Изобретение относится к области сварочной техники, а более конкретно к способам зажигания независимой трехфазной дуги покрытыми электродами.
Известна ручная или автоматическая сварка независимой трехфазной дугой тремя параллельными электродами [С.П.Михайлов. Сварка трехфазной дугой. Машиностроение, Москва, Свердловск, 1956 (стр 10)]. Кроме схемы сведений о применении независимой трехфазной дуги при сварке и наплавке покрытыми электродами в литературе нет.
Известен способ зажигания независимой трехфазной дуги покрытыми электродами одновременным касанием детали концами трех электродов, скомпонованных треугольником, прохождением токов между концами электродных стержней через деталь, которая электрически нейтральна, от трехфазного трансформатора и зажиганием дуги (Мейстер Р.А., Мейстер А.Р., Безруких А.А. Многодуговая наплавка покрытыми электродами. Сварочное производство, 2008, №8 стр. 21-23).
Недостатком данного способа зажигания дуги является то, что при касании холодными концами электродов детали, которая электрически нейтральна от электродов, зажигание независимой трехфазной дуги с первого касания не происходит и лучше осуществляется при диаметре электродного стержня 1,6; 2 мм, так как с уменьшением диаметра электродного стержня длина дугового промежутка сокращается. С увеличением диаметра электродного стержня до 3; 4 мм и, соответственно, увеличением толщины покрытия и увеличением расстояния между электродными стержнями зажигание осуществляется после нескольких касаний концами электродов и замедляется тепловложение в начале формирования наплавленного валика.
Техническим результатом изобретения является устойчивое зажигание независимой трехфазной дуги.
Поставленная задача для решения технического результата достигается тем, что в способе зажигания независимой трехфазной дуги, осуществляемом касанием детали концами трех электродов, скомпонованных треугольником, изолированных друг от друга покрытием, прохождением токов между концами электродов через деталь, согласно изобретению зажигают дугу постоянного тока между концами электродов и деталью при величине тока 6-15 А и после разогрева концов электродов выше температуры плавления питание дуги постоянного тока отключают, включают питание трехфазной дуги и между разогретыми концами электродов зажигают независимую трехфазную дугу.
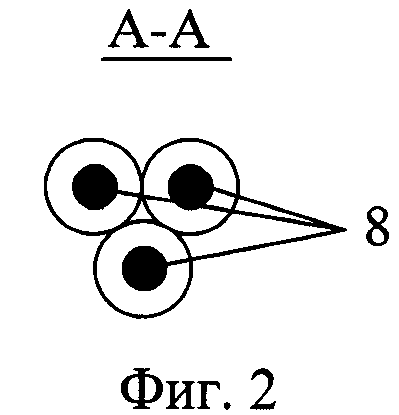
На фиг.1 схематически показано устройство для осуществления предлагаемого способа; на фиг.2 - разрез А-А на фиг.1
Устройство содержит трехфазный трансформатор 1 с первичными обмотками 2 и вторичными обмотками 3. Трансформатор 1 питается током через замыкающие контакты 4. От источника 5 постоянного тока через размыкающий контакт 6 питание подводится к началам вторичных обмоток 3 трансформатора 1 и к детали 7. Электроды 8, изолированные друг от друга покрытием и скомпонованные треугольником, подключены к концам вторичных обмоток 3 трехфазного трансформатора 1.
Способ зажигания независимой трехфазной дуги осуществляется следующим образом.
Перед зажиганием дуги через размыкающий контакт 6 от источника 5 постоянного тока (выпрямителя с конденсаторным умножителем напряжения или инверторного выпрямителя) питание подводят к началам вторичных обмоток 3 трехфазного трансформатора 1, к которому при разомкнутых контактах 4 питание током не подводится. Также источник 5 постоянного тока подключается к детали 7. При касании концами трех электродов 8 детали 7 и их отрыве от детали 7 между концами электродов 8 и деталью 7 зажигается дуга постоянного тока при силе тока 6-15 А. При питании дуги от выпрямителя с конденсаторным умножителем напряжения или от инверторного выпрямителя горение дуги при силе тока 6-9 А осуществляется устойчиво и концы электродов диаметром 1,6-2 мм разогреваются до температуры выше их плавления, при силе тока 9-15 А разогреваются концы электродов диаметром 3-4 мм.
Также вторичные обмотки 3 трехфазного трансформатора 1 являются накопителями энергии и улучшают зажигание и горение дуги постоянного тока при минимальном токе 6-15 А. После зажигания дуги постоянного тока, ионизации дугового промежутка и разогрева концов электродов 8 выше температуры их плавления контакт 6 размыкают и включают замыкающие контакты 4 для питания независимой трехфазной дуги. Ионизированный дуговой промежуток, разогретые концы электродов 8 и подогрев детали 7 улучшают зажигание независимой трехфазной дуги и ее горение при суммарной силе тока в электродах диаметром 1,6-5 мм 150-500 А.
