Изобретение относится к способу изготовления каретки затвора огнестрельного оружия.
К затвору предъявляются самые высокие требования. Помимо каретки затвора с собственно головкой затвора узел включает в себя еще ударник, вызывающий воспламенение патрона, и различные предохранительные системы. Боковые направляющие прорези в каретке затвора обеспечивают возвратно-поступательное движение или открывание и закрывание затвора. Открывание может происходить либо вручную за счет усилия руки, либо полуавтоматически за счет воспламененного патрона. Последнее является типичным для самозарядного принципа. Воспламененный патрон открывает затвор за счет возникающего газового разряда, а гильза патрона вытягивается из патронника с помощью зацепа выбрасывателя и выбрасывается через окно. Отскакивающая за счет усилия пружины, т.е. заново закрывающаяся каретка затвора, захватывает на своем пути следующий патрон из магазина и подает его в патронник в узле ствола.
Каретка затвора должна быть, следовательно, в состоянии воспринимать внезапно возникающие воспламененным патроном усилия. В первую очередь требуются прочность на растяжение, вязкость, твердость и определенная невосприимчивость к ударам.
Термические нагрузки при быстрой смене патронов также очень высоки. Наиболее нагруженная зона называется ударным дном, поскольку здесь гильза опирается при воспламенении.
Классическими материалами для кареток затворов являются инструментальные стали для холодной обработки, например сталь X19NiCrMo4, которую сначала улучшают, а затем обрабатывают резанием. Эта последовательность определяется комплексной геометрией и узкими допусками. Коробления вследствие термообработки, как правило, не компенсируются.
Лежащей в основе изобретения задачей является создание способа описанного выше рода, который обеспечивал бы рентабельное изготовление каретки затвора.
Это достигается, согласно изобретению, способом описанного выше рода с отличительными признаками п.1. Зависимые пункты касаются предпочтительных вариантов осуществления изобретения.
По п.1 предусмотрено, что каретку затвора изготавливают способом литья под давлением из металлического порошка, включающим в себя следующие этапы:
- литье заготовки в литьевой форме;
- охлаждение заготовки;
- удаление связующего из заготовки с получением полуфабриката;
- спекание полуфабриката.
Способом литья под давлением из металлического порошка можно рентабельно изготовить каретку затвора. Ниже приведен краткий обзор известного для изготовления других деталей способа литья под давлением из металлического порошка (способ MIM) как такового.
Литье под давлением из металлического порошка представляет собой, в принципе, последовательность технологических методов. Отдельные процессы при этом следующие:
- получение металлического порошка;
- получение связующего;
- смешивание металлического порошка и связующего;
- соединение обоих компонентов в исходное сырье;
- придание формы посредством литья под давлением;
- удаление связующего;
- спекание.
Основу исходного материала образуют очень тонкие порошки. Они имеют в большинстве случаев сферические частицы для оказания в последующем процессе течения в форме как можно меньшего сопротивления. Обычно размер частиц составляет менее 45 мкм, однако варьируется в зависимости от вида применяемого порошка. Для собственно получения порошка применяют химические методы или распыление с инертными газами. Аналогично другим методам порошковой металлургии также при получении порошков для литья под давлением в качестве исходного материала могут служить чистые, легированные или смешанные порошки. Это открывает возможность использования относительно широкого спектра материалов, свойства которых большей частью довольно разные. Возможно также применение смешанных порошков с керамической составляющей или добавкой волокнистых материалов.
Вторым компонентом исходного материала является органическое связующее. Структура связующего вытекает из многообразных и противоречивых требований, например:
- хорошая смачиваемость;
- хорошая текучесть в соединении с порошком;
- обеспечение термоусадки в процессе литья под давлением;
- высокая стабильность формы при манипулировании заготовкой;
- возможность хорошего удаления из заготовки без относительных движений частиц порошка;
- удаление максимально без остатка до процесса спекания;
- экологическая безопасность.
Эти требования привели к тому, что на рынке зарекомендовали себя различные рецептуры. Ни одна из них не отвечает, однако, на сто процентов всем требованиям. Выбор подходящего связующего зависит от требований к последующей детали. Обычно связующее состоит, по меньшей мере, из трех компонентов, причем каждый имеет свою собственную задачу.
