Данное изобретение относится к склеенным абразивным изделиям, в особенности к тем, которые используются в высокопроизводительном шлифовании.
Абразивная обработка с использованием склеенных абразивных изделий (таких как шлифовальные круги) продолжает развивать свои способности. Это развитие создает все возрастающий спрос на высокопроизводительные шлифовальные круги: круги, которые могут зачищать материал быстрее при точных жестких допусках, но не наносить вреда заготовке, таким образом, способные обеспечить снижение по времени цикла шлифовки и снизить стоимость шлифовки за единицу.
Склеенные абразивные изделия состоят из абразивных частиц, соединенных вместе при помощи связующего вещества. Основными типами связующих систем, используемых при изготовлении склеенных абразивных изделий, являются бакелит, керамика и метал. Абразивы на бакелитовой связке используют органическую систему связки (напр., фенольная система связки), чтобы соединить частицы абразива вместе для придания определенной формы массе. Другой крупный тип - это склеенные абразивные изделия (например, керамические шлифовальные круги), в которых керамическая система связки используется, чтобы соединить частицы абразива вместе. Эти связки обычно спекаются при температуре от 700°C до 1500°C. Абразивные изделия на металлической связке обычно используют порошковые или покрытые металлы для соединения абразивных частиц. Абразивные изделия на керамической связке отличаются от абразивных изделий на бакелитовой связке тем, что при их изготовлении применяется фаза спекания для соединения абразивных частиц, и, таким образом, они изготавливаются при существенно более высоких температурах. Абразивные изделия на керамической связке могут выдерживать более высокие температуры при эксплуатации и в целом считаются более жесткими и ломкими, чем шлифовальные круги на бакелитовой связке.
Склеенные абразивы трехмерны по структуре и обычно представляют собой специальным образом оформленную массу абразивных частиц, соединенных вместе при помощи связки. Такая специальным образом оформленная масса может быть, например, в форме колеса, как в шлифовальных кругах. Идеально склеенные абразивные изделия имеют долгий срок эксплуатации и способны шлифовать заготовки с неизменным качеством в течение долгого времени. Тем не менее, когда абразивные частицы изношены или засалены, эти абразивные частицы выпадают из склеенного абразива, таким образом, обнажая новые заточенные режущие частицы. В идеальной ситуации, склеенные абразивные изделия самозатачиваются. Тем временем, в реальности, особенно когда приложенные усилия выше допустимых, склеенные абразивные изделия могут ломаться, при этом откалываются и выпадают абразивные частицы, и способность шлифования таким изделием резко сокращается по сравнению с начальным показателем, заявленным на этом шлифовальном инструменте, так как склеенное абразивное изделие быстро изнашивается и теряет нужную форму. Склеенные абразивные изделия, таким образом, обычно показывают цикличную кривую шлифования (зависимость потребляемой мощности шлифования от времени заточки). На конечном этапе цикла шлифования следует проводить правку склеенного абразивного изделия во избежание появления повреждений на заготовке при доводке, а также, чтобы обеспечить постоянную качественную шлифовку этим склеенным абразивным изделием. Правка обычно осуществляется правящим инструментом, таким как алмазный правящий инструмент. Частые циклы правки нежелательны, так как производственный процесс приходится так же часто прерывать, что может повысить себестоимость, кроме этого сократить срок эксплуатации круга. То, чего хочется этой индустрии, это склеенные абразивные изделия, требующие минимального количества циклов правки, и, как результат, увеличение общего срока эксплуатации круга. Такое изделие обычно потребляет минимум энергии при работе.
Шлифовальные круги на керамической связке, состоящие из абразивных частиц неправильной формы (например, размельченных), известны своим применением для доводки заготовок, таких как закаленные и незакаленные металлические детали. Тем не менее, циклы правки могут оказаться более частыми, чем хотелось бы, т.е. переточку придется проводить более часто, чтобы избежать засаливания круга. Иногда постоянную производительность шлифования при учете качества заготовки и/или долгих циклов правки невозможно обеспечить, особенно при тяжелых режимах шлифования, например, высокой скорости подачи. Особенно в случае с циклом шлифования, не имеющим фазы основной постоянной производительности шлифования (например, при учете интенсивности съема материала) за период времени, может оказаться достаточно трудным достичь хороших результатов шлифования при доводке заготовки.
Желанным в этой индустрии остается такое склеенное абразивное изделие, например, шлифовальный круг, которое имеет увеличенный срок службы и может обеспечить постоянные хорошие результаты шлифования (особенно это касается качества поверхности заготовки) в течение долгого периода времени, особенно при тяжелых режимах шлифования.
Как ни удивительно, было установлено, что оформленные абразивные частицы в сочетании с керамической связкой могут обеспечить абразивные изделия, которые способны решить вышеупомянутые проблемы. В частности, было установлено, что такие изделия особенно эффективны в высокопроизводительных шлифовальных устройствах.
Данное изобретение относится к склеенному абразивному изделию, состоящему из оформленных абразивных частиц и связующего вещества, состоящего из керамической связки. Вышеупомянутые оформленные абразивные частицы, каждая из которых состоит из передней стороны и задней стороны, разделенных толщиной t, где вышеупомянутая передняя сторона представляет собой переднюю грань, равную периметру передней геометрической формы. Толщина t предпочтительно равна или меньше длины самой короткой стороны по отношению к размеру частицы.
Типично, соотношение длины самой короткой стороны в соотношении с размером к толщине вышеупомянутой частицы составляет, по меньшей мере, 1:1.
Данное изобретение также относится к применению склеенных абразивных изделий в высокопроизводительных шлифовальных устройствах и к способу доводки заготовки.
Фиг. 1 иллюстрирует график зависимости потребляемой мощности шлифования от времени заточки для III типа кругов на примере 1 (Примеры ΙΑ-1, 1Α-2, 2Α-1 и 3А-1 и сравнительные примеры см. 1А-2, см. 2А-1, см. 3А-1, и см. 3А-2) при применении условий серии испытаний (I).
Фиг. 2 иллюстрирует график зависимости потребляемой мощности шлифования от времени заточки для VII типа кругов на примере 1 (Примеры 1В-1, 1В-2, 2В-1 и 3В-1) при применении условий серии испытаний (I).
Фиг. 3 иллюстрирует график зависимости потребляемой мощности шлифования от времени заточки для III типа кругов на примере 1 (Примеры 1А-1, 1А-2, 2А-1 и 3А-1 и сравнительные примеры см. 1А-2, см. 2А-1, см. 3А-1, и см. 3А-2)при применении условий серии испытаний (II).
Фиг. 4 иллюстрирует график зависимости потребляемой мощности шлифования от времени заточки для VII типа кругов на примере 1 (Примеры 1В-1, 1В-2, 2В-1 и 3В-1) при применении условий серии испытаний (II).
Фиг. 5 показывает график, иллюстрирующий шероховатость поверхности Ra, полученную для III типа кругов на примере 1 (Примеры 1А-1, 1А-2, 2А-1, 3А-1, и сравнительные примеры см. 1А-2, см. 2А-1, см. 3А-1 и см. 3А-2)
Фиг. 6А показывает схематичный вид сверху на образец имеющей специальную форму абразивной частицы 320,
Фиг. 6В показывает схематичный вид сбоку на образец имеющей специальную форму абразивной частицы 320,
Фиг. 6С показывает перекрестный вид сверху плоскости 3-3 на Фиг. 6В.
Фиг. 6D показывает расширенный вид боковой грани 327а на Фиг. 6С.
В то время как вышеуказанные рисунки поясняют несколько вариантов данного изобретения, другие варианты также существуют, как было замечено при исследовании. Эти фигуры невозможно нарисовать с соблюдением масштаба. Можно использовать коды для всех фигур в значении схожих деталей.
В данном контексте формы слов «состоять из», «иметь», и «включать в себя» полностью равнозначны и открыты. Таким образом, дополнительные неуказанные элементы, функции, этапы или ограничения могут присутствовать в дополнение к перечисленным элементам, функциям, этапам или ограничениям.
В данном контексте понятие «абразивная дисперсия» обозначает прообраз (в обычных случаях прообраз в виде альфа-частиц окиси алюминия), который может быть преобразован в абразивный материал (например, связанную окись алюминия), который может быть помещен в формообразующую полость. Это соединение относится к абразивной дисперсии до тех пор, пока достаточное количество летучей компонента не испарится с целью осуществления отвердения абразивной дисперсии.
В данном контексте, понятие «прообраз оформленной абразивной частицы» означает необожженную частицу, получаемую при помощи перемещения достаточного количества летучей компонента при абразивной дисперсии. Когда этот процесс происходит в формообразующей полости, с целью получения отвердевшей станины, которую можно извлечь из формообразующей полости и по большей мере сохранять полученную при этом форму в процессе последующего использования.
В данном контексте понятие «оформленная абразивная частица» означает абразивную частицу с как минимум частью этой абразивной частицы, имеющую установленную форму, которая получается при дублировании с помощью формообразующей полости, используемой для получения прообразов оформленных абразивных частиц. За исключением случая с абразивными осколками (напр., как было описано в публикации заявки на патент Соединенных Штатов за номерами 2009/0169816 и 2009/0165394), эти оформленные абразивные частицы будут иметь, как правило, установленную геометрическую форму. Эта форма в основном получается путем дублирования в формообразующей полости, которая используется для получения имеющих специальную форму абразивных частиц. Оформленные абразивные частицы в данном контексте исключают абразивные частицы, полученные в результате механического дробления.
В данном контексте понятие «номинальный» означает состоящий из, существующий или относящийся к обозначенному или теоретическому размеру и/или форме, которая может отличаться от фактической.
Принимая во внимание трехмерную форму абразивных частиц в соответствии с данным изобретением, длина означает самую длинную размерную величину частицы, ширина означает максимальную размерную величину частицы перпендикулярно длине. Толщина в данном контексте обычно перпендикулярна длине и ширине.
В данном контексте понятие «толщина», применяемое к частице, имеющей толщину, изменяющуюся в рамках своей планарной конфигурации, означает максимальную толщину. Если частица в целом однородна по толщине, то значение минимальной, максимальной и средней толщины в основном равны. Например, на примере треугольника, если толщина равна «а», длина самой короткой стороны треугольника предположительно не меньше «2а». На примере частицы, у которой две или более самых коротких величины измерения граней равной длины, вышеупомянутая взаимосвязь сохраняется. В большинстве случаев, оформленные абразивные частицы - это многоугольники, имеющие, по меньшей мере, три стороны, причем длина каждой из сторон больше, чем толщина этой частицы. В особых случаях круга, эллипса или многоугольника, имеющего очень короткие стороны, диаметр круга, минимальный диаметр эллипса, или диаметр круга, в который можно вписать многоугольник с очень короткими сторонами, принимается за самую короткую величину измерения грани этой частицы.
В качестве следующей иллюстрации рассмотрим пример четырехгранной абразивной частицы, длина которой чаще всего соответствует длине стороны одной из треугольных сторон, ширина равна величине измерения между наивысшей точкой одной из треугольных сторон и перпендикуляром к противоположной стороне, а толщина в целом соответствует «высоте четырехгранника», то есть величине измерения между вершиной и перпендикуляром к основанию (или передней грани).
Если абразивная частица изготавливается в формообразующей полости, имеющей форму пирамиды, конуса, усеченной пирамиды, усеченного конуса, усеченного шара или усеченного сфероида, то толщина определяется следующим образом: (1) в случае пирамиды или конуса, толщина равна длине линии перпендикулярной основанию частицы и проходящей через вершину пирамиды или конуса; (2) в случае усеченной пирамиды или усеченного конуса, толщина равна длине линии перпендикулярной середине большего основания и проходящей через меньшее основание усеченной пирамиды или усеченного конуса; (3) в случае усеченного шара или усеченного сфероида, толщина равна длине линии перпендикулярной середине основания и проходящей через криволинейную границу усеченного шара или усеченного сфероида.
Длина самой короткой стороны, необходимой для измерения частицы, равна длине самой короткой наружной величины измерения основания частицы (если у частицы есть только одно основание, как правило, это передняя грань) или длине самой короткой наружной величины измерения большего основания частицы (если частица имеет два основания, например в случае, когда задняя сторона включает в себя заднюю грань).
В данном контексте относительно оформленных абразивных частиц понятие «длина» соответствует максимальной измеряемой величине оформленных абразивных частиц. В некоторых случаях максимальная измеряемая величина может совпадать с продольной осью этой частицы, хотя это не является обязательным условием. «Ширина» соответствует максимальной измеряемой величине, которая перпендикулярна длине оформленной абразивной частицы. «Толщина» соответствует измеряемой величине, которая перпендикулярна длине и ширине оформленной абразивной частицы.
В данном контексте понятие «круговой сектор» соответствует части диска, заключенной между двумя радиусами и дугой, и включающей в себя меньшие секторы и большие секторы.
В данном контексте понятие «круговой сегмент» соответствует части круга, которая неформально определяется как часть, которая как бы «отрезана» от остального круга при помощи секущей или хорды. Круговой сегмент составляет часть между секущей и дугой и исключает центр круга. Это понятие широко известно как Область Меглио.
В данном контексте понятие «в форме капли» предполагает соответствие форме, имеющей периметр (контур, который окружает область в форме капли), который можно описать как состоящий из одной вершины и одной кривой линии, причем вершина образуется в точке, где сходятся концы кривой линии.
В данном контексте понятие «ромб» соответствует четырехугольнику, имеющему четыре стороны равной длины, при этом противоположные вершины образуют внутренние углы равные по значению, как видно на Фиг. 1 и 3 в WO 2011/068714.
В данном контексте понятие «ромбоид» соответствует параллелограмму, в котором две пересекающиеся грани на одной стороне продольной оси не равны по длине, и вершина между этими гранями имеет наклонный внутренний угол, как видно на Фиг. 4 в WO 2011/068714.
В данном контексте понятие «кайт», как видно на Фиг. 5 в WO 2011/068714, соответствует четырехугольнику, в котором две противоположные стороны над поперечной осью равны по длине и две противоположные стороны под поперечной осью равны по длине, однако, эта длина отличается по значению от длины сторон над поперечной осью. Если взять ромб и передвинуть одну из противоположных больших вершин ближе или дальше от поперечной оси, то получится кайт.
В данном контексте понятие «сверх эллипс» соответствует геометрической фигуре, которую можно определить в Декартовской системе координат как совокупность всех точек (x, y), определяемых по кривой Ламе, имеющей формулу
где n, а и b - положительные числа. Когда η находится в промежутке от 0 до 1, супер эллипс представляет собой четырехрукавную звезду с вогнутыми боковыми гранями (без неровностей), как показано на Фиг. 2 в WO 2011/068714. Когда n равна единице, а а=b получится ромб, а если а<>b, то получится кайт. Когда n находится в промежутке от 1 до 2, грани становятся выпуклыми.
В данном контексте понятие «вторичные абразивные частицы» соответствует в частности абразивным частицам, которые отличаются от оформленных абразивных частиц тем, что могут быть использованы в соответствии с данным изобретением.
Понятие «твердые материалы» в данном изобретении соответствует материалам, которые можно охарактеризовать как имеющие 3500 кгf/мм2 плотность по Кнупу или менее (как правило, от 1500 до 3000 кгf/мм2).
Понятие «сверхтвердые материалы», как оно используется в данном изобретении, соответствует материалам, которые можно охарактеризовать как имеющие плотность по Кнупу более 3500 кгf/мм2 (как правило, от 4000 до 9000 кгf/мм2).
Понятие «сверхабразивы» упоминается в данном изобретении, говоря об абразивных материалах, которые можно охарактеризовать как имеющие 4500 кгf/мм2 плотность по Кнупу и более (как правило, от 4700 до 9000 кгf/мм2).
Большая часть оксидной керамики имеет плотность по Кнупу в пределах от 1000 до 1500 кгf/мм2 (10-15 ГПа), а многие карбиды имеют плотность свыше 2000 кгf/мм2 (20 ГПа). Способ определения плотности по Кнупу подробно описывается в АОИМ (Американском обществе по испытанию материалов) С849, С1326 и Е384.
Данное изобретение относится к склеенному абразивному изделию, состоящему из оформленных абразивных частиц (которые в частности характеризуются тонким телом) и клеящего вещества, составляющего керамическую связку. Данное изобретение предусматривает применение изделия в шлифовальных устройствах, в частности в высокопроизводительных шлифовальных устройствах, а также применение изделия для доводки заготовки материала, в особенности заготовки материала, отобранного из стали, цветных металлов и сплавов. Кроме того, данное изобретение относится к способу доводки заготовки, состоящему в трении части абразивного материала с поверхностью заготовки и вращении заготовки или абразивного материала (в момент соприкосновения) для зашлифовки части поверхности заготовки.
В соответствии с данным изобретением склеенное абразивное изделие состоит из оформленных абразивных частиц. Три основные технологии, применяемые для придания абразивному зерну специальной формы, - это (1) слияние, (2) спекание и (3) химическая керамика.
Любая из этих основных технологий, а также любое сочетание двух или всех этих технологий может быть использовано при производстве оформленных абразивных частиц для применения в данном изобретении.
Материалами, которые могут служить для производства оформленных абразивных частиц для применения в этом изобретении, являются любые подходящие твердые или сверхтвердые материалы, известные своим использованием для производства любых абразивных частиц.
Соответственно, в одном варианте оформленные абразивные частицы получены их твердого абразивного материала. В другом оформленные абразивные частицы получены из сверхтвердого абразивного материала. Кроме этого, существуют и другие варианты, в которых оформленные абразивные частицы получены из сочетания твердых и сверхтвердых материалов.
Конкретные примеры подходящих абразивных материалов включают известные керамические материалы, карбиды, нитриды и другие твердые и сверхтвердые материалы, такие как содержащие оксид алюминия (например, альфа-оксид алюминия) материалы (включая связанные, термически обработанные, керамические и металлокерамические материалы), карбид кремния, диборид титана, нитрид титана, карбид бора, карбид вольфрама, карбид титана, алмаз, кубический нитрид бора (КНБ), гранат, циркониевый оксид алюминия, золь-гелевые производные абразивных частиц, оксид церия, оксид циркония, оксид титана или его производные.
Наиболее часто применяемые из вышеперечисленных материалов, как правило, имеют в основе оксид алюминия, и в конкретных описаниях, которые сопровождают это изобретение, можно обнаружить точные ссылки на оксид алюминия. Тем не менее, следует понимать тот факт, что данное изобретение не ограничивается только оксидом алюминия, но также имеет место при применении его с множеством других твердых и сверхтвердых материалов.
Что касается трех основных технологий получения оформленных абразивных частиц (т.е. слияние, спекание и технология химической керамики), то в данном изобретении абразивные частицы могут быть получены из одного или нескольких материалов с применением любой из этих технологий, т.е. из одного или нескольких связанных, спеченных или керамических материалов, предпочтительно, из оксида алюминия (лучше всего, альфа-оксида алюминия). Иными словами, в соответствии с данным изобретением, предпочтительными являются абразивные частицы, полученные с использованием оксида алюминия, т.е. такие частицы либо полностью состоят из оксида алюминия, либо его содержание составляет большую часть, так, например, более 50%, например, от 55 до 100%, или от 60 до 80%, наиболее предпочтительным является соотношение от 85 до 100% массы от общей массы абразивной частицы. Оставшаяся часть может содержать любой другой материал, который не снизит качества абразивной частицы как абразива, включая, но не ограничиваясь твердыми и сверхтвердыми материалами, как описывалось ранее. В некоторых предпочтительных вариантах оформленные абразивные частицы состоят из оксида алюминия на 100%. Тем не менее, в других предпочтительных вариантах соотношение оксида алюминия составляет не менее 60% от общей массы, или не менее 70% от общей массы. Применяемые оформленные абразивные частицы могут, например, включать в себя но не ограничиваться частицами, в составе которых большую часть (например, 50% или более, а желательно 55% или более от массы) занимает связанный оксид алюминия, а меньшую часть (например, менее 50% и желательно менее 45% от массы) занимает абразивный материал, отличный от связанного оксида алюминия (например, оксид циркония).
В области применения данного изобретения также находятся абразивные частицы с поверхностью, покрытой частицами неорганической природы. Покрытие оформленных абразивных частиц может быть использовано для улучшения сцепления между абразивными частицами и связующим материалом в абразивных изделиях, а также может способствовать электростатическому осаждению оформленных абразивных частиц. В одном варианте, покрытие, как описывается в Патентах Соединенных Штатов под номерами 5, 352,254 (Целиккая (Celikkaya)), в величине от 0,1 до 2 процентов по отношению к массе абразивной частицы, имеющей специальную форму, допустимо. Такие покрытия описываются в Патентах Соединенных Штатов под номерами 5,213,591 (Целиккая и др. (Celikkaya et al.)); 5,011,508 (Волд и др. (Wald et al.)); 1,910,444 (Николсон (Nickolson)); 3,041,156 (Роузе и др. (Rowse et al.); 5,009,675 (Кунц и др. (Kunz et al.)); 5,085,671 (Мартин и др. (Martin et al.)); 4,997,461 (Маркхоф-Матени и др. (Markhoff-Matheny et al.)); и 5,042,991 (Кунц и др. (Kunz et al.)). Кроме этого, покрытие поверхности может защитить абразивную частицу имеющую специальную форму от закупоривания. Закупоривание - это понятие, которое объясняется как явление, при котором металлические частицы от заготовки в процессе шлифовки оказываются приваренными к верхушкам абразивных частиц. Покрытия поверхности, способные выполнять вышеперечисленные функции, известны только опытным людям.
В данном изобретении предпочтительно применять оформленные абразивные частицы и частицы, полученные с использованием технологии химической керамики, т.е. керамические абразивные частицы. Однако данное изобретение не ограничивается использованием только таких частиц.
В одном из вариантов, керамические абразивные частицы включают альфа-оксид алюминия, т.е. в состав керамических оформленных абразивных частиц входит альфа-оксид алюминия.
В одном из вариантов, керамические абразивные частицы состоят из золь-гелевых производных от абразивных частиц из оксида алюминия. Как затравленные, так и незатравленные золь-гелевые производные оксида алюминия в составе абразивных частиц могут быть использованы согласно данному изобретению. Тем не менее, в некоторых случаях предпочтительным может быть применение незатравленных золь-гелевых производных оксида алюминия в составе абразивных частиц.
Каждая из абразивных частиц в данном изобретении имеет в целом строго определенную трехмерную форму. Чаще всего эти абразивные частицы имеют заданную геометрическую форму, например, ту, которая дублируется в формообразующей полости при производстве оформленных абразивных частиц.
Обычно оформленные абразивные частицы характеризуются тонкими телами. В данном контексте понятие «тонкое тело» употребляется, чтобы отличать продолговатые нитевидные частицы (такие как палочки), в которых одна величина измерения частицы (длина, самая длинная величина) существенно больше любой из двух других величин (ширины и толщины), от частиц определенной формы, применяемых в данном изобретении, в которых три величины измерения частицы (длина, ширина и толщина, как уже упоминалось) либо одинакового размера, либо две величины измерения частицы (длина и ширина) существенно больше по размеру, чем оставшаяся величина (толщина). Обычные нитевидные абразивные частицы характеризуются аспектным соотношением, то есть отношением длины (самой длинной величины измерения частицы) к величине измерения до пересечения (самой длинной величине измерения, перпендикулярной длине до пересечения с другими сторонами), которое варьируется в пределах от 1:1 до 50:1, предпочтительнее от 2:1 до 50:1, а чаще всего в пределах от 5:1 до 25:1, Более того, обычно такие нитевидные абразивные частицы характеризуются формой поперечного сечения (то есть формой, при которой поперечное сечение располагается перпендикулярно длине или самой длинной величине измерения частицы), которая не отличается от длины.
В отличие от этого, абразивные частицы, применяемые в данном изобретении, можно охарактеризовать формой поперечного сечения, которая отличается от длины частицы. Вариации могут основываться на размере формы поперечного сечения или на контуре формы поперечного сечения.
Каждая абразивная частица обычно состоит из передней стороны и задней стороны, разделенной толщиной t. Передняя сторона обычно включает (и чаще всего именно так) переднюю поверхность (в большинстве случаев плоскую поверхность), имеющую периметр передней геометрической формы.
Предпочтительно, толщина t равна или менее величины длины самой короткой стороны частицы (самой короткой величине передней стороны и задней стороны частицы; величина длины самой короткой стороны частицы в данном контексте соответствует величине длины самой короткой наружной стороны частицы).
В обычных случаях, задняя сторона представляет собой вершину, отделенную от передней стороны толщиной t, или задняя сторона представляет собой линию хребта, отделенную от передней стороны толщиной t, или задняя сторона представляет собой заднюю поверхность, отделенную от передней стороны толщиной t Например, задняя сторона может представлять собой вершину и как минимум одну боковую стенку, соединяющую вершину с периметром передней поверхности (показательные примеры включают в себя частицы в форме пирамиды, например, тетраэдрические частицы). В другом варианте, задняя сторона может содержать линию хребтов и как минимум одну боковую стенку, соединяющую линию хребтов с периметром передней поверхности (показательными примерами могут послужить частицы в форме крыши). В другом варианте задняя сторона может представлять собой заднюю сторону и как минимум одну боковую сторону (которая может быть наклонной), соединяющую заднюю поверхность и переднюю поверхность (показательные примеры включают в себя треугольные призмы и усеченные пирамиды).
Смеси из абразивных частиц разной формы, можно использовать в склеенных абразивных изделиях согласно данному изобретению. Смесь оформленных абразивных частиц согласно данному изобретению может содержать одно множество оформленных абразивных частиц и другое множество оформленных абразивных частиц, при этом частицы одного множества могут отличаться от частиц другого множества. Разница может, например, состоять в форме, или в качестве, или в химическом составе абразивной частицы.
Толщина t может быть одинаковой (например, в вариантах, где передняя и задняя стороны составляют параллельные плоские поверхности) или отличаться от плоской формы частицы (например, в вариантах, где одна или обе передняя и задняя стороны представляют собой не плоские поверхности, или в вариантах, где задняя сторона представляет собой вершину или линию хребтов, как описывалось более подробно ранее).
В большинстве случаев, соотношение длины самой короткой стороны абразивной частицы к толщине этой абразивной частицы составляет как минимум 1:1, но может варьироваться от 1:1 до 10:1, более предпочтительным считается соотношение от 2:1 до 8:1, а самым подходящим считается соотношение от 3:1 до 6:1, Это соотношение в данном контексте также называется первичным аспектным соотношением.
Величина толщины частицы не всегда строго ограничена. Например, в обычных случаях толщина может составлять от 5 микрометров и более, или от 10 микрометров и более, или от 25 микрометров и более, или от 30 микрометров и более, или даже от 200 микрометров и более. Верхний предел толщины может располагаться на уровне около 4 мм и менее, или около 3 мм и менее для крупных частиц, и на уровне около 1600 микрометров и менее, или около 1200 микрометров и менее, или около 1000 микрометров и менее, или около 500 микрометров и менее, или 300 микрометров и менее, или даже около 200 микрометров и менее.
Оформленные абразивные частицы обычно отбираются по длине в пределах от 0,001 мм до 26 мм, чаще всего от 0,1 мм до 10 мм, а еще чаще от 0,5 мм до 5 мм, хотя частицы другой длины также могут быть использованы. В некоторых вариантах, длина может быть выражена как часть толщины склеенного абразивного изделия, в состав которого она входит. Например, абразивная частица может иметь длину больше, чем половина шлифовального круга со связкой. В некоторых вариантах, длина может быть больше чем толщина шлифовального круга со связкой.
Оформленные абразивные частицы обычно отбираются по ширине в пределах от 0,001 мм до 26 мм, чаще всего от 0,1 мм до 10 мм, еще чаще от 0,5 мм до 5 мм, хотя другие размеры также могут быть использованы.
Оформленные абразивные частицы могут иметь различные пространственные аспектные соотношения. Пространственное аспектное соотношение определяется как соотношение максимальной площади поперечного сечения, проходящей через центр объема, к минимальной площади поперечного сечения, проходящего через центр.
Для некоторых форм, максимальная и минимальная площадь поперечного сечения может быть плоской, углообразной или наклонной в зависимости от внешней геометрии формы. Например, шар будет иметь пространственное аспектное соотношение равное 1,000, в то время как куб будет иметь пространственное аспектное соотношение в размере 1,414. Абразивная частица в форме равностороннего треугольника, каждая сторона которого равна длине А и постоянная толщина равная А, будет иметь пространственное аспектное соотношение, равное 1,54, а если постоянную толщину уменьшить до 0,25 А, то пространственное аспектное соотношение возрастет до 2,64. Полагают, что абразивные частицы, имеющие специальную форму, и имеющие высокий показатель пространственного аспектного соотношения, обладают лучшими шлифовальными характеристиками.
В различных вариантах этого изобретения, пространственное аспектное соотношение может быть более чем 1,15, или более чем 1,50, или более чем 2,0, или варьироваться от 1,15 до 10,0, или варьироваться от 1,20 до 5,0, или варьироваться от 1,30 до 3,0,
Абразивные частицы считаются более предпочтительными в форме тонких трехмерных тел, имеющих различные трехмерные формы. Обычными примерами могут послужить частицы (как правило, тонкие тела) в форме плоских треугольников, плоских прямоугольников, плоских треугольников, у которых, по меньшей мере, одна поверхность, а предпочтительнее две поверхности имеют углубления вовнутрь (например, с вытачкой или вогнутые), как описывалось более подробно ранее.
Передняя сторона обычно включает (а чаще состоит из) переднюю поверхность, имеющую периметр передней геометрической формы.
Например, передняя геометрическая форма может быть отобрана из геометрических фигур, имеющих как минимум одну вершину, более обычным будет две и более, предпочтительным - три и более, самым предпочтительным вариантом будет наличие трех или четырех вершин.
Подходящими примерами геометрических фигур, имеющих как минимум одну вершину, могут послужить многоугольники (включая равносторонние, равноугольные, звездообразные, правильные и неправильные многоугольники), в форме линзы, в форме полумесяца, округлые формы, полукруглые формы, овальные формы, округлые сектора, округлые сегменты, в форме капли и гипоциклоиды (например, сверх эллиптические формы).
Конкретными примерами подходящих многоугольных геометрических фигур могут послужить треугольные формы и четырехугольные формы (например, квадрат, прямоугольник, ромб, ромбоид, трапеция, кайт, или сверхэллипс).
Вершины подходящих четырехугольных форм могут в дальнейшем классифицироваться как пара противоположных главных вершин, которые соединяются продольной осью, и пара противоположные второстепенных вершин, расположенных по разные стороны от продольной оси. Оформленные абразивные частицы, передняя сторона которых представляет собой этот тип четырехугольной формы, могут характеризоваться аспектным соотношением, которое выражается в соотношении максимальной длины по продольной оси к максимальной ширине по линии пересечения и составляет от 1,3 и более, предпочтительно, от 1,7 до 5. Это аспектное соотношение также называется вторичным аспектным соотношением.
В некоторых вариантах, считается особенно предпочтительным, чтобы передняя геометрическая форма была отобрана из треугольных фигур, таких как равнобедренный треугольник или, что более предпочтительно, равносторонний треугольник.
В других вариантах, передняя геометрическая форма отбирается из четырехугольных фигур, предпочтительнее из группы квадрата, прямоугольника, ромба, ромбоида, трапеции, кайта или сверхэллипса, самыми предпочтительными выступают прямоугольник, ромб, ромбоид, кайт и сверхэллипс.
Для осуществления данного изобретения геометрические формы также должны включать правильные, или неправильные многоугольники, или звезды, в которых один или более край (часть периметра поверхности) может быть дугообразным (изгиб может быть направлен либо вовнутрь, либо наружу, причем первый выбор считается более предпочтительным). Таким образом, для осуществления данного изобретения треугольные формы также включают в себя трехсторонние многоугольники, в которых один или более край (часть периметра поверхности) может быть дугообразным, т.е. понятие треугольников расширяется до сферических треугольников, а понятие четырехугольников расширяется до сверхэллипсов.
Задняя сторона может включать (а предпочтительнее состоять из) заднюю поверхность. Задняя поверхность может иметь периметр задней геометрической фигуры.
Задняя геометрическая форма может быть одинаковой, или отличаться от передней геометрической формы. Предпочтительно, чтобы задняя геометрическая фигура подбиралась в целом такой же формы, как и передняя геометрическая фигура, а также важно, чтобы она располагалась соответствующим образом относительно передней геометрической фигуры (хотя размер и площадь геометрических фигур могут быть разными, т.е. одна поверхность может быть больше другой).
Другими словами, в данном контексте понятия «в основном такой же формы» или «в основном одинаковой формы» рассматриваются как учитывающие случай, где площадь, охватывающая вышеуказанные формы, может отличаться по размеру.
В данном контексте в соответствии с предпочтительным применением одинаковых передней и задней геометрических форм, понятие «расположенные соответствующим образом относительно передней геометрической фигуры», следует понимать, как рассматривающее случай, при котором передняя и задняя геометрические формы немного повернуты относительно друг друга, однако, более предпочтительным считается вариант, при котором передняя и задняя геометрические формы одинаковы и полностью выровнены или только слегка повернуты относительно друг друга. Степень (или угол поворота) зависит от определенной геометрической фигуры передней поверхности и задней поверхности, и от толщины частицы. Допустимые углы поворота могут варьироваться от 0 до +/-30 градусов, предпочтительнее от 0 до +/-15, еще лучше, если варьирование составляет от 0 до +/-10 градусов. Самым приемлемым считается угол поворота около 0 градусов (например, 0 +/-5 градусов).
Примерами подходящих геометрических форм для периметра задней поверхности служат примеры, представленные ранее при описании передних геометрических форм.
Особенно важно, чтобы передняя и, предпочтительно, также задняя геометрическая форма отбиралась из треугольных фигур, таких как равнобедренный треугольник или, что более предпочтительно, равносторонний треугольник.
Передняя поверхность может быть по большей части плоской, и задняя поверхность (если она имеется) может быть по большей части плоской. Также, обе поверхности могут быть плоскими. Во многих случаях передняя поверхность плоская (и совпадает с передней стороной).
Как вариант, по меньшей мере, одна из передней или задней поверхности (если она имеется) может быть не плоской поверхностью. Также, обе поверхности могут быть не плоскими.
Например, одна или обе передние и задние поверхности (если они имеются) могут иметь углубление (например, вытачку или вогнутость), или могут выдаваться наружу (например, выпуклость).
Например, передняя поверхность (или задняя поверхность, если она имеется) может иметь углубление (например, вытачку или вогнутость), а задняя поверхность (если она имеется, или передняя поверхность) может быть в целом плоской. Как вариант, передняя поверхность (или задняя поверхность, если имеется) может выдаваться наружу (например, выпуклость), а задняя поверхность (если она имеется, или передняя поверхность) может иметь углубление (например, вытачку или вогнутость), или передняя поверхность может иметь углубление (например, вытачку или вогнутость) и задняя поверхность (если она имеется) может также иметь углубление (например, вытачку или вогнутость).
Передняя поверхность и задняя поверхность (если имеется) могут быть в целом параллельны друг другу. Как вариант, передняя поверхность и задняя поверхность (если имеется) могут быть не параллельны, например, таким образом, что если продолжить воображаемые линии, касательные к каждой поверхности, то они пересекутся в определенной точке (как уже упоминался пример, где одна поверхность наклонена по отношению к другой поверхности).
