2.Способ по п.1 отличающий с я тем, что траектория представляет собой окружность.
3.Способ по П.1,- о т л и ч а гощ и и с я тем, что траектория представляет собой два дугообразных участка с различной кривизной.
4.Способ по п.1, отличающий с я тем, что траектория представляет собой два дугообразных участка, связанных между собой прямолинейньтми участками, направленными перпендикулярно боковой поверхности зуба.
5.Способ ПОП.1, отличающийся тем, что траектория представляет собой два дугообразных участка с различными центрами.
6.Инструмент для шлифования шестерни сопряжённой пары конических с круговыми зубьями, рабочие поверхности которого обращены одна к другой, отлич ающийся тем, что, с целью повышения точности при профильном шлифовании, рабочие поверхности представляют собой коническое внутреннее кольцо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Способ обработки пары сопряженных цилиндрических зубчатых колес с арочными зубьями | 1991 |
|
SU1787077A3 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| Способ шлифования зубчатых колес с круговыми зубьями | 1983 |
|
SU1110565A1 |
1. Способ шлифования сопряж- нной пары конических колес с круговыми зубьями 3 условиях обката с периодическим делением двумя инструментами, одним из которых, выполненным с развернутыми одна относительно другой рабочими поверхностями, производят обработку поверхностей., расположенных по обе стороны впадины колеса, а другим, выполненным с обращенными одна к другой рабочими поверхностями, производят обработку боковых поверхностей, ра сположенных по обе стороны зуба , отличающийся тем, что, с целью повыше-, ВИЯ точности при профильном шлифовании, инструментам сообщают возвратнопоступательное движение по несовпадающим траекториям. Сд UD :л 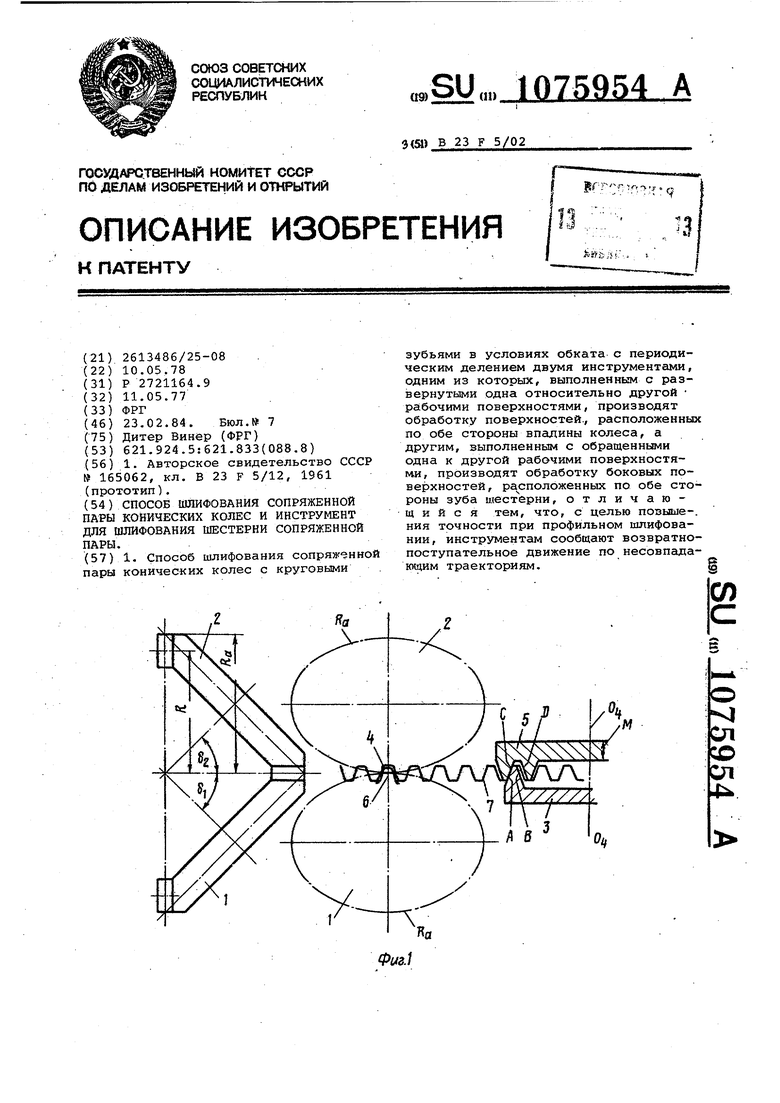
1
Изобретение относится к металлообработке и может применяться при шлифовании сопряженных пар конически колес с круговыми зубьями.