Компонент 1 действует как средство, повышающее адгезию между органической и металлической составляющими. Достигается это посредством смачивания поверхности частиц порошка.
Компонент 2 должен обеспечивать текучесть всей смеси для процесса литья под давлением. Целью является, следовательно, оказание как можно меньшего сопротивления движению течения.
Компонент 3, напротив, обеспечивает достаточную прочность заготовки и, тем самым, точность формы и размеров формованного тела. Этот компонент удаляют в большинстве случаев только в процессе спекания, а не как оба других компонента - уже при удалении связующего из формованного тела.
Следующим этапом является смешивание порошка с органическим связующим. Целью при этом является достижение однородного перемешивания всех компонентов, с тем, чтобы последующая деталь также обладала однородными свойствами. Особенно важно это в процессе удаления связующего и при последующем спекании, поскольку за счет этого можно достичь равномерной усадки по всей детали. Соотношение смешивания порошка и связующего составляет, как правило, 60:40 об.%. Стремиться следует к заполнению промежутков между частицами порошка, не увеличивая расстояния между ними. Связующее смачивает поверхность частиц порошка и разрушает имеющиеся агломераты, образующиеся в результате применения очень тонких порошков. Весь процесс происходит при температурах выше температуры плавления связующего и осуществляется в большинстве случаев в смесителях, мешалках или экструдерах. Образующаяся однородная масса называется исходным сырьем. Ее в заключение перерабатывают в сыпучий гранулят, что упрощает транспортировку и хранение. Гранулят дает также возможность использовать его в обычных машинах для литья под давлением.
Существует возможность приобретать готовое исходное сырье, например фирмы BASF, распространяемое под торговой маркой CATAMOLD.
Придание формы исходному сырью происходит посредством литья под давлением. Используются стандартные машины для литья под давлением, оборудованные, при необходимости, защищенными от износа цилиндровыми блоками. Процесс протекает аналогично литью под давлением полимеров. Посредством шнека и внешнего термостатирования происходит пластификация исходного сырья. Обычно давление для нагнетания в форму составляет 500-2000 бар. Подача исходного сырья происходит через литник и, при необходимости, через соединенные с ним литниковые каналы. Когда масса в термостатированной форме застывает, происходит, как у пластиков, процесс усадки в диапазоне менее одного процента. Посредством штифтов выталкивателя деталь может быть выдавлена из полости и извлечена. Результатом является заготовка, которая очень восприимчива к короблению и вплоть до окончательного охлаждения может деформироваться уже за счет небольших усилий. Тщательное обращение с ней здесь является, следовательно, высшей заповедью. Заготовка имеет, как правило, при извлечении из литьевой формы соответствующий литнику литниковый стержень и один или несколько литников.
Что касается формы детали, то можно реализовать все, что применяется также у полимерных отливок. Комплексная геометрия может быть достигнута за счет использования движков и за счет составной конструкции формы. Насколько это обеспечивает формообразование, возможно изготовление даже поднутрений, поперечных отверстий или готовых резьб.
Следующей операцией является удаление связующего. Так называется процесс, при котором органическую составляющую, т.е. связующее, удаляют из заготовки. Для этого зарекомендовали себя несколько способов, которые в большинстве случаев работают в зависимости от соответственно использованного связующего. Различают три основных принципа.
При термическом удалении связующего отдельные органические вещества испаряют из заготовки посредством определенного нагрева.
Растворительное удаление связующего происходит, напротив, посредством растворителя, например ацетона, который растворяет органические составляющие из заготовки. Нерастворимый компонент связующего обеспечивает скрепление структуры и испаряется в последующем процессе спекания.
Каталитическое удаление связующего происходит аналогично растворительному удалению связующего, однако органические компоненты не растворяют, а каталитическим путем разлагают в легко испаряемые составляющие. Они испаряются затем в последующем процессе спекания.
Независимо от применяемого способа в качестве промежуточного продукта после удаления связующего получают очень пористое формованное тело, скрепленное лишь остаточным связующим, доля которого составляет около десяти процентов от первоначального количества. Эти формованные тела называются также полуфабрикатами. Остаточное связующее полностью испаряется в последующем процессе спекания. Современные установки непрерывного действия могут связывать удаление связующего и спекание, так что может происходить плавный переход между обоими процессами.
