Изобретение относится к машиностроению и может быть использовано в конструкциях кривошипных прессов и других кузнечно-прессовых машин с возвратно-поступательным движением рабочего звена, подвергающихся перегрузкам, связанным с особенностями технологического нагружения или другими факторами.
Известен способ предохранения кривошипных прессов от перегрузок по усилию на ползуне (Кузнечно-штамповочное оборудование: Учебник для машиностроительных вузов / А.Н.Банкетов, Ю.А.Бочаров, Н.С.Добринский и др.; Под ред. А.Н.Банкетова, Е.Н.Ланского. - 2 изд., перераб. и доп. - М.: Машиностроение, 1982. - с.233, рис.17.2), основанный на встраивании в силовой контур, создаваемый обрабатываемым изделием, инструментом, исполнительным механизмом и станиной пружинно-рычажных устройств, снижающих жесткость силового контура при превышении усилия на ползуне номинальных значений. Недостатки способа - громоздкость реализующих его устройств и низкая точность срабатывания, связанная с непостоянством передаточной функции рычажных систем при различных обобщенных координатах процесса нагружения, что ограничивает его применение горизонтально-ковочными машинами и холодно-высадочными автоматами для предохранения дополнительного исполнительного механизма (механизма зажима заготовки).
Известен способ предохранения кривошипных прессов от перегрузок по усилию на ползуне (авторское свидетельство СССР №1639976, 1991), основанный на встраивании в силовой контур, создаваемый обрабатываемым изделием, инструментом, исполнительным механизмом и станиной неметаллических упругих элементов, деформирующихся при превышении усилия на ползуне номинальных значений. Недостатки способа - ограниченная долговечность и низкая точность срабатывания реализующих способ устройств, снижение эффективной жесткости прессов, невозможность реализации в кривошипных прессах для объемной штамповки в связи с недопустимо высокими удельными нагрузками на упругие элементы.
Известен способ предохранения кривошипных прессов от перегрузок по усилию на ползуне (Листоштамповочные механические прессы. Ровинский Г.Н., Злотников С.Л. - Л.: Машиностроение, 1968. - с.283, рис.166), основанный на встраивании в силовой контур, создаваемый обрабатываемым изделием, инструментом, исполнительным механизмом и станиной гидравлических или гидромеханических предохранительных устройств. Недостаток способа - инерционность срабатывания реализующих его устройств, ограничивающая его применение тихоходными средними и тяжелыми листоштамповочными прессами. Другой недостаток - невозможность применения в прессах для объемной штамповки с высокими удельными нагрузками на стол и ползун, поскольку совокупность применяемых в прессах гидравлических устройств не рассчитана на возникающие в этих условиях давления.
Наиболее близким по технической сущности к заявляемому является способ предохранения кривошипных прессов от перегрузок по усилию на ползуне (Листоштамповочные механические прессы. Ровинский Г.Н., Злотников С.Л. - Л.: Машиностроение, 1968. - с.282, рис.165), основанный на встраивании в силовой контур, создаваемый обрабатываемым изделием, инструментом, исполнительным механизмом и станиной предохранительных устройств с разрушающимися элементами. Недостатки способа - низкая точность срабатывания, связанная с постепенным снижением усилия срабатывания предохранителя в результате усталостных явлений, отсутствие самовосстанавливаемости.
Предлагаемый способ направлен на обеспечение долговечного и безинерционного предохранения кривошипных прессов от перегрузки по усилию на ползуне при любых достижимых скоростях деформирования обрабатываемого изделия.
Указанный технический результат достигается тем, что способ предохранения от перегрузок по усилию на ползуне кривошипного пресса, имеющего разъемную станину, стянутую шпильками, заключается в том, что при превышении усилия на ползуне пресса номинальной величины снижают жесткость силового контура, созданного станиной пресса, его исполнительным механизмом, деформирующим инструментом и обрабатываемым изделием, при этом для затяжки разъемной станины используют шпильки, выполненные с диаметром средней части, обеспечивающим снижение жесткости упомянутого силового контура до величины, составляющей 10-30% от эффективной жесткости пресса.