Задняя поверхность обычно соединена по периметру с передней поверхностью при помощи как минимум одной боковой стороны, которая может быть наклонной боковой стороной, как будет описано более подробно далее. Боковая сторона может состоять из одной или нескольких граней, которые обычно отбираются из четырехугольных граней.
Конкретные примеры оформленных абразивных частиц, имеющих заднюю сторону, включают призмы (например, треугольные призмы) и усеченные пирамиды.
В некоторых вариантах, задняя сторона представляет собой заднюю поверхность и четыре грани, которые образуют боковую сторону (угол наклона альфа между боковой стороной и задней поверхностью равен 90 градусам) или наклонную боковую сторону (угол наклона альфа между боковой стороной и задней поверхностью более 90 градусов). Так как толщина t оформленной абразивной частицы, имеющей наклонную боковую сторону, становится больше, эта абразивная частица становится похожей на усеченную пирамиду, если угол наклона альфа составляет более 90 градусов.
Оформленные абразивные частицы могут включать как минимум одну боковую сторону, которая может быть наклонной. Обычно передняя поверхность и задняя поверхность соединены друг с другом как минимум одной боковой стороной.
В других вариантах, линия хребта и передняя поверхность соединены друг с другом, по меньшей мере, одной боковой стороной.
Также в некоторых других вариантах, вершина и передняя поверхность соединены друг с другом как минимум одной боковой стороной.
В некоторых вариантах более чем одна (например, две или три) наклонная сторона может иметь место, и наклон или угол для каждой наклонной боковой стороны может быть одинаков или отличаться. В некоторых вариантах передняя поверхность и задняя поверхность соединены друг с другом боковой стороной. В других вариантах, боковая сторона может быть минимальна для частиц, в которых поверхности сходятся до тонкого края или точки, где они встречаются, вместо того, чтобы образовывать боковую сторону.
Боковая сторона может варьироваться, и чаще всего она образует периметр передней поверхности и задней поверхности (если она имеется). В случае с наклонной боковой стороной, она образует периметр передней поверхности и периметр задней поверхности (если имеется). В одном из вариантов, периметр передней поверхности и задней поверхности предусматривает геометрическую фигуру (предпочтительно, треугольник), а передняя и задняя поверхности отбираются одинаковой геометрической формы, хотя, они могут отличаться по размеру, то есть одна поверхность будет больше другой поверхности.
Угол наклона альфа между задней поверхностью и наклонной боковой стороной абразивной частицы может изменяться в соответствии с изменениями размеров каждой поверхности. В различных вариантах данного изобретения, площадь или размер передней поверхности и площадь или размер задней поверхности примерно одинаковы. В других вариантах, передняя поверхность или задняя поверхность могут быть меньше соответствующей противоположной поверхности.
В одном варианте угол наклона альфа может составлять около 90 градусов, так что площади обеих поверхностей в целом равны. В другом варианте данного изобретения угол наклона альфа может быть более 90 градусов, так что площадь передней поверхность больше, чем площадь задней поверхности. В другом варианте угол наклона альфа может быть менее 90 градусов, так что площадь передней поверхности меньше, чем площадь задней поверхности. В разных вариантах этого изобретения, угол наклона альфа может варьироваться от примерно 95 градусов до примерно 130 градусов, или от 95 градусов до 125 градусов, или от 95 градусов до 120 градусов, или от 95 градусов до 115 градусов, или от 95 градусов до ПО градусов, или от 95 градусов до 105 градусов, или от 95 градусов до 100 градусов.
Передняя поверхность и задняя поверхность также могут быть соединены друг с другом как минимум передней наклонной боковой стороной, имеющей первый угол наклона, и задней наклонной боковой стороной, имеющей второй угол наклона, который может отличаться в значение от первого угла наклона. Кроме этого, передняя и задняя поверхности могут также быть соединены третьей наклонной боковой стороной, имеющей третий угол наклона, который может также отличаться по значению от любого из двух других углов наклона. В одном варианте, первый, второй и третий углы наклона могут все отличаться друг от друга по своим значениям. Например, первый угол наклона может быть равен 120 градусам, второй угол наклона может быть равен 110 градусам, а третий угол наклона может быть равен 100 градусам.
Так же как и в случае с абразивной частицей, имеющей одну боковую сторону, первая, вторая и третья наклонные боковые стороны оформленной абразивной частицы могут быть различными, но в целом они образуют периметр передней поверхности и задней поверхности.
В общем, первый, второй и третий углы наклона между задней поверхностью и соответствующей наклонной боковой стороной абразивной частицы могут отличаться, по меньшей мере, двумя углами наклона, имеющими разные значения, а лучше всеми тремя углами, имеющими разные значения. В разных вариантах, первый угол наклона, второй угол наклона и третий угол наклона могут располагаться по значению в пределах от 95 градусов до 130 градусов, или от 95 градусов до 125 градусов, или от 95 градусов до 120 градусов, или от 95 градусов до 115 градусов, или от 95 градусов до 110 градусов, или от 95 градусов до 105 градусов, или от 95 градусов до 100 градусов.
Наклонная сторона также может характеризоваться такой величиной, как радиус R, вместо угла наклона альфа (как показано на Фиг.5 опубликованной патентной заявки США №2010/0151196). Радиус R может отличаться для каждой из сторон.
Кроме этого, разнее наклонные боковые стороны абразивных частиц, имеющих определенную форму, могут иметь одинаковый угол наклона или разные углы наклона. Более того, угол наклона в 90 градусов может иметь место с одной или более боковыми сторонами. Тем не менее, если необходима абразивная частица с наклонной боковой стороной, то как минимум одна из боковых сторон будет наклонной боковой стороной, имеющей угол наклона немногим более 90 градусов, предпочтительнее 95 градусов или более.
Боковая сторона может иметь определенную форму, и может быть, например, или вогнутой или выпуклой. Как вариант, боковая сторона (верхняя поверхность) может быть однородно плоской. Понятие «однородно плоская» подразумевает, что боковая сторона не имеет областей выпуклых от одной поверхности к другой, или областей вогнутых от одной поверхности к другой. Например, не менее 50%, или не менее 75%, или не менее 85% или более поверхности боковой стороны должны быть плоскими. Однородно плоская боковая сторона обеспечивает лучше очерченные (более острые) края в тех местах, где боковая сторона пересекается с передней поверхностью и задней поверхностью, что улучшает качество шлифовки.
Боковая сторона также может состоять из одной или более граней, которые отбираются из треугольных и четырехугольных граней или из сочетания треугольных и четырехугольных граней.
Угол бета между передней стороной и боковой стороной может иметь значение от 20 градусов до 50 градусов, или от 10 градусов до 60 градусов, или от 5 градусов до 65 градусов.
Задняя сторона может содержать линию хребта. Линия хребта обычно связана с периметром передней поверхности, по меньшей мере, одной боковой стороной, которая может быть наклонной боковой стороной, как описывалось ранее. Боковая сторона также может состоять из одной или более граней, которые отбираются из треугольных и четырехугольных граней или из сочетания треугольных и четырехугольных граней.
Линия хребта может быть в целом параллельна передней стороне. Как вариант, линия хребта может быть не параллельна передней стороне, например, таким образом, что если продолжить воображаемую линию, касательную к линии хребта, то она пересечет переднюю сторону в определенной точке (как в показательном примере, где линия хребта находится под наклоном к передней поверхности).
Линия хребта может представлять собой прямую линию, или не прямую линию, как в показательном примере, где линия хребта составляет дугообразную структуру.
Грани могут быть плоскими или не плоскими. Например, по меньшей мере, одна из граней может быть не плоской, то есть вогнутой или выпуклой. В некоторых вариантах, все грани могут быть не плоскими, например, вогнутыми гранями.
Конкретными примерами оформленных абразивных частиц, имеющих линию хребта, служат крышеподобные частицы, например, частицы, представленные на Фиг. 4А-4С из WO 2011/068714. Предпочтительные крышеподобные частицы включают в себя частицы, имеющие форму шатровой крыши, или вальмовой четырехскатной крыши (это тип крыши, при котором любая грань, образующая боковую сторону, наклонена вниз от линии хребта к передней стороне. Вальмовая крыша обычно не предполагает наличие вертикальных боковых сторон или граней).
В некоторых вариантах передняя геометрическая фигура отбирается из четырехугольника, имеющего четыре грани и четыре вершины (например, из группы, состоящей из ромба, ромбоида, кайта и сверхэллипса), а задняя сторона содержит линию хребта, и четыре грани образуют структуру, напоминающую по форме вальмовую крышу. Таким образом, две противоположные грани имеют треугольную форму, а две другие противоположные грани имеют форму трапеции.
Задняя сторона может состоять из вершины и, как минимум, одной боковой стороны, соединяющей вершину с периметром передней поверхности. Эта, как минимум, одна боковая сторона может располагаться под наклоном, как описывалось ранее. Боковая сторона может содержать одну или более граней, которые обычно отбираются треугольной формы. Грани могут быть плоскими или не плоскими. Например, по меньшей мере, одна из граней может быть не плоской, то есть вогнутой или выпуклой. В некоторых вариантах, все грани могут быть не плоскими гранями, например, вогнутые грани.
Показательные примеры включают пирамидальные частицы, например, тетраэдрические частицы, или частицы, представленные на Фиг. 1А-1С и Фиг. 2А-2С из WO 2011/068714. Толщину t оформленной абразивной частицы можно регулировать выбором угла бета, т.е. угла между передней стороной и боковой стороной (или гранями). В разных вариантах этого изобретения, угол бета между передней стороной и боковой стороной (или гранями) может составлять величину от 20 градусов до 50 градусов, или от 10 градусов до 60 градусов, или от 5 градусов до 65 градусов.
В обычных вариантах, задняя сторона представляет собой вершину и боковую сторону, содержащую, а чаще всего состоящую из треугольных граней, образующих пирамиду. Количество граней, образующих боковую сторону, будет зависеть от количества граней, имеющихся в передней геометрической фигуре (образующих периметр передней поверхности). Например, пирамидальные абразивные частицы, имеющие переднюю сторону треугольной геометрической формы, обычно будут иметь три треугольные грани, сходящиеся в вершине, таким образом, образуя пирамиду, а пирамидальные абразивные частицы, имеющие переднюю сторону четырехугольной геометрической формы, будут иметь четыре треугольные грани, сходящиеся в вершине, таким образом, образуя пирамиду, и т.д.
В некоторых вариантах, задняя сторона содержит вершину и четыре грани, образуя пирамиду. В показательных вариантах, передняя сторона оформленной абразивной частицы представляет собой четырехугольную поверхность, имеющую четыре грани и четыре вершины, при этом, четырехугольник предпочтительно должен принадлежать к группе, включающей ромб, ромбоид, кайт и сверхэллипс. Форма периметра передней поверхности (т.е. передней геометрической фигуры) может выбираться из вышеназванных групп с учетом того, что эти формы образуют абразивную частицу с противоположными главными вершинами, расположенными по продольной оси, при этом происходит сужение по поперечной оси по направлению к каждой из этих противоположных главных вершин.
Угол сужения можно регулировать выбором определенного аспектного соотношения для этой частицы, состоящего в отношении величины максимальной длины L по продольной оси к величине максимальной ширины W по поперечной оси, которая перпендикулярна продольной оси. Это аспектное соотношение (также называемое «вторичное аспектное соотношение» в данном контексте) должно быть более 1,0 для абразивных частиц, при выполнении этого условия такое сужение будет достаточным для применения в некоторых инструментах. В разных вариантах, вторичное аспектное соотношение варьируется от 1,3 до 10, или от 1,5 до 8, или от 1,7 до 5. По мере увеличения величины вторичного аспектного соотношения абразивная частица становится более хрупкой.
В некоторых вариантах, одну или более вершину можно немного усекать, как показано прерывистыми линиями 42 на Фиг. 1 из WO 2011/068714, и формовать абразивные частицы в соответствии с таким очертанием. В этих вариантах, если грани в местах, где получается усечение, могут быть продолжены до образования одной или более воображаемых вершин, то тогда дополняется заявленный четырехугольник, и передняя сторона считается имеющей заявленную форму. Например, если обе главные противоположные вершины были усечены, получившаяся форма все равно будет считаться ромбом, потому что, если продолжить грани, получившиеся после усечения, они образуют две воображаемые вершины, таким образом, дополняя форму ромба для передней стороны.
Другой показательный класс оформленных абразивных частиц с задней стороной, содержащей вершину, представляют тетраэдрические частицы. Тетраэдрическую форму обычно составляют четыре главные стороны, соединенные шестью общими гранями, при этом каждая из четырех главных сторон соприкасается с тремя другими главными сторонами, а шесть общих граней имеют, как правило, одинаковую длину. Согласно определениям, применяемым в данном контексте, тетраэдрическая форма может характеризоваться передней стороной, содержащей равносторонний треугольник как переднюю поверхность, и задней стороной, содержащей вершину и боковую сторону, которая включает в себя три равносторонних треугольника как грани, соединяющие переднюю поверхность и вершину, таким образом, получается тетраэдр.
По меньшей мере, одна из четырех главных сторон (т.е. из группы, состоящей из передней стороны и трех граней) может быть в целом плоской. Как минимум, одна из четырех главных сторон может быть вогнутой, или все четыре стороны могут быть вогнутыми. Как минимум, одна из четырех главных сторон может быть выпуклой, или все четыре главные стороны могут быть выпуклыми.
Оформленные частицы в этом варианте обычно обладают тетраэдрической симметрией. Абразивные частицы в этом варианте предпочтительно имеют форму правильных тетраэдров.
Необходимым условием является то, чтобы оформленные абразивные частицы содержали в себе, как минимум, одну форменную особенность, такую как: отверстие (предпочтительно, углубленное или проходящее через переднюю и заднюю сторону); как минимум одну углубленную (или вогнутую) поверхность или грань; как минимум одну поверхность или грань, которая выдается наружу (выпуклую); как минимум одну сторону, содержащую множество вытачек; как минимум одну поверхность излома; низкий показатель округлости (о чем будет описано позднее); периметр передней поверхности, содержащей одну или более угловых точек, имеющих острый конец; задняя сторона, содержащая заднюю поверхность с периметром, включающим в себя одну или более угловых точек, имеющих острую вершину; или сочетание одной или нескольких вышеперечисленных форменных особенностей.
В предпочтительных вариантах оформленные абразивные частицы совмещают как минимум одну из выше перечисленных форменных особенностей вместе с, в основном, треугольной формой периметра передней или, возможно, задней поверхности.
В других предпочтительных вариантах оформленные абразивные частицы совмещают как минимум одну из выше перечисленных форменных особенностей вместе с, в основном, четырехугольной геометрической формой передней поверхности.
В других предпочтительных вариантах абразивные частицы включают сочетание двух или более (например, трех, четырех, пяти или более) из перечисленных форменных особенностей. Например, абразивная частица может включать отверстие и переднюю поверхность, выдающуюся наружу (или выпуклую) и углубленную (или вогнутую) заднюю поверхность; а задняя поверхность может содержать множество вытачек и низкий показатель округлости; или отверстие и переднюю поверхность, выдающуюся наружу (или выпуклую) и углубленную (или вогнутую) заднюю поверхность.
Оформленные абразивные частицы чаще всего предпочтительно имеют периметр передней и, возможно, задней поверхности, который включает одну или более угловую точку с острой вершиной. Предпочтительно, чтобы все угловые точки, составляющие периметр(ы), имели острые вершины. Также является предпочтительным, чтобы имели острые вершины все ребра, которые имеются на боковой стороне (например, между двумя соседними гранями, образующими боковую сторону).
Острота угловой точки может характеризоваться радиусом кривизны этой угловой точки, при этом радиус проходит по внутренней стороне периметра (как видно на примере абразивной частицы, показанной на Фиг. 6D).
В разных вариантах данного изобретения радиус кривизны (также называемый в данном контексте средним радиусом вершины) может быть менее 75 микрон, или менее 50 микрон, или менее 25 микрон. Считается, что более острый край обеспечивает более грубое шлифование и глубокое проникновение абразивных частиц при их использовании.
Меньший радиус кривизны означает, что частица более четко повторяет края и угловые очертания формообразующей полости, используемой для получения частицы (т.е. идеальной формы частицы), т.е. абразивная частица определенной формы получена с высокой степенью точности. Как правило, абразивные частицы (особенно, керамические абразивные частицы), полученные при использовании формообразующей полости и имеющие необходимую форму, производятся с большей степенью точности, чем частицы, полученные другими способами, основанными на прессовке, перфорировании, или штамповке выдавливанием.
Фиг. 6C-6D показывают радиус кривизны 329а для боковой грани 327а. В общем, чем меньше радиус кривизны, тем острее будет край боковой стороны.
Оформленная абразивная частица может содержать отверстие. Отверстие может проходить насквозь через переднюю сторону и заднюю сторону. Как вариант, отверстие может быть глухим, при этом оно не проходит полностью насквозь через обе стороны.
В одном варианте, размер отверстия может быть достаточно большим относительно площади, определяющей периметр передней поверхности или задней поверхности (если таковая имеется).
Отверстие может содержать геометрическую фигуру, которая может быть такой же или отличаться по форме от передней геометрической формы или задней геометрической формы.
Соотношение отверстия - это отношение площади отверстия к большей площади поверхности или любой передней поверхности или задней поверхности, которое может варьироваться от 0,05 до 0,95, или от 0,1 до 0,9, или от 0,1 до 0,7, или от 0,05 до 0,5, или от 0,05 до 0,3, Для того, чтобы осуществить этот подсчет, за площадь поверхности принимается площадь, очерченная периметром без вычета площади отверстия.
Оформленные абразивные частицы с отверстием могут иметь несколько преимуществ над цельными абразивными частицами без отверстия. Во-первых, абразивные частицы с отверстием имеют большую скорость резки по сравнению с абразивными частицами без отверстия. Абразивные частицы, имеющие большее отверстие относительно размера поверхности, могут достигать более высокого качества шлифования.
Внутренняя поверхность отверстия может иметь различные контуры. Например, контур внутренней поверхности может быть плоским, выпуклым или вогнутым, в зависимости от выступающего элемента формообразующей полости, применяемой при производстве абразивной частицы с отверстием. Кроме этого, внутренняя поверхность может сужаться таким образом, что размер отверстия на каждой стороне будет различным. Предпочтительнее, чтобы внутренняя поверхность представляла собой коническую поверхность, при этом, чтобы отверстие было уже сверху в формообразующей полости и шире снизу в формообразующей полости для облегчения выемки абразивных частиц из формообразующей полости и предотвращения их растрескивания при сушке.
Отверстие может быть подобрано таким образом, чтобы иметь в целом такую же форму, как и передний периметр. Отверстие также может быть подобрано, чтобы иметь в целом такую же форму, как периметр передней поверхности и периметр задней поверхности. Таким образом, оформленная абразивная частица с отверстием может содержать внутреннее соединение множества полос, соединенных соответствующими концами для получения целого многоугольника, как показано на Фиг. 1А или Фиг. 5А опубликованной патентной заявки США 2010/0151201, Как вариант, форма отверстия может быть выбрана отличающейся от формы переднего и, возможно, заднего периметра, как показано для примера на Фиг. 5В заявки на патент Соединенных Штатов, опубликованной 2010/0151201, Размер и/или форма отверстия также могут варьироваться в зависимости необходимости выполнения различных функций более эффективно. В одном варианте, форма отверстия включает в основном треугольную форму, предпочтительнее форму равностороннего треугольника.
Еще одной чертой оформленных абразивных частиц с отверстием служит чрезвычайно маленький объемный вес, как было измерено ANSI В74.4-1992 Способом для Уточнения Объемного Веса Абразивных Зерен. Так как отверстие может значительно снижать массу абразивных частиц, не меняя при этом их размеров, получившийся объемный вес может быть очень мал. Более того, объемный вес оформленной абразивной частицы можно легко изменять и регулировать простым изменением размера и формы отверстия частиц. В разных вариантах этого изобретения, объемный вес абразивной частицы с отверстием может составлять менее 1,35 г/см3, или менее 1,20 г/см3, или менее 1,00 г/см3, или менее 0,90 г/см3.
Оформленные абразивные частицы могут содержать как минимум одну не плоскую поверхность. Например, передняя поверхность может быть не плоской, или обе передняя поверхность и задняя поверхность могут быть не плоскими, или обе передняя поверхность и задняя поверхность могут быть углубленными (например, с выточкой или вогнутой) или выдаваться наружу (например, выпуклые).
Например, передняя поверхность может быть углубленной (например, с выточкой или вогнутой), а задняя поверхность может быть в целом плоской. Как вариант, передняя поверхность может выдаваться вперед (например, выпуклая), а задняя поверхность может быть углубленной (например, с выточкой или вогнутой), или передняя поверхность может быть углубленной (например, с выточкой или вогнутой) и задняя поверхность также может быть углубленной (например, с выточкой или вогнутой).
Поверхность, которая имеет углубление (например, поверхность с выточкой) может содержать в целом часть плоской поверхности в центре и множество выпуклых вершин или углубленных канавок. Для дальнейшей характеристики такой поверхности, кривизна передней поверхности абразивной частицы может быть измерена программой, подходящей для данной отрасли с использованием необходимого анализа изображений, такой как нелинейная обратная программа нанесения контура по заданным координатам «NLREG», доступная у Филиппа Шерода из Брентвуда, штат Теннеси, найденная им на сайте www.NLREG.com. Поверхность с выточкой может содержать радиус окружности с подходящими кривыми для этой поверхности с выточкой, который был получен путем анализа изображений. Этот радиус может варьироваться от 1 мм до 25 мм, предпочтительнее от 1 мм до 14 мм, или в промежутке от 2 мм до 7 мм, где центром окружности служит вертикально построенная точка над центральной точкой передней поверхности 24. В одном варианте, радиус подходящей окружности для чашеобразной частицы равен 2,0 мм, в другом варианте 3,2 мм, в другом варианте 5,3 мм, а в еще одном варианте 13,7 мм.
В одном варианте абразивные частицы можно описать как чашеобразные абразивные частицы. В общем, чашеобразные абразивные частицы представляют собой тонкие тела, имеющие переднюю поверхность и заднюю поверхность, и разделенные боковой стороной, имеющей различную толщину t. В целом, толщина боковой стороны больше к вершинам или углам и тоньше к середине грани. Как таковой, Tm меньше Тс. В некоторых вариантах боковая сторона представляет собой наклонную боковую сторону, имеющую угол наклона альфа более 90 градусов, как подробно описывалось ранее. Наклонных боковых сторон может быть несколько, и для каждой наклонной боковой стороны наклон или угол наклона может быть одинаковым или отличаться у чашеобразной абразивной частицы, как описывалось ранее.
В некоторых вариантах передняя поверхность имеет углубление (например, выточку), а задняя поверхность и боковая сторона, в целом, плоские. Под выточкой понимается такое строение, при котором толщина внутренней части передней поверхности, Ti, тоньше, чем толщина абразивной частицы в некоторых местах по периметру.
Как уже упоминалось ранее, в некоторых вариантах поверхность с выточкой может иметь в целом плоскую поверхность в центре и множество выпуклых вершин или множество углубленных канавок. Периметр чашеобразной абразивной частицы может быть плоским или ровным на участках между выпуклыми вершинами или канавками, и толщина Тс может быть гораздо больше, чем Tm.
В других вариантах передняя поверхность с выточкой может быть вогнутой с тремя выпуклыми вершинами или канавками и в целом плоской задней поверхностью (абразивная частица плоско-вогнутая). Разница между Тс и Tm уменьшается, и, таким образом, можно достичь постепенного перехода к каждой выпуклой вершине на внутренней стороне передней поверхности в сравнении с вариантом, где передняя поверхность с выточкой, а задняя поверхность и боковая сторона в целом плоские. Поверхность с выточкой также можно получить, применяя производственную технологию с использованием золь-геля в формообразующей полости, там создается мениск, который и оставляет выточки на передней поверхности. Как уже упоминалось, передняя поверхность может иметь такую выточку, при которой толщина Тс на вершинах или канавках может быть больше, чем толщина Ti внутри передней поверхности. Как таковые вершины или канавки выступают над внутренней частью передней поверхности.
В разных вариантах соотношение толщины Tc/Ti может варьироваться от 1,25 до 5,00, или от 1,30 до 4,00, или от 1,30 до 3,00, Это соотношение толщины можно рассчитать, как описано в [0036] опубликованной патентной заявке США №2010/0151195. Треугольные чашеобразные абразивные частицы по результатам измерений имеют соотношение толщины от 1,55 до 2,32 в некоторых вариантах. Треугольные абразивные частицы, произведенные по технологии с использованием прототипа, открытой в патенте США №5,366,523 (Ровенхорст и др (Rowenhorst et al.)) по результатам измерений имеют соотношение толщины от 0,94 до 1,15 при условии, что они, главным образом, плоские, и настолько могут быть немного толще в середине, насколько они могут быть немного тоньше опять же в середине. Чашеобразные абразивные частицы, обладающие соотношением толщины более 1,20, статистически отличаются от частиц Ровенхорста по 95% доверительного интервала.
Один или более угол наклона альфа между задней поверхностью и боковой стороной чашеобразной абразивной частицы может варьироваться при изменении соответствующих размеров каждой поверхности, как описывалось ранее.
Предпочтительным вариантом чашеобразной абразивной частицы является та, которая имеет поверхность с выточкой. Угол наклона альфа составляет приблизительно 98 градусов, а периметр чашеобразной абразивной частицы представляет собой равносторонний треугольник. Стороны каждого треугольника составляют величину примерно на 1,4 мм длиннее периметра передней поверхности.
В одном варианте толщина t может быть более постоянной. Как таковое, Tm может быть примерно равным Тс.
В одном варианте передняя поверхность выпуклая, а задняя поверхность вогнутая (вогнуто-выпуклая), например, таким образом, что чашеобразная абразивная частица в целом представляет собой треугольную часть сферической оболочки.
Полагают, что выпуклая поверхность получается золь-гелем в формообразующей полости, при этом разъединение с нижней поверхностью полости происходит благодаря присутствию специальной смазки, такой как арахисовое масло, в процессе сушки выпариванием золь-геля. За счет реологии золь-геля образуется выпуклая/вогнутая форма передней и задней поверхности, при этом периметр стремится к форме (предпочтительнее к треугольной форме) во время сушки выпариванием.
В разных вариантах этого изобретения, радиус сферы, соответствующей вогнутой задней поверхности, может варьироваться от 1 мм до 25 мм, или от 1 мм до 14 мм, или от 2 мм до 7 мм, при этом центр сферы находится на одной вертикальной линии со средней точкой задней поверхности.
В других вариантах этого изобретения, как передняя, так и задняя поверхности чашеобразной абразивной частицы могут быть с вытачками. В некоторых вариантах, чашеобразные абразивные частицы могут быть двояковогнутыми, то есть иметь вогнутую переднюю поверхность и вогнутую заднюю поверхность. Как вариант, выточки другой геометрической структуры могут образоваться на задней поверхности. Например, множество выступающих вершин или множество углубленных канавок на задней поверхности. В таких вариантах, порядок кривой или плоскостность передней поверхности могут регулироваться до определенной степени тем, как сушится чашеобразная абразивная частица, и, как результат, образуется передняя поверхность с выточкой или искривленная передняя поверхность, или в целом плоская передняя поверхность.
Оформленная абразивная частица может содержать множество канавок на одной или обеих передней и задней поверхности. Предпочтительнее задняя сторона (т.е. одна или более боковых сторон, поверхностей или граней, образующих заднюю сторону, более подходящий вариант, сама задняя поверхность) содержит множество канавок.
Оформленная абразивная частица может содержать множество хребтов на одной или обеих передней и задней поверхности. Предпочтительнее задняя сторона (т.е. одна или более боковых сторон, поверхностей или граней, образующих заднюю сторону, более подходящий вариант, сама задняя поверхность) содержит множество хребтов.
Множество канавок (или хребтов) может образовываться из множества хребтов (или канавок) в нижней части поверхности формообразующей полости, что способствует облегчению при извлечении предыдущей абразивной частицы из формообразующей полости.
Множество канавок (или хребтов) не всегда четко ограничено и может, например, содержать параллельные линии, которые могут полностью или не полностью простираться по стороне. Исходя из этого аспектного соотношения, абразивная частица, применяемая в данном изобретении, может характеризоваться тем, что она имеет соотношение длин самых больших пересекающихся величин измерения, равное примерно от 2:1 до 50:1, а обычно свыше от 5:1 до 25:1, В одном варианте, множество канавок (или хребтов) включает параллельные линии, проходящие полностью через заднюю сторону (предпочтительнее через заднюю поверхность). Предпочтительно, чтобы параллельные линии пересекали периметр по переднему краю под углом 90 градусов. Форма поперечного сечения канавки или хребта может представлять собой усеченный треугольник, треугольник или другую форму, как будет описано в дальнейшем. В разных вариантах, глубина D множества канавок может варьироваться от 1 микрометра до 400 микрометров. Более того, процентное соотношение глубины канавки D к толщине чашеобразной абразивной частицы Тс (D/Tc выраженное в процентах) может составлять от 0,1% до 30%, или от 0,1% до 20%, или от 0,1% до 10%, или от 0,5% до 5%.
В разных вариантах этого изобретения промежуток между каждой канавкой (или хребтом) может составлять от 1% до 50%, или от 1% до 40%, или от 1% до 30%, или от 1% до 20%, или от 5% до 20% от величины измерения поверхности, такой как длина одного из ребер чашеобразной абразивной частицы.
Согласно другому варианту множество канавок составляет образец поперечной штриховки из пересекающихся параллельных линий, которые могут полностью или не полностью покрывать поверхность. Первый набор параллельных линий пересекает одно ребро периметра под углом 90 градусов (процентное соотношение промежутка между канавками к длине ребра треугольника составляет, например, 6.25%), и второй набор параллельных линий пересекает второе ребро периметра под углом 90 градусов (процентное соотношение промежутка между канавками к длине ребра треугольника составляет, например, 6.25%). Таким образом, создается образец поперечной штриховки и образуется множество выпуклых ромбов на задней поверхности. В разных вариантах, поперечная штриховка достигается использованием параллельных или не параллельных линий, различным процентным соотношением между линиями, пересечением дугообразных линий, или различными формами поперечного сечения канавок.
В других вариантах, количество хребтов (или канавок) в нижней части поверхности каждой формообразующей полости может варьироваться от 1 до 100, или от 2 до 50, или от 4 до 25, таким образом, получая соответствующее количество канавок (или хребтов) в абразивных частицах определенной формы.
Оформленные абразивные частицы могут иметь низкий средний показатель округлости. Такие абразивные частицы содержат продольную ось, проходящую от основания до шлифующей вершины абразивного изделия (например, как показано на Фиг. 1 опубликованной патентной заявки США за №2010/0319269). Средний показатель округлости для абразивных частиц может находиться в промежутке от 15% до 0%, или от 13% до 0%, или от 12% до 0%, или от 12% до 5%.
Геометрическая форма плоскости поперечного сечения, полученной при поперечной резке (т.е. резке перпендикулярно на 90 градусов к продольной оси, также просто называемой формой поперечного сечения), абразивных частиц не четко ограничена и также может меняться. Не круглая форма поперечного сечения считается самой предпочтительной при использовании. Круглая форма поперечного сечения представляет собой круг, который как полагают быстро затупляется. Полагают, что не круглая форма поперечного сечения улучшает качество шлифования, так как при ней имеются один или более острый угол, и одна или более сторона может быть в целом линейной, подобно лезвию зубила. Пригодной считается форма поперечного сечения, представляющая собой многоугольную форму, включая, но не ограничиваясь, треугольником, прямоугольником, трапецией или пятиугольником.
В предпочтительных вариантах (таких как в случае с частицей, имеющей заднюю поверхность, при этом как минимум одна, а лучше обе - передняя и задняя поверхности - имеют углубление), величина формы поперечного сечения уменьшается от периметра задней поверхности к центру задней поверхности. В таком контексте, понятие «центр» не ограничивается точным геометрическим центром геометрической формы задней поверхности (т.е. задней геометрической формы), хотя эта опция также рассматривается и может стать предпочтительной в некоторых примерах, но стремится охватить площадь, обычно расположенную внутри геометрической формы задней поверхности, в отличие от границ задней поверхности, которые определяются как задняя геометрическая фигура.
В одном варианте, периметр передней и задней стороны (а предпочтительнее передней и задней поверхности) абразивной частицы представляет собой треугольник, а форма поперечного сечения трапециевидная.
Оформленные абразивные частицы также могут содержать, по меньшей мере, одну поверхность излома (абразивные частицы, имеющие как минимум одну поверхность излома, также называются в данном контексте изломанными абразивными частицами или абразивными осколками). Иными словами, абразивная частица может иметь определенную форму, как описывалось ранее, но при этом как минимум одна поверхность служит поверхностью излома.
В сравнении с такими же оформленными частицами без, по меньшей мере, одной поверхности излома, изломанная абразивная частица может считаться содержащей большую часть исходной формы сравниваемой частицы, как, например, не менее 60%, или 70%, или 80%), или 90% от объема исходной формы. Понятие «исходная форма» обозначает такую же форму, но без, по меньшей мере, одной поверхности излома. Обычно, исходная форма соответствует форме формообразующей полости, применяемой при производстве абразивных частиц, имеющих сравнительно идеальную специальную форму.
Кроме как минимум одной поверхности излома, изломанная абразивная частица включает в себя только точно оформленные поверхности, определяющие большую часть исходной формы, и, таким образом, исключающие частицы, полученные путем механического дробления.
В одном варианте изломанные абразивные частицы не содержат более трех, предпочтительнее более двух поверхностей излома. В другом варианте, изломанные абразивные частицы содержат одну поверхность излома.
Исходная форма ограничена не точно и может быть выбрана из геометрических форм, о которых упоминалось ранее, в отношение абразивных частицах, которые не содержат, по меньшей мере, одну поверхность излома.
Изломанные абразивные частицы могут производиться в полости, имеющей исходную форму, такую как треугольная полость. Обычно, литейная форма имеет множество полостей, чтобы экономно производить абразивные частицы.
В одном примере, абразивная частица может содержать первую поверхность определенной формы, вторую поверхность определенной формы, пересекающуюся с первой поверхностью под определенным углом альфа, третью поверхность, расположенную напротив передней поверхности, и поверхность излома.
Первую поверхность определенной формы можно получить путем соприкосновения с нижней поверхностью полости в форме (соответствующей исходной форме). Первая поверхность определенной формы в целом повторяет контуры обработки поверхности и форму нижней поверхности полости. Вторая поверхность определенной формы абразивного осколка может быть получена путем соприкосновения с боковой стороной формообразующей полости. Боковая сторона предусматривает пересечение с нижней поверхностью под определенным углом альфа (также называемым в данном изобретении углом наклона альфа). Вторая поверхность определенной формы в целом повторяет контуры обработки поверхности и форму боковой стороны полости. Вторая поверхность определенной формы образуется путем соприкосновения с боковой стороной полости. Как таковые, как минимум две поверхности получившейся абразивной частицы имеют определенную форму, и угол пересечения альфа между двумя поверхностями является определенным углом, основанным на выбранной формообразующей полости. Третья поверхность абразивной частицы, расположенная напротив первой поверхности определенной формы, может быть беспорядочно волнообразной или волнистой по внешнему виду в результате соприкосновения с воздухом после наполнения полости абразивной дисперсией. Третья поверхность не всегда имеет определенную форму потому, что она образуется не от соприкосновения с полостью. Часто, третья поверхность получается путем шабрения или подправки верхней поверхности формы с целью убрать избытки абразивной дисперсии с формы. Этап подправки или шабрения приводит к смягчению волнистости или неровностей третьей поверхности, которые заметны при увеличении. Как таковая, третья поверхность подобна поверхности, полученной путем выдавливания, которая также не всегда имеет определенную форму. В процессе выдавливания золь-гель с силой выталкивается из формы. Как таковые, поверхности с золь-гелем представляют собой царапины, резы, и/или линии разреза, полученные в результате процесса выдавливания. Такие царапины получаются при относительном движении между золь-гелем и формой. Кроме того, полученные выдавливанием поверхности могут служить фуганком. В отличие от этого, поверхности определенной формы могу повторять синусоидальные или другие более сложные геометрические поверхности, имеющие значительные отклонения по высоте по отношению к длине поверхности.
