Изобретение относится преимущественно к литейному производству, в частности к намагничивающим устройствам для изготовления форм с полостями, имеющими криволинейные поверхности, обращенные к полюсам намагничивающего устройства (НУ).
Известно НУ для изготовления неразъемных магнитных форм в глухой опоке по разовой газифицируемой модели с криволинейной поверхностью, содержащее две полюсные пластины с полярностью N и S в рабочем состоянии, соединенные у нижних торцов сердечником с размещенными вокруг него витками электрической катушки, представляющей собой источник магнитного поля, полюсные наконечники (ПН) в виде прямолинейных стержней с выпуклой криволинейной поверхностью, обращенной к модели. Оси наконечников и модели перпендикулярны, а ПН расположены у стенок опоки, прилежащих к полюсам НУ. Полюсные пластины и сердечник образуют U-образный магнитопровод [1].
Основными недостатками устройства являются, во-первых, ограниченная область применения, только для неразъемных форм по разовым моделям из-за того, что ПН размещен посредине полюсных пластин; во-вторых, невозможность изготовления разъемных форм, в-третьих, повышенный брак при отливке деталей из-за специфического дефекта магнитных форм - флокул; в-четвертых, повышенная трудоемкость изготовления ПН с выпуклой криволинейной поверхностью.
Также известны НУ для изготовления разъемных магнитных форм с U-образным [2] , C-образным [3] , H-образным [4] магнитопроводами, содержащие две полюсные пластины с поверхностью разъема, соединенные сердечником с размещенными вокруг него витками электрической катушки, представляющей собой источник магнитного поля.
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является НУ для изготовления разъемных магнитных форм с O-образным магнитопроводом, содержащее источник магнитного поля в виде электрических катушек и вертикальные полюсные пластины, образующие рабочее пространство, соединенные у противоположных торцов двумя горизонтальными сердечниками с размещенными вокруг них витками электрических катушек [5].
Общим недостатком известных НУ с U-образными, C-образными, H-образными и O-образными магнитопроводами при изготовлении с их помощью разъемных магнитных форм с полостями, оформленными криволинейными поверхностями, является, во-первых, появление специфического дефекта магнитных форм на участках криволинейных поверхностей, расположенных у поверхности разъема и обращенных к полюсным пластинам (вектор индукции магнитного поля направлен к этим поверхностям под углом 70-90oC) и, во-вторых, высокая трудоемкость изготовления магнитных форм, т. к. для устранения вышеназванного дефекта необходимо упрочнение этих участков быстроотвердеющими связующими.
Сущность изобретения заключается в том, что в намагничивающем устройстве для изготовления разъемной магнитной формы, содержащем источник магнитного поля и полюсные пластины с поверхностью разъема, образующие рабочее пространство, к полюсным пластинам у поверхности разъема прикреплен по меньшей мере один постоянный или сменный полюсный наконечник, выполненный в виде стержня, имеющего в сечении прямоугольный треугольник, один катет которого расположен в поверхности разъема, а другой катет - на полюсной пластине. Угол в сечении полюсного наконечника, обращенный внутрь рабочего пространства, составляет 10-45o к поверхности разъема. Полюсный наконечник изготовлен из материала с повышенной магнитной проницаемостью. Вершина полюсного наконечника, обращенная внутрь рабочего пространства, расположена с возможностью размещения поверхности полости формы вблизи этой вершины.
Техническим результатом является обеспечение отсутствия дефекта, а также снижение трудоемкости изготовления разъемных магнитных форм. Отсутствие дефекта разъемных магнитных форм обусловлено исключением флокулизации их криволинейных поверхностей (цилиндрической, овальный, конический и т.п.) вследствие применения ПН с треугольным сечением. Снижение трудоемкости изготовления разъемных магнитных форм обеспечивается путем введения в НУ ПН, по меньшей мере одного, в виде универсального стержня треугольного сечения, изготовленного из материала с повышенной магнитной проницаемостью и имеющего угол, обращенный внутрь рабочего пространства НУ 10-45o. ПН, намагничиваясь в магнитном поле, создает существенную неоднородность магнитного поля. В результате возникают градиент поля и пондеромоторная сила, направленные в сторону большей величины индукции (или напряженности) магнитного поля, имеющей место у вершины ПН. Поэтому флокулы не образуются, т.к. частицы ферромагнитного материала, находящиеся вблизи от ПН на участках криволинейной поверхности формы, притягиваются к нему и устойчивость этих участков возрастает, т.е. отпадает необходимость в их дополнительном упрочнении.