Известен способ шлифования сопряженной пары конических колес с круговыми зубьями в условиях обката с периодическим делением двумя инструментами, одним из которых, выполненным с развернутыми один относительно дру гого рабочими поверхностями, производят обработку поверхностей, расположенных по обе стороны впадины колеса а другим, выполненным с обращенными одна к Д13угой рабочими поверхностями, производят обработку боковых поверхностей, расположенных по обе стороны зуба шестерни, l ,
1звестный способ используется для шлифования пар колес, которые не имеют возможности смещения один относительно другого и должны монтироваться с предельной точностью.
Известен инструмент для шлифования одной из пар сопряженных зубчаты колес (шестерни) с круговыми зубьями, рабочие поверхности которого обращены одна к другой l .
;. Известный инструмент не используется для шлифования одного из колес зубчатой пары.
Цель изобретения - .ровышение точности при профильном шлифовании.
Цель достигается тем, что согласно способу шлифования сопряженно пары конических колес с круговыми зубьями в условиях обката с периодическим делением двумя инструментами, одним из которых, -выполненным с развернуты 1и одна относительно другой рабочими поверхностями, производят обработку поверхностей, расположенных по обе стороны впадины колеса, а другим, выполненным с обращенными одна к другой рабочими поверхностями, производят обработку боковых поверхностей, расположенных по обе