Процесс спекания наряду с приготовлением исходного сырья является самым интенсивным, с точки зрения «ноу-хау», процессом всего способа литья под давлением из металлического порошка. При этом полуфабрикат уплотняют при температурах ниже температуры плавления применяемого сплава в компактное тело. Происходит, следовательно, термообработка с твердой фазой. Возможные имеющиеся доли остаточного связующего также испаряются во время этого процесса. Термообработку проводят в специальных высокотемпературных печах в атмосфере защитного газа или в вакууме. Возникающий процесс усадки зависит от состава применяемого исходного сырья и составляет, как правило, 10-20% в расчете на исходные размеры заготовки или полуфабриката. Результатом является деталь с окончательной плотностью выше 96% теоретической плотности. Это обеспечивает газо- и влагонепроницаемый материал, что при сопоставимых процессах изготовления чисто методом порошковой металлургии не достигается или достигается лишь с очень высокой долей дополнительной обработки. Возможные имеющиеся остаточные поры тонко распределены и в закрытом виде содержатся в структуре материала в качестве заросших пор. Наибольшей трудностью в ходе этого этапа является обеспечение стабильности формы детали при высоких температурах.
В способе, согласно изобретению, может быть предусмотрено медленное охлаждение заготовки, в частности в течение 10-25 минут. За счет медленного охлаждения можно воспрепятствовать образованию напряжений в заготовке, которые могли бы привести к трещинам и короблениям в заготовке или позднее во время спекания - к трещинам и короблениям в каретке затвора.
При этом может быть, в частности, предусмотрено, что, по меньшей мере, во время части процесса охлаждения разные части заготовки имеют одинаковую или лишь таким образом разную температуру, что в заготовке во время охлаждения не возникают трещины и/или коробления. В частности, равномерное охлаждение может способствовать предотвращению трещин и короблений.
Это может быть достигнуто, например, за счет того, что заготовку охлаждают в проходной печи. В проходной печи одновременно могут охлаждаться большие количества заготовок, так что применение такой проходной печи пригодно в серийном производстве.
В качестве альтернативы этому существует возможность охлаждения заготовки в масляной ванне или в контакте с нагретыми частями, в частности металлическими частями. Такой способ может быть вполне целесообразным при небольших партиях.
Заготовка может иметь при извлечении из литьевой формы литниковый стержень и, по меньшей мере, один литник.
Существует возможность удержания заготовки за литниковый стержень при ее извлечении из литьевой формы. Оказалось, что в заготовке могут возникнуть напряжения, если ее для извлечения из литьевой формы берут в неподходящих точках. Удержание заготовки за литниковый стержень неожиданным образом не приводит или приводит лишь в очень малой степени к напряжениям или деформациям.
Может быть предусмотрено, что удаление связующего осуществляют в виде каталитического процесса, в частности, в атмосфере азота с добавлением азотной кислоты.
Согласно одному предпочтительному варианту осуществления настоящего изобретения, литниковый стержень и/или, по меньшей мере, один литник оставляют после спекания полуфабриката на изготавливаемой каретке затвора. В частности, по меньшей мере, один литник существенно способствует стабилизации заготовки или полуфабриката, так что при спекании можно заметно снизить опасность возникновения трещин или нежелательных деформаций.
Преимущественно литниковый стержень перед спеканием полуфабриката удаляют и помещают в отверстие изготавливаемой каретки затвора, в котором он служит поддержкой во время спекания. Благодаря тому факту, что литниковый стержень был изготовлен в тех же условиях из того же материала, что и остальной полуфабрикат, он обладает в процессе спекания теми же усадочными свойствами и может быть, тем самым, оптимально использован для поддержки. Одновременно литниковый стержень целесообразно использовать в качестве типичного отхода.
Существует возможность применения в качестве материала для литья заготовки 100Cr6 или 21NiCrMo2 (CATAMOLD 8620 фирмы BASF) или 42CrMo. Эти материалы отличаются достигаемыми прочностными показателями, а также своей упругостью и твердостью.