Поверхность излома обычно распространяется между первой поверхностью определенной формы и противоположной третьей поверхностью, и между противоположными боковыми сторонами полости, при условии, что глубина полости относительно мала, по сравнению с площадью нижней части поверхности. Поверхность излома характеризуется острыми зубчатыми вершинами, типичными для хрупкого излома. Поверхность излома может образовываться в результате сушки, которая раскалывает или ломает, по меньшей мере, большинство прототипов абразивной частицы на как минимум две части, при постоянном нахождении в полости. Это образует абразивные частицы, имеющие меньший размер, чем формообразующая полость, из которой они были получены. Абразивные частицы, однажды приобретя определенную форму, могут быть снова собраны как кусочки пазлов, чтобы воспроизвести исходную форму полости, в которой они были произведены. Раскалывание или ломание прототипов абразивных частиц, как полагают, происходит для подтверждения того, что давление поверхности абразивной диспепсии на стенки полости больше, чем внутренняя сила притяжения абразивной дисперсии, во время того, как абразивная дисперсия высыхает в полости.
Другим вариантом абразивной частицы, относительно ограниченной многоугольной передней поверхностью (или основанием), многоугольной задней поверхностью (или вершиной), и множеством боковых сторон, соединяющих основание и вершину, где смежные боковые стороны соединяются с соответствующими боковыми гранями, имеющими средний радиус кривизны не менее 50 микрометров. Например, ссылаясь на Фиг. 6А-6В, показательная абразивная частица 320 ограничивается треугольным основанием 321, треугольной вершиной 323, и множеством боковых сторон 325а, 325b, 325 с, соединяющих основание 321 с вершиной 323, Основание 321 имеет боковые ребра 327а, 327b, 327 с, средний радиус кривизны которых составляет не менее 50 микрометров. На Фиг. 6C-6D показан радиус кривизны 329а для бокового ребра 327а. В общем, чем меньше радиус кривизны, тем острее будет боковое ребро. Обычно, основание и вершина оформленной абразивной частицы в целом параллельны, при этом образуется форма призмы, или усеченной пирамиды (как показано на Фиг. 6А-6В), хотя это не является необходимом условием. Как показано, стороны 325а, 325b, 325с имеют равные величины измерения, и образуют двугранные углы с основанием 321, равные 82 градусам. Тем не менее, установлено, что другие двугранные углы (включая угол в 90 градусов) также могут иметь место. Например, двугранный угол между основанием и каждой из боковых сторон может независимо друг от друга варьироваться от 45 до 90 градусов, обычно от 70 до 90 градусов, чаще всего от 75 до 85 градусов.
Согласно определенным предпочтительным вариантам, абразивные частицы имеют трехмерную форму, состоящую из плоских треугольных пластин, или из плоских прямоугольных пластин, причем плоские треугольные пластины являются более предпочтительными. Такие абразивные частицы могут также именоваться просто плоскими треугольниками или плоскими прямоугольниками.
Тем не менее, в отдельно взятых вариантах, абразивные частицы, каждая из которых состоит из передней стороны и задней стороны, разделенной толщиной t, где упомянутая толщина t предпочтительно равна или менее величины длины самой короткой стороны частицы, где упомянутая передняя сторона содержит (или предпочтительнее представляет собой) переднюю поверхность, имеющую периметр передней геометрической формы, где упомянутая задняя сторона содержит (или предпочтительнее представляет собой) заднюю поверхность, имеющую периметр задней геометрической формы, и где упомянутая задняя сторона отделена от передней стороны толщиной t, и, по меньшей мере, одной боковой стороной, соединяющей упомянутые заднюю поверхность и переднюю поверхность, где упомянутая передняя геометрическая форма и задняя геометрическая форма имеют контуры в целом одинаковых геометрических фигур, которые могут или не могут отличаться по размеру, где упомянутые одинаковые геометрические фигуры также обе выбираются из треугольных или из четырехугольных фигур.
Упомянутая передняя геометрическая форма предпочтительно сравнима с упомянутой задней геометрической формой, как описывалось ранее.
Также является предпочтительным, чтобы передняя и задняя поверхности таких частиц были в основном плоские и в основном параллельны друг другу.
Предпочтительными являются треугольные и четырехугольные или прямоугольные формы, как описывалось ранее.
Боковую сторону также можно представлять, как описывалось ранее. Например, боковая сторона может быть не наклонной боковой стороной (т.е. размер передней геометрической формы равен по размеру задней геометрической форме; например, треугольные или прямоугольные призмы) или наклонной стороной (т.е. размер передней геометрической формы не равен, а обычно больше размера задней геометрической формы; как, например, в случае с частицами, имеющими форму треугольной или прямоугольной усеченной пирамиды, как описывалось здесь).
Согласно другому отдельно взятому варианту, Оформленные абразивные частицы представляют собой плоские треугольные пластины (также называемые просто плоскими треугольниками) или плоские прямоугольные пластины (также называемые просто плоскими прямоугольниками), как описывалось ранее, но при этом, как минимум, одна из передних или задних поверхностей имеет углубление (например, выточку или вогнутость).
Например, передняя поверхность может иметь углубление (например, выточку или вогнутость), а задняя поверхность может быть в основном плоской или выдаваться наружу (например, выпуклость), или задняя поверхность может иметь углубление (например, выточку или вогнутость), а передняя поверхность может быть в основном плоской или выдаваться наружу (например, выпуклость).
Как вариант, причем он считается более предпочтительным, передняя поверхность может иметь углубление (например, выточку или вогнутость) и задняя поверхность может также иметь углубление (например, выточку или вогнутость).
Для частиц, соответствующих этому варианту, толщина обычно отличается от частиц, плоских по форме, и уменьшается к «центру частицы».
Частицы, соответствующие этому варианту, также обычно характеризуются уменьшением площади поперечного сечения (перпендикулярного к длине) к центру частицы.
Понятие «центр частицы», как оно используется в данном контексте, следует понимать в общем значении, и оно не обязательно совпадает с геометрическим центром частицы, хотя могут быть случаи, где минимальная толщина и минимальная площадь поперечного сечения могут находиться в геометрическом центре частицы, как описывалось ранее.
Оформленные абразивные частицы, применяемые в данном изобретении, могут распределяться по номинальным классам или номинальным профильтрованным классам, используемым в абразивной отрасли.
Абразивные частицы обычно сортируются по заданному частицами распределению размеров перед применением. Такое распределение обычно представляет собой гамму размеров частиц, от крупных частиц до мелких частиц. В абразивном деле, эта гамма иногда описывается как «крупная», «контрольная» и «мелкая» фракции. Абразивные частицы распределяются в абразивной отрасли с учетом общепринятых классификационных норм, основанных на распределении размеров частицы для каждого номинального класса внутри количественных пределов. Такие отрасли признают классификационные нормы (т.е. абразивная отрасль принимает номинальные классы), включающие такие известные, как нормы Американского Национального Института Стандартов (ANSI), нормы Федерации Европейских Производителей Абразивной Продукции (FEPA) и нормы Японского Промышленного Стандарта (JIS).
ANSI маркировка (т.е. распределение по определенным номинальным классам) включает: ANSI 4, ANSI 6, ANSI 8, ANSI 16, ANSI 24, ANSI 36, ANSI 46, ANSI 54, ANSI 60, ANSI 70, ANSI 80, ANSI 90, ANSI 100, ANSI 120, ANSI 150, ANSI 180, ANSI 220, ANSI 240, ANSI 280, ANSI 320, ANSI 360, ANSI 400, и ANSI 600, FEPA маркировка включает F4, F5, F6, F7, F8, F10, F12, F14, F16, F20, F22, F24, F30, F36, F40, F46, F54, F60, F70, F80, F90, F100, F120, F150, F180, F220, F230, F240, F280, F320, F360, F400, F500, F600, F800, F1000, F1200, F1500, и F2000, JIS маркировка включает JIS8, JIS12, JIS16, JIS24, JIS36, JIS46, JIS54, JIS60, JIS80, JIS100, JIS150, JIS180, JIS220, JIS240, JIS280, JIS320, JIS360, JIS400, JIS600, JIS800, JIS 1000, JIS 1500, JIS2500, JIS4000, JIS6000, JIS8000, и JIS 10,000.
Как вариант, абразивные частицы могут распределяться по номинальным профильтрованным классам путем использования Фильтра нормативных тестов США, утвержденного в Американском Обществе по Испытанию Материалов (ASTM) Е-11 «Нормативных технических условий для арматурной сетки и сетчатых фильтров в испытательных целях». ASTM Е-11 оглашает технические условия, предъявляемые к конструкции и устройству испытываемых сетчатых фильтров, которые используют металлоткань, вставленную в рамку, для распределения материала согласно установленных размеров частиц. Обычная маркировка может быть представлена в виде -18+20, что означает, что абразивные частицы пройдут через испытываемый сетчатый фильтр, отвечающий условиям ASTM Е-11, для фильтра номер 18, останутся на металлоткани фильтра, отвечающего условиям ASTM Е-11, с номером 20, В одном варианте, оформленные абразивные частицы имеют такой размер, что большинство частиц пройдет через сетчатый фильтр номер 18 и останется на 20, 25, 30, 35, 40, 45, или 50 сетчатом фильтре. В разных вариантах данного изобретения, абразивные частицы могут иметь номинальную профильтрованную маркировку в виде: -18+20, -20+25, -30+35, -35+40, -40+45, -45+50, -50+60, -60+70, -70+80, -80+100, -100+120, -120+140, -140+170, -170+200, -200+230, -230+270, -270+325, -325+400, -400+450, -450+500, или -500+635.
Оформленные абразивные частицы, согласно данному изобретению, могут быть собраны во фракцию абразивных частиц (или абразивную фракцию), также называемую смесью абразивных частиц в этом изобретении (для упрощения понимания понятие «смесь», так как оно употребляется в данном контексте, также включает случай, где фракция абразивных частиц составляет 100% от массы абразивных частиц, основываясь на общем количестве абразивных частиц, присутствующих во фракции (или смеси).
Смесь может состоять из одного или более типа абразивных частиц в соответствии с данным изобретением, и, дополнительно, из одного или более типа абразивных частиц, называемых в данном контексте «вторичными абразивными частицами» (абразивными частицами, которые отличаются от абразивных частиц, подходящих к использованию в данном изобретении). Например, абразивные частицы, имеющие форму, не согласующуюся с данным изобретением (например, нитевидные абразивные частицы или частицы в форме удлиненных палочек), или обычные неоформленные абразивные частицы могут быть использованы как вторичные абразивные частицы.
Смесь может содержать оформленные абразивные частицы в соответствии с данным изобретением и вторичные абразивные частицы в любом количестве. Соответственно, оформленные абразивные частицы и вторичные абразивные частицы могут составлять смесь, где содержание вторичных абразивных частиц может достигать 95% от массы, основываясь на общем количестве абразивных частиц, присутствующих в смеси, или даже более. Таким образом, в остальных предпочтительных вариантах, изделие не содержит вторичных абразивных частиц.
В некоторых вариантах, как минимум 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, или даже 100 процентов от массы смеси занимают оформленные абразивные частицы в соответствии с данным изобретением, основываясь на общей массе смеси абразивных частиц.
Вторичная абразивная частица может иметь любую подходящую форму частицы (до тех пор, пока эта форма будет отличаться от формы, подходящей к использованию в данном изобретении). Показательные формы частиц включают, но не ограничиваются формами частиц, полученных способом механического дробления, агломерированные формы и любые другие формы, которые отличаются от определенных форм частицы, описанных здесь.
Материалы, составляющие вторичную абразивную частицу, не всегда четко ограничены, и включают любой подходящий твердый и сверхтвердый материал, известный своей пригодностью к использованию в качестве абразивной частицы. Соответственно, в одном варианте, вторичная абразивная частица содержит большую часть твердого абразивного материала. Например, не менее 30%, или не менее 50%, или от 60% до 100%, или от 90% и более, или 100% массы от общей массы вторичной абразивной частицы составляет твердый материал. В другом варианте, вторичная абразивная частица содержит большую часть сверхтвердого абразивного материала. Например, не менее 30%, или не менее 50%, или от 60% до 100%, или от 90% и более, или 100% массы от общей массы вторичных абразивных частиц составляет сверхтвердый материал.
Примеры подходящих абразивных материалов для вторичных абразивных частиц включают, но не ограничиваются известными керамическими материалами, карбидами, нитридами и другими твердыми и сверхтвердыми материалами, и включают материалы, описанные здесь ранее, говоря об абразивных частицах определенной формы. И Оформленные абразивные частицы, используемые в этом изобретении, и вторичные абразивные частицы могут равноправно отбираться из частиц, полученных из уже описанных материалов, или любого их сочетания.
Показательные примеры материалов для получения вторичных абразивных частиц включают, например, частицы из расплавленного оксида алюминия, напр., белый электрокорунд, термически обработанный оксид алюминия, материалы керамического оксида алюминия, такие как те, которые серийно выпускаются под торговой маркой ЗМ КЕРАМИЧЕСКОЕ АБРАЗИВНОЕ ЗЕРНО (3М CERAMIC ABRASIVE GRAIN) от компании «3Эм» (3М) в Сент Поле, Штат Миннесота, порошковый оксид алюминия, карбид кремния (включающий черный карбид кремния и зеленый карбид кремния), диборид титана, карбид бора, карбид вольфрама, карбид титана, алмаз, кубический нитрид бора, гранат, плавленый циркониевый оксид алюминия, золь-гелевые производные абразивных частиц (включая золь-гелевые производные частиц оксида алюминия), оксид церия, оксид циркония, оксид титана. Примеры золь-гелевых производных абразивных частиц можно найти в патентах Соединенных Штатов за номерами 4,314, 827 (Лайтхейзер с coaBT.(Leitheiser et al.)), 4,623,364 (Котрингер с соавт.(Cottringer et al.)); 4,744,802 (Швабел (Schwabel)), 4,770,671 (Монро с соавт.(Monroe et al.)); и 4,881,951 (Монро с соавт.(Monroe et al.)).
В предпочтительном варианте, вторичные абразивные частицы отбираются из частиц плавленых оксидов материалов, включая плавленый оксид алюминия, или плавленый циркониевый оксид алюминия, предпочтительнее плавленый оксид алюминия.
В другом предпочтительном варианте, вторичные абразивные частицы отбираются из частиц сверхабразивных материалов, например, кубический нитрид бора или природный или синтетический алмаз. Подходящий алмаз или кубический нитрид бора может быть кристаллическим или поликристаллическим. Предпочтительным сверхабразивным материалом для использования во вторичных абразивных частицах служит кубический нитрид бора.
Также в других вариантах вторичные абразивные частицы отбираются из частиц карбида кремния в качестве материала.
Вторичные абразивные частицы, содержащиеся в смеси, могут с точки зрения абразивной отрасли к определенному номинальному классу или номинальному профильтрованному классу. Как уже упоминалось, Оформленные абразивные частицы могут иметь определенную для абразивной отрасли маркировку, или профильтрованную маркировку, при этом класс(ы) вторичных абразивных частиц и класс(ы) оформленных абразивных частиц для данного изобретения могут быть независимо друг от друга отобраны из любого нужного класса.
Например, абразивная частица может также содержать дробленые абразивные частицы (за исключением осколков абразива, как упоминалось здесь), которые могут, как вариант, соответствовать определенной номинальной маркировке или ее сочетанию. Дробленые абразивные частицы могут относиться к классу частиц мелкого размера или классам (напр., если используется множество классов по размеру), в сравнении с абразивными частицами определенной формы. В некоторых вариантах, дробленые абразивные частицы могут относиться к классу частиц крупного размера (напр., если используется множество классов по размеру), в сравнении с абразивными частицами определенной формы.
Чаще всего, дробленые абразивные частицы разных размеров в абразивной отрасли признаются относящимися к определенным номинальным классам. Показательными примерами общепризнанных норм и маркировок для вторичных абразивных частиц служат те же, о которых уже упоминалось ранее, говоря об абразивных частицах определенной формы.
Способы производства оформленных абразивных частиц известны в отрасли и включают технологии, основанные на (1) плавлении, (2) спекании, и (3) химической керамике. В то время, как предпочтительные абразивные частицы могут производиться с использованием технологии химической керамики, не керамические Оформленные абразивные частицы также входят в область применения в данном изобретении. В описании изобретения, способы производства оформленных абразивных частиц могут быть описаны на конкретном примере керамических абразивных частиц, получаемых из оксида алюминия керамических оформленных абразивных частиц. Тем не менее, следует понимать, что это изобретение не ограничивается только оксидом алюминия, но допускает применение множества других твердых и сверхтвердых материалов.
Абразивные частицы, применяемые в данном изобретении, чаще всего могут быть получены при использовании оборудования (т.е. литейных форм), вырезаны с использованием оборудования с алмазным напылением, которое обеспечивает высокую точность контуров, в сравнении с другими вариантами производства, такими как, например, штамповка или перфорирование. Обычно, полости на поверхности оборудования имеют плоские поверхности, которые сходятся с острыми лезвиями, и образуют стороны и вершину усеченной пирамиды. Получившиеся абразивные частицы имеют определенную номинальную форму, которая соответствует форме полости (напр., усеченной пирамиде) на поверхности оборудования; тем не менее, изменения (напр., случайные изменения) могут появиться при производстве, и абразивные частицы, ставшие результатом данных изменений, также включены в область применения абразивных частиц, как упоминалось ранее.
Оформленные абразивные частицы (например, керамические частицы, в основе которых альфа оксид алюминия) могут быть получены путем многоэтапного процесса, обычно с использованием размерно-устойчивых дисперсий подходящего прототипа (например, керамический прототип).
Дисперсия, используемая в этом процессе, может являться любой дисперсией, состоящей из подходящих прототипов, и при этом стремиться к использованию мелкодисперсных материалов, которые, попадая в необходимые процессы, придают абразивной частице определенную форму. Прототипом может служить химический прототип, как, например, бемит является химическим прототипом оксида алюминия; морфологический прототип, как, например, гамма оксид алюминия - это морфологический прототип альфа оксида алюминия; а также (или как вариант) физический прототип, потому как мелкодисперсная форма альфа оксида алюминия может принимать определенную форму и спекаться для сохранения этой формы. В обычных случаях, размерно-устойчивая дисперсия подходящих прототипов - это золь-гель.
Там, где дисперсия включает в себя физический или морфологический прототип, в том смысле, который употребляется в данном контексте, прототип представляет собой мелкодисперсные порошковые зерна, которые при спекании вместе образуют абразивную частицу, пригодную для использования в обычных склеенных и покрытых абразивных изделиях. Такие материалы обычно содержат порошковые зерна со средним размером менее 20 микрон, предпочтительнее менее 10 микрон, а самым предпочтительным является размер менее одного микрона. Содержание твердых веществ в дисперсии физических и морфологических прототипов предпочтительно должно составлять от 40 до 65%, хотя и более высокое содержание твердого вещества, достигающее 80%, также может иметь место. Органические составляющие часто применяются наравне мелкодисперсными зернами в таких дисперсиях, как суспендирующий агент, или, возможно, как временная связка, до тех пор, пока частица достаточно высохнет, чтобы сохранить свою форму. Такими веществами могут стать такие широко известные своим применением в этих целях вещества, как полиэтиленгликоль, сложноэфирные сорбитаны и подобные.
Содержание твердого вещества в химических прототипах, которое меняет их конечную жесткую (например, керамическую) форму под действием нагревания, может потребовать принять во внимание воду, которая высвобождается из прототипа во время сушки и обжига для спекания частицы. В таких случаях, содержание твердого вещества составляет где-то в пределах 75% или менее, а предпочтительнее около 30% и около 50%. С гелем бемитом максимальное содержание твердого вещества около 60% или даже 40% является предпочтительным, а с минимально пептизивным гелем содержание твердого вещества около 20% также допускается.
Частицы, полученные из физических прототипов, обычно нуждаются в обжиге при высоких температурах больше, чем частицы, полученные из отобранных химических прототипов. Например, в то время, как частицы из отобранного геля бемита образуют достаточно плотный альфа глинозем при температуре ниже 1250°C, частицам, полученным из геля альфа глинозема, требуется температура обжига свыше 1400°C для полного уплотнения.
В качестве примера, способ, подходящий для применения в данном изобретении, заключается в технологии химической керамики, включающей преобразование коллоидной дисперсии или гидрозоля (иногда называемого золем), возможно в смеси с растворами прототипов других металлических оксидов, до геля или любого другого физического состояния, которое сдерживает подвижность компонентов, сушку и обжиг для получения керамического материала. Золь может быть получен любым из нескольких способов, включающих выпадение в осадок металлической гидроокиси из водного раствора, последовавшее за пептизацией, диализ анионов из раствора металлической соли, экстракция растворителем аниона из раствора металлической соли, гидротермическое разложение раствора металлической соли, имеющего летучий анион. Золь дополнительно может содержать металлические оксиды и их прототипы, и преобразовываться в полутвердое плотное состояние с ограниченной подвижностью, такое как гель, напр., частичная экстракция растворителя, напр., воды, и гель может принимать форму любым удобным способом, таким как прессовка, формовочное литье, штамповка выдавливанием, с целью получить абразивное зерно определенной формы.
Показательный пример технологии химической керамики включает в себя этапы производства размерно-устойчивой дисперсии из керамического прототипа (который может, например, включать отобранную или не отобранную дисперсию прототипов альфа глинозема, которую можно преобразовать в альфа глинозем); наполнение одной или нескольких формообразующих полостей, имеющих желаемую наружную форму абразивной частицы, размерно-устойчивой смесью керамического прототипа, сушка устойчивой смеси керамического прототипа с целью формирования прототипа керамических абразивных частиц; извлечение прототипа керамических абразивных частиц из формообразующей полости; обжиг прототипа керамических абразивных частиц, чтобы получить прокаленный прототип керамических абразивных частиц, и затем спекание прокаленного прототипа керамических абразивных частиц, чтобы сформировать керамические абразивные частицы. Этот процесс описан более подробно в патенте Соединенных Штатов №5,201,916 (Берг и др. (Berg et al.)).
Материалы, из которых можно сделать абразивные частицы для данного изобретения, включают физические прототипы, такие как мелкодисперсные частицы известных керамических материалов, карбидов, нитридов, таких как альфа глинозем, карбид вольфрама, карбид кремния, нитрид титана, циркониевый глинозем и кубический нитрид бора (КНБ). Также включены химические и/или морфологические прототипы, такие как тригидрат алюминия, бемит, гамма глинозем и другие переходные глиноземы и бокситы. Самыми пригодными из этого списка частиц являются, как правило, имеющие в основе глинозем, и его физические и химические прототипы, и в определенных описаниях, касающихся способа, пригодного для использования в изобретении, все показывается со ссылкой на глинозем.
Другие компоненты, которые, как было установлено, желательны при определенных условиях для производства основанных на глиноземе частиц, включают структурообразователи, такие как мелкодисперсный альфа глинозем, оксид железа, оксид хрома и другие материалы, способные стимулировать трансформацию прототипов в форму альфа глинозема; оксид магния, титана, циркония, иттрия; и другие редкоземельные металлические оксиды. Такие присадки часто действуют как ограничители роста кристаллов или как модификаторы граничной фазы. Общее количество таких присадок в прототипе обычно менее 10%, а часто и менее 5% от массы (твердой основы).
Вместо химического и морфологического прототипа альфа глинозема, также можно использовать соединение самого мелкодисперсного альфа глинозема вместе с органическим составляющим, которое сдержит его в суспензии, и будет действовать, как временная связка, пока частица обжигается до достаточно полной плотности. В таких случаях часто возможно включение в суспензию материалов, которые образуют отдельный этап перед обжигом, или которые могут содействовать сохранению структурной целостности частицы либо во время сушки и обжига, либо после обжига. Такие материалы могут присутствовать как примеси. Если, например, прототипом является мелкодисперсный боксит, то здесь будет присутствовать малая часть керамического материала, которая образует второй этап после того, как порошковые зерна спечены вместе для образования частицы определенной формы.
Керамические абразивные частицы содержат кристаллиты альфа глинозема, алюмомагнезиальную шпинель, и редкоземельные шестиугольные алюминаты также могут быть использованы. Такие частицы могут быть получены с использованием золь-гелевых прототипов альфа глинозема в соответствии со способами, описанными, например, в патентах Соединенных Штатов №5,213,591 (Целиккая с соавт.(Celikkaya et al.)) и опубликованных заявках на патент №2009/0165394 А1 (Куллер с соавт.(Culler et al.)) и 2009/0169816 A1 (Эриксон с соавт.(Erickson et al.)).
В некоторых вариантах керамические частицы могут быть сделаны в соответствии с многоэтапным процессом. Этот процесс сейчас будет описан более подробно на примере глинозема. В общем, Оформленные абразивные частицы, в основе которых лежит альфа глинозем, могут быть произведены из дисперсии моногидрата оксида алюминия, при этом она преобразуется в гель, заливается в полость для придания формы, высушивается, чтобы сохранить эту форму, прокаливается, и обжигается, как всем известно, в этой отрасли. Форма абразивной частицы сохраняется без использования связки.
Первый этап в многоэтапном процессе включает в себя заготовку отборной или не отборной дисперсии прототипа альфа глинозема, который в дальнейшем преобразуется в альфа глинозем. Дисперсия прототипа альфа глинозема часто содержит жидкость в качестве летучего компонента. В одном варианте летучей компонента служит вода. Дисперсия должна содержать достаточное количество жидкости для вязкости дисперсии, достаточное количество, чтобы обеспечить заполнение формообразующих полостей и повторения поверхности полостей, но не настолько много жидкости, чтобы оно могло повлечь за собой последующую выемку жидкости из формообразующей полости, что обойдется чересчур дорого. В одном варианте дисперсия прототипа альфа глинозема содержит от 2 процентов до 90 процентов от массы частиц, которые могут быть преобразованы в альфа глинозем, такими частицами может быть моногидрат оксида алюминия (бемит); и как минимум 10 процентов от массы, или от 50 процентов до 70 процентов, или от 50 процентов до 60 процентов от массы занимает летучая компонента, то есть вода. С другой стороны, дисперсия прототипа альфа глинозема в некоторых вариантах содержит от 30 процентов до 50 процентов, или от 40 процентов до 50 процентов от массы твердого вещества.
Также могут быть использованы гидраты оксида алюминия отличные от бемита. Бемит может быть приготовлен по известной технологии или приобретен коммерческим путем. Примеры коммерчески доступного бемита включают продукты, имеющие торговую маркировку «DISPERAL» и «DISPAL», оба доступны от компании «Сасол Нос Америка» (Sasol North America), Хьюстон, Техас, или «HiQ-40» доступный от «БАСФ Корпорэйшн» (BASF Corporation), Флорхэм Парк, Нью-Джерси. Эти моногидраты оксида алюминия относительно чистые; то есть они содержат относительно малую, если она присутствует вообще, фазу гидроксида, в отличие от других моногидратов, и имеют высокую удельную поверхность.
Физические свойства получившихся керамических абразивных частиц будут в целом зависеть от типа материала, используемого в дисперсии прототипа альфа глинозема. В одном варианте дисперсия прототипа альфа глинозема находится в гелевом состоянии. В данном контексте, «гель» - это трехмерная сеть твердых веществ, диспергированных в жидкости.
Дисперсия прототипа альфа глинозема может содержать модифицирующую присадку, или прототип модифицирующей присадки. Модифицирующая присадка может способствовать улучшению некоторых желательных свойств абразивных частиц или повышать эффективность на следующем этапе спекания. Модифицирующие присадки или прототипы модифицирующих присадок могут быть в форме растворимых солей, чаще всего в форме растворимых водой солей. Они в основном состоят из металлосодержащего компонента, и могут быть прототипами оксида магния, цинка, железа, кремния, кобальта, никеля, циркония, гафния, хрома, иттрия, празеодимия, самария, иттербия, неодима, лантана, гадолиния, церия, диспрозия, эрбия, титана и их смесей. Определенная концентрация этих присадок, которые могут содержаться в дисперсии прототипа альфа глинозема, может варьироваться в зависимости от компетентности в данной отрасли.
Обычно добавление модифицирующей присадки или прототипа модифицирующей присадки влечет за собой переход дисперсии прототипа альфа глинозема в состояние геля. Дисперсия прототипа альфа глинозема также может перейти в состояние геля под воздействием тепла в течение определенного периода времени. Дисперсия прототипа альфа глинозема также может содержать структурообразователь (зародыш) для улучшения перехода гидратированного или прокаленного оксида алюминия в альфа глинозем. Структурообразователи, подходящие для этого изобретения, включают мелкие частицы альфа глинозема, альфа оксид железа или его прототипы, оксиды титана и титанаты, оксиды хрома, или любые другие материалы, которые могут стать центром структуры при преобразовании.
Число структурообразователей, если таковые используются, должно соответствовать эффекту при преобразовании альфа глинозема. Структурообразователи, в том числе используемые в дисперсиях прототипа альфа глинозема, более подробно описаны в патенте Соединенных Штатов №4,744,802 (Швабель (Schwabel)).
Пептизатор может быть добавлен к дисперсии прототипа альфа глинозема с целью производить более устойчивый гидрозоль или коллоидную дисперсию прототипа альфа алюминия. Подходящие пептизаторы - это одноосновные кислоты и кислотные смеси, такие как уксусная кислота, соляная кислота, муравьиная кислота, и азотная кислота. Многоосновные кислоты также могут применяться, но они могут быстро преобразовать дисперсию прототипа альфа глинозема в гель, тем самым затрудняя возможность преобразовывать и вводить дополнительные компоненты в нее. Некоторые коммерческие источники бемита включают титры кислоты (такие как абсорбированная муравьиная или азотная кислота), которые способствуют образованию устойчивой дисперсии прототипа альфа глинозема.
Дисперсия прототипа альфа глинозема может быть получена любым удобным способом, таким как, например, простое смешивание моногидрата оксида алюминия с водой, содержащей пептизатор, или образованием гидросмеси моногидрата оксида алюминия, в которую добавлен пептизатор.
Пеногасители или другие подходящие химические вещества могут быть добавлены для того, чтобы уменьшить пенообразование или захватывать воздух при смешивании. Дополнительные химические вещества, такие как смачивающие добавки, спирты, или связующие вещества также могут быть добавлены при желании. Абразивные частицы альфа глинозема могут содержать кварц и оксид железа, как описано в патенте Соединенных Штатов №5,645,619 (Эриксон с соавт.(Erickson et al.)). Абразивные частицы альфа глинозема могут содержать двуокись циркония, как описано в патенте Соединенных Штатов №5,551,963 (Ларми (Larmie)). Как вариант, абразивные частицы альфа глинозема могут иметь микроструктуру или присадки, как описано в патенте США №6,277,161 (Кастро (Castro)).
Второй этап процесса включает обеспечение литейной формой, имеющей как минимум одну формообразующую полость, а предпочтительнее - множество полостей. Форма может иметь в целом плоскую нижнюю поверхность и множество формообразующих полостей. Множество полостей может составлять производственный станок. Производственный станок может в форме ленты, пластины, непрерывного полотна, покрывающего валика, такого как ротационный валик, муфты, опирающейся на валик, или накатного ролика. В одном варианте, производственный станок состоит из полимерного материала. Примеры подходящих полимерных материалов включают термопласты, такие как полиэстеры, поликарбонаты, полиэфирсульфоны, полиметилметакрилаты (оргстекло), полиуретаны, поливинилхлориды, полиолефин, полистирол, полипропилен, полиэтилен или его соединения, или термореактивные материалы. В одном варианте все оборудование полностью сделано из полимерных или термопластичных материалов. В другом варианте, поверхности оборудования, вступающие в контакт с золь-гелем в процессе сушки, такие как поверхности множества полостей, содержат полимерные и термопластичные материалы, а остальные части оборудования могут быть сделаны из других материалов. Подходящее полимерное покрытие может быть применено к металлическому оборудованию, чтобы изменить допустимую нагрузку на поверхность, к примеру.
Полимерные и термопластичные станки могут тиражироваться металлическим мастер-станком. Мастер-станок будет иметь обратный образец формы, необходимой в производственном станке. Мастер-станок может быть сделан таким же образом, как и производственный станок. В одном варианте, мастер-станок сделан из металла, напр., никеля, и обработан алмазным инструментом. Полимерный листовой материал можно нагреть вместе с мастер-станком до такой степени, что полимерный материал приобретет необходимую форму образца мастер-станка, если при этом надавить на них обоих. Полимерный или термопластичный материал может быть также экструдирован или набран на поверхность мастер-станка и затем прижат прессом. Термопластичный материал охлаждается для того, чтобы загустел и образовался производственный станок. При использовании термопластичного производственного станка, следует обратить особое внимание на то, что следуют избегать избыточного тепла, которое может повлечь за собой деформацию термопластичного производственного станка и сократить его срок эксплуатации. Больше информации по конструированию и производству производственных станков или мастер-станков можно найти в патентах США №5,152,917 (Пипер с соавт.(Pieper et al.)); №5,435,816 (Спургеон с соавт.(Spurgeon et al.)); №5,672,097 (Хупмен с соавт.(Hoopman et al.)); №5,946,991 (Хупмен с соавт.(Hoopman et al.)); №5,975,987 (Хупмен с соавт.(Hoopman et al.)); и №6,129,540 (Хупмен с соавт.(Hoopman et al.)).
Доступ к полостям может быть через отверстие в верхней поверхности или в нижней поверхности литейной формы. В некоторых случаях, полости могут занимать всю толщину формы. Как вариант, полости могут занимать только часть толщины формы. В одном варианте, верхняя поверхность в целом параллельна нижней поверхности литейной формы, полости при этом имеют в целом одинаковую глубину. По меньшей мере, одна сторона литейной формы может оставаться открытой для воздействия окружающей атмосферы на время этапа, на котором извлекается летучая компонента.
Полости имеют определенную трехмерную форму для производства керамических оформленных абразивных частиц. Величина глубины равна перпендикулярному расстоянию от верхней поверхности до самой нижней точки нижней поверхности. Глубина данной полости может быть равной или отличаться от ее длины и/или ширины. Полости в данной литейной форме могут иметь одинаковую форму или разные формы.
Третий этап процесса включает наполнение полостей литейной формы дисперсией прототипа альфа глинозема (напр., общепринятым способом). В некоторых вариантах, установка с ножевым валиком или установка вакуумного напыления со щелевой экструзионной головкой может быть использована. Смазка для формы может быть использована, чтобы облегчить извлечение частиц из формы при необходимости. Типичные смазки для формы включают масла, такие как арахисовое масло или минеральное масло, рыбий жир, силиконы, политетрафторэтилен, стеарат цинка, и графит. В общем, смазка для формы, такая как арахисовое масло, в жидкости, такой как вода или спирт, наносится на поверхности, контактирующие с золь-гелем, в пределах от 0,1 мг/дюйм2 (0,02 мг/см2) до 3,0 мг/дюйм2 (0,46 мг/см2), или от 0,1 мг/дюйм2 (0,02 мг/см2) до 5,0 мг/дюйм2 (0,78 мг/см2) смазки присутствует на единицу площади формы там, где нужна смазка. В некоторых вариантах, верхняя поверхность формы покрыта дисперсией прототипа альфа глинозема. Дисперсия прототипа альфа-глинозема может подаваться насосом на верхнюю поверхность.
