Изобретение относится к черной металлургии, конкретнее к раскислению металла и легированию металла. Известно устройство, содержащее подающий барабан и тянущие ролики, за которьоми расположен металлический патрубок с изогнутым выводным концом, снабженный направляющей воронкой, установленной на приемном конце патрубка на i асстоянии от тян щих роликов, равном 0,001-0,05 диам ра воронки, и графитовым наконечником с закрепленным штуцером подвода инертного газа. Устройство работает следующим образом. Включаются тянущие ролики и алюминиевая проволока через металлический патрубок подает ся в ковш. При этом металл продувается инертным газом 13« К недостаткам этого устройства относится значительная инерционност системы(барабан-тянущие роликиТ , Пр тически устройство пригодно для вво да лишь заранее определенной массы алюминиевой проволоки. Наиболее близким по технической сущности является устройство автома тического ввода алюминия в сталераэ ливочный ковш, которое содержит подающий барабан и тянуише ролики, за которыми расположен металлический патрубок, С целью увеличения точности дозирования алюминия оно дополнительно снабжено безинерционным звеном разматывания алюминиевой проволоки, реле времени и исполнительным механизмом 2 . Это устройство работает следующим образом. Алюминиевая проволока подается в металл с барабана, помещенного на неподвижной бабине. Разматывание прово.;оки с бунта производится за счет усилия тянущих роликов и безинерционного звена, которое вращается по кольцу, образованному из двух полукольцевых .пазов, один из которых вырезан по внешнему контуру бабины. При этом время контакта рабочего и прижимного ролика регламентируется реле времени, пропорционально кото.рому равен расход алюминиевой проволоки. Известное устройство обладает следующими недостатками.: во-первых, не обеспечивает равномерного разматывания алюминиевой проволоки с барабана имеет место затягивание конца проволоки вовнутрь барабана и, как следствие этого, обрыв проволоки, а также изменение
скорости подачи, т.е. имеет место скольжение роликов по проволоке;
во-вторых, не обеспечивается точность дозирования из-за скольжения. Цель изобретения - повышение надежности работы устройства, увеличение точности дозирования и улучшение качества металла.
Поставленная цель достигается тем, что бунт проволоки устанавливается вертикально на неподвижное основание, снабженное ограничителями, исключающими перемещение бунта, в горизонтальной плоскости во время его разматывания, оно дополнительно снабжено измерительным и прижимным роликами, при этом на оси измерительного ролика установлен безконтактный, например, индукционный датчик импульсов что ограничители перемещения бунта проволоки в горизонтальной плоскости дополнительно снабжены устройствами, ограничивающие перемещение бунта проволоки в вертикальном направлении, а неподвижное основание с бунтом проволоки помещается на тележке.
