Изобретение относится к области сварочной техники и может быть использовано при сварке и наплавке тонкостенных изделий из легких сплавов,склонных к трещино- образованию.
Целью изобретения является повышение качества сварного шва и уменьшение перегрева основного металла.
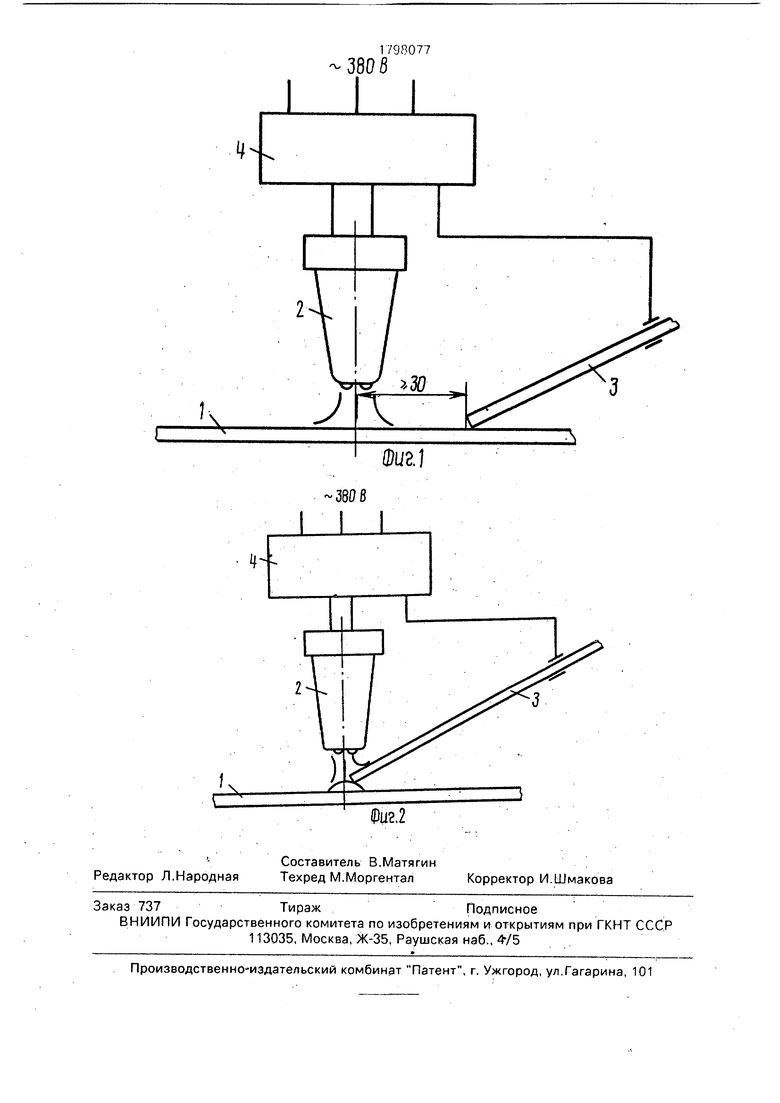
На фиг.1 показан момент замыкания конца присадочной проволоки на изделие на расстоянии 30 мм от оси горелки; на фиг.2
- момент переноса конца присадочной проволоки в сварочную ванну, где 1 - изделие (деталь); 2- сварочная 3-х фазная горелка; 3
- присадочная проволока; 4 - 3-х фазный источник питания.
Способ сварки осуществляется следующим образом.
Изделие 1 устанавливают на сварочный стол, возбуждают межэлектродную дугу и устанавливают сварочную горелку 2 над свариваемым изделием. Для начала сварки присадочную проволоку 3 замыкают на изделие, на расстоянии не менее 30 мм от оси сварочной горелки, так как на более близких расстояниях появляется эффект магнитного дутья, которое отрицательно сказывается на стабильности горения дуги, особенно на малых токах, возбуждают дугу между двумя неплавящимися электродами и изделием 1, которое косвенно (через присадочную проволоку 3) подключено к средней фазе источника питания дуги 4,и производят очистку поверхности изделия 1, находящегося под сварочной горелкой 2 до образования сварочной ванны.пс диаметру равной диаметру присадочной проволоки, что исключает перегрев как расправленного металла, так и околошовной зоны изделия и способствует соединению основного металла с расплавленным металлом присадочной проволоки и при кристаллизации образовывает неразъемное соединение.