Далее, скребок или уровень может использоваться для того, чтобы разровнять дисперсию прототипа альфа-глинозема полностью по полотям формы. Оставшуюся часть дисперсии прототипа альфа-глинозема, которая не попала в полость, можно убрать с верхней поверхности формы и переработать. В некоторых вариантах, маленькая часть дисперсии прототипа альфа-глинозема может остаться на верхней поверхности, а в других вариантах верхняя поверхность в основном очищается от дисперсии. Давление, которое прилагается к скребку или уровню, обычно составляет менее 100 фунтов/кв. дюйм (0,7 МПа), менее 50 фунтов/кв. дюйм (0,3 МПа), или даже менее 10 фунтов/кв. дюйм (69 кПа). В некоторых вариантах, не открытая поверхность дисперсии прототипа альфа-глинозема продолжается в основном за пределами верхней поверхности, чтобы обеспечить единообразие по толщине получившихся керамических абразивных частиц.
Четвертый этап процесса включает удаление летучих компонентов, чтобы высушить дисперсию. Предполагается, что летучая компонента удаляется с высокой скоростью испарения. В некоторых вариантах, удаление летучего компонента испарением происходит при температуре выше точки кипения летучей компоненты. Верхний предел температуры сушки часто зависит от материала, из которого сделана литейная форма. Для полипропиленовых станков температура должна быть менее чем точка плавления пластика. В одном варианте, для водной дисперсии с содержанием твердого вещества от 40 до 50 процентов и полипропиленовой формы, температура сушки может быть от 90°C до 165°C, или от 105°C до 150°C, или от 105°C до 120°C. Более высокие температуры могут привести к увеличению скорости производства, но также могут привести к ухудшению качества поверхности полипропиленового станка, таким образом, сокращая его срок эксплуатации как литейной формы.
Пятый этап процесса включает извлечение получившихся прототипов керамических оформленных абразивных частиц из формообразующих полостей. Прототипы керамических абразивных частиц могут быть извлечены из полостей при помощи следующих процессов, применяемых по одному или в сочетании в литейной форме: притяжение, колебания, ультразвуковые колебания, вакуум, или сжатый воздух для извлечения частиц из формообразующей полости.
Прототипы абразивных частиц могут в дальнейшем сушиться вне полости. Если дисперсия прототипа алюминия высушивается до необходимого уровня в полости, то на этом дополнительном этапе в сушке нет необходимости. Тем не менее, в некоторых случаях, ввести этот дополнительный этап сушки может быть более экономичным, чтобы минимизировать время, которое дисперсия прототипа альфа-глинозема проводит в полости. Обычно, прототип керамических абразивных частиц сушится от 10 до 480 минут, или от 120 до 400 минут, при температуре от 50°C до 160°C, или от 120°C до 150°C.
Шестой этап процесса включает обжиг прототипа керамических оформленных абразивных частиц. В процессе обжига, практически весь летучий материал извлекается, а различные компоненты, которые присутствовали в дисперсии прототипа альфа-глинозема, преобразуются в металлические оксиды. Прототип керамических абразивных частиц нагревается обычно до температуры от 400°C до 800°C, и остается в этих температурных пределах до тех пор, пока вся свободная вода и более 90 процентов от массы любого связывающего летучего материала испаряется. В качестве дополнительного этапа, может потребоваться ввести модифицирующую присадку в процессе пропитки. Растворимые в воде соли могут вводиться в качестве пропитки в поры обжигаемых прототипов керамических оформленных абразивных частиц. Затем прототип керамических абразивных частиц предварительно обжигается снова. Этот дополнительный этап более подробно описан в патенте США №5,164,348 (Вуд (Wood)).
Седьмой этап процесса включает спекание прокаленного прототипа керамических абразивных частиц до формирования частиц альфа-глинозема. До спекания, прокаленные прототипы керамических абразивных частиц недостаточно уплотнены, и, таким образом, им не хватает необходимой твердости для использования в качестве керамических оформленных абразивных частиц. Спекание состоит в нагревании прокаленных прототипов керамических абразивных частиц до температуры от 1000°C до 1650°C и сохранении их в этих температурных пределах до тех пор, пока в общем весь моногидрат альфа-глинозема (или его эквивалент) преобразуется в альфа-глинозем, и пористость снизится до менее 15 процентов от объема. Промежуток времени, в течение которого прокаленные прототипы керамических оформленных абразивных частиц должны подвергаться температуре спекания, чтобы достичь этого уровня преобразования, зависит от многих факторов, но обычно составляет от пяти секунд до 48 часов при нормальных условиях.
В другом варианте, продолжительность этапа спекания варьируется от одной минуты до 90 минут. После спекания, керамическая абразивная частица определенной формы может иметь твердость по Виккерсу в 10 ГПа, 16 ГПа, 18 ГПа, 20 ГПа, или более.
Другие этапы также могут применяться, чтобы модифицировать описанный процесс, такие как, например, быстрое нагревание материала от температуры обжига до температуры спекания, обработка в центрифуге, чтобы удалить осадок и/или пыль. Более того, процесс может быть модифицирован сочетанием двух или более этапов при необходимости. Соответствующе этапы процесса, которые могут быть применены для модификации процесса этого изобретения, более подробно описаны в патенте США №4,314,827 (Лейтхейзер (Letheiser)). Больше информации, касающейся способов производства керамических абразивных частиц можно найти в опубликованной патентной заявке США №2009/0165394 А1 (Кулер с соавт.(Culler et al.).
Способы производства абразивных частиц, имеющих как минимум одну наклонную боковую сторону, описаны, например, в опубликованной патентной заявке США №2010/0151196 и №2009/0165394. Способы производства абразивных частиц, имеющих отверстие, описаны, например, в опубликованной патентной заявке США №2010/0151201 и №2009/0165394. Способы производства абразивных частиц, имеющих выточки на как минимум одной стороне, описаны, например, в опубликованной патентной заявке США №2010/0146867, Способы производства чашеобразных абразивных частиц описаны, например, в опубликованной патентной заявке США №2010/0151195 и №2009/0165394. Способы производства абразивных частиц с низким показателем округлости описаны, например, в опубликованной патентной заявке США №2010/0319269, Способы производства абразивных частиц с как минимум одной поверхностью излома описаны, например, в опубликованных патентных заявках США №2009/0169816 и №2009/0165394. Способы производства абразивных частиц, в которых задняя сторона содержит вершину (например, двояко сходящиеся на конус абразивные частицы) или линию хребта (например, крышеобразные частицы), описаны, например, в WO 2011/068714.
Связующее вещество в абразивном изделии служит для того, чтобы зафиксировать оформленные абразивные частицы (или любые дополнительные компоненты, такие как вторичные абразивные частицы, наполнители и присадки) в абразивном изделии. В соответствии с данным изобретением, связующее вещество содержит керамическую (также называемую глазированной) связку фазу. В предпочтительном варианте, связующее вещество представляет собой керамическую связку (фазу). Стеклянная связка служит для того, чтобы зафиксировать оформленные абразивные частицы (и любые дополнительные вторичные абразивные частицы, как описывалось здесь) в изделии. Керамическая связка, которая соединяет абразивные частицы (оформленные абразивные частицы и любые дополнительные вторичные абразивные частицы) может быть любого подходящего состава.
Керамическая связка фаза, также известная в данной отрасли как «глазированная связка», «гиалиновая связка», «керамическая связка» или «стеклянная связка», может быть получена из состава прототипа стеклянной связки, содержащего смесь или соединение одного или более сырьевых материалов, которые под воздействием высокой температуры таят и/или плавятся и образуют цельную керамическую вяжущую фазу. Обычные сырьевые материалы для получения керамической связки фазы могут отбираться из металлических оксидов (включая оксиды металлоида), неметаллические оксиды, неметаллические составы, силикаты, и природные и синтетические материалы, а также соединения одного или более из этих сырьевых материалов.
Металлические оксиды могут, например, отбираться из оксида кремния, оксида алюминия, оксида магния, оксида кальция, оксида бария, оксида лития, оксида натрия, оксида калия, оксида железа, оксида титана, оксида марганца, оксида цинка, и металлических оксидов, которые можно охарактеризовать как пигменты, таких как оксид кобальта, оксид хрома, или оксид железа и его соединения.
Неметаллические оксиды могут, например, отбираться из оксида бора или оксида фосфора и их соединений.
Подходящие примеры неметаллических соединений включают борную кислоту.
Силикаты могут, например, отбираться из силикатов алюминия, боросиликатов, силикатов кальция, силикатов магния, силикатов натрия, силикатов лития и их соединений.
Минералы могут, например, отбираться из глины, полевого шпата, каолина, волластонита, буры, кварца, кальцинированной соды, известняка, доломита, мела и его соединений.
В данном изобретении керамическая связка фаза может быть также получена из фритты, т.е. состава, который был предварительно обожжен перед его добавлением в состав прототипа стеклянной связки для производства керамической связки фазы склеенного абразивного изделия. В данном контексте, понятие «фритта» подразумевает общее понятие материала, который был получен путем тщательного перемешивания смеси, содержащей один или более фритта образующий компонент, затем нагревания (также описываемого как предварительный отжиг) смеси до температуры, по меньшей мере, достаточной для ее расплавления; охлаждения стекла и его дробления. Фритта образующие компоненты обычно смешиваются вместе в виде порошков, обжигаются до расплавления смеси и затем расплавленная смесь охлаждается. Остывшая смесь дробится и фильтруется до мелкого порошка, чтобы затем его использовать в качестве фритта связки. Мелкозернистость порошка ограничена не четко. Примеры показательных размеров частиц включают, но не ограничиваются размерами в ≤35 мкм или ≤63 мкм. Теперь этот получившийся порошок можно использовать в составе прототипа керамической связки для приготовления керамической связки склеенного абразивного изделия в данном изобретении, такого как шлифовальный круг.
Фритты, их источники и составы широко известны в данной отрасли. Фритта образующие компоненты включают материалы, которые были описаны ранее как сырьевые материалы для получения керамической связки. Фритты являются широко известными материалами и используются в течение многих лет в качестве эмалей для покрытия, например, фарфора, металлов и ювелирных изделий, но также для керамических связок в технической керамике и шлифовальных кругах. Фритты, также как и керамических связки для абразивных изделий на керамической связке доступны в продаже от таких производителей, как «Ферро Корпорэйшн» (Ferro Corporation), 1000 Лейксайд Авеню, Кливленд, Огайо, США 44114-7000 и «Раймболд энд Стрик» (Reimbold & Strick), Кельн, Германия. Фритты для применения в абразивных изделиях на керамической связке обычно имеют температуру плавления в пределах от 500 до 1300°C.
В соответствии с данным изобретением фритты могут быть использованы в дополнение к сырьевым материалам или вместо сырьевых материалов. Как вариант, керамическая связка может быть изготовлена из не содержащих фритту составов.
Например, керамическая связка может быть получена из состава прототипа керамической связки, содержащего от 0 до 100% по весу фритты, хотя чаще всего состав содержит от 3 до 70% фритты. Оставшаяся часть состава прототипа стеклянной связки может содержать материал без фритты.
Подходящие соотношения для составов керамической связки могут устанавливаться следующие: 25 до 90% по весу, предпочтительнее 35 до 85% по весу, рассчитывая от общей массы керамической связки, SiO2; 0 до 40% по весу, предпочтительнее 0 до 30% по весу, рассчитывая от общей массы керамической связки, B2O3; 0 до 40% по весу, предпочтительнее 5 до 30% по весу, рассчитывая от общей массы керамической связки, Al2O3; 0 до 5% по весу, предпочтительнее 0 до 3% по весу, рассчитывая от общей массы керамической связки, Fe2O3; 0 до 5% по весу, предпочтительнее 0 до 3% по весу, рассчитывая от общей массы керамической связки, TiO2; 0 до 20% по весу, предпочтительнее 0 до 10% по весу, рассчитывая от общей массы керамической связки, СаО; 0 до 20% по весу, предпочтительнее 0 до 10% по весу, рассчитывая от общей массы керамической связки, MgO; 0 до 20% по весу, предпочтительнее 0 до 10% по весу, рассчитывая от общей массы керамической связки, K2O; 0 до 25% по весу, предпочтительнее 0 до 15% по весу, рассчитывая от общей массы керамической связки, Na2O; 0 до 20% по весу, предпочтительнее 0 до 12% по весу, рассчитывая от общей массы керамической связки, Li2O; 0 до 10% по весу, предпочтительнее 0 до 3% по весу, рассчитывая от общей массы керамической связки, ZnO; 0 до 10% по весу, предпочтительнее 0 до 3% по весу, рассчитывая от общей массы керамической связки, ВаО; и 0 до 5% по весу, предпочтительнее 0 до 3% по весу, рассчитывая от общей массы керамической связки, металлические оксиды [напр., СоО, Cr2O3 (пигменты)].
В данной отрасли известно применение различных присадок в производстве абразивных изделий на керамической связке с целью ускорить производство абразивных изделий и/или улучшить их качество. Такие соответствующие присадки, которые могут также применяться при практическом использовании данного изобретения, включают, но не ограничиваются, смазки, наполнители, временные связки и технологические добавки.
Органические связки предпочтительнее используются в качестве временных связок. Типичные временные связки - это декстрины, полимочевины (включая карбамидные смолы), полисахариды, полиэтиленгликоль, полиакрилаты, и любые другие типы клея. Эти связки также могут содержать жидкий компонент, такой как вода или полиэтиленгликоль, модификаторы вязкости и pH и средства для смешивания. Применение временных связок может улучшить однородность и структурные качества предварительно необожженной или сырой спрессованной массы, так же как и уже обожженного изделия. По причине того, что связки выгорают при обжиге, они не становятся частью получившейся связки абразивного изделия.
Склеенное абразивное изделие, согласно данному изобретению, можно получить при помощи любого подходящего способа. Процессы и условия широко известны в данной отрасли для производства абразивных изделий на керамической связке (напр., шлифовальных кругов), а именно процессы и условия для производства абразивных изделий на керамической связке, основу которых составляет золь-гелевый глинозем, могут быть применены для производства абразивных изделий в этом изобретении. Эти процессы могут задействовать соответствующее и широко известное в данной отрасли оборудование.
Показательный способ производства склеенного абразивного изделия в этом изобретении включает следующие этапы:
(a) обеспечение состава прототипом, содержащим оформленные абразивные частицы в соответствии с данным изобретением и состав прототипа керамической связки, и дополнительно один или более компонентов, отобранных из одной или более временной связки, и средств, вызывающих образование пор, и вторичных абразивных частиц;
(b) придание составу прототипу необходимой формы, чтобы получить сырую структуру;
(c) дополнительно, сушка сырой структуры;
(d) обжиг сырой структуры, полученной на этапах (b) или (с) при температурах, необходимых для производства стеклянной связки (напр., при температурах в пределах от 700°C до 1500°C), чтобы получить абразивное изделие на керамической связке, имеющее первую форму (например, форму плоского круга прямого профиля, напр., Т1 тип);
(е) дополнительно, дальнейшее изменение первой формы по одному или более форменным признакам (например, отверстие, диаметр, толщина, профиль передней поверхности), чтобы получить склеенное абразивное изделие, имеющее вторую форму (например, форму, отвечающую нуждам покупателей).
Например, в процессе производства абразивного изделия на керамической связке, состав прототипа керамической связки, в форме порошка, может быть смешан с временной связкой (обычно, с органической связкой), которая не образует часть обожженного керамического связующего вещества. Склеенные абразивные изделия обычно подготавливаются получением сырой структуры, состоящей из абразивного зерна, состава прототипа керамической связки, и дополнительно временной связки и других добавочных присадок и наполнителей. Придание определенной формы может, например, осуществляться в литейной форме с применением или без применения давления. Обычное давление формоизменения может варьироваться в широких пределах и может отбираться из пределов давления от 0 до 400 кг/см2, в зависимости от состава сырой структуры. Затем сырая структура обжигается. Керамическая связка фаза обычно производится на этапе обжига, обычно при температуре(ах) в пределах от 700°C до 1500°C, предпочтительнее в пределах от 750°C до 1350°C, и самым предпочтительным является предел от 800°C до 1300°C. Хорошие результаты могут быть также получены при температуре от 1000°C и менее, или от 1100°C до 1200°C. Истинная температура, при которой образуется керамическая связка фаза, зависит, например, от определенного химического состава связки. Обжиг состава прототипа керамической связки обычно осуществляется увеличением температуры от комнатной температуры до максимальной температуры в течение продолжительного периода времени (напр., около 10-130 часов), удержанием максимальной температуры, напр., в течение 1-20 часов, и затем охлаждением обожженного изделия до комнатной температуры в течение продолжительного периода времени, напр., 10-140 часов. Следует понимать, что температура, подбираемая для этапа обжига, и состав керамической связки фазы должны быть выбраны таким образом, чтобы они не оказали пагубного эффекта на физические свойства и/или состав абразивных частиц (оформленных и дополнительных вторичных частиц), входящих в состав абразивного изделия.
Склеенное абразивное изделие в соответствии с данным изобретением содержит оформленные абразивные частицы (как они определяются согласно данному изобретению) и связующее вещество, содержащее керамическую связку. Кроме этого, склеенное абразивное изделие может содержать один или более дополнительный компонент, отобранный из вторичных абразивных частиц, наполнителей и присадок.
Количество абразивных частиц (которое может представлять собой смесь, включающую одну или несколько вторичных абразивных частиц) может широко варьироваться и может находиться в пределах, например, от 10 до 80%, предпочтительнее от 25 до 60% от объема.
В то время как это изобретение имеет резко выраженный эффект, когда абразивная фракция (или смесь) включает 100% по весу оформленных абразивных частиц, согласно данному изобретению, рассчитывая от общей массы абразивных частиц, присутствующих в абразивной фракции (или смеси), оно также является эффективным, когда изделие содержит, например, всего 5% по весу оформленных абразивных частиц, согласно данному изобретению, и до 95% по весу вторичных абразивных частиц, рассчитывая от общей массы абразивных частиц, присутствующих в абразивной фракции. Таким образом, абразивное изделие может содержать общее количество абразивных частиц до 100% по весу абразивных частиц, согласно данному изобретению, рассчитывая от общей массы абразивных частиц. В некоторых вариантах, склеенное абразивное изделие может включать от 5 до 100, предпочтительнее 10 до 80 процентов по весу оформленных абразивных частиц; обычно от 20 до 60 процентов по весу, и еще более распространено от 30 до 50 процентов по весу, рассчитывая от общей массы абразивных частиц. В некоторых шлифовальных устройствах добавление вторичных абразивных частиц осуществляется с целью снижения стоимости абразивного изделия путем снижения количества высококачественных оформленных абразивных частиц. В других устройствах смесь с вторичными абразивными частицами может иметь синергичный эффект.
Количество связующего вещества может также широко варьироваться и может располагаться в пределах, например, от 1 до 60% от объема, предпочтительнее от 2,5 до 40% от объема.
Дополнительно, склеенное абразивное изделие может обладать пористостью. Склеенные абразивные изделия, содержащие пористость, имеют открытую структуру (взаимосвязанную или открытую пористость), которая может обеспечить пространство для отвода стружки для затирки высококачественных материалов, передать больше хладагента при снижении трения, и оптимизировать процесс самозатачивания. Пористость позволяет склеенному абразивному изделию избавиться от использованных и затупленных абразивных частиц, чтобы обнажить новые режущие края или свежие абразивные частицы.
Склеенное абразивное изделие согласно данному изобретению может иметь любую пригодную степень пористости; такую как от 5 до 80% от объема, предпочтительнее от 20 до 70% от объема.
Предпочтительно, чтобы склеенное абразивное изделие в соответствии с данным изобретением имело пористость. Пористость может появляться путем естественных промежутков, обеспечиваемых плотностью расположения материалов, составляющих склеенные абразивные изделия, и путем использования средств, вызывающих порообразование, известных в данной отрасли, или обоими способами.
Компоненты, вызывающие порообразование, могут отбираться из временных компонентов (т.е. компонентов, которые не присутствуют в конечном изделии) и не временных компонентов (т.е. компоненты присутствуют в конечном изделии), и их соединений. Предпочтительным является то, чтобы компоненты, вызывающие порообразование, не оставляли никаких химических следов в конечном изделии (т.е. были временными компонентами), не расширялись при удалении, хорошо смешивались с абразивными частицами и могли обеспечить необходимый тип (например, открытая) и степень пористости. Компоненты, вызывающие порообразование, обычно применяются в количестве, варьирующемся от 0 до 40% объема всего изделия. Обычные не временные компоненты, вызывающие порообразование, могут отбираться из материалов, таких как полые шарики, сделанных из материалов, таких как стекло, керамические (из оксида алюминия) или стеклянные частицы. Обычные временные компоненты, вызывающие порообразование, могут отбираться из материалов, таких как полимерные материалы (включая вспененные полимерные материалы), пробка, скорлупа земляного ореха, частицы дерева, органические составляющие (такие как нафталин или парадихлорбензол) и их соединения. В предпочтительном варианте, абразивное изделие содержит пористость, вызванную применением нафталина (в качестве временного компонента, вызывающего порообразование).
Склеенные абразивные изделия в соответствии с данным изобретением могут содержать дополнительные компоненты, такие как, например, наполнители и присадки, которые известны в данной отрасли. Примеры дополнительных присадок, содержащихся в склеенном абразивном изделии, включают не временные средства, вызывающие порообразование, как описывалось ранее, и другие компоненты, применяемые при производстве керамической связки, включающие, но не ограничивающиеся смазками, наполнителями, временными связками и технологическими добавками.
Склеенные абразивные изделия, согласно данному изобретению, имеют трехмерную форму, которая не четко ограничена. Обычно, форма склеенного абразивного изделия в соответствии с данным изобретением, отбирается в зависимости от факторов, таких как назначение шлифовального устройства (включая способ шлифования, условия шлифования и заготовку) и нужды покупателей.
В качестве показательного примера, Международный Стандарт ISO 603:1999 насчитывает пригодных форм для склеенных абразивных изделий, все из которых применимы в данном изобретении. Стандартные типы, согласно стандартам FEPA (Федерации Европейских Производителей Абразивов) или другим стандартам, наравне с нестандартными типами также могут быть использованы.
В качестве иллюстрации, обычные формы могут, например, включать, но не ограничиваться формой круга, хонинговального бруска, шлифовального сегмента, шлифовальной головки или другими типами, согласно стандартным формам FEPA и другим стандартам, наравне с нестандартными индивидуальными типами.
Предпочтительное склеенное абразивное изделие - это абразивный круг на керамической связке, а именно шлифовальный круг на керамической связке.
Диаметр абразивных кругов в соответствии с данным изобретением не четко ограничен и может, например, отбираться из пределов от 1 мм до 2000 мм, или от 10 мм до 1200 мм, или от 100 мм до 750 мм, хотя другие величины могут также использоваться. Так же, толщина абразивных (шлифовальных) кругов не четко ограничена. Например, толщина может обычно отбираться в пределах от 2 мм до 600 мм, или от 5 мм до 350 мм, или от 10 мм до 300 мм, хотя другие величины могут так же использоваться. Например, диаметр отверстия может варьироваться от 0 мм до 800 мм, более распространенно от 4 мм до 400 мм или от 8 мм до 350 мм.
Определенный дизайн абразивного изделия (предпочтительно, шлифовального круга) не ограничен, и может отбираться из «монолитных» дизайнов и «зональных» дизайнов (таких как сегментный и уровневый дизайны). Оба этих дизайна могут включать укрепление отверстия при помощи клеев, таких как термореактивные смолы, например, смолы, отобранные из эпоксидных смол, поликонденсаты и феноло-альдегидные полимеры.
Абразивные частицы (т.е. один или несколько типов оформленных абразивных частиц и дополнительно один или несколько типов вторичных абразивных частиц) могут быть однородно или неоднородно расположены в абразивном изделии, например, быть расположенными или собранными на отдельных участках, слоях, сегментах или частях абразивного изделия. Однородное или неоднородное распределение может представлять собой или однородную смесь или такой способ распределения, при котором разные типы абразивных частиц расположены или распределены только на отдельных участках, слоях, сегментах или частях абразивного изделия.
Например, склеенный абразивный круг, может содержать как минимум два различных участка, включающих внешнюю зону (также часто называемую обод или периферия) и внутреннюю зону (также часто называемую центр или центральная часть). Различные участки могут получаться на основании разницы в одном или нескольких аспектах, отобранных из состава связки (например, типа связующего материала, или количество имеющейся пористости), формы абразивных частиц (например, оформленные против дробленных или передняя форма против задней формы), размера зерна абразивных частиц (например, мелкие против крупных) и количества абразивных частиц (например, наличие или отсутствие абразивных частиц, или первое (например, большое) количество против второго (например, малого) количества).
В некоторых вариантах внешняя зона содержит оформленные абразивные частицы, в соответствии с данным изобретением, в то время как внутренняя зона не содержит.
В других вариантах внутренняя зона содержит оформленные абразивные частицы, в соответствии с данным изобретением, в то время как внешняя зона не содержит.
Абразивный круг может также содержать внутреннюю зону, сделанную из некерамического связующего материала (такого как пластик и др.).
Если склеенное абразивное изделие представляет собой абразивный круг, такой как шлифовальный круг, абразивные частицы могут быть собраны ближе к середине, или только во внешней зоне, т.е. на периферии, круга. Центральная часть может содержать различное (больше или меньше) число абразивных частиц.
Другой пример зонального дизайна представляет собой абразивный круг, такой как шлифовальный круг, имеющий обод, содержащий оформленные абразивные частицы, и внутреннюю зону, дополнительно, содержащую, а предпочтительнее не содержащую оформленные абразивные частицы в соответствии с данным изобретением. Внутренняя зона такого дизайна может дополнительно содержать вторичные абразивные частицы (напр., электрокорунд, спеченный глинозем), которые могут иметь одинаковый или различный размер зерна. Этот дизайн также называется специальным центровым дизайном и направлен на снижение стоимости шлифовального круга ввиду недостатка оформленных абразивных частиц, и в то же время на увеличение скорости обработки.
В другом варианте, абразивный круг может включать два или несколько типов абразивных частиц, расположенных на разных сторонах абразивного круга. Например, первые абразивные частицы могут быть на одной стороне круга, а другие абразивные частицы на обратной стороне. Или первые или вторые абразивные частицы, или обе группы отбираются из оформленных абразивных частиц в соответствии с данным изобретением. Тем не менее, обычно все абразивные частицы однородно распределены относительно друг друга, потому что производство таких кругов легче, а эффект шлифования увеличивается, когда абразивные частицы двух или нескольких типов, входящие в его состав, расположены близко друг к другу.
В одном варианте абразивные частицы в соответствии с данным изобретением однородно распределены по всему склеенному абразивному изделию.
Данное изобретение также затрагивает способ доводки заготовки, способ, состоящий в трении соприкасающейся части абразивного изделия с поверхностью заготовки; и перемещении (например, вращении) заготовки или абразивного изделия, чтобы зашлифовать как минимум часть поверхности заготовки.
Склеенные абразивные изделия данного изобретения также могут иметь преимущества и применяться в широкой гамме шлифовальных устройств.
Положительных эффектов можно, в частности, достичь в шлифовальных устройствах, которые отличаются высокой производительностью съема материала, особенно шлифовальных устройствах, отобранных из устройств, отвечающих за предварительную и грубую обработку, т.е. устройствах, обычно отличающихся высокой производительностью съема материала.
Данное изобретение, тем не менее, не ограничивается шлифовальными устройствами, которые отличаются высокой производительностью съема материала, но также с успехом может быть применимо в шлифовальных устройствах, которые не отличаются высокой производительностью съема материала, таких как отвечающие за чистовую обработку.
Таким образом, склеенные абразивные изделия данного изобретения могут быть пригодны к применению в широкой гамме шлифовальных устройств, варьирующихся от предварительной обработки через грубую обработку до чистовой обработки.
Показательные шлифовальные устройства включают, но не ограничиваются стандартизированными или не стандартизированными шлифовальными устройствами, например, способами, соответствующими DIN-8589:2003,
Склеенные абразивные изделия согласно данному изобретению, в частности, подходят, но не ограничиваются круглым шлифованием (внешний диаметр или ВД шлифование, также как и внутренний диаметр или ВНД шлифование), бесцентровым шлифованием, зубошлифованием, производящим ЗК шлифованием, плоским и профильным шлифованием, маятниковым шлифованием, глубинным шлифованием, шлифованием способом обкатки, также как и другими приспособлениями, волокнами, инструментами, распределительным валом, коленчатым валом, подшипниками, поручнями и др. Работы по резке менее предпочтительны, но так же включены в область применения данного изобретения. Предпочтительные устройства включают зубошлифование, глубинное шлифование, плоское шлифование, профильное шлифование, маятниковое шлифование, шлифование способом обкатки, круглое шлифование (ВД и ВНД шлифование), и бесцентровое шлифование, а наиболее предпочтительные устройства включают устройства круглого шлифования, устройства зубошлифования, устройства плоского шлифования, и особенно глубинное шлифование. Приложенная сила на этапе доводки не четко ограничена, и может отбираться в зависимости от шлифовального устройства.
При применении склеенное абразивное изделие может использоваться всухую или с охлаждением. При шлифовании с охлаждением, склеенное абразивное изделие обычно применяется в сочетании со шлифовальной жидкостью, которая может, например, содержать воду, или коммерчески доступные смазки (также называемые хладагентами). При шлифовании с охлаждением, смазки широко используются для охлаждения заготовки и круга, смазывания площади поверхности, удаления мелкой металлической стружки (осколков), и очищения круга. Смазка обычно подается прямо на поверхность шлифования, чтобы обеспечить то, что жидкость не стирается сразу шлифовальным кругом. Тип применяемой смазки зависит от материала заготовки и может отбираться из известных в данной отрасли.
Обычные смазки можно классифицировать, основываясь на их способности смешиваться с водой. Первый класс, пригодный для применения в данном изобретении, включает масла, такие как минеральные масла (обычно масла на нефтяной основе) и растительные масла. Второй класс, пригодный для использования в данном изобретении, включает эмульсии и смазки (например, смазки на основе минерального масла; смазки на основе растительного масла и полусинтетические смазки) и растворы смазок (обычно полусинтетических или синтетических смазок) с водой.
Абразивные изделия в соответствии с данным изобретением могут быть использованы в любых шлифовальных станках, относящихся к способу шлифования. Шлифовальный станок может быть с электрическим, гидравлическими или пневматическим приводом, с любой пригодной скоростью, в основном, скорости варьируются от 10 до 250 м/с.
Склеенные абразивные изделия согласно данному изобретению можно применять, например, для доводки заготовки. Склеенное абразивное изделие может, в частности, быть пригодным для применения на изделиях, сделанных из металла, такого как сталь (включая порошковую сталь и легированную сталь, углеродистую сталь, малоуглеродистую сталь, инструментальную сталь, нержавеющую сталь, закаленную сталь, шарикоподшипниковую сталь, нетеплостойкую сталь, чугун), цветных металлов и сплавов (таких как алюминий, титан, бронза и др.), твердых металлов (таких как карбид вольфрама, карбид титана, нитрид титана, металлокерамика, и др.), керамики (технической керамики, такой как оксидная керамика, силикатная керамика, не оксидная керамика), и стекла. Применение склеенных абразивных изделий тем не менее не ограничивается применением на этих приведенных в пример материалах заготовки.
Предпочтительные способы шлифования в соответствии с данным изобретением, включают, но не ограничиваются устройствами круглого шлифования, устройствами зубошлифования, и устройствами плоского шлифования, включая глубинное шлифование.
Зубошлифование
Понятие «зубошлифование» в контексте данного изобретения в основном относится к способам производственного шлифования и профильного шлифования зубчатых колес. Зубчатое колесо определяет передаточное отношение коробки передач; согласно второму основному закону зацепления, это отношение остается неизменным только, если следующий зуб уже сцепился до того, как предыдущий зуб расцепился. Чем идеальнее плоские боковые поверхности зуба, чем лучше они подходят по форме, и тем более плавно и тихо работает коробка передач. Процесс обработки боковых поверхностей зуба влечет за собой жесткие требования относительно точности размеров и правильности формы, а также выдвигает жесткие требования относительно качества состава краевой зоны. Несмотря на то что очень небольшие отклонения относительно макро- и микрогеометрии - которые влияют на количество и тип шума, производимого зубами - можно считать допустимыми в строгих пределах в зависимости от требований качества, правила «нулевого допуска» действуют на краевой зоне боковой поверхности зуба. Повреждение краевой зоны в результате влияния на структуру влечет за собой быстрое изнашивание зубов и может, в редких случаях, стать причиной появления трещин и поломки зуба. В контексте этих требований, могут применяться различные техники, и все они входят в область применения данного изобретения.
Показательные техники зубошлифования включают:
- Зубошлифование с непрерывной производительной шлифовальной техникой с использованием шлифовальных кругов-червяков: Склеенное абразивное изделие (обычно шлифовальный круг) имеет форму, соответствующую шлифовальному кругу-червяку, основной профиль зуба, который должен быть всегда виден, принимается за исходный профиль. Форма зуба получается путем непрерывного производительного шлифования шлифовальным кругом-червяком и зацепления. Процесс показывает очень хорошие результаты в серийном производстве зубчатых колес.
- Зубошлифование с шарообразными шлифовальными кругами-червяками (непрерывное профильное шлифование): В отличие от техники непрерывного производительного шлифования, форма склеенного абразивного изделия, в этом случае, не соответствует шлифовальному кругу-червяку с исходным профилем в качестве основного профиля зуба. Вместо этого, шарообразный шлифовальный круг-червяк наносит контур боковой поверхности зуба. В процессе шлифования, форма зуба получается путем фактического прямолинейного соприкосновения инструмента с промежутком для зуба. Этот способ предназначен для шлифования конических зубчатых передач, которые применяются преимущественно в дифференциальных передачах и могут дополнительно сочетаться с последующим этапом хонингования.
- Однопрофильное шлифование способом обката: Форма зуба получается в производственном шлифовальном процессе, в котором шлифовальный круг обрабатывает только один профиль шлифованием на промежутке зуба. Этот способ позволяет обрабатывать различные модули, не меняя ширину круга, и позволяет делать различную подачу для левой и правой поверхности зуба.
- Контурное или профильное шлифование с радиальной подачей: Форма зуба переносится на склеенное абразивное изделие (чаще всего на шлифовальный круг), которое затем воспроизводит эту форму в промежутке зуба на заготовке.
- Контурное или профильное шлифование с переменой подачей: Форма зуба переносится на склеенное абразивное изделие (обычно шлифовальный круг), которое затем воспроизводит эту форму в промежутке зуба на заготовке.
Склеенные абразивные изделия для применения в устройствах зубошлифования не четко ограничены, как и описывалось ранее. В предпочтительных вариантах, склеенные абразивные изделия, применяемые в устройствах зубошлифования, могут характеризоваться формой частиц, отобранных их плоских треугольников и плоских прямоугольников, в которых дополнительно как минимум одна поверхность имеет углубление, как описывалось ранее, говоря об определенных предпочтительных формах частиц.