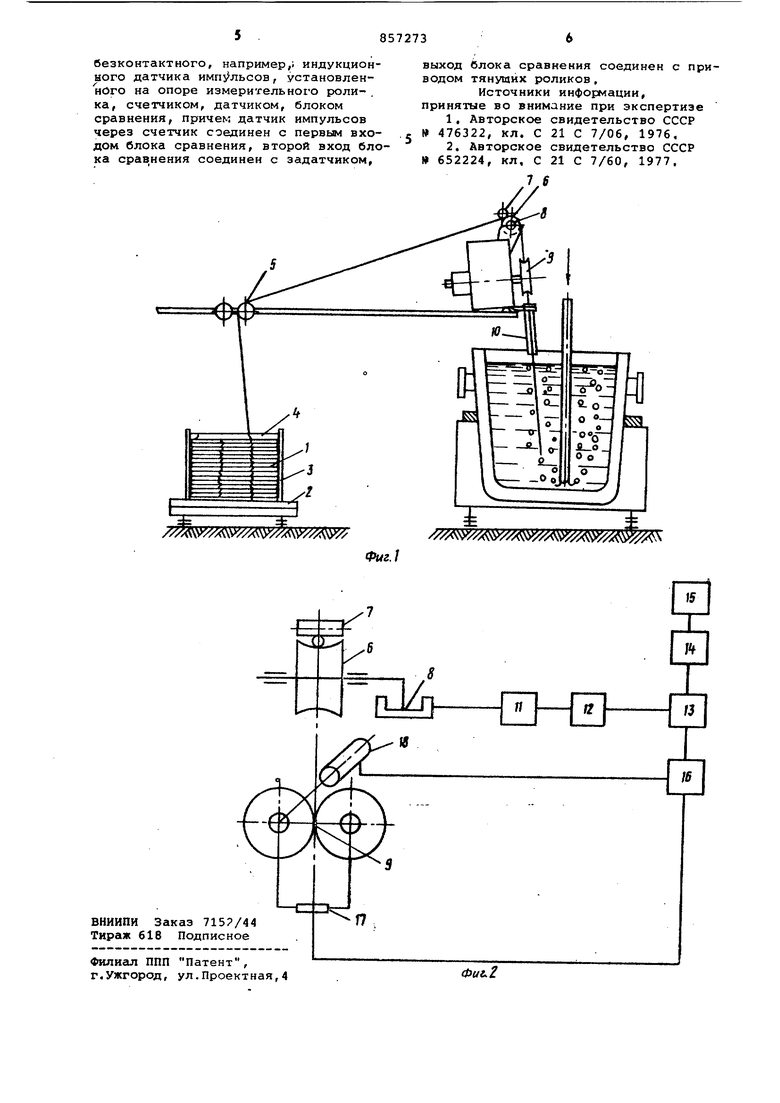
На фиг. 1 представлена общая принципиальная схема устройства; на фиг, 2 - устройство для ввода легирующих добавок в легирующую сталь,
Устройство содержит бунт проволоки 1, неподвижное основание 2 под бунт проволоки, ограничители перемещения бунта в горизонтальной плоскости 3, ограничители перемещения бунта проволоки в вертикальной плоскости 4 промежуточные ролики 5, измерительный ролик б, прижимной ролик 7, индукционный датчик 8, тянущие ролики 9, направляющая трубка 10, операционный усилитель 11, блок счета числа импульсов 12, логический блок 13, задатчик 14, пусковое устройство 15, преобразователь 16, исполнительный механизм 17, привод тянущих роликов 18.
Устройство работает следующим образом .
Исходя из технологической задачи, оператор задатчиком 14 устанавливает необходимое число оборотов измерительного ролика 6, т.е. задает необходимый массовый расход легирующей добавки, пусковым устройством 15 включает привод (18) тянущих роликов 9, исполнительным механизмом 17 зажимает проволоку между тянущими роликами и начинается подача,проволоки ,в металл. .
При каждом обороте измерительного ролики металлическая пластина проходит через паз ннерцйонногсР датчика и с него поступает сигнал в операционный усилитель 11, затем - в блок счета импульсов 12. В логическом блоке 13 происходит сравнение сигналов с задатчиков 14 и блока счета импульсов 12. При выравнивании обеих сигналов через преобразователь 16 подается команда на выключение исполнительного механизма 17 и привода тянущих роликов 18 и после введения заданного количества подача проволоки прекращается.
Приме р.1. Выплавка в 1бО-т конверторе стали Зсп с алюминием. В конвертор заваливают скрап и заливают жидкий чугун. Затем металл продувают кислородом для получения стандартного полупродукта. После окончания продувки расплав выпускают в ковш, куда в это время присаживают коксик, ферросилиций и силикомаргане для получения марочного химического состава металла по зтим элементам.
После окончания выпуска металл продувают аргоном и во время этой продувки в ковш подают алюминиевую проволоку диаметром 9 мм в течение 2,5 мин, за этом время в металл введено 129 кг алюминия или 0,8 кг/т стали. Концентрация алюминия в готовой стали повысилась на 0,05%, при этом коэффициент усвоения алюминия составил 62%.
