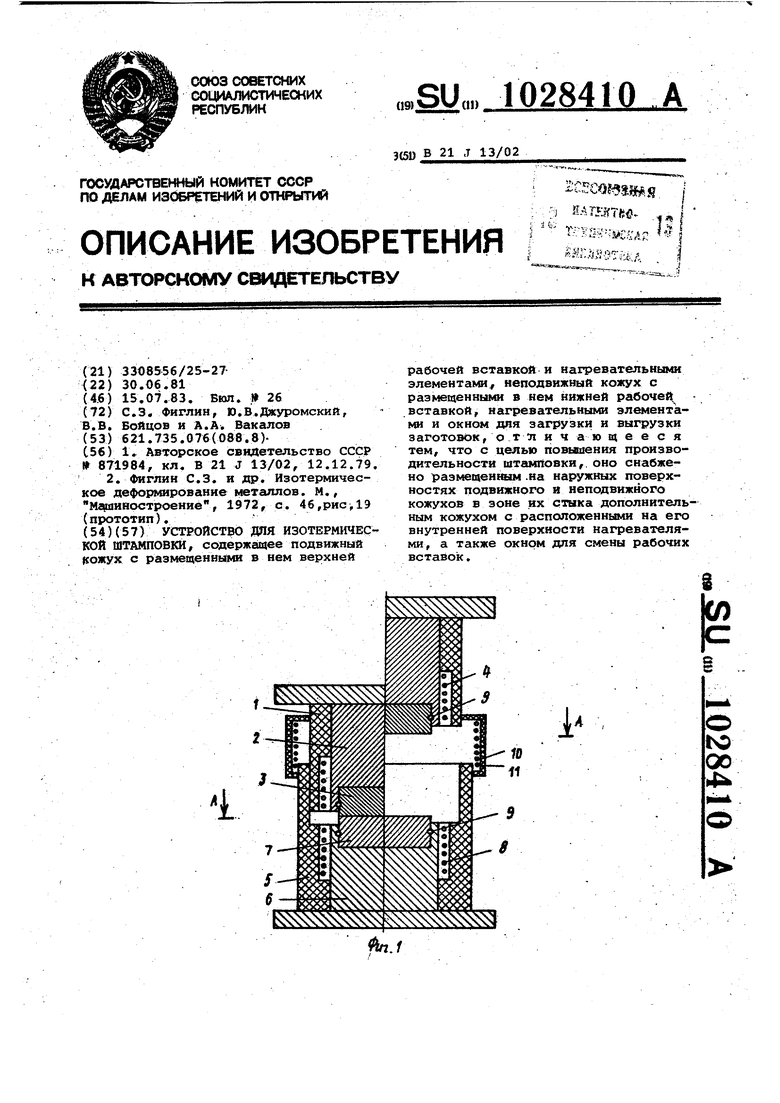
Изобретение относится к обработ ке металлов давлением, а именно к конструкциям устройства для изотер мической штамповки. Известен штамп для горячей изотермической штамповки, содержащий подвижный и неподвижный кожухи с размещенными в них рабочими вставк ми и нагревателями, а также дополнительный кожух Недостатком конструкции являетс то, что при замене рабочих вставок имеют место большие потери тепла в окружаклдую среду, Наиболее близким к предлагаемому является штамп для горячей изотермической штамповки, содержащий подвижный кожух с размещенными в нем верхней рабочей вставкой и нагре-, нательными элементами, неподвижный кожух с размещенными в нем нижней рабочей вставкой, нагреватель- ными элeмeнтa IИ и окном для загрузки и выгрузки заготовок f2J. Недостаток конструкции заключается в больших потерях теплоты в окружаклдую среду при раскрытии ;стыка теплоизоляционных кожухов при замене рабочих вставок. Это приводит к значительным затратам времени для выхода устройства на рабочую температуру,что в конечном счете предопределяет Низкую производитель ность штамповки, Цель изобретения - повышение про изводительности штамповки. Указанная цель достигается тем, .что устройство для изотермической штамповки, содержащее подвижный кожух с размещенными в нем верхней рабочей вставкой и нагревательными элементами, неподвижный кожух с размещенными в нем нижней рабочей вставкой, нагревательными элементами и окном для загрузки и выгрузки заготовок, снабжено размещенным на наружных поверхностях подвижного и неподвижного кожухов в зрне их стык дополнительным кожухом с расположен ными на его внутренней поверхности нагревателями, а также окном для смены рабочих вставок. На фиг. 1 представлено устройств общий вид; на фиг.-2 - сечение А-А на фиг.1. Устройство состоит из подвижного кожуха 1 с размещенными в нем верхним штамподержателем 2 и верхней ра бочей вставкой 3, а также нагревате ными элементами 4. Подвижный кожух входит в сопрягаемый с ним неподвиж ный кожух 5, в котором размещены ни ний штамподержатель б с нижней рабо чей вставкой 7 и нагревательные элементы 8. Рабочие вставки 3 и 7 закреплены в штамподержателях сооргветственно 2 и 6 с помощью штырей 9. Дополнительный кожух 10 с размещенными в нем электрическими элементами 11 установлен на наружных поверхностях подвижного 1 и неподвижного 5 кожухов . В неподвижном и дополН:Ительном кожухах выполнены окна 12 i 13 соответственно для загрузки и Выгрузки заготовок, а также для CMefitj рабочих вставок. Устройство работает следующим образом. Перед