Изобретение относится к производству обдирочного силового абразивного инструмента на основе циркониевого электрокорунда, в частности к получению шлифовального зерна для изготовления указанного инструмента.
Известен способ получения циркониевого шлифовального зерна путем разбивки слитков циркониевого электрокорунда бабой, дробления на крупные куски в щековой дробилке, среднее дробление на конусной дробилке, мелкое дробление на конусной дробилке и овализация (приближение формы зерна к изометрической) в шаровой или стержневой мельнице.
Полученное зерно, в силу условий его эксплуатации в абразивном инструменте, должно отвечать следующим жестким требованиям, вытекающим из необходимости получения высоких прочностных характеристик:
- размер зерна в пределах 1-3 мм;
- изометричность зерна, обуславливающая его высокий насыпной вес;
- высокий уровень сопротивления динамическим и термическим ударам.
Зерно, полученное известным способом, не удовлетворяет перечисленным требованиям: зерно неоднородно по размерам, имеется большое количество мелких фракций (менее 1 мм), непригодных для получения высококачественного обдирочного инструмента, значительная часть зерен имеет вытянутую форму, что объясняется условиями кристаллизации в относительно толстом слитке. При эксплуатации абразивного инструмента такие зерна будут в первую очередь разрушаться. Кроме того, часть зерен имеет микротрещины, образовавшиеся в процессе силового разрушения материала в относительно тихоходных дробилках и мельницах, что также снижает эксплуатационные характеристики зерна.
Известен выбранный в качестве прототипа способ получения абразивного зерна на основе циркониевого электрокорунда, включающий плавку циркониевого электрокорунда, разливку расплава в изложницы, резкое охлаждение, измельчение (см. заявку N 94007353, С 09 К 3/14, опубл. 27.11.95).
Способ-прототип обеспечивает получение шлифзерна с достаточно высокими прочностными характеристиками, однако ему присущи следующие недостатки:
- высокий процент мелких фракций, непригодных для непосредственного использования в силовом обдирочном инструменте;
- присутствие в получаемой массе зерен вытянутой формы (неизометрической формы), разрушающихся при овализации, что также снижает выход годного;
- высокий уровень энергозатрат для образования поверхностей разрушения крупного куска до мелких частиц;
- длительность процесса измельчения и овализации, необходимость использования разнотипного оборудования (щековая дробилка, шаровая мельница).
Кроме того, обычно полученное таким или другим способом шлифовальное зерно подвергают контролю на разрушаемость, например, с использованием методики, предусмотренной ОСТ 2МТ 71-5-78, согласно которой производят разрушение испытываемого материала в лабораторной шаровой мельнице при стандартных условиях и определяют количество зерен, разрушившихся при испытании. При получении разрушаемости, не отвечающей требованиям НТД, шлифовальное зерно подвергают повторной овализации.
Задачей настоящего изобретения является обеспечение необходимого качества шлифовального зерна по форме и разрушаемости, сокращение количества технологических операций и увеличение выхода годного.
Поставленная задача решается за счет того, что в известном способе получения циркониевого шлифовального зерна путем плавления циркониевого электрокорунда, разливки расплава для получения пластин, измельчения пластин до заданных размеров согласно изобретению при разливке расплава получают пластины толщиной, соответствующей удвоенному размеру шлифовального зерна, измельчение пластин производят динамическим ударом, близким по величине к ударным нагрузкам, испытываемым шлифовальным зерном при эксплуатации в обдирочных силовых кругах.
В полученных пластинах имеется зона усадочной и газовой пористости, расположенная симметрично относительно наружных поверхностей пластины, разделяющая пластину на два слоя. Толщина каждого слоя равна размеру частиц шлифовального зерна. Каждый из этих слоев кристаллизуется в условиях переохлаждения на 100-200o ниже температуры солидуса расплава циркониевого электрокорунда, вследствие чего каждый из слоев сложен из мелкодисперсных изометричных кристаллитов. При приложении динамических нагрузок каждый из таких слоев разрушается с образованием частиц, длина которых равна толщине слоя. Изометричная форма кристаллитов не провоцирует разрушение пластины на игловидные или плоские частицы. При этом образуется минимальное количество новых поверхностей, что обуславливает минимальные энергозатраты и минимальное количество мелких фракций.