Пример 2, При выплавке в 160-т конверторе стали марки 09Г2ФБ продувку металла ведут аналогично примеру 1. При вЕшуске металла из конвертора в ковш присаживают раскисляющие и легирующие материалы. Затем металл продувают аргоном и во время этой продувки в металл вводят алюмокальциевую проволоку, содержащую 10,5% алюминия, 43,5% кальция и 46% железа. Всего введено 200 кг проволоки. За счет введения алюмокальциевой проволоки содержание алюминия повысилось на 0,01%; усвоение алюминия составило 76% и произошло снижение содержания серы с 0,011% до 0,005%, т.е. степень десульфурации составила 54%,
Внедрение предлагаемого устройства позволит надежно и точно вводить рафинирующую, легирующую или модифицирующую добавку, что позволит уменьшить угар вводимого материала и повысить качесэЕво металла.
Формула изобретения
Устройство для ввода легирующей добавки в жидкую стальf содержащее направляющую трубу, тянущие ролики с приводом и прижимной ролик, отличающееся тем, что, с цел повышения надежности работы устройства, увеличения точности дозирования и улучшения качества металла, бунт проволоки расположен вертикально на неподвижном основании, снабженным ограничителями перемещения бунта в горизонтальной и вертикальной плоскостях, дополнительно снабжено измерительным роликом, на оси которого установлена металлическая пластина, являющаяся элементом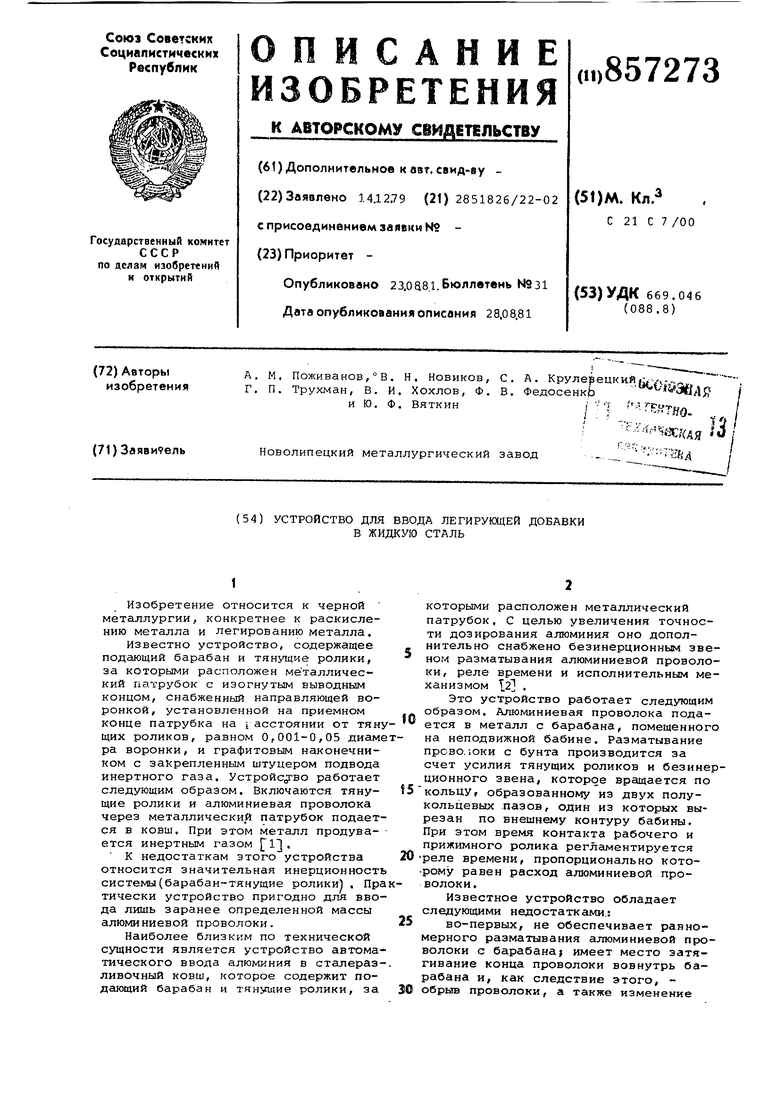

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1116073A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1131907A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1980 |
|
SU899242A1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2002 |
|
RU2228371C1 |
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| Способ выплавки стали для автолиста | 1981 |
|
SU981385A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1987 |
|
SU1420033A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1982 |
|
SU1043172A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 1999 |
|
RU2166550C2 |