Другие признаки и преимущества настоящего изобретения приведены в нижеследующем описании предпочтительных примеров его осуществления со ссылкой на прилагаемые чертежи, на которых изображают:
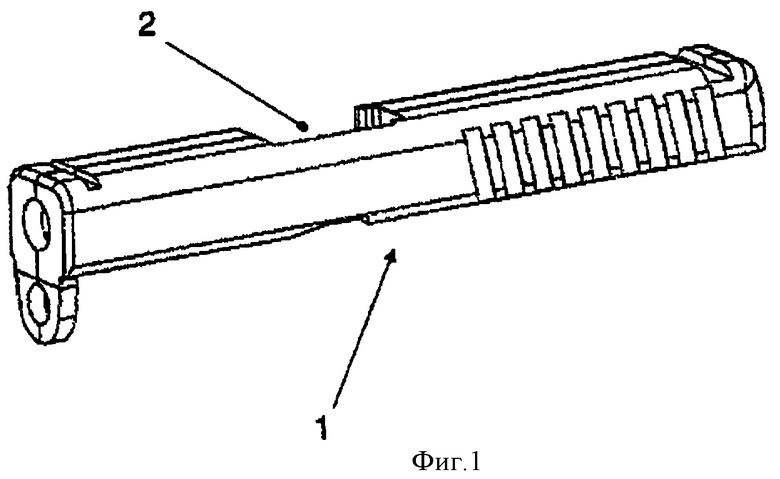
- фиг.1: схематично в перспективе каретку затвора, изготовленную способом, согласно изобретению;
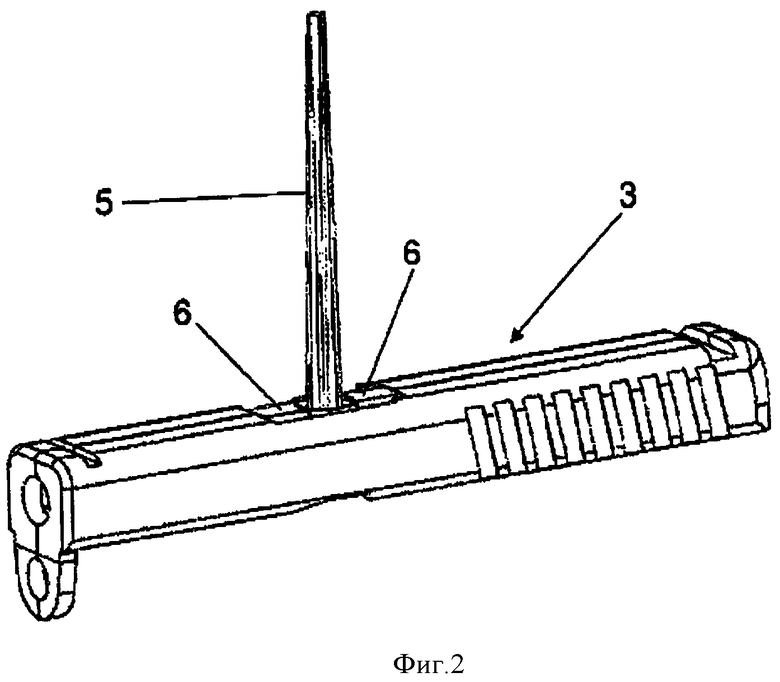
- фиг.2: схематично в перспективе каретку затвора из фиг.1 в виде заготовки с литниковым стержнем и двумя литниками;
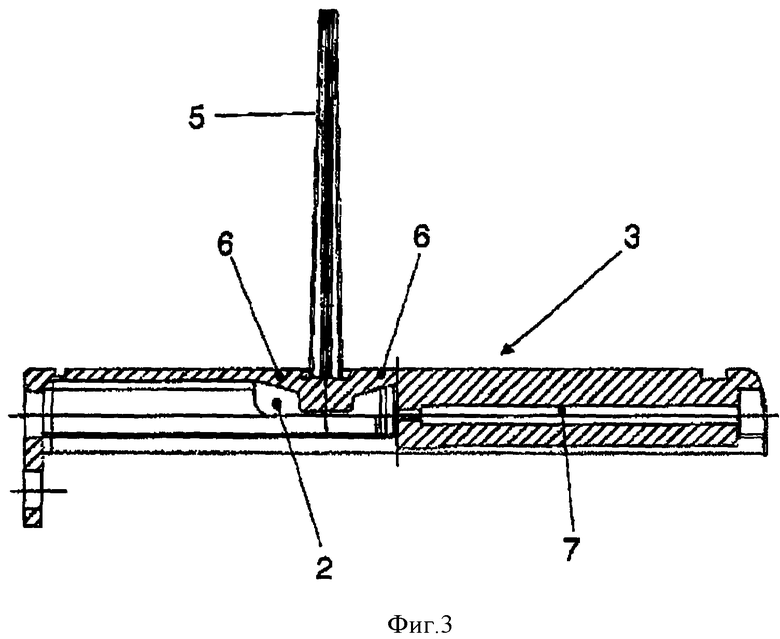
- фиг.3: разрез каретки затвора на этапе из фиг.2;
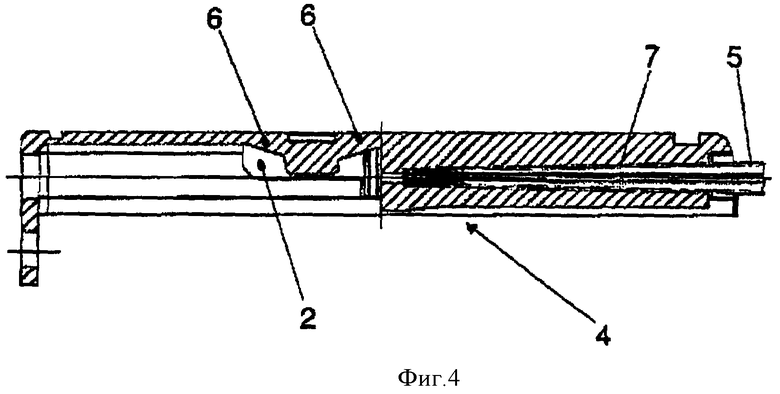
- фиг.4: соответствующий фиг.3 разрез каретки затвора в виде полуфабриката с отделенным от литников литниковым стержнем, помещенным в отверстие каретки затвора.
На фиг.1 изображена типичная каретка 1 затвора, изготовленная способом, согласно изобретению. Каретка 1 имеет в средней части окно 2, через которое при движении каретки 1 вследствие произведенного выстрела выбрасывается стреляная гильза патрона.
Каретка 1 обозначена на фиг.1-4 соответственно разными ссылочными позициями 1, 3, 4, поскольку на чертежах показаны разные этапы процесса изготовления. При этом поз. 1 обозначена готовая каретка, поз. 3 - заготовка после литья, а поз. 4 - полуфабрикат перед спеканием. На чертежах при этом не учтено, что каретка во время перехода от заготовки к полуфабрикату и к спеченному конечному изделию претерпевает усадку.