стороны зуба шестерни, инструментам сообщают возвратно-поступательное движение по несовпадающим траекториям .
Траектория представляет собой ИЛИ окружность или два дугообразных участка с различной кривизной,или два дугообразных участка, связанных между собой прямолинейными участками направленными перпендикулярно боковой поверхности зуб или два дугообразных участка с различными центрами.,
|Способ осуществляется с помощь инструмента для шлифования шестерни сопряженной пары конических колес с круговыми зубьями, рабочие поверхности которых обращены одна к другой и представляют собой коническое внутреннее кольцо.
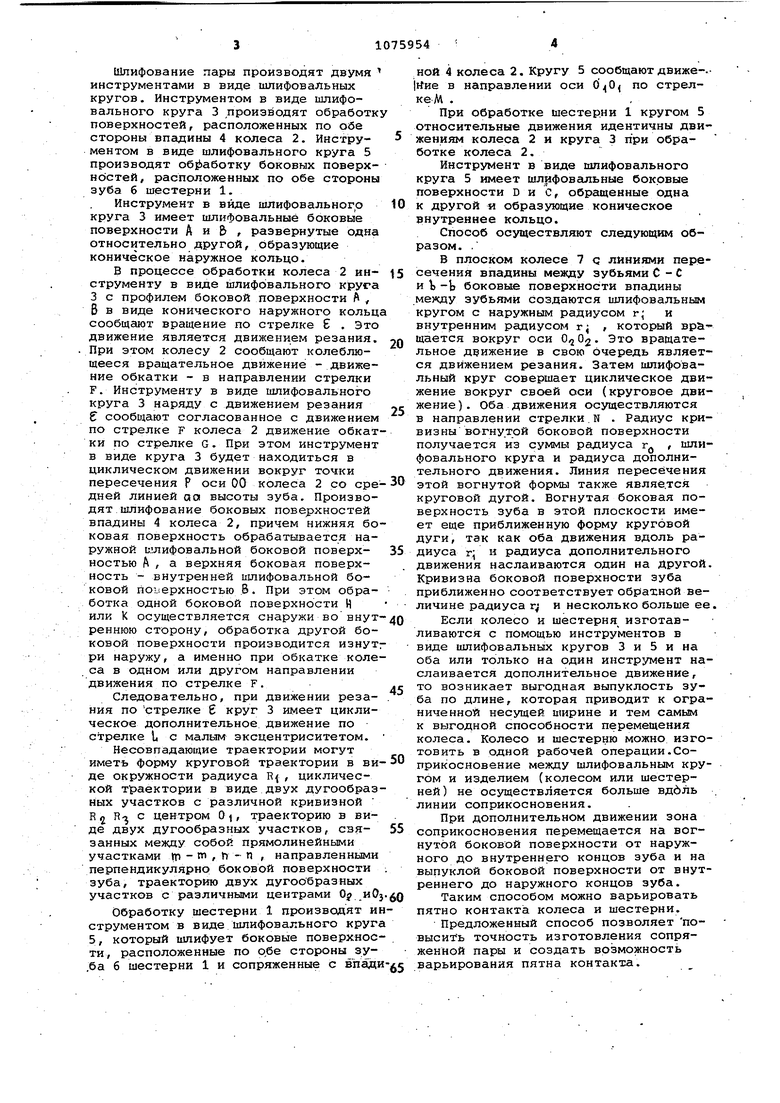
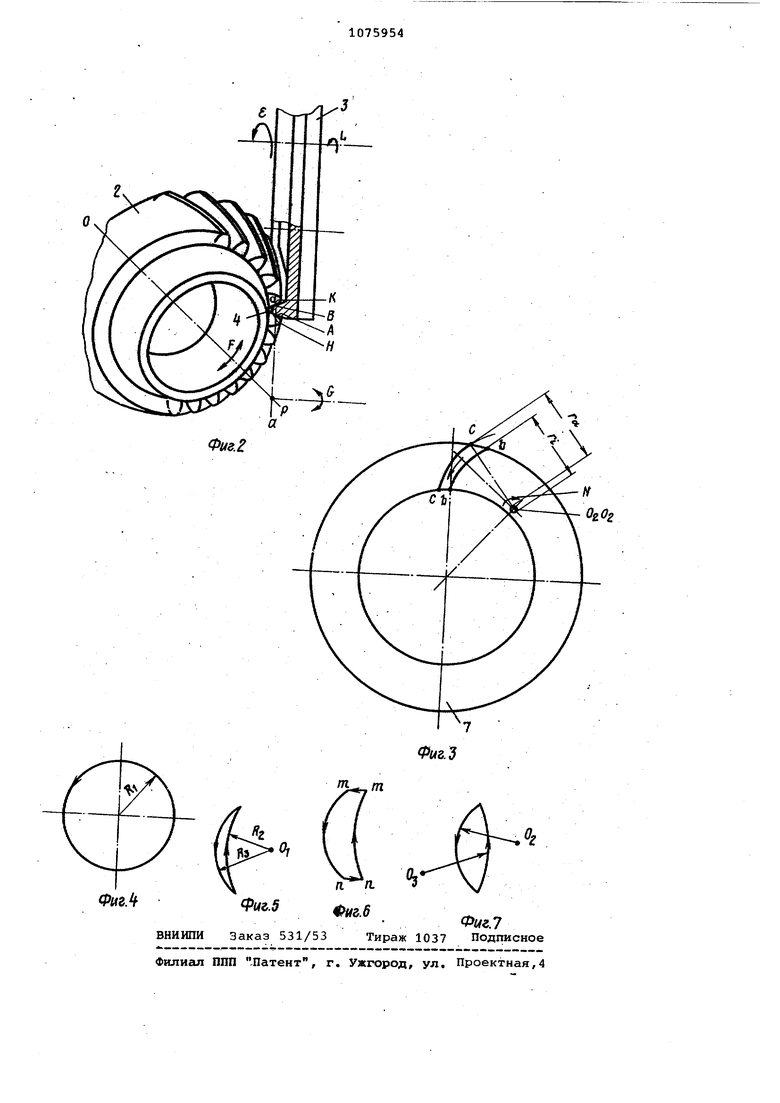
На фиг.1 показана.схема зацепле ния сопряженной пары конических колес со схемой зацепления двух кругов на фиг.2 - схема обработки колеса шлифовальным кругом, на фиг.З - схема обработки колеса с указанием траектории дополнительного движения круга; на фиг.4 - траектория дополнительного движения круга в виде окружности, на фиг.5 - то же, в виде двух дугообразных участков с различной кривизной; аа фиг.б - то же, в виде двух дугообразных участков,связанных между собой прямолинейными участками, направленными перпендикулярно боковой поверхности зуба, на фиг.7 - два дугообразных участка с различными центрами. .
Шлифование сопряженной пары конических колес с круговыми зубья.ми шестерни 1 и колеса 2 производят в условиях обк.ата с периодическим делением.