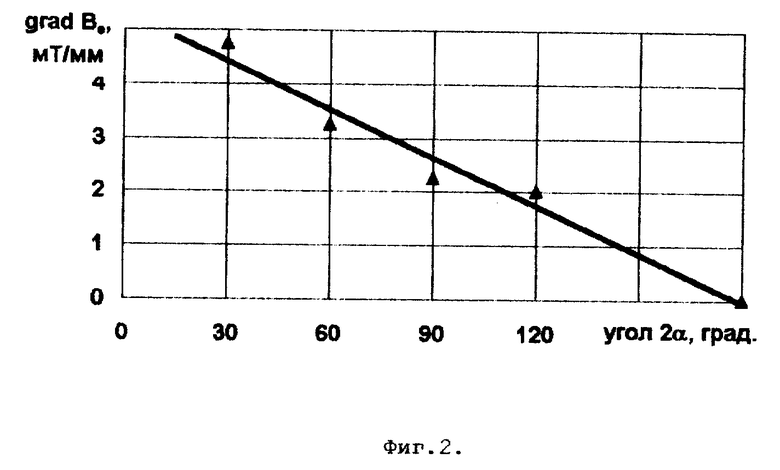
Предлагаемое изобретение поясняется чертежом, где на фиг. 1 показаны НУ со схемой размещения ПН и изготовленная с их помощью нижняя полуформа магнитной формы, разрез; на фиг. 2 - график зависимости градиента индукции Be от величины выпуклого угла 2α треугольного ПН.
Для изготовления магнитных разъемных форм с использованием ПН могут быть применены любые известные двухполюсные НУ c U-, П-, C-, H-, O-образными конструкциями магнитопроводов.
Предложенное НУ (на примере электромагнита с O-образным магнитопроводом) содержит ПН 1, размещенные в рабочем пространстве НУ; две полюсные пластины 2, 3; два сердечника 4 магнитопровода (один на чертеже не показан); два источника магнитного поля в виде электрической катушки 5 (на чертеже показана только одна). Постоянный или сменный ПН 1 в виде стержня имеет в сечении прямоугольный треугольник. При этом ПН 1 может быть выполнен с прямо- или криволинейной осью, а сечение наконечника 1 - переменным или постоянным по длине его оси. Один катет ПН 1 размещен на полюсной пластине 2, 3, а другой катет расположен в поверхности разъема. Угол α ПН 1, обращенный внутрь рабочего пространства НУ, составляет 10 - 45o к поверхности разъема. ПН 1 изготовлен из материала с повышенной магнитной проницаемостью, например из отожженных низкоуглеродистых сталей, или из армко-железа, или из пермаллоя. Вершина ПН, обращенная внутрь рабочего пространства НУ, установлена с возможностью размещения поверхности полости формы вблизи этой вершины.
Две полюсные пластины 2, 3 с полярностью N и S в рабочем положении, соответственно, соединены у противоположных торцов горизонтальными ферромагнитными сердечниками 4, вместе образуя O-образный магнитопровод. В каждой электрической катушке 5 имеется отверстие, в котором размещается ферромагнитный сердечник 4 магнитопровода. В межполюсном пространстве НУ находится ферромагнитный формовочный материал 6 с готовой полостью и размещенным в ней литейным стержнем 7.