Глубинное шлифование
Глубинное шлифование можно рассматривать как отдельный случай плоского шлифования. Однако, в отличие от плоского шлифования с маятниковым линейным движением резания, в глубинном шлифовании используется относительно большая глубина резания при сравнительно низкой скорости подачи. Припуск на шлифовку обычно достигается за несколько проходов. Глубинное шлифование выступает промежуточным этапом между процессом плоского шлифования и круглого шлифования. Отдельной формой глубинного шлифования является продольное шлифование по внешнему диаметру (поверхностное шлифование).
Глубинное шлифование обычно применяет попеременно правящие устройства и обычно происходит с охлаждением. При глубинном шлифовании, форма заготовки может быть получена при больших подачах до 15 мм за один проход шлифования. Так как с увеличением подачи длина площади соприкосновения между заготовкой и склеенным абразивным изделием существенно возрастает, а процессы доставки шлифовальной жидкости и удаления шлифовальных осколков усложняются. Как результат, глубинное шлифование требует абразивных изделий с открытыми порами, с низкой твердостью, и непрерывной подачей шлифовальной жидкости в больших количествах. Этот способ особенно хорошо подходит для окончательной резки высокоточных профилей, таких как направляющие и фиксирующих профилей в лопастях турбин.
Склеенные абразивные изделия, применяемые в устройствах глубинного шлифования, не четко ограничены, как описывалось ранее. В предпочтительных вариантах склеенные абразивные изделия, применяемые в устройствах глубинного шлифования, могут охарактеризоваться формой частицы, отобранной из плоских треугольников или плоских прямоугольников, в которых, дополнительно, как минимум одна поверхность имеет углубление, как описывалось ранее, говоря об определенных предпочтительных формах частицы.
Плоское шлифование (за исключением глубинного шлифования)
Плоское шлифование или техника торцового шлифования обычно делится на периферийное продольное плоское шлифование (плоское шлифование и торцовое шлифование больших поверхностей) и периферийное поперечное плоское шлифование (заточка канавок и профильное шлифование).
В случае с периферийным продольным шлифованием, шлифовальный круг располагается под прямым углом и движется в выбранной скоростью подачи на заготовку, которая перемещается столом станка. В этом процессе подача и скорость подачи определяют результаты шлифования.
Периферийное поперечное плоское шлифование идеально подходит для производства больших плоских поверхностей. При этом способе, склеенное абразивное изделие также помещается под прямым углом к заготовке, но она подается по количеству, которое точно соответствует ширине склеенного абразивного изделия. Оба способа можно использовать в маятниковом шлифовании и глубинном шлифовании.
При маятниковом шлифовании, склеенное абразивное изделие двигается над заготовкой «назад и вперед» под прямом углом к соответствующей поверхности - получившееся движение описывается как «маятниковое». Этот способ рассматривается как самый старый вариант плоского шлифования, и характеризуется небольшой глубиной резания (например, только от 0,005 до 0,2 мм) и высокой скоростью подачи (например, в пределах от 15 до 30 м/мин). Техника особенно подходит для материалов, которые легко шлифовать, маленьких объемов партий и небольшого количества снимаемого материала, также как и для случаев с относительно невысокими затратами на станок.
Склеенные абразивные изделия, применяемые в устройствах плоского шлифования, не четко ограничены, как описывалось ранее. В предпочтительных вариантах, склеенное абразивное изделие, применяемое в устройствах плоского шлифования, может характеризоваться формой частицы, отобранной из плоских треугольников и плоских прямоугольников, в которых дополнительно как минимум одна поверхность имеет углубление, как описывалось ранее, говоря об определенных предпочтительных формах частиц.
Круглое шлифование
Круглое шлифование представляет собой технику шлифования, которая обычно характеризуется одной или несколькими, а предпочтительнее всеми из четырех перечисленных особенностей:
(1) Заготовка постоянно вращается; (2) Шлифовальный круг постоянно вращается; (3) Шлифовальный круг подается по направлению к и от заготовки; (4) Либо заготовка, либо шлифовальный круг располагаются поперек относительно друг друга.
Наряду с тем, что большинство устройств кругового шлифования выполняют все четыре действия, существуют устройства, которые могут выполнить только три из четырех действий. Три главных типа круглого шлифования - это шлифование по внешнему диаметру (ВД), шлифование по внутреннему диаметру (ВНД), и бесцентровое шлифование, и любая из этих техник может применяться в данном изобретении:
- Шлифование по внешнему диаметру (ВД) выступает одной из самых часто используемых техник - например, в автомобильной отрасли, где он применяется для шлифования распределительных валов и коленчатых валов. С течением развития отрасли и в ответ на запросы, которые возникают как результат этого развития, шлифование по внешнему диаметру было разделено на разные варианты этой техники, которые отличаются в зависимости от способа, которым подается заготовка и согласно принципу направления подачи.
- Периферийно-поперечное шлифование по внешнему диаметру (ВД) между центрами (также известное как врезное шлифование)
- Бесцентровое периферийно-поперечное шлифование по внешнему диаметру(ВД)
- Периферийно-продольное шлифование по внешнему диаметру (ВД) между центрами (также известное как сквозное шлифование)
- Бесцентровое периферийно-продольное шлифование по внешнему диаметру (ВД)
В процессах шлифования между центрами, заготовка крепко фиксируется между двумя центрами в центральном зажиме за задние грани, в этом положении заготовка продвигается к шлифовальному станку. В зависимости от принципа направления подачи круга - прямоугольная подача с врезанием или параллельное перемещение по заготовке - шлифование называется поперечным или продольным.
В процессе периферийно-поперечного шлифования по внешнему диаметру, шлифовальный круг располагается в основном под прямыми углами к заготовке. Эта техника в основном используется при производстве гнезд подшипников, заплечиков и пазов с применением прямолинейного шлифования с врезанием. Часто врезание распределяется на несколько этапов, которые осуществляются последовательно по мере снижения интенсивности съема материала. В зависимости от определенного заказа и размера партии, угловое шлифование с врезанием применяется как еще один вариант, который может быть более продуктивным.
Процесс периферийно-продольного шлифования по внешнему диаметру в частности подходит для устройств, предназначенных для цилиндрических и конических заготовок, которые значительно превышают по длине ширину шлифовального круга. Их примеры включают, но не ограничиваются производством печатных цилиндров и роликов для производства бумаги, в том числе роликов для применения в прокатных станах в сталелитейном производстве. В этой технике шлифовальный круг движется параллельно заготовке и подается в точке инверсии под прямым углом к заготовке. Необходимый окончательный размер может получаться или несколькими проходами или за только один проход - последнее принято называть также поверхностным шлифованием. Эти способы сопоставимы с глубинным шлифованием и маятниковым шлифованием. В автомобильной промышленности, поверхностное шлифование применяется, например, в производстве карданных валов.
- Бесцентровое шлифование: Если задача состоит в производстве больших количеств удлиненных и/или тонких, круглых компонентов, сделанных из мягких или хрупких материалов, то бесцентровое шлифование может стать решением. Кроме этого, бесцентровое шлифование - это техника, которая позволяет разнообразные задачи - напр., черновая обработка и чистовая обработка - решать за один проход. Сам по себе процесс производства аналогичен другим техникам круглого шлифования, таким как описанные ранее техники «шлифования по внешнему диаметру» - даже без использования центров процесс все еще включает шлифование с врезанием и технику сквозной подачи.
- Шлифование по внутреннему диаметру (ВНД) обеспечивает идеальные рабочие поверхности компонентов, которые нуждаются в нежестком соединении с осью или валом. Подобно шлифованию по внешнему диаметру (ВД), этот способ распадается на две различные техники в соответствии с направлением шлифования:
- Периферийно-поперечное шлифование по внутреннему диаметру (ВНД) (шлифование с врезанием)
- Периферийно-продольное шлифование по внутреннему диаметру (ВНД)
Что касается поведения шлифовального круга и заготовки, обе техники показывают практически идентичные результаты с шлифованием по внешнему диаметру (ВД) между центрами. Практические примеры, где ВНД шлифование широко применяется, включают, но не ограничиваются очисткой каналов высокоточными подгонками; при производстве твердых и сверхтвердых материалов получение различных диаметров за один проход; так же, как и производство конусовидных подгонок; а также в случаях, когда шлифовальный круг должен быть уже зашлифовываемой поверхности, тогда требуется применение сочетания продольного шлифования и шлифования с врезанием. В обычных случаях диаметр шлифовального круга не должен превышать 2/3 или максимум 4/5 от диаметра канала.
Склеенные абразивные изделия, применяемые в устройствах круглого шлифования, не четко ограничены, как описывалось ранее. В предпочтительных вариантах, склеенное абразивное изделие, применяемое в устройствах круглого шлифования, может характеризоваться формой частицы, отобранной из плоских треугольников и плоских прямоугольников, в которых дополнительно как минимум одна поверхность имеет углубление, как описывалось ранее, говоря об определенных предпочтительных формах частицы.
К удивлению было обнаружено, что склеенные абразивные изделия в соответствии с данным изобретением показывают отличные результаты в широкой гамме шлифовальных устройств, и в частности в высокопроизводительных шлифовальных устройствах.
В целях данного изобретения понятие «высокопроизводительное шлифовальное устройство» соотносится с высоким уровнем съема материала, по сравнению с возможным уровнем в обычных условиях при применении современных стандартных абразивов. Стандартные абразивы включают все типы абразивов из оксида алюминия, включая так называемые керамические абразивы, и карборундовые абразивы.
Высокопроизводительное шлифование может устанавливаться для определенного шлифовального устройства, на основании знаний в области звукового шлифования и соответствующего современного ЧПУ (Числовое программное управление) оборудования. Одним из параметров, определяющих высокопроизводительное шлифование, может служить показатель производительности съема материала Q′w, также называемый Q-prime. Q′w показывает какое количество мм материала заготовки один мм ширины шлифовального круга снимает за секунду (мм3/мм/с). Q′w можно рассчитать, основываясь на двух параметрах, а именно глубине реза ае и скорости подачи vw, по формуле Q′w=[ае×vw]/60, Показатель производительности съема материала Q′w может увеличиваться с увеличением скорости подачи vw и/или глубины реза ае [Окружная скорость vc не оказывает влияния на Q′w]. Значения Q′w обычно выражают единицами измерения в мм3/мм/с или мм3/(мм·с).
Обычный диапазон величины Q'w для показательных устройств высокопроизводительного шлифования определяется следующим образом: Шлифование по внутреннему диаметру (ВНД-) 1-15, предпочтительнее 2-12, наиболее предпочтительно 4-11 мм3/мм/с; шлифование по внешнему диаметру (ВД-) 1,5-25, предпочтительнее 3-22, наиболее предпочтительно 4-20 мм3/мм/с; плоское шлифование 1,5-20, предпочтительнее 2-17, наиболее предпочтительно 4-19 мм3/мм/с; профильное шлифование 3-60, например, 3-50, предпочтительнее 5-45, наиболее предпочтительно 7-50 или 7-40 мм3/мм/с; профильное шлифование с способов обкатки 8-60, предпочтительнее 10-55, наиболее предпочтительно 14-50 мм3/мм/с; глубинное шлифование 4-100, предпочтительнее 6-90, наиболее предпочтительно 9-80 мм3/мм/с; и шлифование кулачковых валов 8-100, предпочтительнее 12-95, наиболее предпочтительно 15-90 мм3/мм/с.
Вышеперечисленные значения описывают черновую и грубую обработку, что же касается чистовой обработки, то здесь значение Q′w может быть <1 мм3/мм/с.
Склеенные абразивные изделия данного изобретения обеспечивают постоянные результаты шлифования в течение продолжительного периода времени, и особенно при тяжелых режимах шлифования (например, при высоком показателе производительности съема материала).
Кроме этого, склеенные абразивные изделия согласно данному изобретению обеспечивают лучшую обработку поверхности (снижается шероховатость поверхности Ra) заготовки при применении широкой гаммы шлифовальных устройств, варьирующихся от черновой обработку через грубую обработку к чистовой обработке. В некоторых случаях, склеенные абразивные изделия, содержащие оформленные абразивные частицы более крупного размера, на удивление, могут обеспечить лучшее качество поверхности по сравнению с более мелкими частицами.
При применении склеенных абразивных изделий можно также обеспечить снижение риска повреждения заготовки (такого как прожог заготовки или изменение цвета), и в то же время минимизировать засаливание склеенного абразивного изделия при его эксплуатации.
Склеенные абразивные изделия данного изобретения также характеризуются долгими циклами правки, что позволяет довести до окончательной формы больше частей заготовки между циклами правки и обеспечить долгий общий срок эксплуатации склеенного абразивного изделия.
Благодаря высокому показателю производительности съема материала, который реализовывается при применении склеенных абразивных изделий данного изобретения, можно достичь уменьшения времени шлифования, что способствует увеличению потока заготовок за единицу времени в целом.
Другим параметром, который часто применяется для характеристики производительности шлифовального устройства, служит удельный объем снятой стружки V′w. V′w показывает общее количество материала заготовки [мм3], которое снимается в шлифовальном устройстве, до того как нужно устанавливать другую правку (т.е. за один шлифовальный цикл). Момент времени, после которого следует устанавливать другую правку, может быть легко определен человеком, имеющим опыт в шлифовании. В качестве примера, конец шлифовального цикла обычно обозначается значительным снижением мощности выработки шлифовального станка. Другие факторы, которые могут быть использованы как дополнительные или альтернативные показатели, обозначающие конец шлифовального цикла, включают, но не ограничиваются потерей формы и профильного крепления склеенного абразивного изделия, снижением качества заготовки, например, прожогом заготовки или изменением цвета заготовки, ухудшение обработки поверхности также можно распознать по увеличившейся шероховатости поверхности Ra.
В конце шлифовального цикла, удельный объем снятой стружки может быть легко рассчитан опытным человеком по критериям, известным в данной отрасли. В целях определения удельного объема снятой стружки, фактическое начало шлифования принимается за начальную точку цикла шлифования. Для определения производительности определенных шлифовальных устройств, показатель производительности съема материала Q′w остается неизменным, а производительность шлифовального устройства определяется удельным объемом снятой стружки V′w.
На практике, удельный объем снятой стружки обычно рассчитывается, исходя из рабочей ширины активного профиля абразивного изделия, применяемого в шлифовальном устройстве (т.е. удельный объем снятой стружки показывает общий объем материала заготовки, снятого 1 мм ширины склеенного абразивного изделия, например, 1 мм ширины шлифовального круга за один шлифовальный цикл).
Склеенные абразивные изделия в соответствии с данным изобретением, на удивление показывают отличные результаты касательно удельного объема снимаемой стружки V′w, в частности в устройствах, таких как зубошлифование, так, например, ведут к повышению заданного предела для заточки. Следует подчеркнуть, что такие отличные результаты касательно удельного объема снятой стружки могут быть также достигнуты и с показателем производительности съема материала, т.е. когда применяется высокая постоянная величина Q′w в шлифовальном цикле, например, при применении зубошлифования (такого как одноплоскостное сквозное шлифование) с показателем производительности съема материала Q′w равной не менее 5 мм3/мм/с, обычно не менее 10 мм3/мм/с, чаще обычного не менее 14 мм3/мм/с, или не менее 16 мм3/мм/с, а еще чаще не менее 20 мм3/мм/с, предпочтительнее не менее 25 мм3/мм/с и наиболее предпочтительно не менее 30 мм3/мм/с. Обычно, абразивные изделия, состоящие из обычных абразивных частиц, показывают низкий удельный объем снятой стружки V′w с высоким показателем производительности съема материала Q′w, по сравнению с этим, эти же шлифовальные устройства с низким показателем производительности съема материала Q′w обычно оказывают отрицательный эффект на заготовку, такой как прожог или изменение цвета, когда к ним применяется высокий показатель производительности съема материала. Даже при этих тяжелых условиях шлифования не наблюдалось ни одной обожженной или изменившей цвет заготовки в результате применения склеенных абразивных изделий, соответствующих данному изобретению.
Тогда как определенные шлифовальные устройства, такие как устройства зубошлифования, показывают такие отличные результаты в области удельного объема снятой стружки, предполагается, что другие шлифовальные устройства будут показывать похожие определенные результаты.
Склеенные абразивные изделия согласно данному изобретению, содержащие оформленные абразивные частицы, описанные ранее, могут обеспечить удельные объемы снятой стружки, значительно превышающие величины, которые обычно достигаются современными стандартными абразивами (как описывалось в отношении высокопроизводительных шлифовальных устройств). Иными словами, применяя данный комплект шлифовальных условий [данную заготовку, данное шлифовальное устройство в постоянной величиной Q′w; например, 17CrNiMo6, зубошлифование с постоянным показателем производительности съема материала Q′w 14 мм3/мм/с (или даже с таким высоким показателем производительности съема материала Q′w как 30 мм3/мм/с)], склеенное абразивное изделие согласно данному изобретению обеспечит удельный объем снятой стружки не менее чем на 20% выше, а чаще на 50% выше, еще чаще на 100% выше, и даже на 200% выше или на 300% выше величины удельного объема снятой стружки, достигаемого при использовании сравниваемого склеенного абразивного изделия, применяя один и тот же набор шлифовальных условий (в частности, одинаковый показатель производительности съема материала Q′w).
Человек, имеющий опыт в области шлифования, может легко определить подходящее сравнимое склеенное абразивное изделие. Склеенное абразивное изделие, пригодное для использования в качестве сравнимого склеенного абразивного изделия, может, например, состоять из такого же абразивного материала, но с единственной разницей в том, что абразивные частицы не имеют определенной формы. Например, такое же склеенное абразивное изделие, в составе которого абразивные частицы, согласно данному изобретению, заменены на такое же количество по размеру и весу дробленых абразивных частиц, имеющих такой же химический состав, может быть использовано в качестве сравнимого склеенного абразивного изделия. Сравнимое склеенное абразивное изделие может также содержать такое же количество по размеру и весу любых дополнительных вторичных абразивных частиц, имеющих такой же химический состав, какой применяется в склеенном абразивном изделии для сравнения. Таким образом, оформленные абразивные частицы, как описывалось здесь, содержащиеся в склеенном абразивном изделии для сравнения, предпочтительно составляют единственное отличие от сравнимых склеенных абразивных изделий при оценке удельного объема снятой стружки V′w. Это значит, что один и тот же тип (особенно по химическому составу) и объем связующего вещества (и дополнительно, такой же объем пористости, если она имеет место) предпочтительно применяется в склеенном абразивном изделии, которое оценивается в сравнении со сравнимым склеенным абразивным изделием.
В качестве примера, удельный объем снятой стружки, полученный в данном изобретении, обычно выше по коэффициенту в 2, или 5, или 10, или 15, или даже 20 раз, чем обычно получаемый при применении сравнимого склеенного абразивного изделия в таких же современных стандартных абразивах.
Например, при применении склеенного абразивного изделия, согласно данному изобретению, шлифовальное устройство [такое как зубошлифование (в частности, одноплоскостное зубошлифование), заготовка, сделанная из, например, 17CrNiMo6, с постоянным показателем производительности съема материала, например, Q′w 14 мм3/мм/с], может легко обеспечить удельные объемы снятой стружки не менее 850 мм3/мм, в частности от 1500 мм3/мм и более, еще чаще не менее 2500 мм3/мм, а также даже не менее 10000 мм3/мм и даже от 15000 мм3/мм и более, или свыше 30000 мм3/мм и более.
Таким образом, данное изобретение также используется при шлифовании (в частности, зубошлифовании, прежде всего - одноплоскостное зубошлифование), в соответствии с данным изобретением характеризующимся использованием склеенных абразивных частиц, где удельный объем снятой стружки V′w, по меньшей мере, на 20% выше, желательно как минимум на 50% выше, чаще по меньшей мере на 100% выше, более часто минимум на 200% выше и наиболее часто как минимум на 300% выше удельного объема снятой стружки V′w, полученного при использовании сравнимого склеенного абразивного изделия при том же наборе условий шлифования, в частности при том же постоянном показателе производительности съема материала Q′w.
Настоящее изобретение также используется при шлифовании (в частности, при одноплоскостном зубошлифовании при постоянном показателе производительности съема материала Q′w, равном 14), в соответствии с данным изобретением характеризующимся использованием склеенных абразивных частиц, где удельный объем снятой стружки составляет, по меньшей мере, 850 мм3/мм, в частности, по меньшей мере выше 1500 мм3/мм, желательно, как минимум выше 2500 мм3/мм, более желательно 15000 мм3/мм или выше или, по меньшей мере, 30000 мм3/мм или выше. В других обычно рассматриваемых вариантах настоящее изобретение используется при шлифовании (в частности, при одноплоскостном зубошлифовании при постоянном показателе производительности съема материала Q′w, равном 16), в соответствии с данным изобретением характеризующимся использованием склеенных абразивных частиц, где удельный объем снятой стружки составляет, по меньшей мере, 850 мм3/мм, в частности, по меньшей мере выше 1500 мм3/мм, желательно, как минимум выше 2500 мм3/мм, более желательно 10000 мм3/мм и более того - 15000 мм3/мм или выше или, по меньшей мере, 30000 мм3/мм или выше, и в других обычно рассматриваемых вариантах - более чем 10000 мм/мм, желательно, по меньшей мере, 11000, даже более желательно 15000 мм3/мм или выше и наиболее желательно 30000 мм /мм и выше.
Другими эффектами, полученными в данном изобретении, являются высокая форма или профильное крепление склеенного абразивного изделия. Это приводит к меньшей правке, и, таким образом, улучшает процесс и потребительскую экономию оборудования.
Применение оформленных абразивных частиц (таких как плоские треугольники и плоские прямоугольники, как описывалось ранее, дополнительно имеющих одну или несколько граней с углублениями) в абразивных изделиях на керамической связке позволяет достигать таких положительных эффектов для широкой гаммы различных составов склеенного абразивного изделия, так же как и для большого разнообразия устройств. Хотя в некоторых устройствах самый заметный эффект достигается, когда абразивное изделие содержит 100% оформленных абразивных частиц согласно данному изобретению, рассчитывая от общей массы абразивных частиц, присутствующих в этом изделии, изделия, содержащие, например, только 5% по весу оформленных абразивных частиц согласно данному изобретению и до 95% по весу вторичных абразивных частиц, рассчитывая от общей массы абразивных частиц, присутствующих в изделии, также показывают отличный уровень обработки на широкой гамме устройств.
Эффекты, достигнутые в данном изобретении также неожиданны с точки зрения того, что склеенное абразивное изделие оформленного абразива при любой преимущественной ориентации поверхности. В отличие от ситуации со сравнительно тонкими абразивными изделиями с покрытием, где ориентация поверхности может быть преимуществом, склеенное абразивное изделие (например, слой сегмента шлифовального круга или его часть) обычно содержит оформленные абразивные частицы в случайной ориентации, хотя ориентация не исключается из области применения данного изобретения.
В разных вариантах, данное изобретение затрагивает следующие пункты:
1. Склеенное абразивное изделие содержит оформленные абразивные частицы и связующее вещество, состоящее из керамической связки, каждая из упомянутых оформленных абразивных частиц имеет переднюю сторону и заднюю сторону, разделенные толщиной t, где упомянутая передняя сторона содержит переднюю поверхность, имеющую периметр передней геометрической формы.
2. Изделие по пункту 1, в котором толщина t равна или менее величины длины самой короткой стороны частицы.
3. Изделие по пунктам 1 или 2, в котором оформленные абразивные частицы являются керамическими оформленными абразивными частицами.
4. Изделие по любому от пунктов от 1 до 3, в котором оформленные абразивные частицы содержат альфа глинозем.
5. Изделие по любому из пунктов от 1 до 4, в котором оформленные абразивные частицы содержат отобранные и не отобранные золь-гелевые производные альфа глинозема.
6. Изделие по любому из пунктов от 1 до 4, в котором оформленные абразивные частицы содержат отобранные золь-гелевые производные альфа-глинозема.
7. Изделие по любому из пунктов от 1 до 6, также содержит вторичные абразивные частицы.
8. Изделие по пункту 7, в котором оформленные и вторичные абразивные частицы независимо друг от друга отбираются из частиц материалов плавленого оксида алюминия, материалов термически обработанного оксида алюминия, материалов керамического оксида алюминия, материалов спеченного оксида алюминия, материалов карборунда, диборида титана, карбида бора, карбида вольфрама, карбида титана, алмаза, кубического нитрида бора, граната, циркониевого электрокорунда, золь-гелевых производных абразивных частиц, оксида церия, оксида циркония, оксида титана и его соединений.
9. Изделие по пунктам 7 или 8, в котором вторичные абразивные частицы отбираются из дробленых абразивных частиц, имеющих определенную маркировку.
10. Изделие по пункту 9, в котором дробленые абразивные частицы меньше по размеру, чем оформленные абразивные частицы.
11. Изделие по любому из пунктов от 1 до 10 содержит от 10 до 80% по объему упомянутых оформленных абразивных частиц.
12. Изделие по любому из пунктов от 1 до 11 содержит от 10 до 60% по объему упомянутого связующего вещества.
13. Изделие по любому из пунктов от 1 до 12, в котором упомянутая керамическая связка содержит от общей массы керамической связки, 25 до 90% по весу SiO2; 0 до 40% по весу B2O3; от 0 до 40% по весу Al2O3; 0 до 5% по весу Fe2O3; 0 до 5% по весу TiO2; 0 до 20% по весу СаО; 0 до 20% по весу MgO; 0 до 20% по весу K2O; 0 до 25% по весу Na2O; 0 до 20% по весу Li2O; 0 до 10% по весу ZnO; 0 до 10% по весу ВаО; и 0 до 5% по весу металлических оксидов.
14. Изделие по любому из пунктов от 1 до 13, в котором керамическая связка получается из состава прототипа керамической связки, содержащего фритту.
15. Изделие по любому из пунктов от 1 до 14, в котором состав прототипа керамической связки содержит от 3 до 70% по весу фритту, рассчитывая от общей массы состава прототипа керамической связки.
16. Изделие по любому из пунктов от 1 до 15 обладает пористостью.
17. Изделие по любому из пунктов от 1 до 16 содержит, рассчитывая от объема изделия, от 1 до 60% по объему керамическую связку, от 10 до 80% по объему оформленные абразивные частицы, и от 5 до 80% по объему пористость.
18. Изделие по любому из пунктов от 7 до 17, в котором оформленные абразивные частицы и вторичные абразивные частицы составляют смесь, где содержание вторичных абразивных частиц достигает до 95% по весу от общей массы абразивных частиц, присутствующих в смеси.
19. Изделие по любому из пунктов от 1 до 18, в котором соотношение величины длины самой короткой стороны к толщине упомянутой частицы составляет не менее 1:1
20. Изделие по любому из пунктов от 1 до 16, в котором упомянутая передняя геометрическая форма отбирается из многоугольных фигур, формы линзы, формы луны, круглых форм, полукруглых форм, овальных форм, круговых секторов, круговых сегментов, формы капли и гипоциклоидов.
21. Изделие по любому из пунктов от 1 до 20, в котором упомянутая передняя геометрическая форма отбирается из треугольных фигур и четырехугольных фигур.
22. Изделие по любому из пунктов от 1 до 21, в котором упомянутая передняя геометрическая форма представляет собой четырехугольную фигуру, отобранную их прямоугольника, ромба, ромбоида, кайта или сверхэллипса.
23. Изделие по любому из пунктов от 1 до 21, в котором упомянутая передняя геометрическая форма представляет собой треугольную фигуру, отобранную из равнобедренных треугольных фигур или равносторонних треугольных фигур.
24. Изделие по любому из пунктов от 1 до 23, в котором оформленные абразивные частицы имеют объемное аспектное соотношение, и это объемное аспектное соотношение составляет более 1,15.
25. Изделие по любому из пунктов от 1 до 24, содержит как минимум одну боковую сторону.
26. Изделие по пункту 25, в котором боковая сторона содержит одну или несколько граней.
27. Изделие по пункту 26, в котором одна или несколько граней имеют форму, отобранную независимо друг от друга из треугольных и четырехугольных геометрических фигур и их сочетаний.
28. Изделие по любому из пунктов от 25 до 27, где как минимум одна боковая сторона является наклонной боковой стороной.
29. Изделие по любому из пунктов от 25 до 28 также содержит угол наклона альфа между задней поверхностью и боковой стороной, угол наклона альфа составляет более 90 градусов.
30. Изделие по пункту 29, в котором угол наклона альфа составляет от 95 до 135 градусов.
31. Изделие по любому из пунктов от 25 до 28, в котором боковая сторона пересекает переднюю сторону под углом бета, составляющим от 5 до 65 градусов.
32. Изделие по любому из пунктов от 1 до 31, в котором каждая из упомянутых оформленных абразивных частиц содержит как минимум одну форменную особенность, отобранную из списка: отверстие, как минимум одна поверхность с выточкой (или вогнутая); как минимум одна поверхность, которая выдается наружу (или выпуклая); как минимум одна сторона, имеющая множество канавок или хребтов; как минимум одна поверхность излома; низкий показатель округлости; периметр передней поверхности, содержащей одну или более угловую точку, имеющую острую вершину; задняя сторона, включающая заднюю поверхность, имеющую периметр, содержащий одну или более угловую точку, имеющую острую вершину; или сочетание одной или нескольких из перечисленных особенностей.
33. Изделие по любому из пунктов от 1 до 32, в котором каждая из оформленных абразивных частиц имеет отверстие.
34. Изделие по любому из пунктов от 1 до 33, в котором отверстие проходит насквозь через переднюю сторону и заднюю сторону.
35. Изделие по любому из пунктов от 1 до 34, в котором оформленные абразивные частицы также содержат множество канавок и/или хребтов на задней стороне.
36. Изделие по любому из пунктов от 1 до 23, в котором задняя сторона содержит вершину, или линию хребта, или заднюю поверхность.
37. Изделие по пункту 36, в котором задняя сторона содержит заднюю поверхность, отделенную от передней стороны толщиной t, и как минимум одну боковую сторону, соединяющую заднюю поверхность и переднюю поверхность.
38. Изделие по пункту 37, в котором толщина равна или менее величины длины самой короткой грани частицы.
39. Изделие по пунктам 37 или 38, в котором задняя поверхность имеет периметр задней геометрической формы, который может быть одинаковым или отличаться от передней геометрической формы.
40. Изделие по пункту 39, в котором упомянутые передняя и задняя геометрические формы отбираются независимо друг от друга из правильных многоугольников, неправильных многоугольников, формы линзы, формы луны, кругов, полукругов, овалов, круговых секторов, круговых сегментов, формы капли и гипоциклоидов.
41. Изделие по пунктам 39 и 40, в котором передняя и задняя геометрические формы имеют одинаковые геометрические фигуры, которые могут или не могут отличаться по размеру.
42. Изделие по пункту 41, в котором передняя и задняя геометрические формы отбираются в основном из треугольных форм.
43. Изделие по пункту 42, в котором в основном треугольная форма содержит форму равностороннего треугольника.
44. Изделие по любому из пунктов от 37 до 43, в котором передняя поверхность и задняя поверхность в основном параллельны друг другу.
45. Изделие по любому из пунктов от 37 до 43, в котором передняя поверхность и задняя поверхность не параллельны друг другу.
46. Изделие по любому из пунктов от 37 до 45, в котором боковая сторона является наклонной боковой стороной.
47. Изделие по любому из пунктов от 37 до 46, также содержит угол наклона альфа между задней поверхностью и боковой стороной, и угол наклона альфа составляет более 90 градусов.
48. Изделие по любому из пунктов от 37 до 47 содержит первую наклонную боковую сторону, имеющую первый угол наклона, вторую наклонную боковую сторону, имеющую второй угол наклона, и третью боковую наклонную сторону, имеющую третий угол наклона.
49. Изделие по пункту 48, в котором первый угол наклона, второй угол наклона и третий угол наклона имеют различные друг от друга значения.
50. Изделие по пункту 48, в котором первый угол наклона, второй угол наклона и третий угол наклона равны.
51. Изделие по любому из пунктов от 37 до 50, в котором передняя и задняя поверхности в основном плоские.
52. Изделие по любому из пунктов от 37 до 50, в котором как минимум одна из передней или задней поверхности является не плоской поверхностью.
53. Изделие по пункту 52, в котором передняя поверхность с выточкой или вогнутая, а задняя поверхность в основном плоская.
54. Изделие по пункту 52, в котором передняя поверхность выпуклая, а задняя поверхность с выточкой или вогнутая.
55. Изделие по пункту 52, в котором передняя поверхность с выточкой или вогнутая и задняя поверхность с выточкой или вогнутая.
56. Изделие по пункту 52, в котором частицы являются чашеобразными абразивными частицами, каждая из которых имеет боковую сторону и варьирующуюся толщину t, при этом передняя поверхность с выточкой и соотношение толщины Tc/Ti для чашеобразной абразивной частицы составляет от 1,25 до 5.00,
57. Изделие по пунктам 52 или 56, в котором передняя сторона содержит в основном плоскую центральную часть и множество выдающихся вершин.
58. Изделие по любому из пунктов от 37 до 57, в котором задняя сторона содержит заднюю поверхность и четыре грани, пересекающие заднюю поверхность под углом наклона альфа, формируя усеченную пирамиду.
59. Изделие по пункту 58, в котором угол наклона альфа составляет от 95 до 135 градусов.
60. Изделие по пункту 36, в котором задняя сторона содержит вершину, отделенную от передней стороны толщиной t, и как минимум одну боковую сторону, соединяющую вершину и периметр передней поверхности.
61. Изделие по пункту 60, в котором боковая сторона содержит одну или несколько граней, соединяющих вершину и периметр передней поверхности.
62. Изделие по пункту 60 или 61, в котором периметр передней поверхности трехсторонний, четырехсторонний, или многосторонний, и в котором задняя сторона содержит вершину и соответствующее количество граней для формирования пирамиды.
63. Изделие по любому из пунктов от 60 до 62, в котором передняя сторона содержит четырехугольник, имеющий четыре ребра и четыре вершины, при этом четырехугольник отбирается из группы, состоящей из прямоугольника, ромба, ромбоида, кайта или сверхэллипса.
64. Изделие по любому из пунктов от 60 до 62, в котором передняя сторона содержит треугольник, имеющий три ребра и три вершины, а задняя сторона содержит вершину и три треугольные грани, образуя пирамиду.
65. Изделие по пункту 64, в котором треугольник является равносторонним треугольником.
66. Изделие по любому из пунктов от 60 до 65, в котором боковая сторона и/или грани пересекаются с передней стороной под углом бета, составляющим от 5 до 65 градусов.
67. Изделие по пункту 64, в котором оформленные абразивные частицы имеют четыре главные стороны, соединенные шестью общими ребрами, при этом каждая из четырех главных сторон соприкасается с тремя остальными из четырех главных сторон, и при этом шесть общих ребер имеют в основном одинаковую длину.
68. Изделие по пункту 67, в котором как минимум одна из четырех главных сторон в основном плоская.
69. Изделие по пунктам 67 или 68, в котором как минимум одна из четырех главных сторон вогнутая.
70. Изделие по пункту 67, в котором все четыре главные стороны вогнутые.
71. Изделие по пункту 67 или 68, в котором как минимум одна из четырех главных сторон выпуклая.
72. Изделие по любому из пунктов от 67 до 71, в котором оформленные абразивные частицы имеют тетраэдрическую симметрию.
73. Изделие по любому из пунктов от 67 до 72, в котором оформленные частицы в основном имеют форму правильных тетраэдров.