В изображенном примере в качестве исходного материала для литья заготовки 3 применяют 100Cr6. После литья заготовку 3 удерживают за литниковый стержень 5 (фиг.2 и 3) и извлекают из литьевой формы. Эта извлеченная из литьевой формы заготовка 3 изображена на фиг.2 и 3. Из них видно, что от литникового стержня 5 в продольном направлении заготовки 3 через окно 2 для выбрасывания стреляной гильзы проходят два литника 6.
Заготовку 3 охлаждают в проходной печи в течение 15-20 минут примерно с 100°С до комнатной температуры. Проходная печь обеспечивает при этом охлаждение всех частей заготовки 3 приблизительно с одинаковой скоростью.
После охлаждения из заготовки 3 посредством обработки азотной кислотой в атмосфере азота каталитическим путем удаляют связующее с получением полуфабриката 4. Литниковый стержень 5 может быть отделен от заготовки 3 либо непосредственно после литья, например отломан, либо отделен от полуфабриката 4 после охлаждения или только после удаления связующего.
На фиг.3 и 4 видно, что каретка 1 затвора (или заготовка 3 и полуфабрикат 4) имеет отверстие 7 для размещения ударника огнестрельного оружия, оснащаемого кареткой 1 затвора. Для поддержания окружающих это отверстие 7 частей полуфабриката 4 во время спекания отломанный литниковый стержень 5 помещают в отверстие 7.