Работа предложенного НУ поясняется на примере изготовления при его помощи нижней полуформы магнитной формы, используемой для получения цилиндрических отливок типа "гильза", "втулка" и т.п. Между ПН 1 НУ размещается постоянная модель (на чертеже не показана). Один катет каждого сменного или постоянного ПН 1 размещен на полюсной пластине НУ, а другой - в поверхности разъема. В незанятый ПН 1 и моделью рабочий объем НУ засыпается ферромагнитный формовочный материал 6, который при необходимости уплотняется. Электрическая катушка 5 подключается к источнику тока. Ток, проходя по виткам катушки 5, создает магнитное поле, которое намагничивает ферромагнитный сердечник 4 магнитопровода, усиливается с его помощью и направляется для намагничивания полюсных пластин 2, 3 с размещенными на них ПН 1, которые также усиливают магнитное поле и распределяют его по объему ферромагнитного материала 6, который при этом намагничивается. Каждый ферромагнитный ПН 1, намагничиваясь, создает существенную неоднородность магнитного поля и, как следствие этого, возникают градиент поля и пондеромоторная сила, направленные в сторону большей величины (индукции или напряженности) поля, имеющей место у вершины ПН 1. В результате частицы ферромагнитного материала 6, находящиеся вблизи ПН 1 на участке криволинейной поверхности формы, обращенной к ПН 1, притягиваются, в т.ч. через посредство других частиц, к ПН 1 и флокулы не образуются, а устойчивость этой поверхности возрастает. Поскольку у вершины ПН 1 индукция и градиент поля имеют наибольшие значения и убывают по мере удаления от нее, то для более эффективного устранения флокул модель (на чертеже не показана) или полость формы должна быть расположена по возможности ближе к этой вершине. При изготовлении ПН 1 из магнитомягкого материала с повышенной проницаемостью этот эффект еще более усиливается, т.к. они намагничиваются до более высокого значения индукции, чем, например, неотожженные среднеуглеродистые стали.
Когда ферромагнитный формовочный материал 6 приобретет достаточную прочность, модель удаляется с образованием в НУ полуформы. По окончании изготовления другой полуформы, которое осуществляется аналогично, и простановки магнитного или немагнитного литейного стержня 7, форма собирается. В ней образуется объединенный ПН 1 (на чертеже не показан) с выпуклым углом 2α при вершине, разделенный поверхностью разъема на две части и обращенный к полости формы.
На фиг. 2 приведен график зависимости градиента индукции от величины угла 2α при вершине сдвоенного ПН, который показывает, что наибольшее значение градиент магнитного поля имеет при угле 2α в диапазоне 20-90o. Использование сменного или постоянного ПН 1 в НУ с углом α, равным 10o, затрудняет его изготовление и эксплуатацию. Применение же ПН 1 с углом α более 45o снижает его эффективность по устранению флокулизации полости собранной магнитной формы из-за снижения градиента поля при вершине объединенного ПН.
После сборки формы в образовавшуюся полость заливается расплав, после частичного или полного затвердевания которого электрическая катушка 5 отключается от источника питания. При этом магнитное поле исчезает, формовочный материал 6 размагничивается и разупрочняется. После необходимого охлаждения отливки форма разбирается, а формовочный материал 6 вместе с готовой отливкой удаляется из рабочего пространства НУ. Цикл работы предложенного устройства заканчивается.
Таким образом, применение предложенного намагничивающего устройства по сравнению с прототипом позволяет обеспечить отсутствие дефекта разъемных магнитных форм путем исключения флокулизации цилиндрических или близких к ним по очертаниям поверхностей, а также снижение трудоемкости изготовления разъемных магнитных форм, т.к. отпадает необходимость в дополнительном упрочнении участков их криволинейных поверхностей.
Источники информации:
1. Авторское свидетельство СССР N 367956. Способ изготовления литейных форм из ферромагнитных сыпучих материалов. B 22 C 9/00, 1971.
2. Патент РФ N 2055677. Литейная разъемная форма. B 22 C 9/00, 1993.
3. Авторское свидетельство СССР N 1311839. Литейная магнитная разъемная форма. B 22 C 9/00, 1985.
4. Патент РФ N 2016694. Оснастка для намагничивания литейных магнитных форм. B 22 C 9/00, 1991.