74. Изделие по пункту 36, в котором задняя сторона содержит линию хребта, отделенную от передней стороны толщиной t, и как минимум одну боковую сторону, соединяющую линию хребта и периметр передней поверхности.
75. Изделие по пункту 74, в котором боковая сторона содержит одну или несколько граней, соединяющих линию хребта и периметр передней поверхности.
76. Изделие по любому из пунктов 74 или 75, в котором боковая сторона и/или грани пересекают переднюю сторону под углом бета, составляющим от 5 до 65 градусов.
77. Изделие по любому из пунктов от 74 до 76, в котором передняя геометрическая форма отбирается из четырехугольных геометрических форм и боковая сторона содержит четыре грани, образуя крышеобразную частицу.
78. Изделие по пункту 77, в котором четырехугольная форма отбирается из группы, состоящей из прямоугольника, ромба, ромбоида, кайта или сверхэллипса.
79. Изделия по любому из пунктов от 1 до 78, в которых абразивные частицы имеют средний радиус вершины, и средний радиус вершины составляет менее 75 микрон.
80. Изделие по любому из пунктов от 1 до 79, в котором каждая из оформленных абразивных частиц имеет форму профиля по продольной оси оформленных абразивных частиц, эта форма профиля имеет некруговую плоскость поперечного сечения, и оформленные абразивные частицы обладают Средним уровнем округлости, составляющим от 15% до 0%.
81. Изделие по любому из пунктов от 1 до 80 имеет трехмерную форму, отобранную из формы круга, хонинговального бруска, шлифовального сегмента, шлифовальных головок и других форм.
82. Изделие по любому из пунктов от 1 до 81, в котором изделие содержит круг.
83. Изделие по любому из пунктов от 1 до 82, в котором изделие представляет собой круг.
84. Изделие по любому из пунктов 82 или 83, в котором круг отобран из шлифовальных кругов для круглого шлифования, бесцентрового шлифования, плоского и профильного шлифования, маятникового шлифования, глубинного шлифования, шлифования способами обката механизмов, резьб, инструментов, распределительных валов, коренных подшипников и направляющих рельс.
85. Изделие по любому из пунктов от 1 до 84, в котором оформленные абразивные частицы равномерно распределены в абразивном изделии.
86. Изделие по любому из пунктов от 1 до 44, в котором оформленные абразивные частицы неравномерно распределены в абразивном изделии.
87. Изделие по пункту 86, которое является или содержит абразивный круг на связке, круг, содержащий внешнюю зону и внутреннюю зону, при этом составы внутренней и внешней зон отличаются в одном или нескольких аспектах, отобранных из состава связки, формы абразивных частиц, зернистости абразивной частицы, и количества абразивных частиц.
88. Применение изделия по любому из пунктов от 1 до 87 в высокопроизводительных шлифовальных устройствах.
89. Применение по пункту 88 для шлифования по внешнему диаметру с Q′w как минимум 1,5 мм3/мм/с, шлифования по внутреннему диаметру с Q′w как минимум 1 мм3/мм/с, плоского шлифования с Q′w как минимум 1,5 мм3/мм/с, профильного шлифования с Q′w как минимум 3 мм3/мм/с, профильного шлифования с способом обкатки с Q′w как минимум 8 мм3/мм/с, глубинного шлифования с Q′w как минимум 4 мм3/мм/с, и шлифования кулачковых валов с Q′w как минимум 8 мм3/мм/с.
90. Применение изделия по любому из пунктов от 1 до 87 для шлифования материала заготовки, отобранного из сталей, цветных металлов, сплавов, твердых металлов, керамики и стекла.
91. Способ шлифования заготовки, способ, состоящий в трении соприкасающейся, как минимум, части абразивного изделия по любому из пунктов от 1 до 87 с поверхностью заготовки; и вращения, по меньшей мере, заготовки или абразивного изделия для шлифования части поверхности заготовки.
92. Способ шлифования, характеризующийся применением склеенного абразивного изделия по любому из пунктов от 1 до 87, в котором удельный объем снятой стружки V′w не менее чем на 20% выше, чем удельный объем снятой стружки, полученный при применении сравнимого склеенного абразивного изделия с одним и тем же показателем производительности съема материала Q′w.
В особенно предпочтительных вариантах, данное изобретение затрагивает следующие пункты:
1. Склеенное абразивное изделие состоит из оформленных абразивных частиц и связующего вещества, содержащего керамическую связку, у каждой из упомянутых абразивных частиц есть передняя сторона и задняя сторона, разделенные толщиной t, где упомянутая передняя сторона содержит (или предпочтительнее представляет собой) переднюю поверхность, имеющую периметр передней геометрической формы, где толщина t равна или менее величины длины самой короткой стороны частицы, где упомянутая задняя сторона содержит (или предпочтительнее представляет собой) заднюю поверхность, имеющую периметр задней геометрической формы, упомянутая задняя сторона отделена от упомянутой передней стороны толщиной t и как минимум одной боковой стороной, соединяющей упомянутую заднюю поверхность и упомянутую переднюю поверхность, упомянутая передняя геометрическая фигура и упомянутая задняя геометрическая фигура имеют в основном одинаковые геометрические формы, которые могут или не могут отличаться по размеру, где упомянутые одинаковые геометрические формы обе отбираются из либо треугольных фигур либо четырехугольных фигур.
2. Изделие по пункту 1, в котором упомянутые геометрические формы обе отбираются из треугольных фигур.
3. Изделие по пунктам 1 и 2, в котором передняя поверхность и задняя поверхность в основном параллельны или не параллельны друг другу.
4. Изделие по любому из пунктов от 1 до 3, в котором передняя и/или задняя поверхность в основном плоские.
5. Изделие по любому из пунктов от 1 до 4, в котором как минимум одна из передней или задней поверхности является не плоской поверхностью.
6. Изделие по пункту 5, в котором как минимум одна из передней или задней поверхности имеет углубление
7. Изделие по пункту 6, в котором передняя поверхность имеет углубление, а задняя поверхность в основном плоская, или передняя поверхность выдается наружу, а задняя поверхность имеет углубление, или передняя поверхность имеет углубление, и задняя поверхность имеет углубление.
8. Изделие по любому из пунктов от 1 до 7, в котором задняя сторона содержит заднюю поверхность и четыре грани, пересекающие заднюю поверхность под углом наклона альфа, образуя усеченную пирамиду.
9. Изделие по любому из пунктов от 1 до 8, в котором оформленные абразивные частицы являются керамическими оформленными абразивными частицами.
10. Изделие по любому из пунктов от 1 до 9, в котором оформленные абразивные частицы содержат альфа-глинозем.
11. Изделие по любому из пунктов от 1 до 10, в котором оформленные абразивные частицы содержат отобранные и неотобранные золь-гелевые производные альфа-глинозема.
12. Изделие по любому из пунктов от 1 до 7, в котором упомянутые оформленные абразивные частицы содержат большую часть оксида алюминия.
13. Изделие по пункту 12, в котором упомянутый оксид алюминия - это плавленый оксид алюминия.
14. Изделие по любому из пунктов от 1 до 13, также содержит вторичные абразивные частицы.
15. Изделие по пункту 14, в котором оформленные и вторичные абразивные частицы независимо друг от друга отбираются из частиц материалов плавленого оксида алюминия, материалов термически обработанного оксида алюминия, материалов керамического оксида алюминия, материалов спеченного оксида алюминия, материалов карборунда, диборида титана, карбида бора, карбида вольфрама, карбида титана, алмаза, кубического нитрида бора, граната, циркониевого электрокорунда, золь-гелевых производных абразивных частиц, оксида церия, оксида циркония, оксида титана и его соединений.
16. Изделие по пунктам 14 и 15, в котором вторичные абразивные частицы отбираются из дробленных абразивных частиц, имеющих определенную маркировку.
17. Изделие по пункту 16, в котором дробленые абразивные частицы меньше по размеру, чем оформленные абразивные частицы.
18. Изделие по любому из пунктов от 14 до 17, в котором упомянутые вторичные абразивные частицы отбираются из частиц материалов спеченного оксида алюминия, частиц сверхабразивных материалов, или частиц материалов карборунда.
19. Изделие по любому из пунктов от 1 до 18, содержащее от 10 до 80% по объему упомянутые оформленные абразивные частицы и от 1 до 60% по объему упомянутое связующее вещество.
20. Изделие по любому из пунктов от 1 до 19, в котором упомянутая керамическая связка содержит от общей массы керамической связки, 25 до 90%) по весу SiO2; 0 до 40% по весу B2O3; 0 до 40% по весу Al2O3; 0 до 5% по весу Fe2O3; 0 до 5% по весу TiO2; 0 до 20% по весу СаО; 0 до 20% по весу MgO; 0 до 20% по весу K2O; 0 до 25% по весу Na2O; 0 до 20% по весу Li2O; 0 до 10% по весу ZnO; 0 до 10% по весу ВаО; и 0 до 5% по весу металлических оксидов.
21. Изделие по любому из пунктов от 1 до 20, в котором керамическая связка получается из состава прототипа керамической связки, содержащего фритту.
22. Изделие по любому из пунктов от 1 до 21 обладает пористостью.
23. Изделие по любому из пунктов от 14 до 22, в котором оформленные абразивные частицы и вторичные абразивные частицы включаются в смесь, где содержание вторичных абразивных частиц достигает до 95% по весу от общей массы абразивных частиц, присутствующих в смеси.
24. Изделие по пункту 1, в котором как минимум одна боковая сторона является наклонной боковой стороной.
25. Изделие по любому из пунктов от 1 до 24, в котором каждая из упомянутых оформленных абразивных частиц содержит как минимум одну форменную особенность, отобранную из списка: отверстие, как минимум одна поверхность с выточкой (или вогнутая); как минимум одна поверхность, которая выдается наружу (или выпуклая); как минимум одна сторона, имеющая множество канавок или хребтов; как минимум одна поверхность излома; низкий показатель округлости; периметр передней поверхности, содержащей одну или более угловую точку, имеющую острую вершину; задняя сторона, включающая заднюю поверхность, имеющую периметр, содержащий одну или более угловую точку, имеющую острую вершину; или сочетание одной или более из перечисленных особенностей.
26. Изделие по любому из пунктов от 1 до 25, в котором каждая из оформленных абразивных частиц имеет отверстие.
27. Изделие по любому из пунктов от 1 до 26, в котором оформленные абразивные частицы также содержат множество канавок и/или хребтов на задней стороне.
28. Изделие по любому из пунктов от 1 до 27 имеет трехмерную форму, отобранную из формы круга, хонинговального бруска, шлифовального сегмента, шлифовальных головок и других форм.
29. Изделие по любому из пунктов от 1 до 28, в котором изделие содержит круг.
30. Изделие по пункту 29, в котором круг отобран из шлифовальных кругов для круглого шлифования, бесцентрового шлифования, плоского и профильного шлифования, маятникового шлифования, глубинного шлифования, шлифования способами обката механизмов, резьб, инструментов, распределительных валов, коренных подшипников и направляющих рельс.
31. Изделие по любому из пунктов от 1 до 30, в котором оформленные абразивные частицы равномерно распределены в абразивном изделии.
32. Изделие по любому из пунктов от 1 до 31, в котором оформленные абразивные частицы неравномерно распределены в абразивном изделии.
33. Изделие по пункту 32, которое является или содержит абразивный круг на связке, круг, содержащий внешнюю зону и внутреннюю зону, при этом составы внутренней и внешней зон отличаются в одном или нескольких аспектах, отобранных из состава связки, формы абразивных частиц, зернистости абразивной частицы, и количества абразивных частиц.
34. Применение изделия по любому из пунктов от 1 до 32 в высокопроизводительных шлифовальных устройствах.
35. Применение по пункту 34 для шлифования по внешнему диаметру с Q′w как минимум 1,5 мм3/мм/с, шлифования по внутреннему диаметру с Q′w как минимум 1 мм3/мм/с, плоского шлифования с Q′w как минимум 1,5 мм3/мм/с, профильного шлифования с Q′w как минимум 3 мм3/мм/с, профильного шлифования с способом обкатки с Q′w как минимум 8 мм3/мм/с, глубинного шлифования с Q′w как минимум 4 мм3/мм/с, и шлифования кулачковых валов с Q′w как минимум 8 мм3/мм/с.
36. Применение изделия по любому из пунктов от 1 до 32 для шлифования материала заготовки, отобранного из сталей, цветных металлов, сплавов, твердых металлов, керамики и стекла.
37. Способ шлифования заготовки, состоящий в трении соприкасающейся как минимум части абразивного изделия по любому из пунктов от 1 до 32 с поверхностью заготовки; и вращения, по меньшей мере, заготовки или абразивного изделия для шлифования части поверхности заготовки.
38. Способ зубошлифования характеризуется применением склеенного абразивного изделия по любому из пунктов от 1 до 32.
39. Способ глубинного шлифования характеризуется применением склеенного абразивного изделия по любому из пунктов от 1 до 32.
40. Способ плоского шлифования характеризуется применением склеенного абразивного изделия по любому из пунктов от 1 до 32.
41. Способ круглого шлифования характеризуется применением склеенного абразивного изделия по любому из пунктов от 1 до 32.
42. Способ шлифования, характеризующийся применением склеенного абразивного изделия по любому из пунктов от 1 до 32, в котором удельный объем снятой стружки V′w не менее чем на 20% выше, чем удельный объем снятой стружки, полученный при применении сравнимого склеенного абразивного изделия с одним и тем же показателем производительности съема материала Q′w.
Определение измерений частицы
Величины измерений оформленной абразивной частицы (такие как длина, ширина и толщина) можно определить при помощи способов, известных в данной отрасли, например, применяя обычные измерительные инструменты, такие как линейки, штангенциркули, микрометры, или микроскопические способы измерения, и обычно вычисляя среднее значение из подходящих величин измерений.
Например, Измерительный микроскоп, такой как Nikon ММ-40 от компании «Никон Америкас» (Nikon Americas) в Мелвилле, Нью-Йорк, согласно следующему способу испытания, может быть использован: Одна или несколько оформленных абразивных частиц помещаются на предметное стекло предпочтительно своей самой большой в основном плоской поверхностью (если она имеется) к предметному стеклу (чашеобразная или вогнутая поверхность смотрит вверх, если таковая имеется у частицы). Затем предметное стекло помещается на предметный столик микроскопа Nikon ММ-40, По предметному столику можно перемещать X и Υ направления, и он также оборудован счетчиком расстояния перемещений Χ-Υ. Перекрестие устанавливается на уровне одной из внешних вершин оформленной абразивной частицы. Например, для тонкой треугольной частицы будет использована одна из трех вершин; у пирамиды с прямоугольным основанием будет использована одна из четырех вершин прямоугольного основания пирамиды. Счетчики X и Υ далее устанавливаются на нуль. Далее перекрестье перемещается по часовой стрелке к следующей внешней вершине измеряемой геометрии, а значения X и Υ записываются. Оставшиеся внешние вершины измеряются последовательно, двигаясь по часовой стрелке. Координаты X и Υ для каждой внешней вершины также можно перенести в электронную таблицу, и максимальная величина измерений между любыми двумя вершинами из имеющихся вычисляется по теореме Пифагора.
Для треугольника длина равна максимальному расстоянию между двумя смежными вершинами из трех вершин. Для прямоугольника длина равна максимальной величине измерения между смежными вершинами. Для удлиненного параллелограмма длина равна максимальной величине измерения между смежными вершинами. Для кайта или ромба длина равна максимальной величине измерения между противоположными вершинами. Максимальная величина измерений для определения длины других геометрий может определяться опытными в данной отрасли людьми при рассматривании этой геометрии в микроскоп. Ширина может тогда определяться перпендикуляром к длине с использованием координат отобранных вершин, или перемещением предметного столика или стекла таким образом, чтобы величина длины стала параллельна оси X. Для треугольника ширина равна максимальному расстоянию между стороной с самыми отдаленными друг от друга смежными вершинами и противоположной вершиной. Для прямоугольника ширина равна самой большой величине измерения между двумя парами коротких противоположных вершин. Для удлиненного параллелограмма ширина равна максимальной величине измерения между самыми отдаленными друг от друга смежными вершинами и противоположной стороной. Для кайта или ромба ширина равна самой короткой величине измерения между противоположными вершинами.
Максимальная величина измерений для определения ширины других геометрий может определяться опытными в данной отрасли людьми при рассматривании этой геометрии в микроскоп.
Микроскоп Nikon ММ-40 также оборудован шкалой для оси Ζ со счетчиком. Для измерения толщины t (высоты от предметного стекла) поле зрения сначала фокусируется на верхней поверхности предметного стекла, используя 100х объектив для максимальной точности. Затем счетчик Ζ устанавливается на нуль. Далее поле зрения перемещается на самую возможную высокую точку оформленной абразивной частицы, которую можно наблюдать (меньшее увеличение может понадобиться для нахождения самой высокой точки) и микроскоп перефокусируется на этой самой высокой точке при 100х увеличении. Толщина частицы определяется значением Ζ после перефокусировки.
Как минимум 20 оформленных абразивных частиц измеряются для определения соответствующей величины измерений (отдельная длина, отдельная ширина, отдельная толщина). Средние показатели соответствующей величины измерений (отдельные величины длины, ширины, толщины) устанавливаются для определения величины измерений (длины, ширины, толщины) соответствующих измеряемых оформленных абразивных изделий.
В целях этого измерения, толщина частицы, имеющей отверстие, измеряется на стороне фактической максимальной толщины частицы (т.е. обычно не внутри отверстия). Самая короткая величина длины стороны, ширина и длина частицы, имеющей отверстие, обычно измеряется без вычета длины перекрытия отверстия с любой из этих величин (если оно имеет место). Например, ширина и длина частицы в форме призмы с основаниями в форме равносторонних треугольников, имеющей отверстие, проходящее сквозь переднюю и заднюю сторону одинаковой толщины t, может быть измерена, основываясь на периметре передней поверхности (или задней поверхности), не принимая во внимание отверстие.
Объемное аспектное соотношение можно определить при применении способов, известных в данной отрасли, например, используя фактические максимальные и минимальные площади поперечного сечения частицы и/или внешние величины измерений, определяемые использованием измерительного микроскопа, как описывалось ранее, и вычислением среднего показателя измерений необходимого количества (например, 20 или более) отдельных частиц. Для равносторонней треугольной оформленной абразивной частицы, толщина и длина стороны может быть измерена при помощи микроскопа, как описывалось ранее, и определено объемное аспектное соотношение.
Радиус кривизны можно измерить, используя анализ изображений, например, используя CLEMEX VISION РЕ программу анализа изображений, доступную от компании «Клемекс Технолоджис» (Clemex Technologies), Лонгейл, провинция Квебек, Канада, согласованную с зеркальным оптическим микроскопом, или другим подходящим для анализа изображений программным обеспечением/оборудованием. Применение необходимого гладкого поперечного сечения, взятого между передней поверхностью и задней поверхностью, может помочь в микроскопическом исследовании ребра или угловой точки боковой стороны. Радиус кривизны каждого заостренного угла оформленной абразивной частицы можно определить нахождением трех точек на вершине каждого заостренного угла (при просмотре, например, при 100х увеличении). Точка ставится на начало дуги вершины, где происходит переход из прямого ребра в дугу, на высшую точку вершины, и на переход от дуги вершины обратно к прямому ребру. Тогда программное обеспечение анализа изображений рисует дугу, определяемую тремя точками (начало, середина и конец кривой линии), и вычисляет радиус кривизны. Радиус кривизны для как минимум 30 высших точек измеряется и находится среднее значение для того, чтобы определить средний радиус вершины.
Средний уровень округлости можно определить, как описывается в [0029] до [0033] в опубликованной патентной заявке США №2010/0319269, применением поперечного реза С, как он определяется в [0029] упомянутой опубликованной патентной заявки.
Цели и преимущества этого открытия также проиллюстрированы следующими неограниченными примерами, но определенные материалы и их количество, перечисленные в данных примерах, также как другие условия и детали, не должны толковаться как чрезмерно ограничивающие это открытие.
ПРИМЕРЫ
Если иное не обозначено, то все части, проценты, соотношения, и др. в Примерах и остальные технические характеристики даются по весу. Если иное не обозначено, то шлифование производилось с охлаждением, с применением обычных смазок для шлифовальных устройств, таких как 3 до 5% эмульсии (в объемном соотношении) масла или синтетических смазок (например, Castrol Syntilo 81 У, доступной от «Кастрол ЛТд.» (Castrol LTd.) или «Кастрол Груп» (Castrol Group), или Cimtech® D18, доступной от «Кимкул® Флюид Технолоджиб ЭлЭлСи» (Cimcool® FluiD Technology, LLC)) в воде.
Материалы, используемые в Примерах
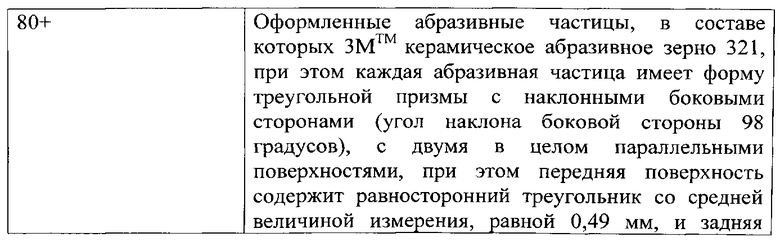
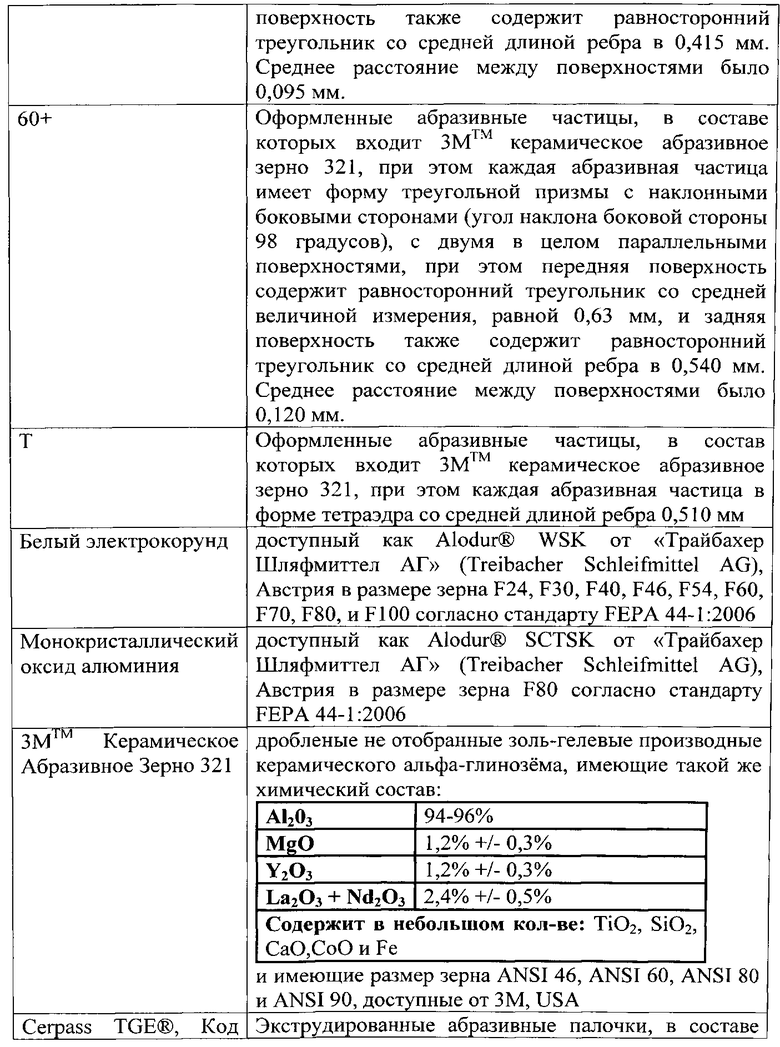
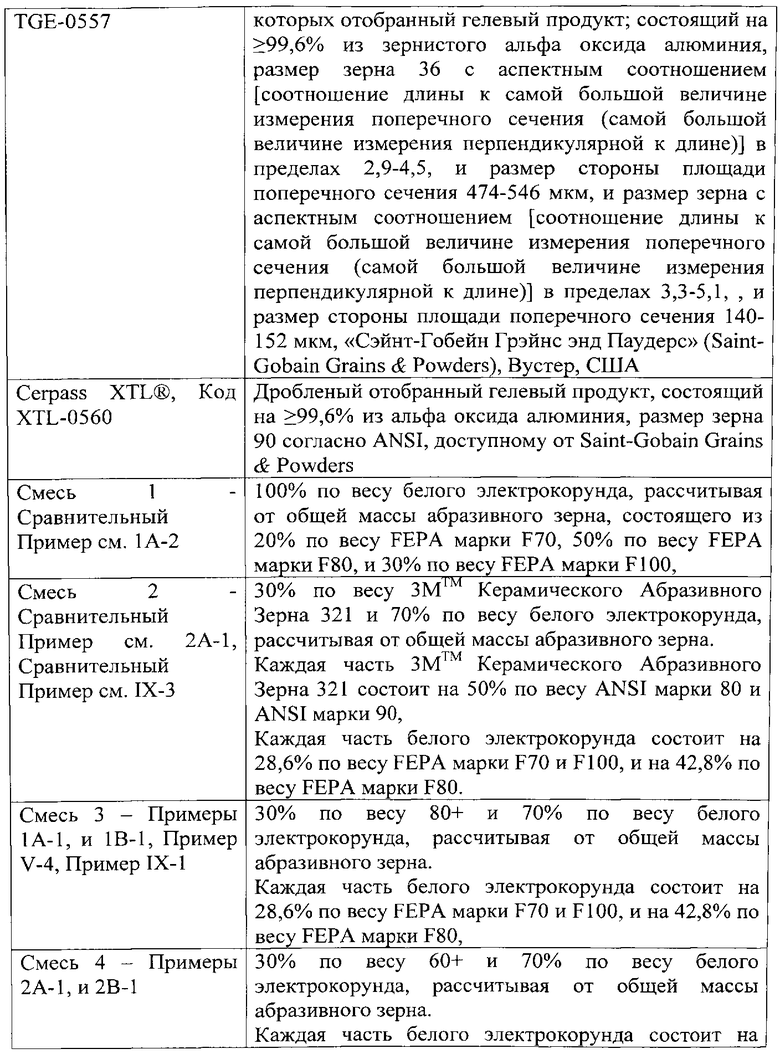
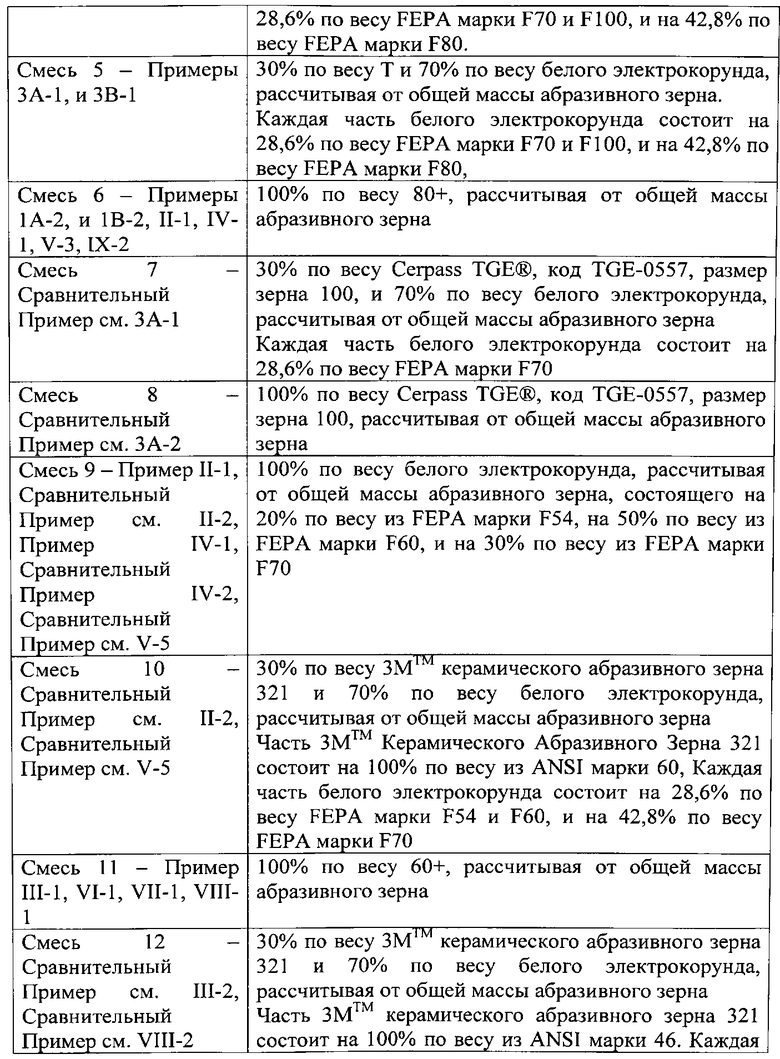
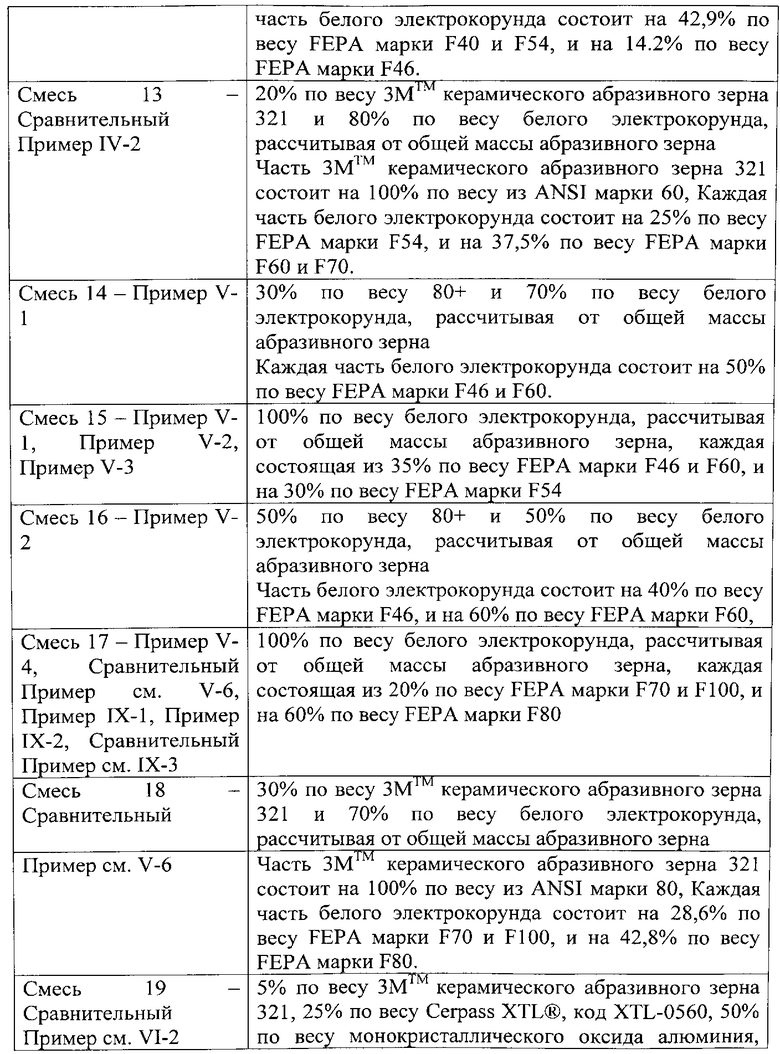
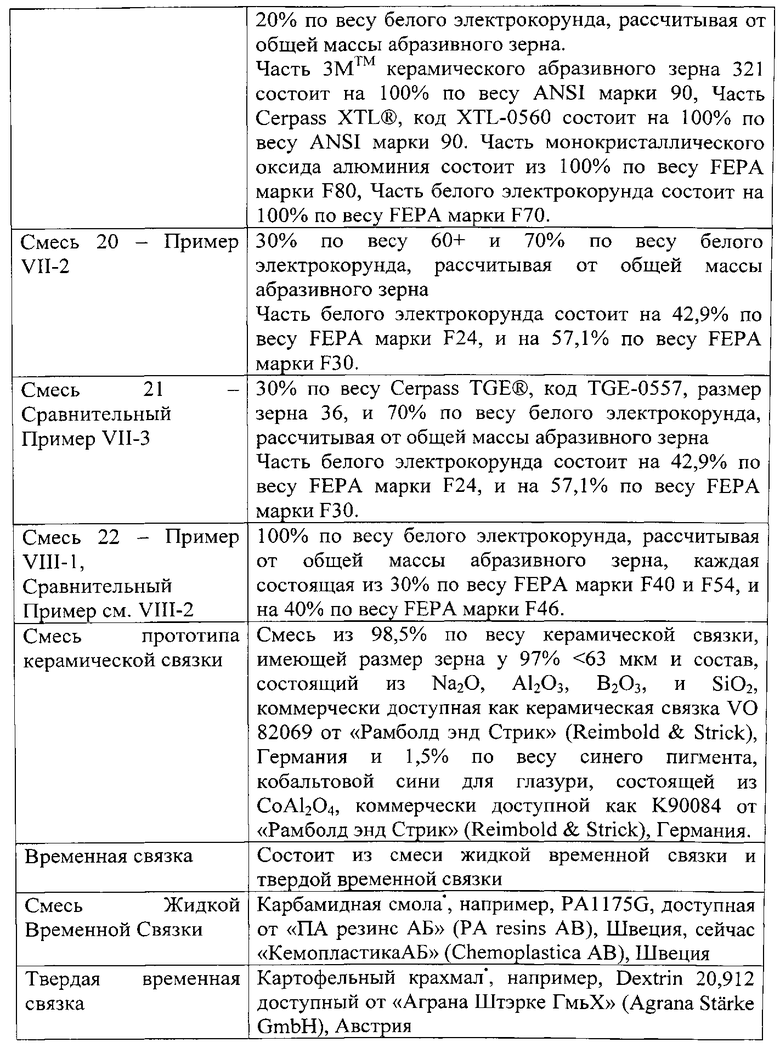
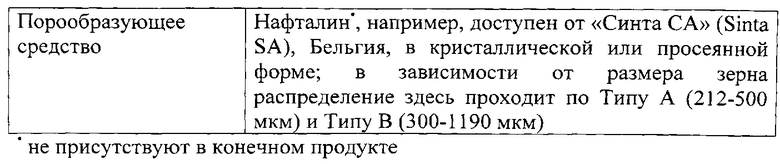
ПРИМЕР I - Шлифование по внешнему диаметру (ВД)
А. Производственный процесс абразивных шлифовальных кругов
Абразивные шлифовальные круги на керамической связке, имеющие одинаковую связку и размер круга 500×25×304,8 мм (диаметр круга × толщина × диаметр отверстия) и Т1 форму (согласно DIN:ISO 603:1999), т.е. плоские шлифовальные круги, были изготовлены в соответствии со следующим производственным процессом:
(I) Смешивание
Абразивное зерно/зерновая смесь, как она называется в данных примерах, была помещена в смешивающий агрегат и жидкая временная связка лилась на нее при смешивании. После помешивания в течение 3-5 минут в смесь, состоящую из смеси прототипа керамической связки, добавили твердую временную связку, и затем помешивание продолжили в течение около 10 минут.