Способ позволяет зажигать независимую трехфазную дугу с первого касания детали без длительных коротких замыканий и подогревает деталь в начале выполнения наплавляемого валика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ | 2007 |
|
RU2355532C1 |
| Способ зажигания трехфазной плазменной дуги | 1991 |
|
SU1802768A3 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ | 2006 |
|
RU2313429C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| СПОСОБ ЗАЖИГАНИЯ И ГОРЕНИЯ ДУГИ ПОСТОЯННОГО ТОКА | 2003 |
|
RU2251473C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| Способ зажигания сварочной дуги | 1988 |
|
SU1668070A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ЭЛЕКТРОДУГОВОГО ПРОЦЕССА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154559C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
Изобретение относится к области сварочной техники, а более конкретно к способам зажигания независимой трехфазной дуги покрытыми электродами. Используют три электрода, скомпонованные треугольником и изолированные друг от друга покрытием. Перед зажиганием независимой трехфазной дуги между концами трех электродов и деталью зажигают дугу постоянного тока при силе тока 6-15 А. После разогрева концов электродов выше температуры плавления питание дуги постоянного тока отключают. Включают питание трехфазной дуги и между разогретыми концами электродов зажигают независимую трехфазную дугу. В результате достигается возможность зажигания независимой трехфазной дуги с первого касания детали без дополнительных коротких замыканий и подогрев детали в начале выполнения наплавленного валика. 2 ил.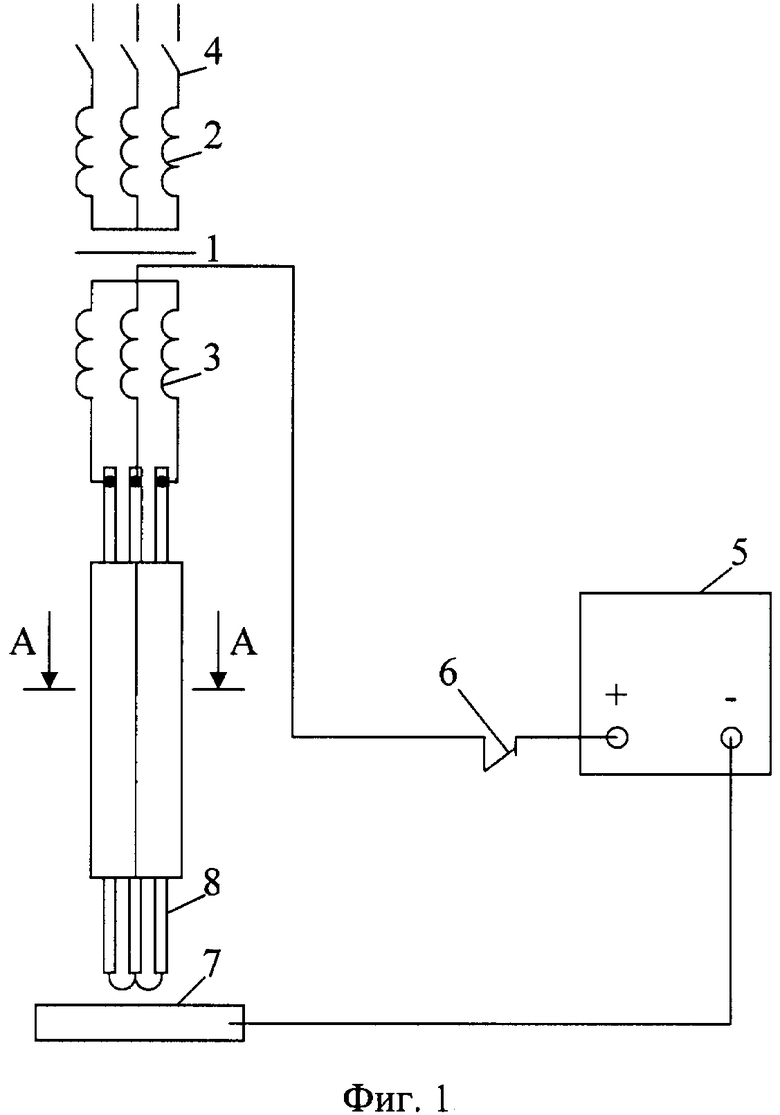
Способ зажигания дуги независимой трехфазной дуги, включающий касание детали концами трех электродов, скомпонованных треугольником, изолированных друг от друга покрытием, и прохождение токов между концами электродов через деталь, отличающийся тем, что между концами электродов и деталью зажигают дугу постоянного тока при величине тока 6-15 А и после разогрева концов электродов выше температуры плавления отключают питание дуги постоянного тока, включают питание трехфазной дуги и между разогретыми концами электродов зажигают независимую трехфазную дугу.
| МЕЙСТЕР Р.А | |||
| и др | |||
| Электродуговая наплавка покрытыми электродами | |||
| Сварочное производство | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ НАПЛАВКИ | 1998 |
|
RU2133659C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 1989 |
|
SU1774570A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| CN 101264547 A, 17.09.2008 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1993 |
|
RU2015881C1 |

