Изобретение относится к области контактной сварки, в частности к определению коэффициента мощности (cosφ) сварочных машин, и может быть применено при осуществлении автоматического контроля и управления машинами контактной точечной сварки.
Настройка машин контактной сварки на оптимальные режимы, построение нагрузочных характеристик и выбор параметров фазной регулировки требует знания коэффициента мощности сварочной машины, т.е. угла сдвига между мгновенными значениями напряжения и установившегося тока во вторичном контуре при полнофазном включении.
Известен способ определения коэффициента мощности контактной сварочной машины, предусматривающий измерение электрических параметров сварки (сварочного тока Iсв, тока короткого замыкания Iкз, сварочного напряжения Uсв и напряжения холостого хода Uxx), вычисление коэффициента мощности cosφ по формуле
 ,
,
где  ,
,  [Авторское свидетельство СССР №1743767, кл. В23К 11/24, 1992].
[Авторское свидетельство СССР №1743767, кл. В23К 11/24, 1992].
Этот способ не требует специальной аппаратуры и позволяет определить коэффициент мощности сварочной машины путем измерения основных электрических параметров, однако его осуществление предусматривает проведение предварительных измерений во вторичном контуре с использованием измерителей тока и напряжения, что повышает трудоемкость и стоимость способа.
Известен способ измерения коэффициента мощности однофазной контактной сварочной машины, при котором измеряют угол α включения силовых тиристоров и угол λ, в течение которого протекает импульс сварочного тока, и определяют коэффициент мощности сварочной машины по формуле
cosφ=cos(A0+А1λ+А2α+А3α2),
где постоянные коэффициенты А0…А3 определяются численными методами для заданных диапазонов изменения α и λ [Авторское свидетельство СССР №1310149, кл. В23К 11/24, 1987].
Этот способ не предъявляет жестких требований к фиксированному значению угла α включения тиристоров и не требует постоянного запоминающего устройства большой емкости, т.к. необходимо хранение в памяти только коэффициентов А0…А3, при этом измерение величины cosφ может производиться непосредственно в процессе сварки. Недостатком способа является то, что он не учитывает особенностей функции cosφ=f(α,λ), которая в общем случае не является линейной и ее аппроксимация при помощи приведенного четырехчлена не позволяет достигать наперед заданной точности вычислений. Так же следует учесть, что измерение величины λ и последующее вычисление cosφ обладает некоторой погрешностью, зависящей от способа измерения λ и точности применяемого оборудования, при этом погрешность измерения величины λ возрастает при увеличении α.
Наиболее близким к изобретению по техническому решению является способ определения коэффициента мощности полнофазного включения тока при контактной точечной сварке однофазным током, заключающийся в определении cosφ от времени Тλ включения сварочного тока и времени Тα запаздывания сварочного тока относительно сетевого напряжения с помощью зависимости cosφ=С0+С1·(ωТλ), где ω - круговая частота сетевого напряжения; С0 и С1 - коэффициенты, определяемые в зависимости от ωТα как полиномы, степень которых определяется необходимой точностью приближения к действительному значению cosφ [Авторское свидетельство СССР №1281358, кл. В23К 11/24, 1985].
Этот способ, взятый за прототип, позволяет вычислять простыми средствами значения коэффициентов мощности для использования в системах автоматической стабилизации тока, при этом требуемая точность вычисления cosφ может быть получена путем увеличения степени полиномов, определяющих С0 и С1. Однако при осуществлении способа не удается уменьшить погрешность, связанную с погрешностью измерения λ, которая существенно возрастает при глубокой фазной регулировке. Так же необходимо учесть, что расширение области возможных значений cosφ приводит к падению точности вычислений по приведенным аппроксимирующим зависимостям.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении точности определения коэффициента мощности cosφ контактной сварочной машины за счет уменьшения измерительной и вычислительной погрешностей, возникающих при измерении угла λ, в течение которого протекает импульс сварочного тока, и вычислении значения cosφ по аппроксимирующим зависимостям.