(II) Фильтрование
Согласно данным примерам, смесь, полученная на этапе (I) фильтруется при помощи сита 16 меш (размер ячейки 1,18 мм)
(III) Прессование
Смесь, полученная на этапе (II) помещается в формообразующую полость и формуется прессом до получения сырой массы. Добычное давление формования составило 126-150 кг/см2 для сырой массы с абразивной смесью, содержащей 100% 80+ и 21-51 кг/см2 для сырой массы с абразивной смесью, содержащей 30% 80+, 60+ или Τ оформленное абразивное зерно.
(IV) Термическая обработка
Согласно данным примерам, полученные сырые массы сушатся при температуре 130°C и спекаются при температуре 930°C.
(V) Окончательная обработка
Окончательная обработка включает шлифование отверстия, боковых поверхностей, и краевой поверхности.
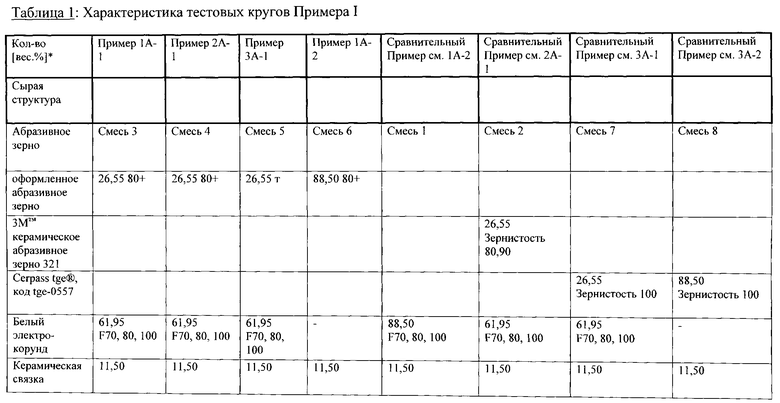
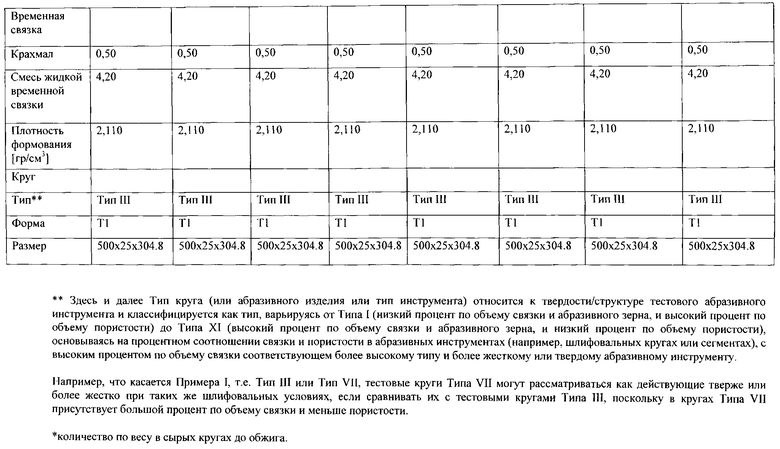
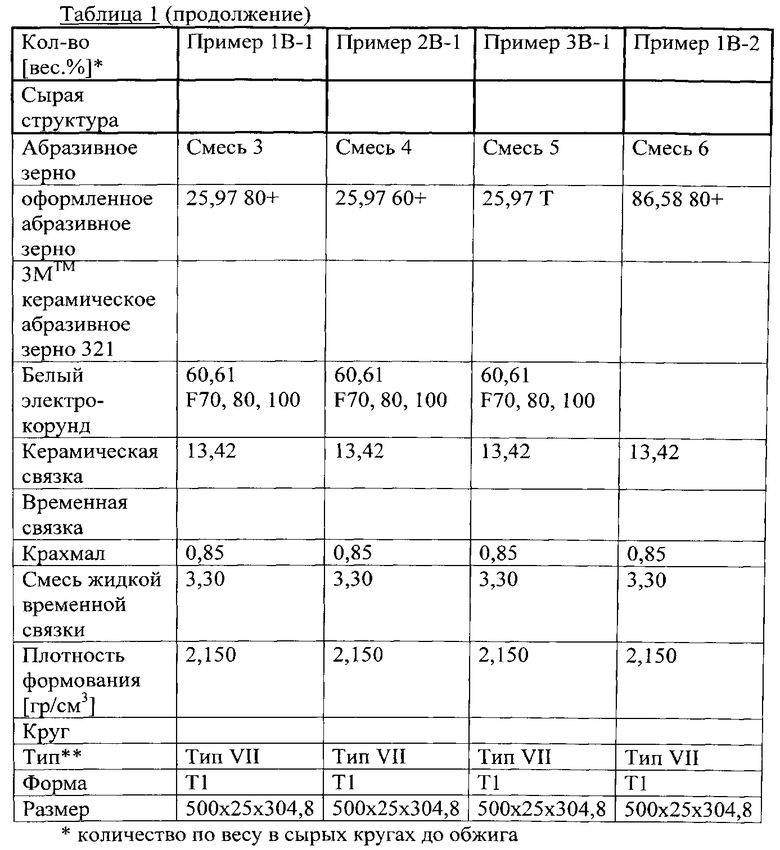
В. Методика испытаний
Шлифовальные круги, полученные как в Примере I, были протестированы в устройствах круглого шлифования, чтобы установить производительность шлифования этих кругов. Шлифовальные испытания проходили при следующих условиях:
Процесс шлифования: шлифование по внешнему диаметру (ВД-)
При применении шлифовальных кругов Примера I, три серии шлифовальных испытаний были проведены.
В серии тестов (I) применялся показатель производительности съема материала Q′w 2,5 мм /мм/с (подача 0,006 мм/оборот заготовки; окружная скорость заготовки: 25 м/мин).
В серии тестов (II) применялись более тяжелые условия шлифования при использовании показателя производительности съема материала Q′w 5 мм /мм/с (подача 0,010 мм/оборот заготовки; окружная скорость заготовки: 30 м/мин).
В серии тестов (III) применялся показатель производительности съема материала Q′w 2,5 мм /мм/с (подача 0,006 мм/оборот заготовки; окружная скорость заготовки: 25 м/мин), чтобы снять 1,2 мм заготовки по радиусу за 5 с, с целью охарактеризовать качество поверхности заготовки.
Мощность выработки была записана в виде функции к времени шлифования. Результаты серии тестов (I) показаны на Фиг. 1 и Фиг. 2, Результаты серии тестов (II) показаны на Фиг. 3 и Фиг. 4.
Обычно кривая шлифования этого типа циклическая: Мощность выработки (киловатт) возрастает со временем по мере увеличения силы шлифования. Когда сила слишком высока, тогда шлифовальный круг трескается, ломается и выпадают зерна частиц, тогда же потребление шлифовальной мощности (шлифовальной силы) снижается. На этом этапе необходимо проводить правку шлифовального круга, чтобы избежать появления дефектов на заготовке при ее доводке, и чтобы обеспечить непрерывную шлифовальную обработку шлифовальным кругом. Затем шлифовальный цикл нужно начинать снова. Желательно, чтобы шлифовальный круг имел долгий период цикла (в целях неизменной мощности выработки), то есть мог хорошо сохранять форму и иметь долгий эксплуатационный срок круга.
Для каждого круга шлифовальные испытания проводились до тех пор пока мощность потребления не опускалась ниже мощности потребления на начальном уровне шлифования. Этот уровень был принят за конечную точку. Благодаря долгому эксплуатационному сроку тесты серии (I) с применением кругом всех примеров, за исключением Примеров см. 1А-2 и см. 2А-1, и тесты серии (II)с применением шлифовальных кругов Примеров 1А-2 и 1В-2 (100% 80+) были завершены до достижения этой точки.
Кроме этого, среднее значение шероховатости поверхности Ra заготовки после шлифования, согласно серии тестов (III) было определено устройством типа SURFTEST SJ-210 от «Митутойо» (Mitutojo). Результаты кругов Типа III суммированы на Фиг. 5.
С. Результаты
Сравнение результатов, полученных после серии тестов I и II показывает высокую производительность шлифования данных примеров путем повышения показателя производительности съема материала (Фиг. 1-4). В то время как в серии тестов I (Q′w 2,5 мм3/мм/с) все варианты, содержащие не отобранные золь-гелевые производные оксида алюминия, отличаются долгим эксплуатационным сроком (Фиг. 1 и Фиг. 2, примеры за исключением Сравнительных Примеров см. 1А-2, см. 2А-1, см. 3А-1, и см. 3А-2), разница в мощности выработки может быть заметна на Фиг. 3 и Фиг. 4, когда принимаются условия шлифования серии тестов II, содержащие показатель производительности съема материала Q′w 5 мм3/мм/с.
Фиг. 3 и Фиг. 4 показывает заметное увеличение в периоде шлифовального цикла, при применении шлифовальных кругов, содержащих оформленные абразивные частицы, согласно данному изобретению, в сравнении с вариантами, содержащими белый электрокорунд или 3М™ керамическое абразивное зерно 321 или экструдированный Cerpass TGE® (Сравнительные примеры см. 1А-2, или см. 2А-1, или см. 3А-1) соответственно, и подтверждает увеличение срока эксплуатации. Например, период для шлифовального цикла Примера 1А-1 по сравнению с см. 2А-1 почти удваивается, таким образом, удлиняя промежуток между правками. Принимая во внимание шлифовальные круги с абразивными смесями, состоящими из 100% оформленных абразивных частиц, согласно данному изобретению (Пример 1А-2), также как 100% экструдированные Cerpass TGE® (Сравнительный пример см. 3А-2) Пример 1А-2 показывают заметное увеличение срока эксплуатации. Испытание Примера 1А-2 было завершено искусственно, поскольку наблюдалась постоянная мощность выработки в течение определенного шлифовального периода времени.
Что касается примеров, содержащих оформленные абразивные частицы, согласно данному изобретению, также можно наблюдать влияние размера абразивного зерна и объем части абразивных зерен. Увеличение части абразивных зерен удлиняет срок эксплуатации. Это можно увидеть на Примерах 1А-2 и 1В-2 в сравнении с Примерами 1А-1 и 1В-1, каждый из которых содержит оформленные абразивные частицы 80+. Применение одинакового объема оформленных абразивных частиц этого изобретения, примеры 2А-1 и 2В-1, содержащие оформленные абразивные частицы 60+, показывает влияние размера зерна и увеличение срока эксплуатации путем снижения истирания оформленных абразивных частиц в сравнении с Примерами 1А-1 и 1В-1, содержащими оформленные абразивные частицы 80+.
Итак, применение оформленных абразивных зерен в керамической связке может предоставить абразивным шлифовальным кругам возможность показывать долгую и стабильную шлифовальную производительность в шлифовальных устройствах, особенно при более тяжелых шлифовальных условиях, как, например, показано в серии тестов II. Как ни удивительно, но срок эксплуатации возрос, при испытании применением высокого показателя производительности съема материала (Q′w=5,0 мм3/мм/с). Увеличение количества оформленных абразивных частиц, согласно данному изобретению, может обеспечить очень долгий шлифовальный цикл.
Кроме этого, применение оформленных абразивных зерен, как оказалось, способствует улучшению окончательного вида поверхности, что заметно из сравнения примеров для кругов Типа III, данное и показанное на Фиг. 5. Что касается практики шлифования, следует указать, что отклонения от результатов не высоки. Поскольку результаты среднего значения шероховатости поверхности Ra оказались в ограниченных пределах, они не описываются подробно.
Что касается полученных результатов, также следует заметить, что шлифовальные испытания проводились на определенном шлифовальном станке, построенном в 1979, Применение недавно построенного станка, как ожидается, обеспечит даже лучшие результаты, так как могут быть достигнуты более высокие значения Q′w.
ПРИМЕР II - Шлифование по внешнему диаметру (ВД-)
А. Производственный процесс абразивных шлифовальных устройств
Абразивные шлифовальные круги на керамической связке, имеющие состав, тип, размер (диаметр круга × толщина × диаметр отверстия), форму и связку, как описано в Таблице 2, были получены, как описано в Примере I.
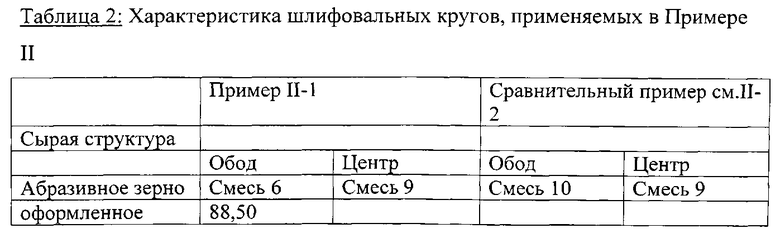
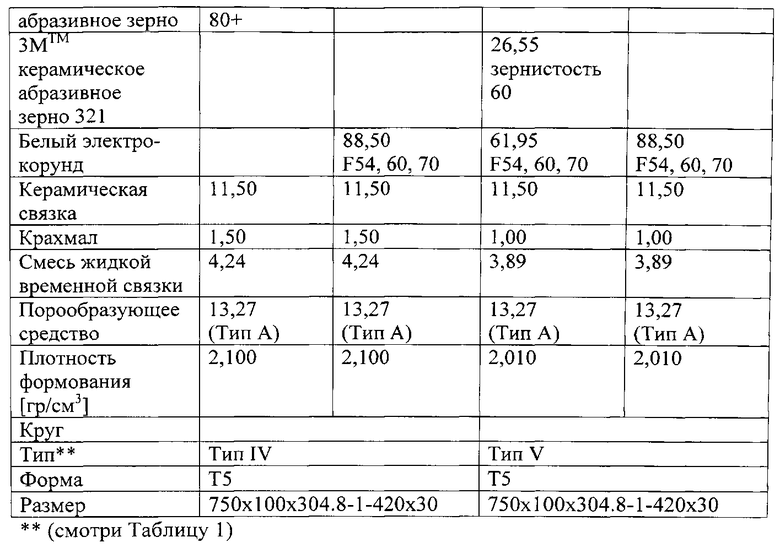
В. Методика испытаний
Шлифовальные круги, полученные как в Примере II, были протестированы в устройствах шлифования по внешнему диаметру(ВД), чтобы установить производительность шлифования этих кругов.
При применении шлифовальных кругов Примера II, шлифовальные испытания проходили при следующих шлифовальных условиях: Процесс шлифования: шлифование по внешнему диаметру (ВД-) Станок: HOL-MONTA 2000CNC (22 кВт)
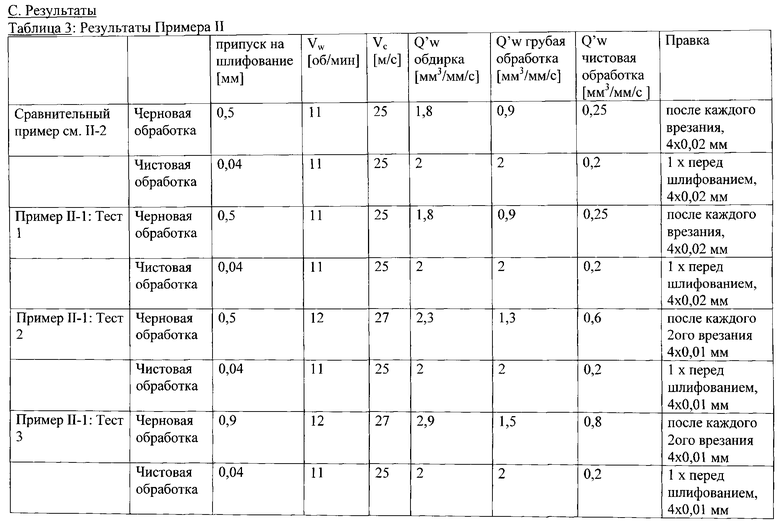
Шлифовальные испытания были проведены в виде серии тестов с использованием трех разных наборов параметров для черновой обработки и таких же наборов параметров для чистовой обработки. Наборы параметров суммированы в Таблице 3, Результаты показывают увеличение в производительности, таким образом, отразившееся в показателе производительности съема материала Q′w и в общем времени шлифования для тестового круга, так же как и улучшения в процессе правки в виде снижения количества правок на 50%. Принимая во внимание общее время шлифования, обычный круг, так же как и тестовый круг при применении набора параметров Теста 1, показали общее время шлифования в 270 минут. Применение набора параметров Теста 2 позволило снизить время шлифования до 190 минут (-30%) и увеличить подачу на 29% в сравнении с обычным кругом и Тестом 1, Тест 3 содержит на 80% более высокий припуск на шлифование и на 40% большую подачу. Даже при этих более тяжелых условиях, время шлифования возросло только на 10% (210 минут), чем в Тесте 2 и все еще было на 20% меньше, чем в Тесте 1, Во всех сериях тестов тестовый круг удовлетворил требованиям относительно качества поверхности и достиг шелковистого качества поверхности.
ПРИМЕР III - Шлифование по внешнему диаметру (ВД)
А. Процесс производства абразивных шлифовальных инструментов
Абразивные шлифовальные круги на керамической связке, имеющие состав, тип, размер (диметр круга χ толщина χ диаметр отверстия), форму и связку, как описано в Таблице 4, были получены, как описано в Примере 1.
Таблица 4: Характеристика шлифовальных кругов, применяемых в Примере III
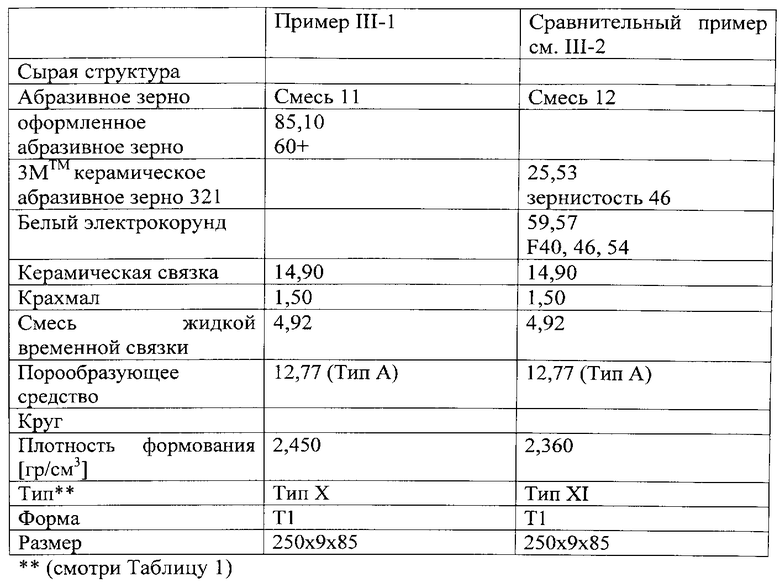
В. Методика испытаний
Шлифовальные круги, полученные как в Примере III, были протестированы в устройствах шлифования по внешнему диаметру (ВД), чтобы установить производительность шлифования этих кругов.
При применении шлифовальных кругов Примера II, шлифовальные испытания проходили при следующих шлифовальных условиях:
С. Результаты
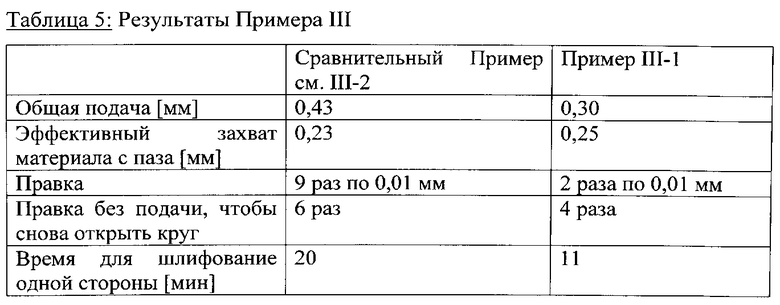
При применении такого же набора параметров тестовый круг достигает следующих улучшений в области времени шлифования и процесса правки:
Время шлифования сократилось до 9 минут на сторону, с каждым пазом, имеющим две стороны, это приводит к уменьшению на 72 минуты времени шлифования поршня (4 паза на поршень). По сравнению с обычным кругом время шлифования можно сократить почти на 50%.
Принимая во внимание процесс правки, для тестового круга потребовалось на 7 циклов правки меньше. Расчет общего количества правок для обеих сторон для всех пазов (2 стороны у каждого паза, 4 паза) ведет к уменьшению истертости круга на 0,56 мм.
ПРИМЕР IV - Шлифование по внешнему диаметру (ВД)
А. Процесс производства абразивных шлифовальных инструментов
Абразивные шлифовальные круги на керамической связке, имеющие состав, тип, размер (диметр круга × толщина × диаметр отверстия), форму и связку, как описано в Таблице 6, были получены, как описано в Примере 1.
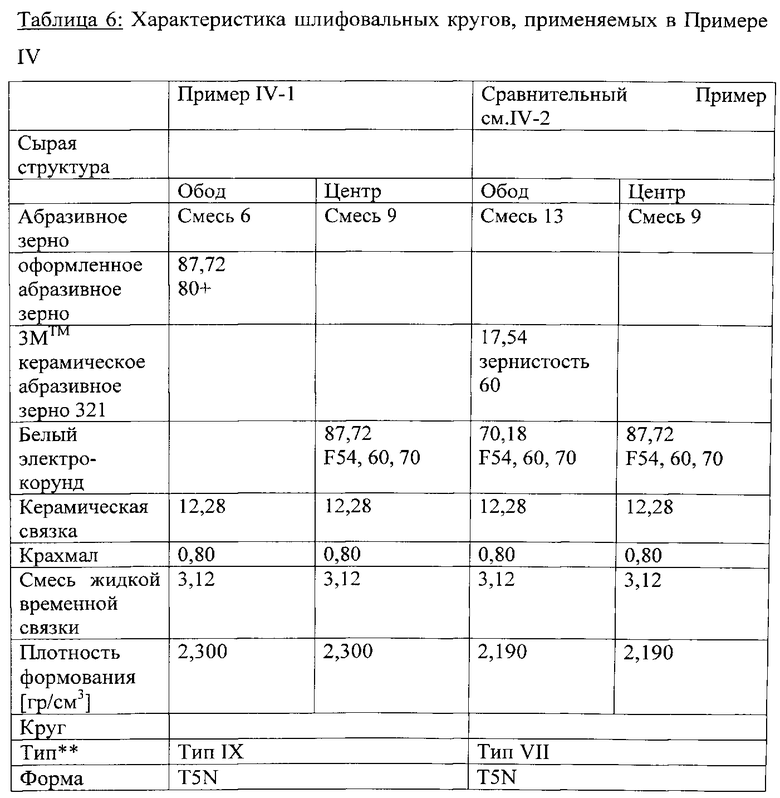

В. Методика испытаний
Шлифовальные круги, полученные как в Примере IV, были протестированы в устройствах шлифования по внешнему диаметру(ВД), чтобы установить производительность шлифования этих кругов.
При применении шлифовальных кругов Примера IV, шлифовальные испытания проходили при следующих шлифовальных условиях:
Процесс шлифования: шлифование по внешнему диаметру (ВД-)
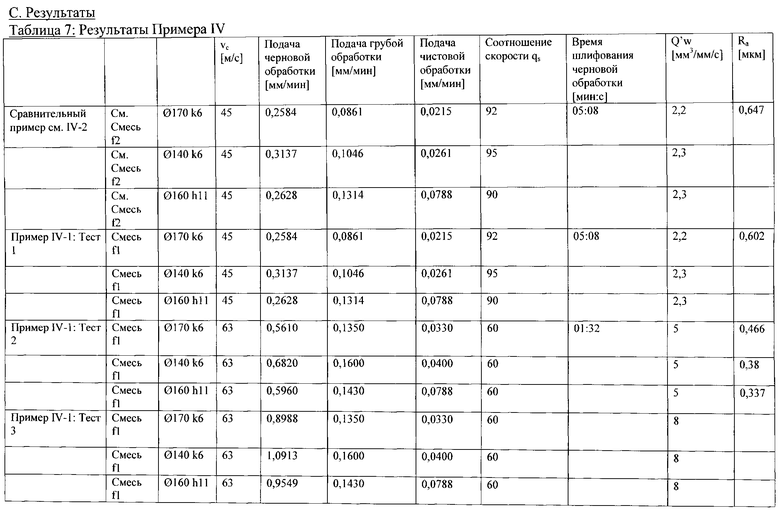
Испытания проводились по трем сериям тестов, с использованием различных наборов параметров. Тест 1 принимает такой же набор параметров, как и обычные результаты, для улучшения качества поверхности, представленного средним значением шероховатости поверхности Ra. Результаты Теста 2 и Теста 3 показывают, что тестовые круги позволяют повысить рабочую скорость vc, также как увеличить показатель подачи на каждом этапе производства, как результат, заметное увеличение показателя производительности съема материала Q′w и до 70% снижение времени шлифования для черновой обработки. Качество поверхности в основном улучшается при применении тестовых условий, в результате снижается средняя шероховатость поверхности Ra на 50%.
ПРИМЕР V - Одноплоскостное зубошлифование
A. Процесс производства абразивных шлифовальных кругов
Абразивные шлифовальные круги на керамической связке, имеющие состав, тип, размер (диметр круга × толщина × диаметр отверстия), форму и связку, как описано в Таблице 8, были получены, как описано в Примере I.
B. Методика испытаний
Шлифовальные круги, полученные как в Примере IV, были протестированы в устройствах одноплоскостного зубошлифования, чтобы установить производительность шлифования этих кругов.
При применении шлифовальных кругов Примера V, два набора шлифовальных испытаний проходили при следующих шлифовальных условиях:
Тест 1:
Процесс шлифования: одноплоскостное зубошлифование
Шлифовальный инструмент: T1ESP 400×60×127 V=50°, U=15
Тест 2:
Процесс шлифования: одноплоскостное зубошлифование
Шлифовальный инструмент: T1ESP 400×50×127 V=65°, U=12
требуемая средняя величина шероховатости поверхности Ra 0,4 мкм (обе заготовки)
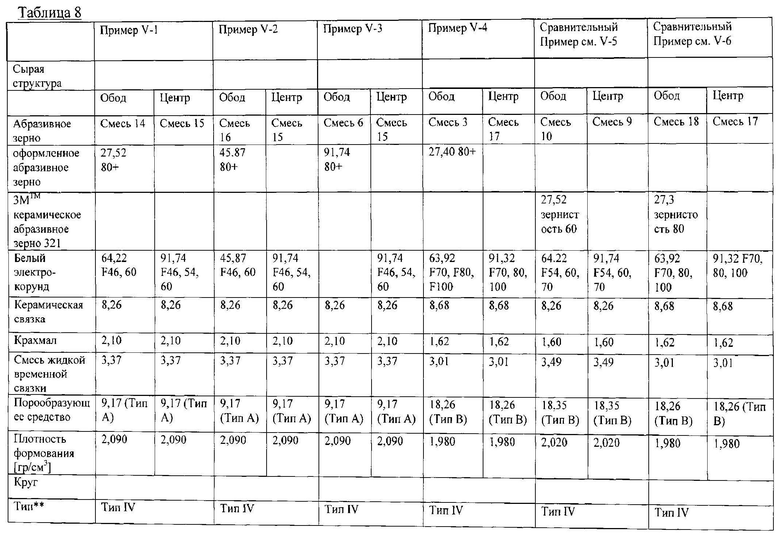

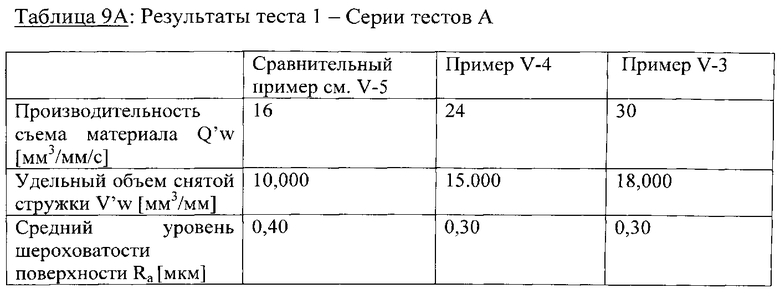
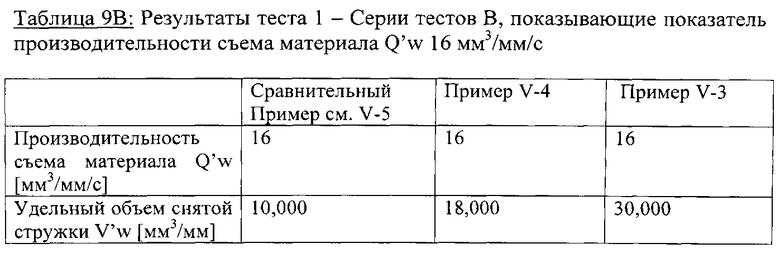
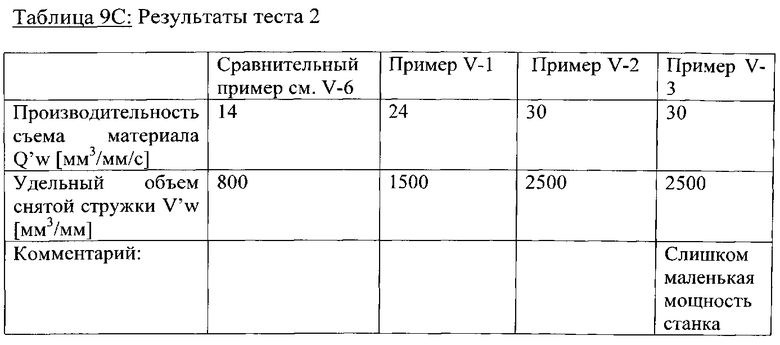
Серия тестов показывает увеличение показателя производительности съема материала Q′w, также как и удельного объема снятой стружки V′w для тестовых кругов в сравнении с обычными кругами, вне зависимости от материала, формы и размера заготовки. В Тесте 2 станок приложил слишком маленькую мощность для увеличения обоих параметров для Примера V-3, В целом, можно заметить, что увеличение зависит от количества оформленных абразивных частиц, следствием чего служит высокий показатель абразивной фракции, полностью состоящей из оформленных абразивных частиц (Пример V-3). При применении количества в 30% оформленного абразивного зерна (Пример V-1 и Пример V-4) повышается удельный уровень объема снятой стружки V′w на 50-90% и повышается производительность съема материала Q′w на 50-70%. Увеличение количества оформленного абразивного зерна до 50% (Пример V-2) ведет к увеличению до 210% уровня удельного объема снятой стружки и до 115% производительности съема материала. Если показатель производительности съема материала Q′w остается неизменным, по сравнению с обычными шлифовальными кругами Сравнительного Примера см. V-5 Серии Тестов В Теста 1, показывает увеличение удельного объема снятой стружки V′w до 80% для Примера V-4 и до 200% для Примера V-3, как результат удлиняя цикл правки, снижая повторную правку и обеспечивая отличную способность сохранять форму тестовых шлифовальных кругов. Даже при таких тяжелых условиях шлифования не было обнаружено прижога или изменения цвета заготовки. Принимая во внимание качество поверхности заготовки, улучшения можно наблюдать при использовании тестовых кругов Теста 1 (Серии Тестов А), что отразилось на среднем показателе шероховатости поверхности Ra и на его увеличении на 25% в сравнении с обычным кругом. Документ, содержащий положительные результаты серии испытаний абразивных инструментов, состоящих из оформленного абразивного зерна, относится к высокопроизводительному шлифованию и сочетается с высоким уровнем эффективности процесса и экономии инструмента.
ПРИМЕР V - Зубошлифование по Способу Обката
А. Процесс производства абразивных шлифовальных инструментов
Абразивные шлифовальные круги на керамической связке, имеющие состав, тип, размер (диметр круга × толщина × диаметр отверстия), форму и связку, как описано в Таблице 10, были получены, как описано в Примере I.
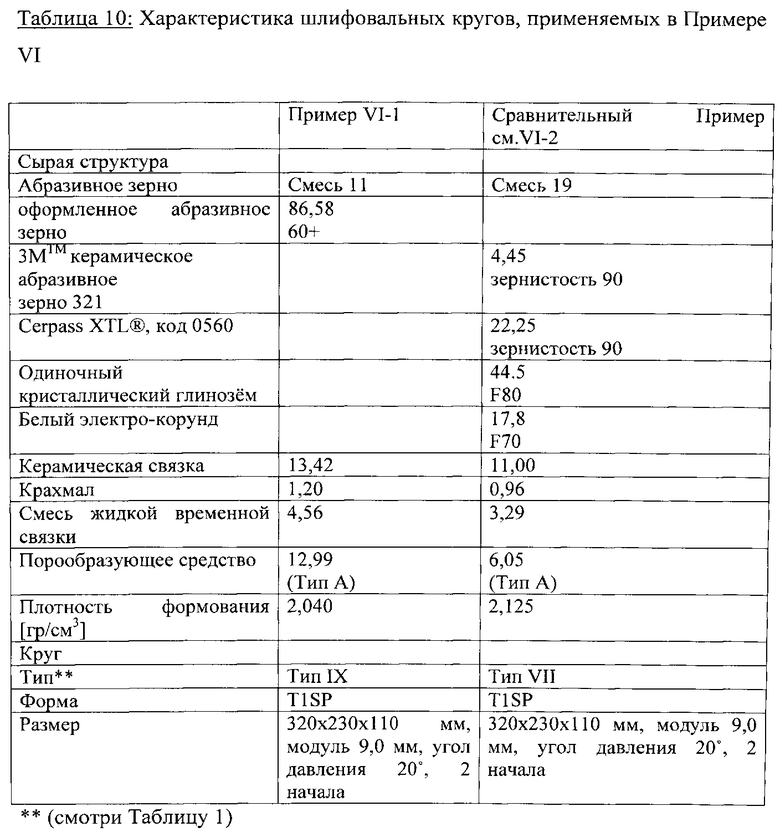
В. Методика испытаний
Шлифовальные круги, полученные как в Примере VI, были протестированы в устройствах зубошлифования способом обката, чтобы установить производительность шлифования этих кругов. При применении шлифовальных кругов Примера VI, шлифовальные испытания проходили при следующих шлифовальных условиях:
С. Результаты
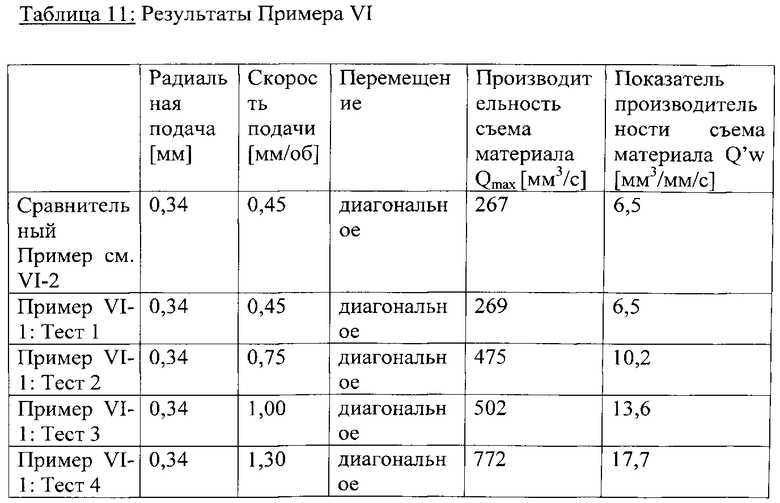

Испытания проводились в пяти сериях тестов с применением различных шлифовальных параметров, описанных подачей и скоростью подачи для черновой обработки. Варьирование скорости подачи показывает увеличение показателя производительности съема материала Q′w в пределах 55-170%. Увеличение скорости подачи и самой подачи приводит к заметному увеличению показателя производительности съема материала Q′w относительно обычных кругов, таким образом, сокращая процесс, состоящий из трех этапов черновой обработки, на один этап, таким образом, влияя на общее время шлифования. Даже при таких тяжелых условиях тестовый круг не показал быстрого засаливания.