Пластина после кристаллизации при технологических пересыпках легко разрушается до размеров 50-100 мм, что исключает необходимость первичного дробления и позволяет подавать материал на дальнейшее измельчение до размеров шлифовального зерна в одну стадию.
Измельчение производят путем приложения динамических нагрузок, близких к таковым при работе шлифовального зерна в инструменте, поэтому в годную фракцию попадают только частицы, выдерживающие рабочие нагрузки. Кроме того, в условиях высоких динамических нагрузок не могут сохраниться частицы неизометричной формы.
Таким образом, мы получаем шлифовальное зерно, состоящее из высокопрочных частиц изометричной формы, что облегчает технологию изготовления кругов, исключает операцию овализации и потребность непрерывного контроля разрушаемости шлифовального зерна.
Проведенные патентные исследования показали, что в изученном уровне техники отсутствуют технические решения, из которых непосредственно следует заявляемый способ, то есть он соответствует критерию "изобретательский уровень". Наличие отличий от прототипа позволяет предположить соответствие критерию "новизна". Заявляемый способ может быть воспроизведен в промышленных масштабах, то есть он соответствует критерию "промышленная применимость".
Сущность изобретения поясняется чертежом, на котором представлена схема используемой роторной дробилки.
Заявляемый способ осуществляется следующим образом.
В дуговую трехфазную электроплавильную печь мощностью 1250 кВА загружают 90-100 кг скрапа, полученного от предыдущей плавки, 90 кг бадделитового концентрата и 400-500 кг глинозема марки Г-00. Шихтовую смесь плавят током 3200 А с напряжением 103 В. На плавку расходуют 1450 кВт•ч электроэнергии. Постоянство количества загружаемого бадделита и постоянство расхода электроэнергии на плавку обеспечивает полное расплавление скрапа, бадделита и наплавление необходимого количества глинозема (оксида алюминия), тем самым достигается постоянство химического состава расплава и его оптимальная температура.
Полученный расплав разливают в щелевой кристаллизатор с шириной щели 8 мм и после охлаждения получают пластину толщиной 6 мм, состоящую в результате действия усадочных явлений из двух слоев, толщиной по 3 мм каждый.
Охлажденную и самоизмельчившуюся до крупности 50-100 мм пластину со скоростью 2 тонны в час подают в роторную дробилку.
Данная дробилка содержит ротор 1 с закрепленными в нем билами 2 и отражающие брони 3.
Скорости рабочих поверхностей обдирочных кругов составляют 60-80 м/с, рабочие органы дробилки - била 2 - имеют скорость в пределах 50-80 м/с, то есть условия, при которых происходит дробление, соответствуют рабочим условиям. Пластина билами 2 измельчается до крупности частиц менее 3 мм. Измельченная пластина рассевается по фракциям 3 мм, 2,5 мм, 2 мм и 1,6 мм. Эти фракции являются шлифовальным зерном, используемым для изготовления обдирочного инструмента.