Эта задача решается тем, что в способе определения коэффициента мощности контактной сварочной машины, предусматривающем измерение длительности λ включенного состояния тиристоров при заданном угле α их включения и вычисление коэффициента мощности как cosφ=A0+A1λ, где коэффициенты A0 и A1 задают исходя из условия минимизации погрешности вычисления cosφ, измерения производят в течение двух периодов тока. При этом в первом периоде производят включение тиристоров с углом α1=90 электрических градусов и вычисление предварительного значения cosφ1. Далее устанавливают минимальный угол α2 открытия тиристоров во втором периоде, исходя из условия α2>φ1 производят включение тиристоров с выбранным углом α2 и вычисление уточненного значения cosφ, причем коэффициенты А0 и А1 задают дискретно для каждого α.
Измерение коэффициента мощности в течение двух периодов тока позволяет в первом периоде получить предварительное значение cosφ1 и с учетом этого значения установить оптимальный угол α2 включения тиристоров во втором периоде, при котором обеспечивается минимальная измерительная погрешность определения cosφ.
Включение в первом периоде тока тиристоров с углом α1=90 электрических градусов позволяет исключить возможность перехода в режим однополупериодного выпрямления (когда α1<φ) при всех возможных cosφ и получить при этом приемлемое значение длительности λ1 их включенного состояния (дальнейшее увеличение α1 приводит к уменьшению величины λ1 и, следовательно, точности ее измерения).