ПРИМЕР VII - Плоское Шлифование с Сегментами
А. Процесс производства абразивных шлифовальных инструментов
Абразивные шлифовальные сегменты на керамической связке, имеющие состав, тип, размер (ширина сегмента В × толщина С × длина L), форму и связку, как описано в Таблице 12, были получены, как описано в Примере I.
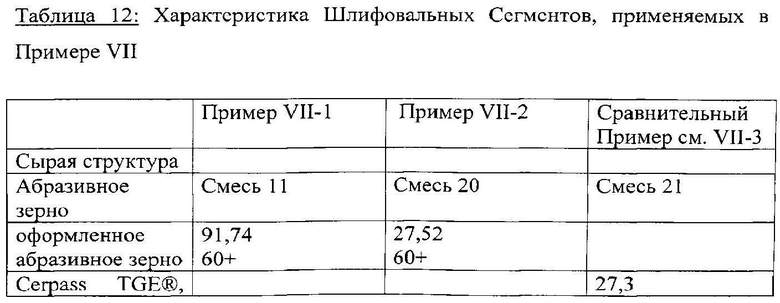
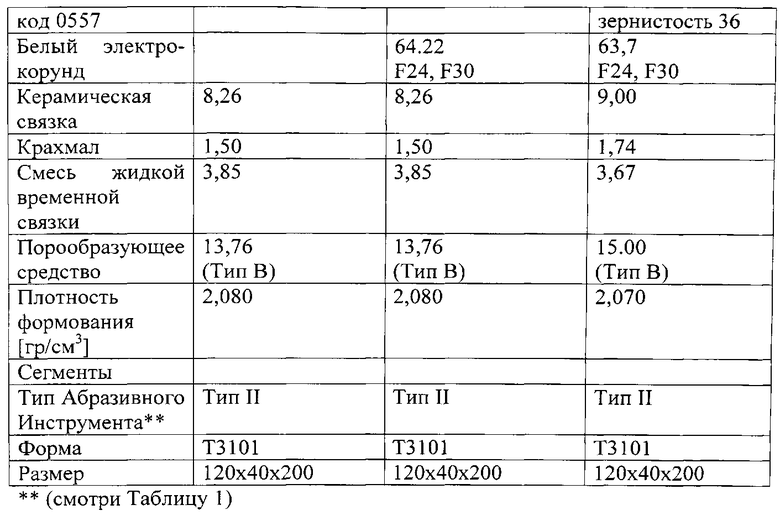
В. Методика испытаний
Сегменты, полученные как в Примере VII, были протестированы в устройствах плоского шлифования, чтобы установить производительность шлифования этих кругов. При применении сегментов Примера VII, шлифовальные испытания проходили при следующих шлифовальных условиях:
С. Результаты
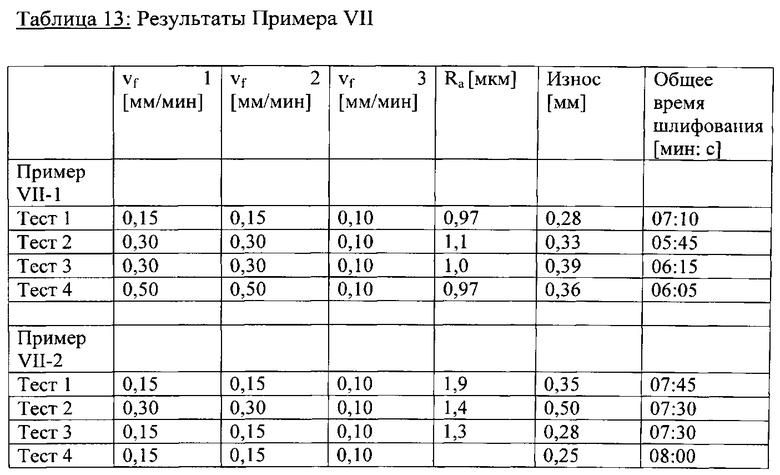
Испытания проводились в сравнении с обычными сегментами, содержащими экструдированные абразивные палочки, с использованием различных наборов параметров. Условия, как в Тесте 1, были признаны обычными. В основном, скорость перемещения была увеличена от 0,15 до 0,30, и до 0,50 мм/мин соответственно. С имеющимся рабочим столом станка, обычный набор сегментов мог шлифовать два матричных диска одновременно с общим временем шлифования в 10-12 минут. При таких же обстоятельствах соответствующий набор тестовых сегментов мог шлифовать четыре матричных диска одновременно за 6 минут (Смесь fl, до - 50%) и за 7,5-8 минут (Смесь f2, до - 30%). Износ тестовых сегментов снизился до 0,3-0,4 мм (до - 35%>) в сравнении с обычными сегментами, показывающими износ в 0,4-0,7 мм. В сравнении с обычными сегментами не наблюдалось засаливания тестовых сегментов. Заготовка отличалась шелковистым качеством поверхности. В целом, результатом серии тестов стало заметное улучшение эффективности всего процесса шлифования.
ПРИМЕР VIII - Плоское шлифование - маятниковый способ
А. Процесс производства абразивных шлифовальных инструментов
Абразивные шлифовальные круги на керамической связке, имеющие состав, тип, размер (диаметр круга χ толщина χ диаметр отверстия), форму и связку, как описано в Таблице 14, были получены, как описано в Примере I.
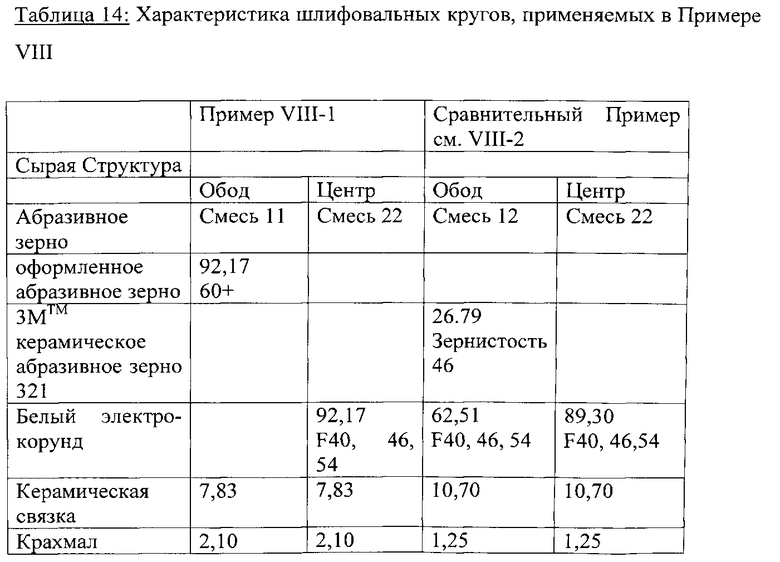
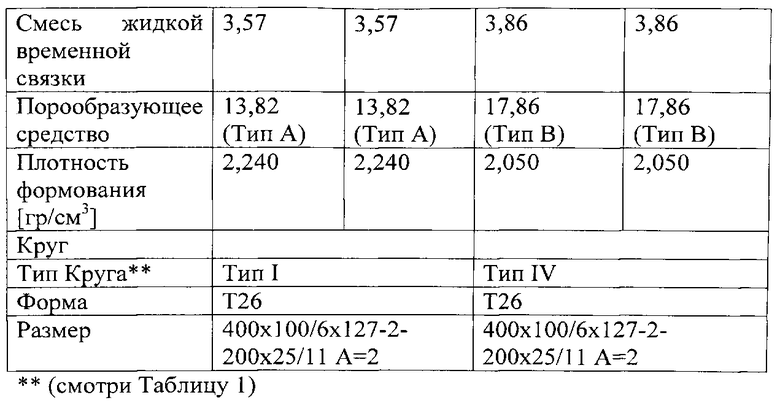
В. Методика испытаний
Шлифовальные круги, полученные как в Примере VIII, были протестированы в устройствах маятникового шлифования, чтобы установить производительность шлифования этих кругов. При применении шлифовальных кругов Примера VII, шлифовальные испытания проходили при следующих шлифовальных условиях:
Процесс Шлифования: маятниковое шлифование
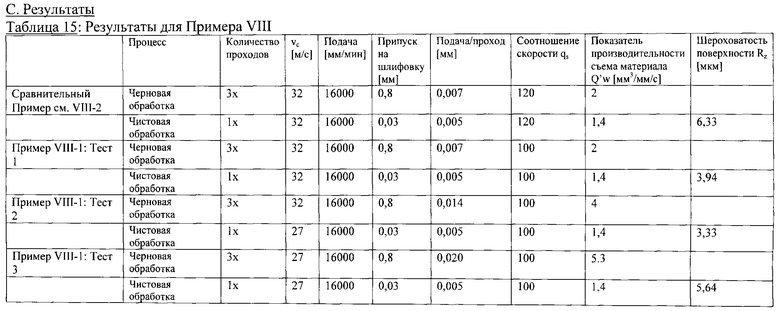
Результаты показаны для черновой обработки также как и для чистовой обработки. Процесс черновой обработки рассматривался тремя сериями тестов с использованием разных шлифовальных параметров. Набор параметров для чистовой обработки был принят, как для обычных кругов. Проведение испытаний с одним и тем же набором параметров, как для обычного круга, показало более высокое качество поверхности для сравнения, представленное низким показателем средней глубины шероховатости Rz, который означает средний показатель шероховатости поверхности 0,64 мкм для Теста 1, В Тесте 2 и Тесте 3 подача за проход была увеличена до 100-185%, что привело к увеличению на 100-165%) показателя производительности съема материала Q′w, и для Теста 2 также к улучшению качества поверхности заготовки (Ra 0,49 мкм) в сравнении с обычным тестом. Даже при тяжелых условиях Теста 3 было получено лучшее качество поверхности (Ra 0,88 мкм), чем при использовании обычного круга. Кроме этого, обнаружено, что при использовании обычного круга происходит его засаливание, а заготовка становится необыкновенно теплой при шлифовании. Принимая во внимание результаты всех серий тестов, тестовый круг не привел к таким проявлениям. Правка после каждого врезания в процессе черновой обработки была снижена до правки после третьего врезания, что ведет к повышению эффективности всего процесса шлифования.
ПРИМЕР IX - Плоское шлифование - глубинное шлифование
А. Процесс производства абразивных шлифовальных инструментов
Абразивные шлифовальные круги на керамической связке, имеющие состав, тип, размер (диаметр круга × толщина × диаметр отверстия), форму и связку, как описано в Таблице 16, были получены, как описано в Примере I.
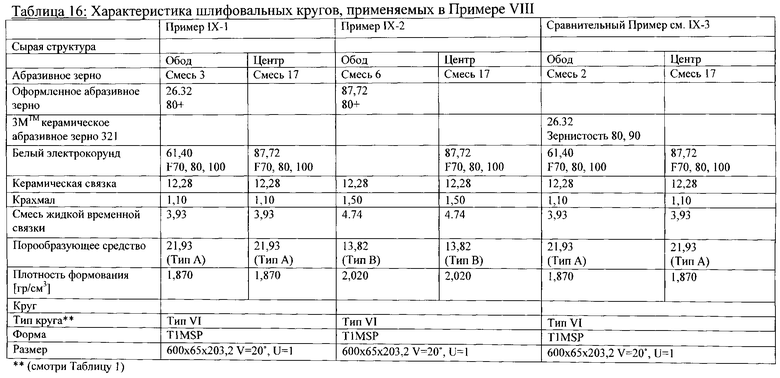
B. Методика испытаний
Шлифовальные круги, полученные как в Примере IX, были протестированы в устройствах глубинного шлифования, чтобы установить производительность шлифования этих кругов. При применении шлифовальных кругов Примера IX, шлифовальные испытания проходили при следующих шлифовальных условиях:
C. Результаты
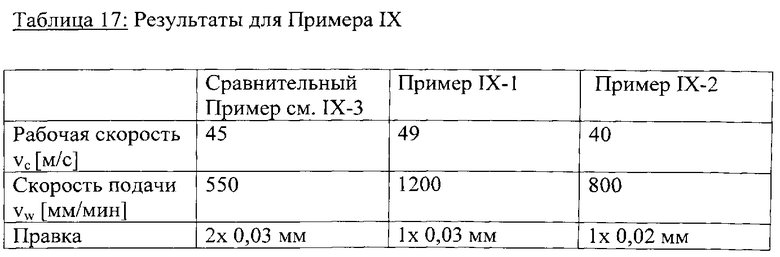
Главными улучшениями по результатам испытаний можно считать повышение скорости подачи и улучшения в процессе правки. Процесс правки был улучшен снижением количества циклов правки на 50%. Для Примера IX-1 число правок оставалось неизменным, но в целом было уменьшено на 50% (0,03 мм вместо 0,06 мм). Для Примера ΙΧ-2 количество правок было снижено до 0,02 мм, что в целом отразилось в улучшении до 65%. Ввиду настроек станка никакие другие варианты шлифовальных параметров не тестировались. Даже с этим ограничением было достигнуто увеличение скорости до 45-120%. Кроме этого, относительно процесса правки эффективность всего шлифовального процесса повысилась.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЙ АБРАЗИВНЫЙ КРУГ | 2012 |
|
RU2599067C2 |
| Формованные абразивные частицы, способы получения и абразивные изделия, включающие их | 2013 |
|
RU2616464C9 |
| Абразивные частицы, способ получения абразивных частиц и абразивные изделия | 2013 |
|
RU2621085C2 |
| КЕРАМИЧЕСКИЕ ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, И АБРАЗИВНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ИХ | 2011 |
|
RU2539246C2 |
| АБРАЗИВНЫЙ КРУГ СО СВЯЗКОЙ | 2011 |
|
RU2510323C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ЗАГОТОВКИ | 2012 |
|
RU2586181C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ ШЛИФОВАНИЯ С УЛЬТРАВЫСОКОЙ СКОРОСТЬЮ УДАЛЕНИЯ МАТЕРИАЛА | 2012 |
|
RU2588919C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2556250C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2553168C2 |
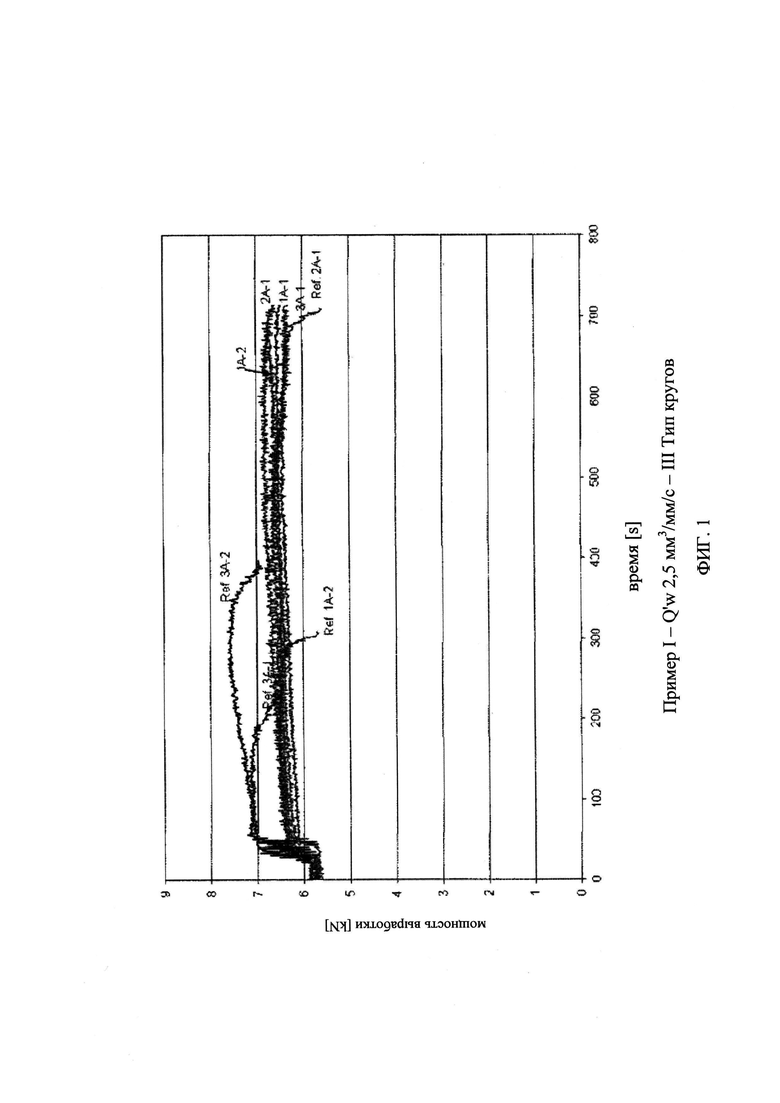
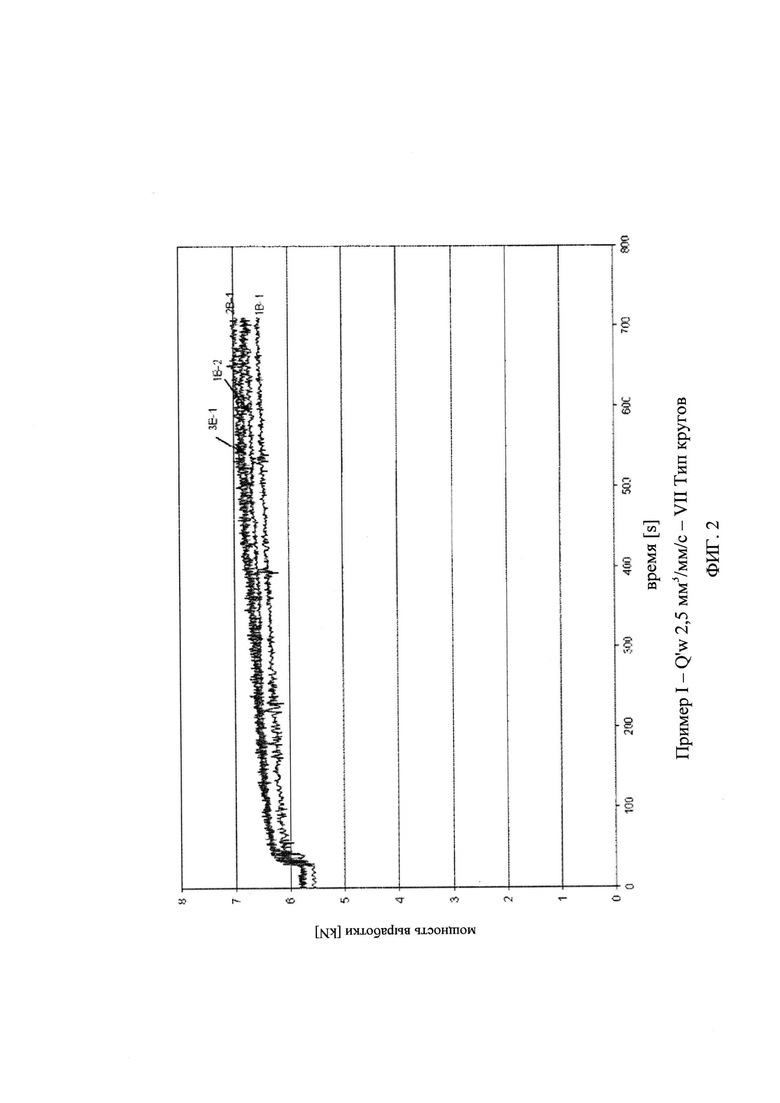
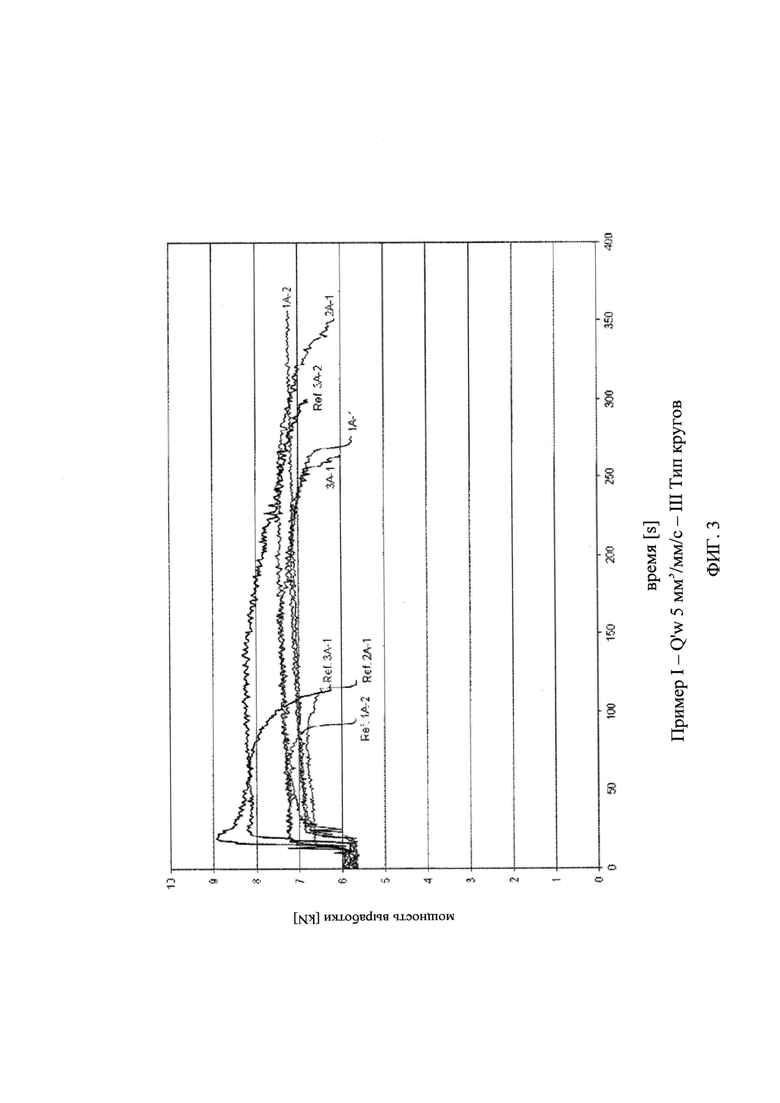
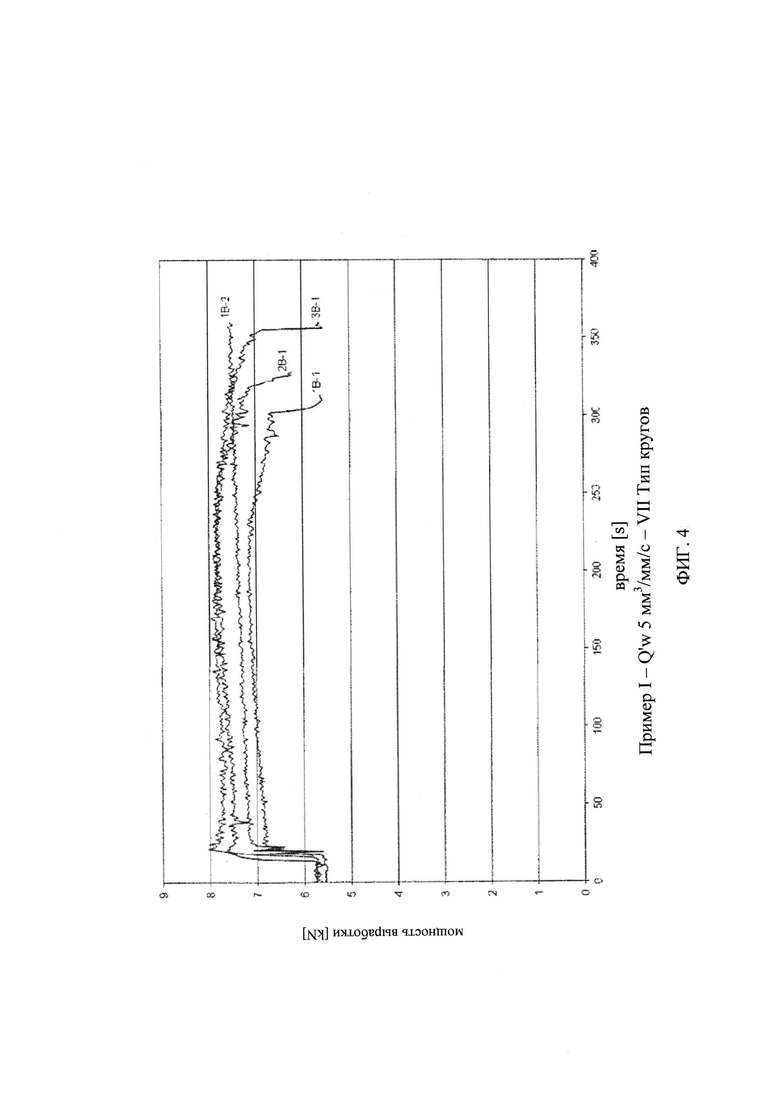
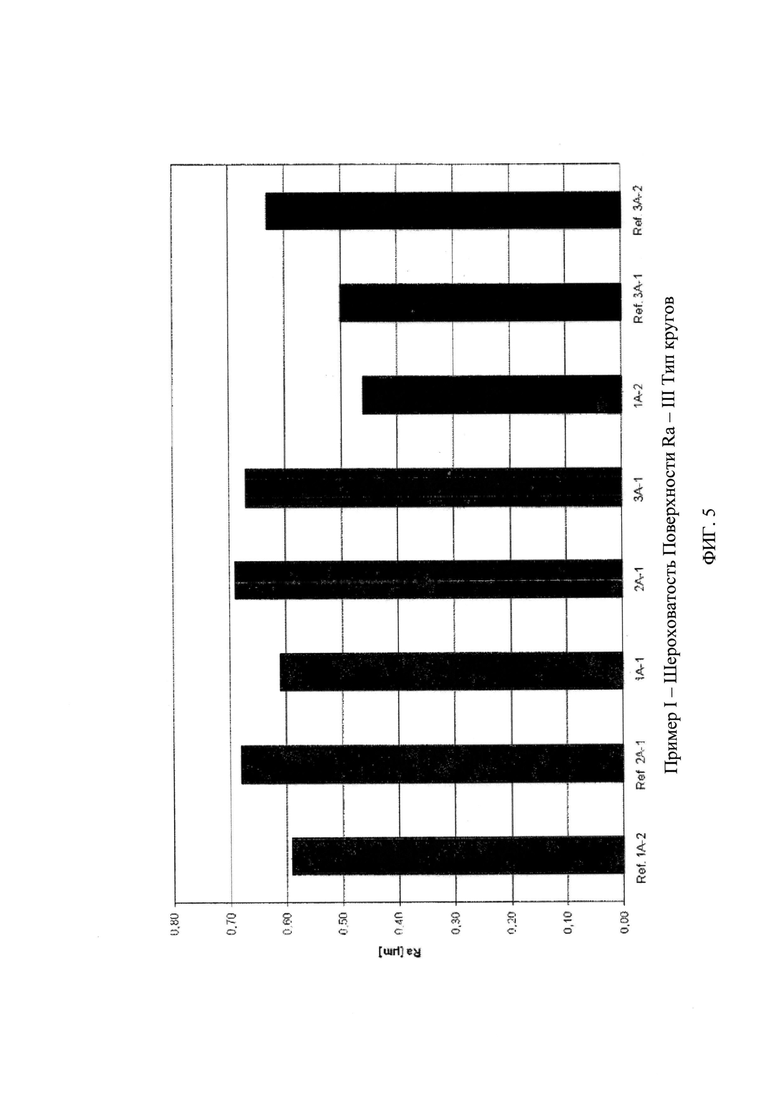
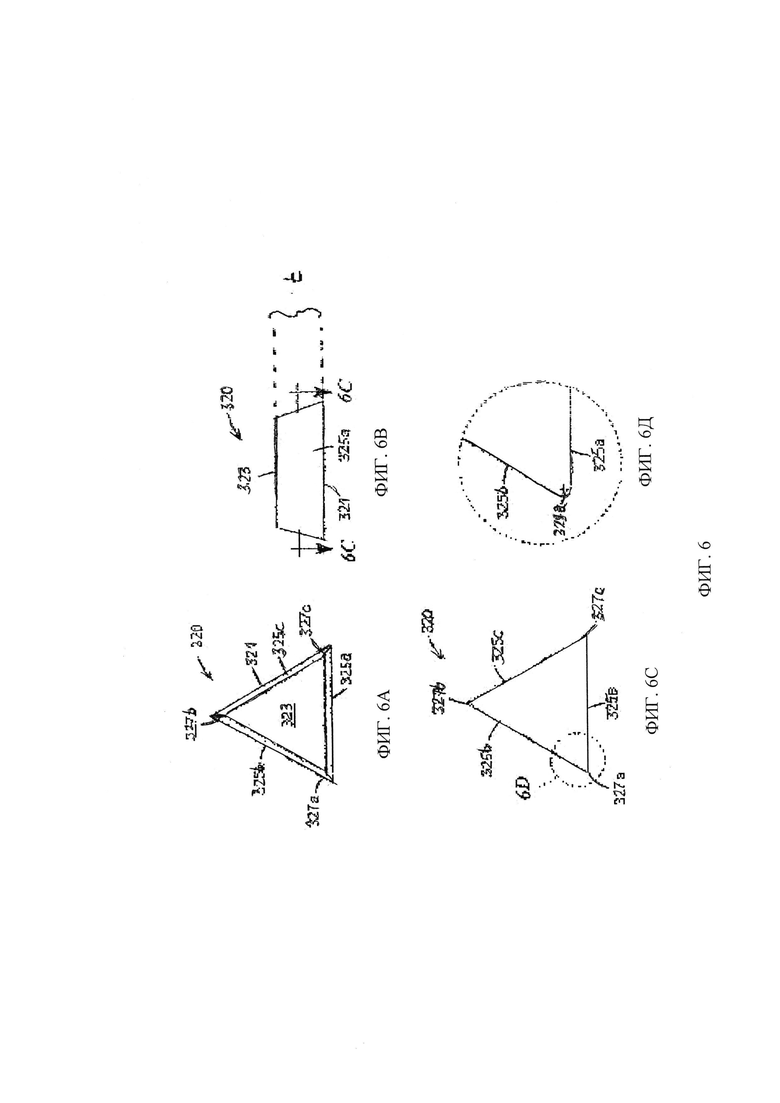
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении склеенного абразивного изделия, состоящего из оформленных абразивных частиц и связующего вещества. Каждая из упомянутых абразивных частиц имеет переднюю сторону и заднюю сторону и выполнена толщиной t между ними. Упомянутая передняя сторона представляет собой переднюю поверхность с периметром геометрической формы. Толщина частицы равна или менее величины длины самой короткой стороны геометрической формы частицы. В результате обеспечивается высокопроизводительное шлифование заготовок. 2 н. и 8 з.п. ф-лы, 6 ил., 17 табл., 9 пр.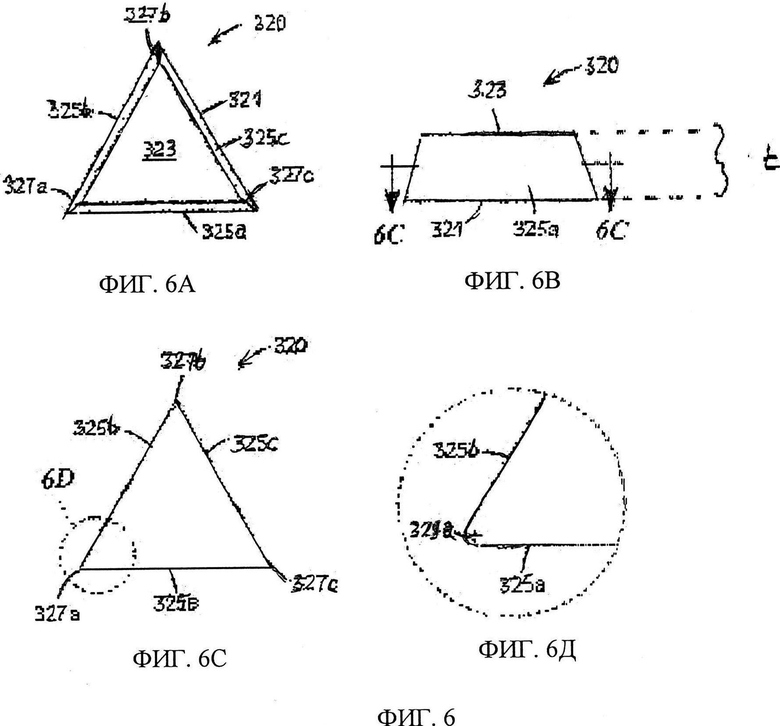
1. Склеенное абразивное изделие, состоящее из оформленных абразивных частиц и связующего вещества, содержащего керамическую связку, при этом каждая из упомянутых абразивных частиц имеет переднюю сторону и заднюю сторону и выполнена толщиной t между ними, причем упомянутая передняя сторона представляет собой переднюю поверхность, имеющую по периметру геометрическую форму, а толщина t равна или менее величины длины самой короткой стороны геометрической формы частицы.
2. Изделие по п.1, которое дополнительно содержит вторичные абразивные частицы.
3. Изделие по п. 2, в котором оформленные и вторичные абразивные частицы независимо друг от друга выбираются из частиц материала, включающего плавленый оксид алюминия, термически обработанный оксид алюминия, керамический оксид алюминия, спеченный оксид алюминия, карборунд, диборид титана, карбид бора, карбид вольфрама, карбид титана, алмаз, кубический нитрид бора, гранат, циркониевый электрокорунд, золь-гелевые производные абразивных частиц, оксид церия, оксид циркония, оксид титана и его соединения.
4. Изделие по п. 2 или 3, в котором вторичные абразивные частицы выбираются из дробленых абразивных частиц, имеющих определенную маркировку.
5. Изделие по п. 4, в котором дробленые абразивные частицы меньше по размеру, чем оформленные абразивные частицы.
6. Изделие по п. 3, которое содержит от 10 до 80% по объему оформленные абразивные частицы и от 1 до 60% по объему упомянутое связующее вещество.
7. Изделие по п. 3, в котором упомянутая керамическая связка содержит от общей массы керамической связки от 25 до 90% по весу SiO2; от 0 до 40% по весу B2O3; от 0 до 40% по весу Al2O3; от 0 до 5% по весу Fe2O3; от 0 до 5% по весу TiO2; от 0 до 20% по весу СаО; от 0 до 20% по весу MgO; от 0 до 20% по весу K2O; от 0 до 25% по весу Na2O; от 0 до 20% по весу Li2O; от 0 до 10% по весу ZnO; от 0 до 10% по весу ВаО и от 0 до 5% по весу металлических оксидов.
8. Изделие по п.3, в котором упомянутая геометрическая форма выбрана из треугольных фигур и четырехугольных фигур.
9. Изделие по п.3, в котором смесь из упомянутых оформленных абразивных частиц и вторичных абразивных частиц содержит оформленные абразивных частицы в пределах от 20 до 60% по весу от общей массы абразивных частиц в смеси.
10. Способ шлифования заготовки с использованием склеенного абразивного изделия по п.3, характеризующийся тем, что производят шлифование заготовки по наружному диаметру с обеспечением производительности съема материала как минимум 1,5 мм3/мм/с.
| WO 2011068714 A2, 09.06.2011 | |||
| WO 2007040865 A1, 12.14.2007 | |||
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |

