Изобретение относится к области обработки металлов давлением, а именно к получению поковок горячей штамповкой на прессах.
Использование при горячей штамповке на прессах нагретых штамповых блоков обеспечивает улучшение условий деформирования, поскольку снижаются тепловые потери обрабатываемого металла и, как следствие этого, облегчается течение последнего в гравюры штампов. При этом современные технологические процессы штамповки налагают повышенные требования к равномерности и постоянству температуры штампов. Эти требования становятся особенно жесткими при изотермической штамповке, когда применяют малые скорости деформирования и поддерживают температуру штампов равной температуре нагрева заготовок.
Одним из аналогов заявляемого изобретения является широко используемый в промышленной практике способ нагрева штампов в печах перед установкой штамповых блоков на пресс (А.Ф.Белов, Б.В.Розанов, В.П.Линц. Объемная штамповка на гидравлических прессах. - М.: Машиностроение, 1986, с.189).
Недостатком этого способа является то, что в процессе установки на пресс и в промежутках между рабочими циклами штамповки блок теряет температуру за счет теплоотдачи в окружающую среду.
Другим аналогом изобретения является способ нагрева штамповых блоков непосредственно на прессе. Он заключается в том, что тепловую энергию создают и подводят к штампам с помощью нагревательных устройств, размещаемых внутри тел штампов (там же, с.190, рис.132). Осуществление нагрева по данному способу связано с необходимостью выполнения в верхнем и нижнем штампах отверстий для размещения нагревателей электросопротивления или индукторов. Способ, хотя и позволяет поддерживать тепловое состояние штампов, обладает рядом недостатков. К ним относятся ослабление прочности штампов, значительные потери тепловой энергии в окружающую среду и в неравномерность распределения температуры в области гравюр штампов.
В качестве прототипа настоящего изобретения выбран способ нагрева прессовых штамповых блоков для изотермической штамповки (С.З.Фиглин, В.В.Бойцов, Ю.Г.Калпин, Ю.И.Каплин. Изотермическое деформирование металлов. - М.: Машиностроение, 1978, с.29).
Способ-прототип включает установку на штамповый блок электронагревательного устройства, создающего и подводящего тепловую энергию к боковым поверхностям верхнего и нижнего штампов, а также оснащение штампов теплоизолирующими элементами, обеспечивающими снижение тепловых потерь. При использовании способа-прототипа полностью либо частично устраняются недостатки вышеприведенных аналогов. Однако способ не обеспечивает постоянства и равномерности нагрева штампов в области гравюр.
Задачей настоящего изобретения является обеспечение возможности изготовления горячей, в том числе изотермической, штамповкой сложно-фасонных поковок с однородной структурой металла и равномерным распределением механических свойств по объему поковки путем выравнивания и стабилизации температуры штампов в области гравюр.
Технический результат достигается тем, что осуществляют подведение тепловой энергии к боковым поверхностям верхнего и нижнего штампов посредством установленного на прессе электронагревательного устройства. Кроме того, верхний и нижний штампы нагревают со стороны их гравюр посредством дополнительного нагревательного устройства, которое вводят в разъем штампового блока перед началом работы и в промежутках между рабочими циклами пресса и посредством которого производят нагрев воздуха и его принудительную циркуляцию в замкнутом пространстве между корпусом вводимого устройства и рабочими торцами штампов.
Один из возможных вариантов реализации предлагаемого способа иллюстрируется чертежом. На чертеже изображен штамповый блок с устройствами для его нагрева.
Верхний штамп 1 и нижний штамп 2 с помощью штамподержателей 3 и 4 закреплены соответственно на подвижной траверсе и на столе пресса (на чертеже не показаны). Между штампами и штамподержателями установлены опорные пакеты, состоящие из чередующихся стальных плит 5 и прослоек 6 из термоизолирующего материала. Верхний и нижний штампы с боков окружены нагревательным устройством, состоящим из термоизолирующих кожухов 7 и 8 и размещенных внутри них нагревателей электросопротивления 9. Дополнительное нагревательное устройство содержит корпус 10, образующий с рабочими поверхностями штампов замкнутое пространство. Внутри корпуса устройства размещены распределительные решетки 11 и 12 и пакеты нагревателей электросопротивления 13. Между решетками по контуру устройства расположены вентиляторы 14, оси 15 которых через боковые отверстия в корпусе устройства выведены за пределы корпуса. Окончания осей снабжены червячными шестернями 16. Привод вращения вентиляторов осуществляется от двух червячных валов 17 с электродвигателями (на чертеже не показаны).
Первоначальный нагрев штампового блока ведут при одновременном включении нагревателей обоих нагревательных устройств и вентиляторов дополнительного устройства. Тепловая энергия, создаваемая нагревателями первого устройства, передается к боковым поверхностям штампов посредством излучения. Нагрев штампов со стороны гравюр осуществляется с помощью дополнительного устройства теплопередачей от принудительно циркулирующего нагретого воздуха. Нагрев воздуха, нагнетаемого вентиляторами, происходит в процессе его обтекания поверхностей нагревателей устройства. Нагретый воздух поступает к поверхностям гравюр штампов через отверстия в распределительных решетках. Направления циркуляции воздуха указаны на чертеже стрелками. Равномерность температуры штампов в области гравюр обеспечивается правильным размещением и профилированием отверстий в решетках.
Система управления нагревом штампового блока включает температурные датчики, размещаемых в теле штампов и воздушном пространстве дополнительного нагревательного устройства.
Перед началом штамповки дополнительное нагревательное устройство удаляется из разъема штампа.
В процессе работы пресса необходимые корректировки теплового состояния штампового блока могут осуществляться с использованием как обоих нагревательных устройств, так и какого-либо одного из них.
Применение предлагаемого изобретения существенно расширит возможности горячей штамповки в отношении улучшения качества изделий:
- за счет равномерности температуры штампов в области гравюр при профилировании и размещении отверстий в решетках;
- за счет наличия в системе управления нагревом температурных датчиков;
- за счет нагрева воздуха, нагнетаемого вентиляторами, при его обтекании нагревателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2475329C1 |
| Устройство для изотермической штамповки | 1981 |
|
SU1028410A1 |
| Способ изотермической штамповки поковок из алюминиевых сплавов | 1984 |
|
SU1248714A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1712052A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению поковок горячей штамповкой на прессах. Штамповку осуществляют в штамповом блоке, который состоит из верхнего и нижнего штампов и снабжен термоизоляцией. К боковым поверхностям верхнего и нижнего штампов подводят тепловую энергию, которую создают посредством установленного на прессе электронагревательного устройства. Кроме того, нагревают штампы со стороны их гравюр посредством дополнительного нагревательного устройства. Указанное устройство имеет корпус, образующий с рабочими торцами штампов замкнутое пространство. Дополнительное устройство нагревает воздух и обеспечивает его принудительную циркуляцию в упомянутом замкнутом пространстве. Перед началом штамповки дополнительное устройство удаляют из разъема штампового блока. В результате обеспечивается выравнивание и стабилизация температуры штампов в области гравюр, что позволяет получать поковки с однородной структурой и равномерным распределением механических свойств по всему объему. 1 ил.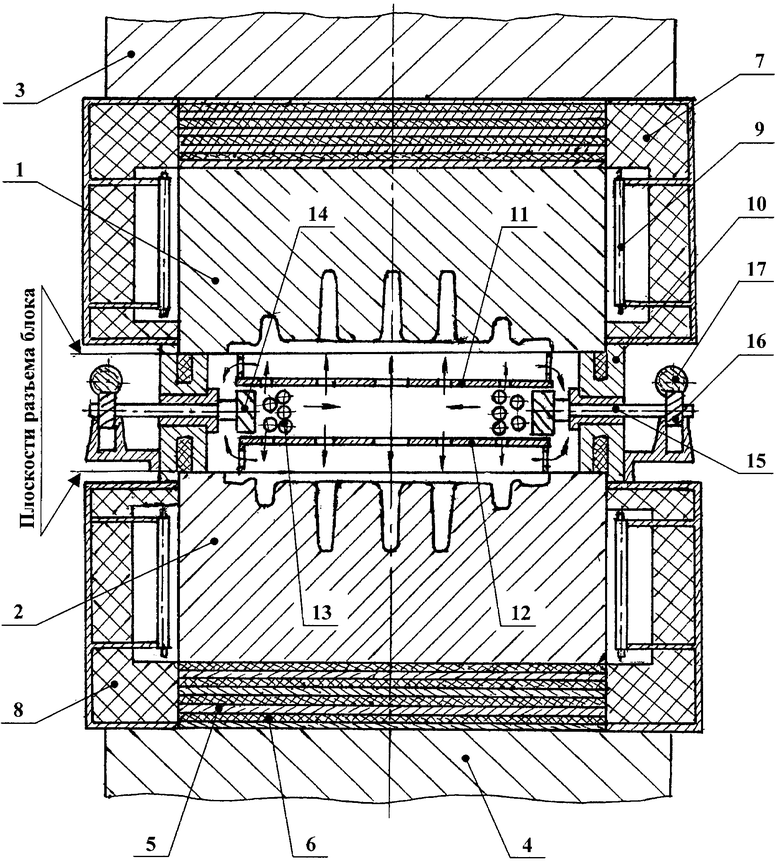
Способ изготовления поковок горячей штамповкой на прессах, включающий нагрев штампового блока, состоящего из верхнего и нижнего штампов и снабженного термоизоляцией, путем подведения тепловой энергии к боковым поверхностям упомянутых верхнего и нижнего штампов посредством установленного на прессе электронагревательного устройства, и штамповку заготовки, отличающийся тем, что осуществляют нагрев верхнего и нижнего штампов со стороны их гравюр посредством дополнительного нагревательного устройства, имеющего корпус, образующий с рабочими торцами штампов при введении дополнительного нагревательного устройства в разъем штампового блока замкнутое пространство, и выполненного с возможностью нагрева воздуха и его принудительной циркуляции в упомянутом замкнутом пространстве, при этом дополнительное нагревательное устройство перед началом штамповки удаляют из разъема штампового блока.
| ФИГЛИН С.З | |||
| и др | |||
| Изотермическое деформирование металлов | |||
| - М.: Машиностроение, 1978, с.29 | |||
| Штамп для горячей изотермической штамповки | 1979 |
|
SU871984A1 |
| Устройство для изотермической штамповки | 1989 |
|
SU1660822A1 |
| УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2259901C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНЦЕНТРАТА КВАСНОГО СУСЛА | 2015 |
|
RU2601553C1 |
| US 3926029 А, 16.12.1975. | |||