Установка минимального угла α2 открытия тиристоров во втором периоде, исходя из условия α2>φ1, позволяет исключить возможность перехода тиристоров в режим однополупериодного выпрямления (когда α2<φ) и при этом получить максимально возможное значение длительности λ2 их включенного состояния, измерение которого может быть выполнено с минимальной для выбранного способа погрешностью.
Задание коэффициентов A1 и А2 для выражения cosφ=A0+A1λ дискретно для каждого α позволяет упростить вычисления по сравнению с существующими аналогами и значительно повысить точность определения cosφ.
Изобретение иллюстрируется чертежами, на которых представлены:
на фиг.1 - устройство, реализующее предлагаемый способ определения cosφ;
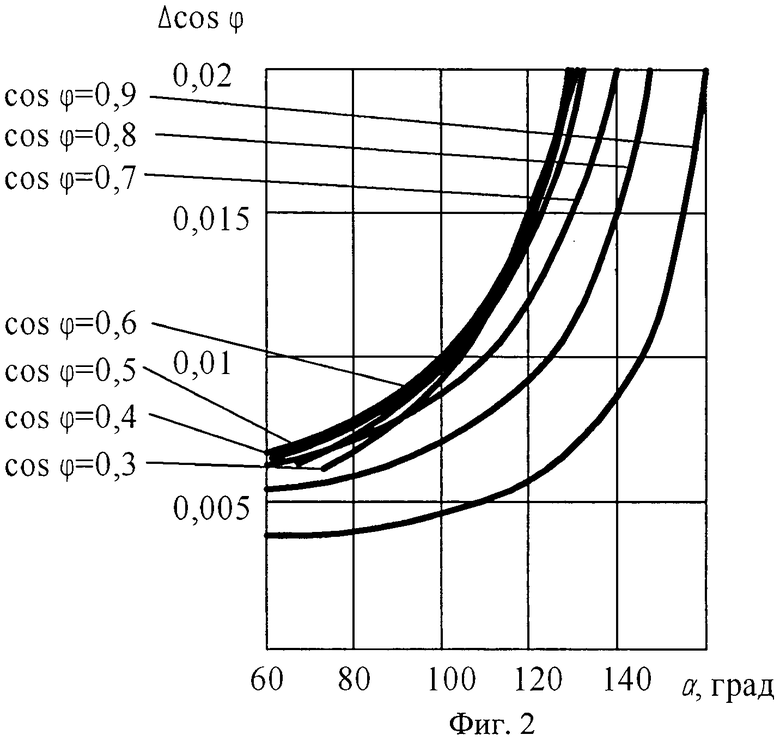
на фиг.2 - абсолютные измерительные погрешности Δcosφ, получаемые для Δλ=0,5;
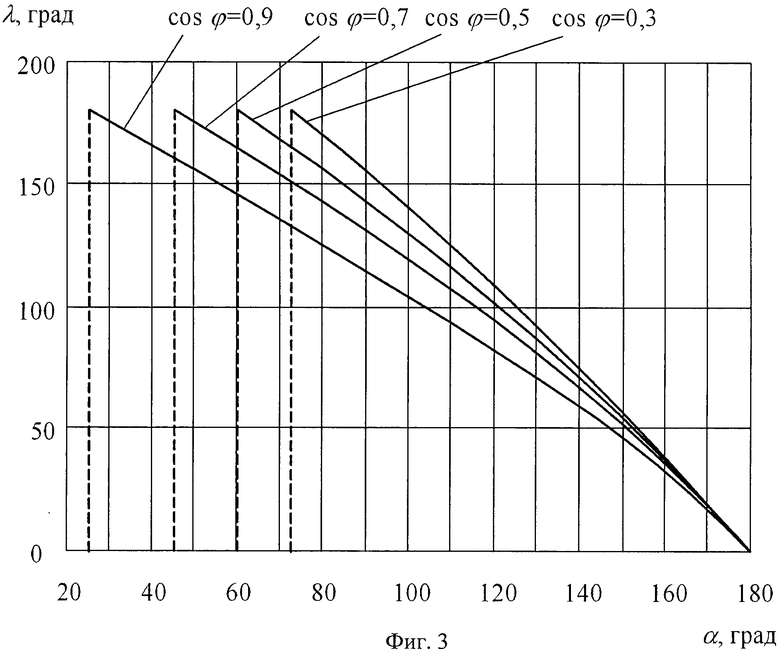
на фиг.3 - длительность λ включенного состояния тиристоров в зависимости от угла α их включения при различных значениях cosφ;
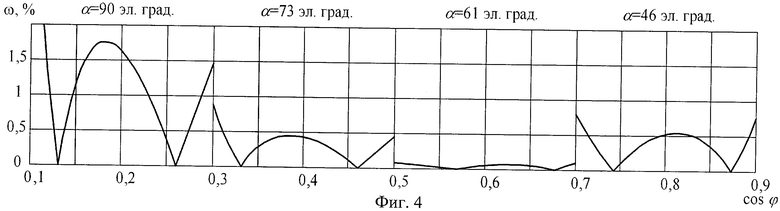
на фиг.4 - относительная погрешность вычисления cosφ по предлагаемому способу;
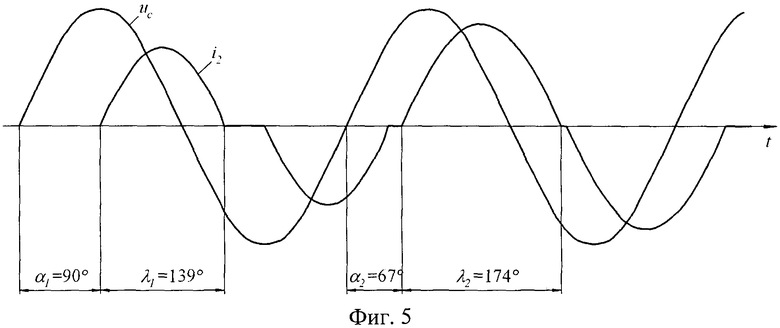
на фиг.5 - диаграммы мгновенных значений сетевого напряжения uc и вторичного тока i2 при реализации предлагаемого способа определения cosφ на контактной машине МТПУ-300.
Способ реализуется на стандартных машинах контактной сварки, работающих от сети переменного тока промышленной частоты и содержащих (фиг.1) микропроцессорный блок управления 1, который на основе заложенного в него через программатор 2 алгоритма определения угла α открытия сварочных тиристоров и полученной от детектора включения тиристоров 3 информации о длительности λ включенного состояния тиристоров производит управление работой тиристорного контактора КТ, подключающего к сети сварочный трансформатор ТС.