Заявляемый способ включает в себя следующую последовательность операций (фиг.1):
1. Разъемная станина стягивается стяжными шпильками 2 таким образом, чтобы при превышении усилия на ползуне номинальной величины стык затянутого соединения раскрывается.
2. Диаметр средней части стяжных шпилек 2 подбирается так, чтобы после раскрытия стыка жесткость силового контура, создаваемого обрабатываемым изделием 4, инструментом, исполнительным механизмом, состоящим из ползуна 3, шатуна 5 и главного вала 6, и станиной 1, составляла 10÷30 от эффективной жесткости пресса.
3. При раскрытии стыка установленные на станину датчики усилия 7 отключают пресс так, что ее рабочий орган приходит в КИП с сигнализацией о факте перегрузки.
4. Гидрогайка 8 или другое известное устройство перезатягивает шпильку, восстанавливая расчетное усилие срабатывания в соответствии с измеренной деформацией в режиме ручного дистанционного или автоматического управления.
Подробнее сущность заявляемого способа поясняется чертежами:
- на фиг.1 показана схема реализации способа при защите пресса;
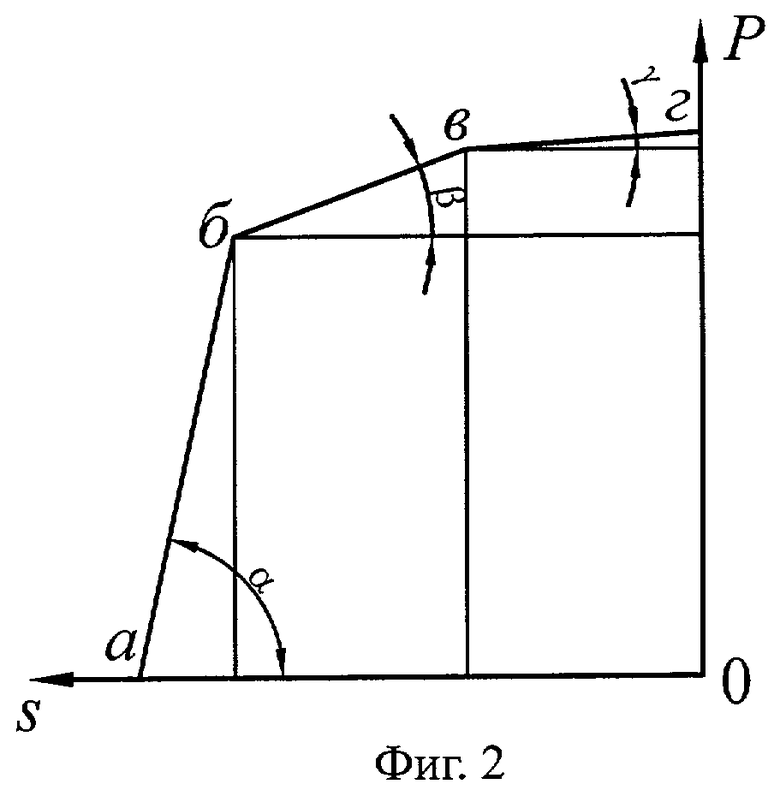
- на фиг.2 приведено развитие перегрузок на ползуне пресса. Развитие перегрузок на ползуне пресса описывается фиг.2.
Рассматривается предельный вариант - графиком технологической операция является график эффективной жесткости пресса. По вертикальной оси отложено текущее усилие на ползуне пресса Р, по горизонтальной - недоход ползуна s до КРП. Точка а соответствует началу деформации обрабатываемого изделия, точка б - усилию раскрытия стыка станины, точка в - переходу центральной части шпилек 2 в пластическую область, точка г - переходу ползуна через КРП. Угол α характеризует эффективную жесткость пресса, угол β - линейную жесткость пресса после раскрытия стыка станины, угол γ - линейную жесткость пресса при переходе центральной части шпилек в пластическую область. В зависимости от соотношений параметров пресса и шпилек пластическая область в ряде случаев может отсутствовать (например, для автоматов с малой относительной величиной хода ползуна).
Шпильки 2 имеют неограниченную долговечность при нормальном режиме работы пресса и ограниченную долговечность при работе пресса в условиях перегрузок. В последнем случае разрушение шпилек определяется исчерпанием ресурса пластичности.
В качестве примера реализации заявляемого способа в таблице 1 приведены результаты перегрузки кривошипного горячештамповочного пресса номинальным усилием 25 МН, а также листоштамповочного автомата номинальным усилием 1 МН.
В таблице:
Рз - усилие затяжки шпилек;
Сэф1 - эффективная жесткость пресса до раскрытия стыка станины;
Сэф2 - эффективная жесткость пресса после раскрытия стыка станины;
Pmax - максимальное усилие перегрузки на ползуне.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПРЕДОХРАНЕНИЯ КРИВОШИПНЫХ ПРЕССОВ ОТ ПЕРЕГРУЗОК ПО СИЛЕ НА ПОЛЗУНЕ | 2013 |
|
RU2548562C2 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| УСТРОЙСТВО ДЛЯ ПРЕДОХРАНЕНИЯ ПРЕССА ОТ ПЕРЕГРУЗОК | 2006 |
|
RU2304514C1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
| ПРЕДОХРАНИТЕЛЬ ПРЕССА | 1999 |
|
RU2169080C1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОХРАНЕНИЯ ПРЕССА ОТ ПЕРЕГРУЗОК | 1999 |
|
RU2169079C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| УСТРОЙСТВО ДЛЯ ПРЕДОХРАНЕНИЯ ОТ ПЕРЕГРУЗОК КРИВОШИПНОГО ПРЕССА | 2009 |
|
RU2419545C2 |
| Привод наружного ползуна пресса двойного действия | 1972 |
|
SU606738A1 |
| Способ измерения усилия кривошипного горячештамповочного пресса по крутящему моменту приемного вала | 2024 |
|
RU2837056C1 |
Изобретение относится к кузнечно-прессовому машиностроению и может быть использовано в конструкциях кривошипных прессов, имеющих разъемную станину, стянутую шпильками. При превышении усилия на ползуне пресса номинальной величины снижают жесткость силового контура, созданного станиной пресса, его исполнительным механизмом, деформирующим инструментом и обрабатываемым изделием. При этом для затяжки разъемной станины используют шпильки, имеющие диаметр средней части, обеспечивающий снижение жесткости силового контура до величины, составляющей 10-30% от эффективной жесткости пресса. В результате обеспечивается долговечное и безинерционное предохранение кривошипных прессов от перегрузок по усилию на ползуне при любых достижимых скоростях деформирования обрабатываемого изделия. 2 ил., 1 табл.
Способ предохранения от перегрузок по усилию на ползуне кривошипного пресса, имеющего разъемную станину, стянутую шпильками, отличающийся тем, что при превышении усилия на ползуне пресса номинальной величины снижают жесткость силового контура, созданного станиной пресса, его исполнительным механизмом, деформирующим инструментом и обрабатываемым изделием, при этом для затяжки разъемной станины используют шпильки, выполненные с диаметром средней части, обеспечивающим снижение жесткости упомянутого силового контура до величины, составляющей 10-30% от эффективной жесткости пресса.
| РОВИНСКИЙ Г.Н., ЗЛОТНИКОВ С.Л | |||
| Листоштамповочные механические прессы | |||
| - М.: Машиностроение, 1968, с.53-54, рис.38 | |||
| Устройство предохранения от перегрузкиМЕХАНичЕСКОгО пРЕССА | 1979 |
|
SU804531A1 |
| Указатель усилия пресса | 1973 |
|
SU573728A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОХРАНЕНИЯ ПРЕССА ОТ ПЕРЕГРУЗОК | 1999 |
|
RU2169079C1 |
| US 5078003 А, 07.01.1992 | |||
| US 6457406 В1, 01.10.2002. | |||