Углы три вершине делительного конуса колеса и шестерни обозначены через §1 и $2 . Высота зубьев зависит от конусного расстояния R. Шлифование пары производят двумя инструментами в виде шлифовальных кругов. Инструментом в виде шлифовального круга 3 .производят обработк поверхностей, расположенных по обе стороны впадины 4 колеса 2. Инструментом в виде шлифовального круга 5 производят об аботку боковых поверхностей, расположенных по обе стороны зуба б шестерни 1. Инструмент в виде шлифовальногр круга 3 имеет шлифовальные боковые поверхности А и & , развернутые одна относительно другой, образующие коническое наружное кольцо. В процессе обработки колеса 2 инструменту в виде шлифовального круга 3 с профилем боковой поверхности А, В в виде конического наружного кольц сообщают вращение по стрелке Б . Это движение является движением резания. При этом колесу 2 сообщают колеблющееся вращательное движение - движение обкатки - в направлении стрелки F. Инструменту в виде шлифовального круга 3 наряду с движением резания сообйдают согласованное с движением по стрелке F колеса 2 движение обкат ки по стрелке G. При этом инструмент в виде круга 3 будет находиться в циклическом движении вокруг точки пересечения Р оси 00 колеса 2 со ере дней линией аа высоты зуба. Производят шлифование боковых поверхностей впадины 4 колеса 2, причем нижняя бо ковая поверхность обрабатывается наружной олифовальной боковой поверхностью А , а верхняя боковая поверхность - внутренней ишифовальной боковой поверхностью Б. При этом обработка одной боковой поверхности И или К осуществляется снаружи вовнут реннюю сторону, обработка другой боковой поверхности производится изнут ри наружу, а именно при обкатке коле . са в одном или другом направлении движения по стрелке F. Следовательно, при движении резания по стрелке 6 круг 3 имеет циклическое дополнительное движение по стрелке li с малым эксцентриситетом. Несовпадающие траектории могут иметь форму круговой траектории в ви де окружности радиуса R|, циклической траектории в виде двух дугообраз ных участков с различной кривизной R R- с центром 0, траекторию в виде двух дугообразных участков, связанных между собой прямолинейными участками in - t , П - ч , направленными перпендикулярно боковой поверхности зуба, траекторию двух дугообразных участков с различными центрами 0 иО Обработку шестерни 1 производят и струментом в виде шлифовального круг 5, который шлифует боковые поверхнос ти, расположенные по обе стороны зу,ба б шестерни 1 и сопряженные с впад ной 4 колеса 2. Кругу 5 сообщают движе-.|йие в направлении оси по стрелкеМ . При обработке шестерни 1 кругом 5 относительные движения идентичны движениям колеса 2 и круга 3 при обработке колеса 2. Инструмент в виде шлифовального круга 5 имеет шлифов ешьные боковые поверхности D и С, обращенные одна к другой « образующие коническое знутреннее кольцо. Способ осуществляют следующим образом. . В плоском колесе 7 Q линиями пересечения впадины между зубьями С - С и Ь-Ь боковые поверхности впсщины между зубьями создаются шлифовальным кругом с наружным радиусом г; и внутренним радиусом г , который вращается вокруг оси . Это вращательное движение в свою очередь является движением резания. Затем шлифовальный круг совершает циклическое движение вокруг своей оси (круговое движение). Оба движения осуществляются в направлении стрелки.N . Радиус кривизны вогнутой боковой поверхности получается из суммы радиуса г , шлифовального круга и радиуса дополнительного движения. Линия пересечения этой вогнутой формы также являё.тся круговой дугой. Вогнутая боковая поверхность зуба в этой плоскости имеет еще приближенную форму круговой дуги, так как оба движения вдоль радиуса г; и радиуса дополнительного движения наслаиваются один на другой. Кривизна боковой поверхности зуба приближенно соответствует обратной величине радиуса г; и несколько больше ее. Если колесо и шестерня изготавливаются с помощью инструментов в виде шлифовальных кругов 3 и 5 и на оба или только на один инструмент наслаивается дополнительное движение, то возникает выгодная выпуклость зуба по длине, которая приводит к ограниченной несущей ширине и тем самым к выгодной способности перемещения колеса. Колесо и шестерню можно изготовить в одной рабочей операции.Соприкосновение между шлифовальным кругом и изделием (колесом или шестерней) не осуществляется больше вдбль . линии соприкосновения. При дополнительном движении зона соприкосновения перемещается на вогнутой боковой поверхности от наружного до внутреннего концов зуба и на выпуклой боковой поверхности от внутреннего до наружного концов зуба. Таким способом можно варьировать пятно контакта колеса и шестерни. Предложенный способ позволяет повысить точность изготовления сопряженной пары и создать возможность варьирования пятна контакта.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ДВОЙНОГО ДВУХСТОРОННЕГО НАРЕЗАНИЯ КОНИЧЕСКИХ И ГИПОИДНЫХ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU165062A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