Способ определения коэффициента мощности контактной сварочной машины осуществляется следующим образом.
Как известно, коэффициент мощности сварочной машины может быть однозначно определен исходя из измеренной длительности λ включенного состояния тиристоров для заданного угла α их открытия путем решения уравнения

Абсолютная измерительная погрешность Δcosφ может быть определена для заданной погрешности измерения Δλ в зависимости от угла α и коэффициента мощности cosφ как

где λ - результат численного решения (2) относительно λ для заданных значений α и φ;
f(α, λ+Δλ) - значения cosφ как результат численного решения уравнения (1) относительно φ для заданных α и (λ+Δλ).
На области значений cosφ∈[0,1; 0,9] функция cosφ=f(α, λ) может быть аппроксимирована линейной зависимостью вида

где А0 и А1 - коэффициенты, задающиеся для каждого α, исходя из минимизации погрешности вычисления cosφ, которые для фиксированных значений α и диапазонов изменения cosφ могут быть определены методом наименьших квадратов по массиву данных cosφ=f(λ), который получают численным решением уравнения (1). Для диапазона изменения коэффициента мощности cosφ∈[0,1; 0,9] и фиксированных значений α расчетные значения коэффициентов А0 и А1 приведены в табл.1.
Таблица 1
Из фиг.2 следует, что минимальная измерительная погрешность cosφ достигается при минимальном значении α, величина которого в целях исключения случаев однополупериодного выпрямления должна быть α>φ.
Из фиг.3 следует, что максимально возможное значение λ и, следовательно, минимальная погрешность его измерения могут быть получены при минимально допустимом угле α включения тиристоров при заданных значениях cosφ, который для cosφ=0,3; 0,5; 0,7; 0,9 составляет α=73; 60; 46 и 26 электрических градусов соответственно.
В первом периоде тока производят включение тиристоров с углом α1=90 электрических градусов, измерение длительности λ1 их включенного состояния и вычисление предварительного значения cosφ1 согласно (3), где коэффициенты А0 и A1 принимают исходя из условия минимизации погрешности вычисления для cosφ∈[0,1; 0,9] и закладывают в микропроцессорный блок через программатор. На основании предварительного значения cosφ1 с соблюдением условия α2>φ1 устанавливают угол α2 как наименьший из фиксированных значений, заложенных в память микропроцессорного блока через программатор, и производят включение тиристоров с выбранным углом α2. В ходе протекания второго периода тока производят измерение длительности λ2 включенного состояния тиристоров и вычисление уточненного значения cosφ согласно (3), где коэффициенты А0 и А1 задают дискретно для каждого α2, исходя из условия минимизации погрешности вычисления cosφ, и закладывают в микропроцессорный блок через программатор.
Относительная погрешность вычисления cosφ по предлагаемому способу обычно составляет не более 1,5% (фиг.4), таким образом, точность вычислений существенно выше, чем у аналогов.
Пример. Производили определение коэффициента мощности контактной сварочной машины МТПУ-300 в режиме короткого замыкания. При включении тиристорного контактора с предварительным углом α1=90 электрических градусов измеренное значение длительности включения тиристоров составило λ1=139 электрических градусов (фиг.5). Вычисленное согласно (3), где для области cosφ∈[0,1; 0,9] в соответствии с табл.1 были приняты значения коэффициентов А0=-0,873 и A1=2,680, предварительное значение коэффициента мощности составило cosφ1=0,562, что позволило выбрать из табл.1 наименьший угол включения тиристоров во втором периоде тока α2=61 электрических градусов, удовлетворяющий условию α2>φ1. При включении тиристорного контактора с углом α2=61 электрических градусов измеренное значение длительности включения тиристоров составило λ2=174 электрических градуса. Вычисленное согласно (3), где для области cosφ∈[0,5; 0,7] в соответствии с табл.1 были приняты значения коэффициентов А0=-0,757 и A1=2,862, уточненное значение коэффициента мощности составило cosφ=0,563. В то же время решение численными методами уравнения (1) для полученных значений α2 и λ2 позволяет получить точное значение коэффициента мощности, равное cosφ=0,570, на основании чего можно сделать вывод о том, что погрешность определения cosφ в приведенном примере составила 1,2%.