5. Авторское свидетельство СССР N 1669631. Магнитная разъемная форма. B 22 C 9/00, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1997 |
|
RU2118225C1 |
| ОПОКА ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОЙ МАГНИТНОЙ ФОРМЫ | 1997 |
|
RU2119403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ МАГНИТНЫХ НЕГАТИВОВ | 1992 |
|
RU2056813C1 |
| ДВУХПОЛЮСНАЯ ЛИТЕЙНАЯ МАГНИТНАЯ ФОРМА ДЛЯ СФЕРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165821C2 |
| МАГНИТНЫЙ РАЗЪЕМНЫЙ НЕГАТИВ | 1995 |
|
RU2093112C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ РАЗЪЕМНЫХ ФОРМ | 1994 |
|
RU2080205C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНОГО РАЗЪЕМНОГО НЕГАТИВА | 1995 |
|
RU2093111C1 |
| ОСНАСТКА ДЛЯ НАМАГНИЧИВАНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1991 |
|
RU2016694C1 |
| МАГНИТНЫЙ РАЗЪЕМНЫЙ НЕГАТИВ | 1996 |
|
RU2113832C1 |
Изобретение относится к литейному производству. Рабочее пространство намагничивающего устройства для изготовления разъемной магнитной формы расположено между полюсными пластинами с поверхностью разъема. Источник магнитного поля в виде электрической катушки подключен к источнику тока. К полюсным пластинам у поверхности разъема прикреплен по меньшей мере один постоянный или сменный полюсный наконечник. Поюсный наконечник в сечении выполнен в виде прямоугольного треугольника. Один катет полюсного наконечника размещен на полюсной пластине, а другой - в поверхности разъема. Угол в сечении полюсного наконечника, обращенный внутри рабочего пространства, составляет 10-45o к поверхности разъема. Полюсный наконечник изготовлен из материала с повышенной магнитной проницаемостью. Вершина полюсного наконечника, обращенная внутрь рабочего пространства, расположена с возможностью размещения поверхности полости формы вблизи от этой вершины. Обеспечивается отсутствие дефекта, а также снижение трудоемкости изготовления разъемных магнитных форм. 3 з.п.ф-лы, 2 ил.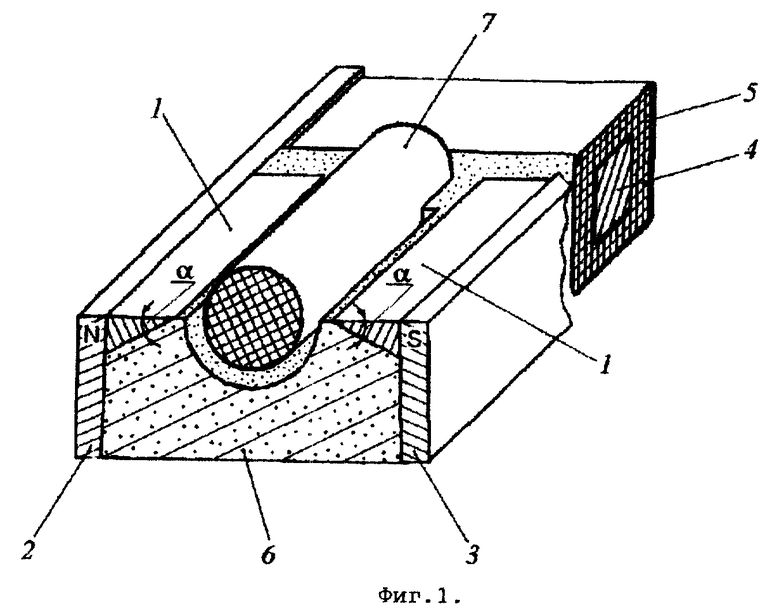
\ \\1 1. Намагничивающее устройство для изготовления разъемной магнитной формы, содержащее источник магнитного поля и полюсные пластины с поверхностью разъема, образующие рабочее пространство, отличающееся тем, что к полюсным пластинам у поверхности разъема прикреплен по меньшей мере один постоянный или сменный полюсный наконечник, имеющий в сечении прямоугольный треугольник, один катет которого расположен в поверхности разъема, а другой катет - на полюсной пластине. \\\2 2. Устройство по п.1, отличающееся тем, что угол в сечении полюсного наконечника, обращенный внутрь рабочего пространства, составляет 10 - 45<198> к поверхности разъема. \\\2 3. Устройство по п.1 или 2, отличающееся тем, что полюсный наконечник изготовлен из материала с повышенной магнитной проницаемостью. \\\2 4. Устройство по любому из пп. 1 - 3, отличающееся тем, что вершина полюсного наконечника, обращенная внутрь рабочего пространства, расположена с возможностью размещения поверхности полости формы вблизи от этой вершины.
| Магнитная разъемная форма | 1989 |
|
SU1669631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ИЗ ФЕРРОМАГНИТНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 0 |
|
SU367956A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ АГРЕГАТ ДЛЯ СВАРКИ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ ПРИЕМНЫХ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК СО СТЕКЛЯННЫМИ | 0 |
|
SU171947A1 |
| RU 2064362 C1, 1996. | |||