началом штамповки исходную заготовку (не показана) укл адывают на нижнюю рабочую вставку 7 через рабочее окно 12 неподвижного кожуха 5, после чего производят штамповку. При обратном ходе ползуна г одвижные элементы перемещают вверх на высоту , необходимую для удгше ния отштампованной и укладки нс1вой заготовки. При этом подвижный южух 1 не выходит из сопрягаемого с ним неподвижного кожуха. При смене рабочих вставок 3 и 7 ползун пресса перемещают вкерх, а телескопически расположенные кожуха 5 и 1 выходят из зацепления; и образуют по высоте зазор больше, чем высота рабочей вставки. Зона открытого стыка между кожухами 5 и 1 перекрыта,при этом дополнительным кожухом 10. Нагревательные элементы 11 дополнительного кожуха .О, включенные до начала раскрытия стыка кожухов 5 и -1, нагревают воздух и темпераокружающее пространство до туры на 100-150 С выше температуры нагрева штамповых вставок В и-7.При этом направление потока теплоты, образуемого за счет излучения и конвекции от нагревателей 11,направлен внутрь устройства, что позволяет сохранить рабочую температуру рабочих вставок 3 и 7. Затем вынимают штыри 9 и специальными клещами через окно 13 заменяют горячие штамповые вставки 3 и 7. Эффективность применении устройства обусловлена повьшением производитель ностиоштамповки за сокращения времени выхода яа рабочий температурный режим- в процессе замены рабочих вставок, а такж-э при штамповке крупногабаритных поковок. В последнем случае загрузка и :зыгрузка крупногабаритных поковок о-уществляется через окно в дополнит льном кожухе.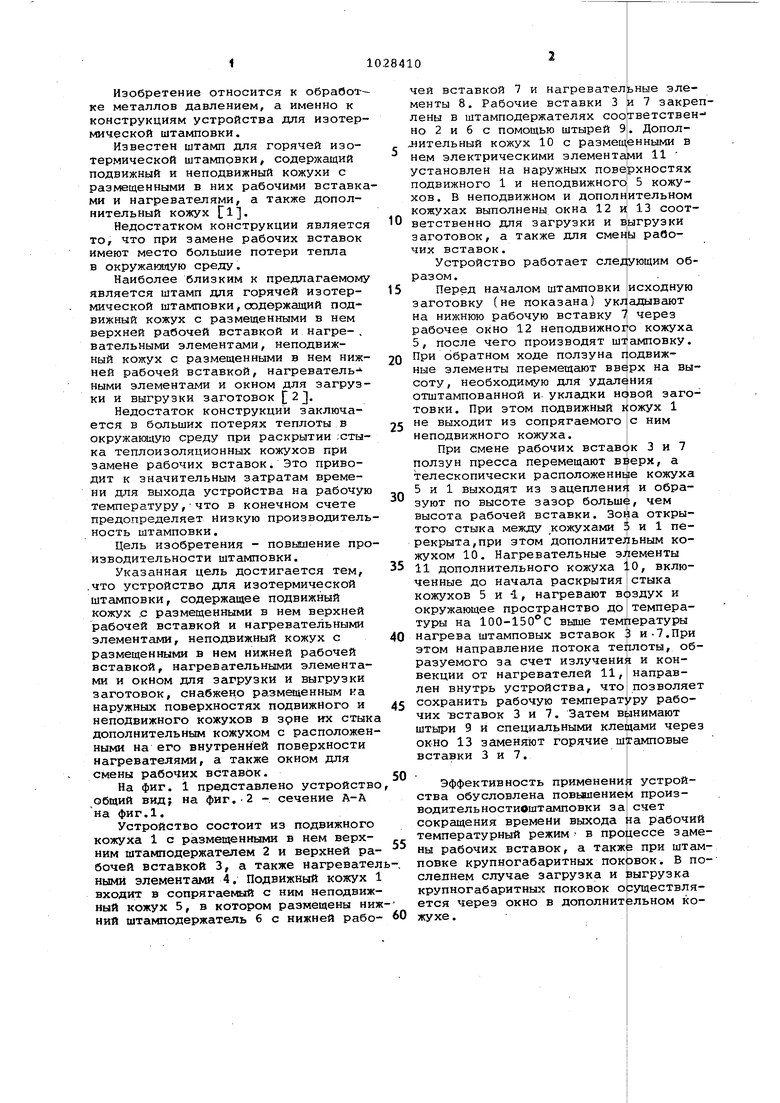
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Устройство для изотермической штамповки | 1983 |
|
SU1144751A1 |
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1712052A1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU829300A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ГОРЯЧЕЙ ШТАМПОВКОЙ НА ПРЕССАХ | 2010 |
|
RU2429934C1 |
УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ, содержгицее подвижный кожух с раз1ъющенными в нем верхней рабочей вставкой и нагревательнюш элементами, неподвижный кожух с размещенными в нем нижней рабоче( вставкой, нагревательными элементами и окном дяя загрузки и выгрузки заготовок, о т л и ч а ю &( е е с я тем, что с целью повышения производительности штамповки,, оно снабжено азмецеишш .на наружных поверхностях подвижного и неподвижного кожухов в зоне их стыка дополнительным кожухом с расположенными на его внутренней поверхности нагревателями, а также окном для смены рабочих вставок. ggg to 00 4