
После этого на катушку 1 подают безопасное электрическое постоянное напряжение до 110 В. Производят упрочнение формовочного материала 8 воздействием магнитного поля, так как появляющееся поле практически мгновенно намагничивает сердечник 2, полюсные наконечники 3 и 4, локальный усилитель 9, формовочный материал 8, частицы которого, сцепляясь между собой, образуют прочную систему. При этом наконечники 3 и 4 примагничиваются к сердечнику 2, не нуждаясь в креплении винтом 6 и фиксации. Локальный усилитель 9, намагничиваясь, становится магнитом, который увеличивает значение магнитной индукции и примагничивает к себе частицы формовочного материала 8 возле него и более надежно удерживает прилегающую к нему часть слоя. При этом появляется возможность изготовления с помощью той же электромагнитной системы стержня с большим поперечным сечением или уменьшить ток в катушке 1 и, соответственно, расход электроэнергии до 25-30%. Применением более одного усилителя 9 этот эффект увеличивается, особенно при изготовлении длинного стержня.
Затем удаляют, например захватом за кольца 7, упрочненный стержень из оснастки 5, разобрав ее. При необходимости на его рабочую поверхность наносят известным образом быстросохнущее противопригарное покрытие и устанавливают в литейную форму.
По сравнению с прототипом предложенное решение имеет следующие основные преимущества:
- позволяет с помощью одной универсальной электромагнитной системы и одинаковых или разных полюсных наконечников изготовлять группу литейных стержней разных конфигурации и размеров поперечного сечения и длины (в определенном диапазоне) в соответствующей каждому виду стержня оснастке с одинаковой унифицированной длиной формообразующей поверхности между наконечниками, что обеспечивает снижение затрат времени и средств на подготовку производства и изготовление этой группы стержней разных видов. Эти возможности расширяются при дополнительном использовании локальных усилителей;
- позволяет снизить мощность катушки, расход электроэнергии на упрочнение формовочного материала при дополнительном использовании локальных усилителей (в случае изготовления одинаковых стержней);
- повышает равномерность податливости рабочего слоя стержня путем размещения неподатливых полюсных наконечников в знаковой части стержня (за пределами слоя формовочного материала и отливки).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППЫ ЛИТЕЙНЫХ МАГНИТНЫХ СТЕРЖНЕЙ РАЗНОГО ВИДА | 2009 |
|
RU2424866C1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППЫ ЛИТЕЙНЫХ МАГНИТНЫХ СТЕРЖНЕЙ РАЗНОГО ВИДА | 2009 |
|
RU2424867C1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424078C1 |
| Способ изготовления литейных магнитных стержней | 1990 |
|
SU1766584A1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОЙ МАГНИТНОЙ ФОРМЫ | 1997 |
|
RU2118226C1 |
| Устройство для изготовления магнитной разъемной формы | 1985 |
|
SU1289586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МНОГОМЕСТНЫХ МАГНИТНЫХ ФОРМ ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
В формообразующей оснастке (5) размещают электромагнитную систему, содержащую электрическую катушку (1), сердечник (2) и полюсные наконечники (3, 4), и один или несколько усилителей (9) магнитной индукции. Для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку (5) с одинаковой унифицированной длиной формообразующей поверхности, равной расстоянию между наконечниками (3, 4). Полость между наконечниками (3, 4) заполняют намагничивающимся сыпучим формовочным материалом (8) так, что усилители оказываются в слое материала (8). Формовочный материал (8) уплотняют и упрочняют воздействием магнитного поля. Стержень удаляют из оснастки. Размещение полюсных наконечников (3,4) за пределами слоя формовочного материала (8) и отливки обеспечивает повышение равномерности податливости рабочего слоя стержня. 1 ил.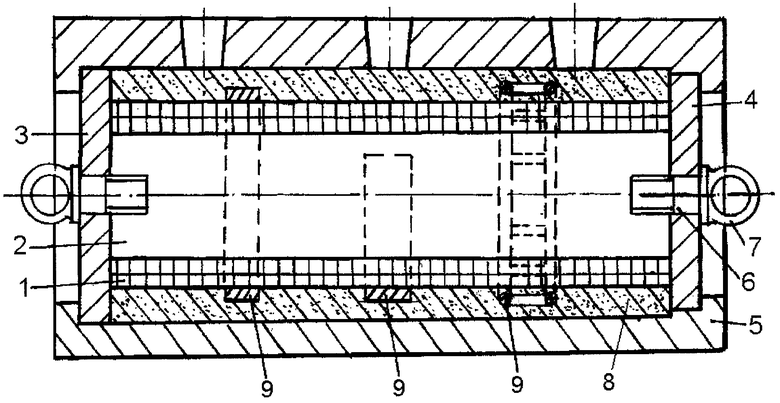
Способ изготовления группы литейных магнитных стержней разного вида для группы отливок, включающий размещение в формообразующей оснастке электромагнитной системы с полюсными наконечниками, заполнение полости между наконечниками намагничивающимся сыпучим формовочным материалом, уплотнение материала, упрочнение его воздействием магнитного поля и удаление стержня из оснастки, отличающийся тем, что для формирования рабочей поверхности каждого вида стержня используют соответствующую этому виду оснастку с одинаковой унифицированной длиной формообразующей поверхности, равной расстоянию между наконечниками и превышающей максимальный размер отливки в группе, и одну одинаковую для всех видов стержней электромагнитную систему, при этом в слое формовочного материала между полюсными наконечниками размещают один или несколько локальных усилителей магнитной индукции.
| Способ изготовления литейных магнитных стержней | 1990 |
|
SU1766584A1 |
| Способ изготовления полых отливок | 1990 |
|
SU1775214A1 |
| RU 2075364 C1, 20.03.1997 | |||
| RU 2064361 C1, 27.07.1996. | |||