Таким образом, предложенный способ определения коэффициента мощности контактной сварочной машины позволяет вычислять простыми средствами значения коэффициентов мощности и уменьшить измерительную и вычислительную погрешности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| СПОСОБ УПРАВЛЕНИЯ МОЩНОСТЬЮ НА СЕТЕВОМ ВХОДЕ ТРЕХФАЗНОГО ВЕНТИЛЬНОГО ПРЕОБРАЗОВАТЕЛЯ | 1999 |
|
RU2167484C1 |
Изобретение может быть использовано для осуществления автоматического контроля и управления машинами контактной точечной сварки. Измеряют длительность λ включенного состояния тиристоров при заданном угле α их включения. Вычисление коэффициента мощности cosφ сварочной машины производят в течение двух периодов тока с использованием зависимости cosφ=A0+A1λ2. Коэффициенты А0 и A1 задают дискретно для каждого α, исходя из условия минимизации погрешности вычисления cosφ. В первом периоде производят включение тиристоров с углом α1=90 электрических градусов и вычисление предварительного значения cosφ1. Во втором периоде производят включение тиристоров с минимальным углом α2, удовлетворяющим условию α2>φ1, и вычисление уточненного значения cosφ. Использование изобретения позволяет вычислять простыми средствами значения коэффициентов мощности и уменьшить измерительную и вычислительную погрешности. 5 ил., 1 табл.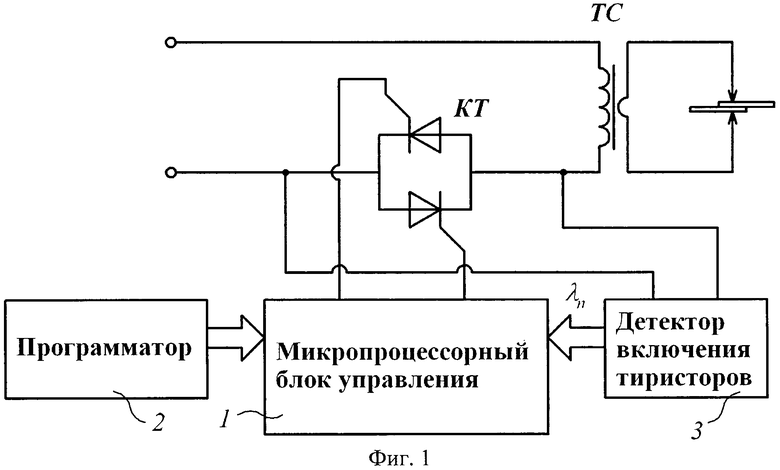
Способ определения коэффициента мощности контактной сварочной машины, предусматривающий измерение длительности λ включенного состояния тиристоров при заданном угле α их включения и вычисление коэффициента мощности как cosφ=A0+A1λ, где коэффициенты А0 и A1 задают, исходя из условия минимизации погрешности вычисления cosφ, отличающийся тем, что измерения производят в течение двух периодов тока, при этом в первом периоде производят включение тиристоров с углом α1=90 электрических градусов и вычисление предварительного значения cosφ1, во втором периоде производят включение тиристоров с минимальным углом α2, удовлетворяющим условию α2>φ1, и вычисление уточненного значения cosφ, причем коэффициенты А0 и A1 задают дискретно для каждого α.
| Способ определения коэффициента мощности полнофазного включения тока при контактной точечной сварке однофазным током | 1985 |
|
SU1281358A1 |
| Способ определения коэффициента мощности контактной сварочной машины | 1990 |
|
SU1743767A1 |
| Способ измерения коэффициента мощности однофазной контактной сварочной машины | 1986 |
|
SU1310149A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