Затем в образовавшуюся сварочную ванну подают присадочную проволоку и, расплавляя ее дугой,заполняют сварочную
1л
О
-Ч
-Ч
ванну жидким металлом9образуя локальный шов. Образовав локальный шов, конец присадочной проволоки выводят из сварочной ванны и переносят горелку на расстояние одного диаметра сварочной ванны. Это ус- ловие необходимо для образования непрерывного сварочного шва, на оси шва вновь замыкают конец проволоки на изделие и процесс повторяют до выполнения всего шва.
Приме р. Проводилась сварка и наплавка на тонкостенное изделие из сплава АМг-б толщиной 3 мм, присадочной проволокой сплава АМП диаметром 4 мм 3-фазной дугой в среде аргона с расходом аргона 5 л/мин. Сварку (наплавку) осуществляли следующим образом. Включали 3-фазный источник питания дуги, а возбуждали межэлектродную дугу, установив ток в электродах SO А,„ подносили горелку к участку свариваемого (направляемого) изделия и замкнув присадочную проволоку на изделие на расстоянии не менее 30 мм от центра горелки, конец которой подключен к 3-ей фазе источника питания дуги, с помощью пульта управления возбуждали основную дугу, и ею производили очистку изделия от окисной пленки, методом катодного распыления, до образования сварочной ванны размером с диаметр присадочной проволо- ки, при этом ток в изделии составил 80А. Затем в образовавшуюся сварочную ванну подавали присадочную проволоку и направляли валик воздействуя основной дугой на присадочную проволоку, по достижении нужных размеров размыкали присадочную проволоку с изделием и переносили горелку на величину одного шага, равного диаметру сварочной ванны по оси шва. Процесс многократно повторяли до окончания сварки (наплавки) изделия.
Качество сварных швов и наплавки контролировались при помощи макро- и микрошлифов. При этом не обнаружены трещины ни в сварном шве, нив наплавлен-
ном металла, ни в металле зоны термического влияния.
Результатом применения предлагаемого способа сварки 3-х фазной дугой являются принципиально новые условия процесса, при котором свариваемое изделие отключается от фазы источника питания дуги. Во- первых, это дает возможность очистить металл от окисных пленок, тем самым повысить качество сварного шва, во-вторых, управлять тепловложением в основной металл,, так как основная дуга горит на изделие, в момент очистки металла до образования сварочной ванны, а в момент сварки дуга большую часть времени горит на присадочную проволоку, что исключает перегрев основного металла и околошовной зоны.
В результате применения предлагаемого способа сварки 3-х фазной дугой тонкостенных изделий из легких сплавов, склонных к трещинообразованию, процент брака по сравнению с применяемой технологией снизился на 13%.
Формула изобретения
Способ сварки трехфазной дугой, включающий плавление металла дугой, горящей между двумя неплавящимися электродами и изделием, с подачей в образовавшуюся сварочную ванну присадочной проволоки, подключенной к одной из фаз источника питания трехфазной дуги, отличающийся тем, что, с целью повышения качества сварного шва путем уменьшения перегрева основного металла, до начала сварки присадочную проволоку замыкают на изделие на расстоянии не менее 30 мм от оси сварочной горелки и производят очистку дугой, горящей между неплавящимися электродами и свариваемым изделием до образования сварочной ванны, после чего в сварочную ванну начинают подавать присадочную проволоку до достижения заданных размеров сварочного валика, после чего процесс повторяют.
-3808
I I I

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2007 |
|
RU2367546C2 |
| СПОСОБ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2009 |
|
RU2418661C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2053073C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Использование при сварке и наплавке тонкостенных изделий, склонных к трещи- нообразованию. Сущность способа: изделие подключают к одной из фаз 3-фазного источника питания дуги через присадочную проволоку, Сн.ачала производят очистку поверхности изделия от окисной пленки до образования сварочной ванны. Затем подают присадочную проволоку в сварочную ванну и, воздействуя дугой, горящей между двумя неплавящимися электродами и присадочной проволокой, заполняют сварочную ванну расплавленным металлом. 2 ил. .
| А.И,Акулов и др | |||
| Технология и оборудование сварки плавлением, М.: Машиностроение, 1977, с.432 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