Литники 6, проходящие через окно 2 для выбрасывания стреляной гильзы или через полуфабрикат 4, во время спекания оставляют на полуфабрикате 4 для придания ему дополнительной стабильности. По окончании спекания литники 6 удаляют, например, посредством сфрезеровывания, так что окно 2 освобождается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОРОЗАПОЛНЯЮЩЕЙ ПРОПИТКИ ПОРИСТЫХ ЗАГОТОВОК И ЗАГОТОВКА ИЗ УГЛЕРОДСОДЕЖАЩЕГО МАТЕРИАЛА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1999 |
|
RU2235620C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ШАРОВОЙ ЗАТВОР ИЗ КЕРМЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2525965C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2010 |
|
RU2433108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2014 |
|
RU2587669C2 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2015 |
|
RU2593255C1 |
| ПРЕФОРМА И СОСТАВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2008 |
|
RU2433042C2 |
| МЕТАЛЛОПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЗАГОТОВОК | 2006 |
|
RU2310542C1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению каретки затвора огнестрельного оружия методом литья под давлением. Исходное сырье, содержащее металлический порошок и соединенное с металлическим порошком связующее, подвергают литью под давлением с формированием заготовки. Заготовка при ее извлечении из литьевой формы имеет по меньшей мере один литник. Полученную заготовку охлаждают и удаляют связующее с получением полуфабриката. Полученный полуфабрикат спекают, причем до окончания спекания на изготавливаемой каретке затвора оставляют по меньшей мере один литник. Способ позволяет получить изделие без коробления, вызываемого термообработкой, упростить технологию изготовления и обеспечить рентабельное производство. 11 з.п. ф-лы, 4 ил.
1. Способ изготовления каретки (1) затвора огнестрельного оружия методом литья под давлением из металлического порошка, включающий в себя этапы:
- литье заготовки (3) в литьевой форме, причем в качестве материала для литья применяют исходное сырье, содержащее металлический порошок и соединенное с металлическим порошком связующее, при этом заготовка при ее извлечении из литьевой формы имеет по меньшей мере один литник (6);
- охлаждение заготовки (3);
- удаление связующего из заготовки (3) с получением полуфабриката (4);
- спекание полуфабриката (4), причем до окончания спекания на изготавливаемой каретке затвора оставляют по меньшей мере один литник (6).
2. Способ по п.1, характеризующийся тем, что заготовку (3) охлаждают медленно, в частности, в течение 10-25 мин.
3. Способ по п.1, характеризующийся тем, что, по меньшей мере, часть этапа охлаждения разных частей заготовки (3) осуществляют при одинаковых или при разных температурах, обеспечивающих отсутствие в заготовке (3) во время охлаждения трещин и/или короблений.
4. Способ по п.1, характеризующийся тем, что заготовку (3) охлаждают в проходной печи.
5. Способ по п.1, характеризующийся тем, что заготовку (3) охлаждают в масляной ванне или в контакте с нагретыми частями, в частности металлическими частями.
6. Способ по п.1, характеризующийся тем, что заготовка (3) при ее извлечении из литьевой формы имеет литниковый стержень (5).
7. Способ по п.6, характеризующийся тем, что при извлечении заготовки (3) из литьевой формы ее (3) удерживают за литниковый стержень (5).
8. Способ по п.1, характеризующийся тем, что удаление связующего осуществляют в каталитическом процессе, в частности в атмосфере азота с добавлением азотной кислоты.
9. Способ по п.1, характеризующийся тем, что литниковый стержень (5) оставляют до окончания спекания полуфабриката (4) на изготавливаемой каретке (1) затвора.
10. Способ по п.1, характеризующийся тем, что литниковый стержень (5) перед спеканием полуфабриката (4) удаляют и помещают в отверстие (7) изготавливаемой каретки (1) затвора для ее поддержки во время спекания.
11. Способ по п.1, характеризующийся тем, что в качестве материала для литья заготовки (3) применяют 100Cr6 или 21NiCrMo2 (CATAMOLD 8620 фирмы BASF) или 42CrMo.
| ЕР 1486750 А1, 15.12.2004 | |||
| US 5482671 А, 09.01.1996 | |||
| Морозов С | |||
| "СКИФ" - универсальный солдат | |||
| Калашников, оружие, боеприпасы, снаряжение | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