Выход годного составил 50-55% от исходного материала. При способе-прототипе этот показатель не превышает 35%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИРКОНИЕВЫЙ ЭЛЕКТРОКОРУНД, СПОСОБ ЕГО ПОЛУЧЕНИЯ И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2144502C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2271334C2 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ЗЕРЕН И КРИСТАЛЛИЗАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2001 |
|
RU2199506C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ ЭЛЕКТРОКОРУНДОВЫХ МАТЕРИАЛОВ | 1995 |
|
RU2078641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛКА | 2002 |
|
RU2233705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 2001 |
|
RU2216439C2 |
| ФРИКЦИОННАЯ ДОБАВКА ФРИКЦИОННЫХ СПЕЧЕННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2100673C1 |
| СПОСОБ ПОДГОТОВКИ РАСПЛАВА ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА К КРИСТАЛЛИЗАЦИИ | 2011 |
|
RU2466936C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА С ВЫСОКИМ СОДЕРЖАНИЕМ ТЕТРАГОНАЛЬНОЙ МОДИФИКАЦИИ ДИОКСИДА ЦИРКОНИЯ | 2006 |
|
RU2317964C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА И КРИСТАЛЛИЗАТОР | 2008 |
|
RU2425008C2 |
Назначение: изобретение относится к производству обдирочного силового абразивного инструмента на основе циркониевого электрокорунда, в частности к получению шлифовального зерна для изготовления указанного инструмента. Сущность изобретения: шлифовальное зерно циркониевого электрокорунда получают путем плавления и разливки расплава для получения пластин и измельчения пластин до заданных размеров, при этом толщина получаемых пластин соответствует удвоенному размеру шлифовального зерна, измельчение пластин производят ударом, близким по величине к ударным нагрузкам, испытываемым шлифовальным зерном при эксплуатации в обдирочных кругах. При использовании изобретения обеспечивается получение шлифовального зерна необходимого качества по форме и разрушаемости, а также сокращение количества технологических операций и увеличение выхода годного. 1 ил.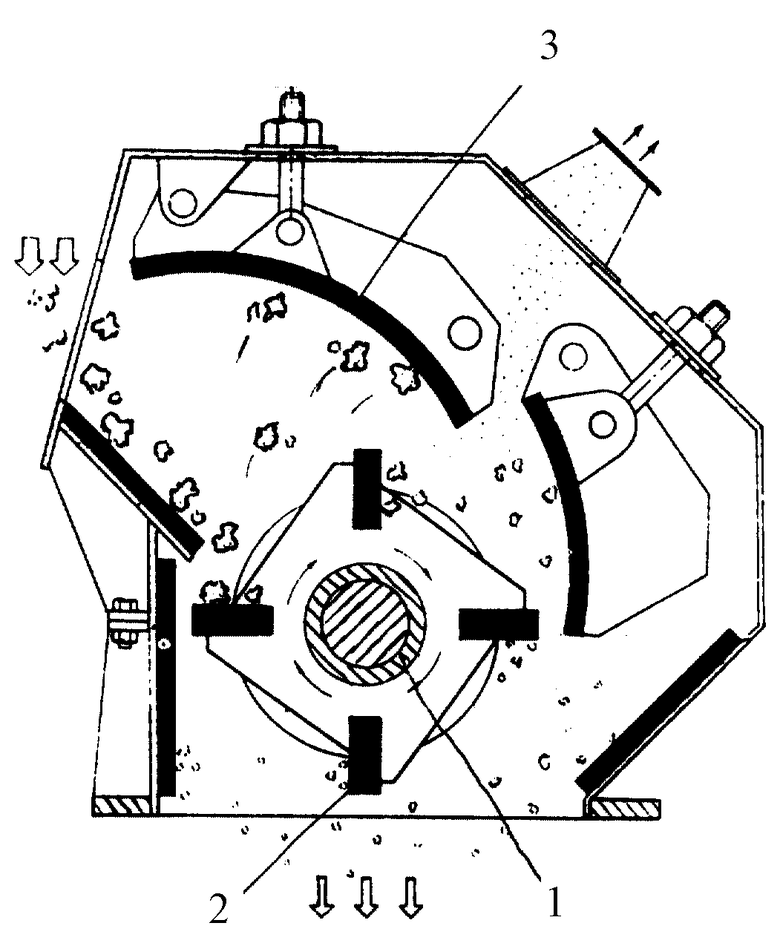
Способ получения шлифовального зерна из циркониевого электрокорунда, включающий плавление и разливку расплава с возможностью получения пластин, измельчение пластин до заданных размеров, отличающийся тем, что получают пластины толщиной, соответствующей удвоенному размеру шлифовального зерна, а измельчение пластин производят ударом, величина которого соответствует ударным нагрузкам, испытываемым шлифовальным зерном при эксплуатации в обдирочных кругах.
| RU 94007353 A, 27.11.1995 | |||
| Устройство для обжарки пищевых продуктов | 1983 |
|
SU1205882A1 |
| Состав для получения шлифовального материала | 1984 |
|
SU1275030A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЗЕРЕН | 0 |
|
SU277661A1 |
| Способ получения шлифовального материала | 1980 |
|
SU931720A1 |
| Шлифовальный материал | 1977 |
|
SU745664A1 |
| US 4111668 A, 05.09.1978. | |||

