1
Изобретение относится к обработке металлов давлением и может быть использовано при получении деталей, например, из титановых сплавов путем горячей изотермической што1мповки.
Известен штамп для горячей изотермической штамповки, содержащий подвижный и неподвижный блоки, закрепленные на них теплоизоляционные кожухи, в неподвижном из которых выполнено загрузочное окно с дверцей, а также нагреватель зоны деформирования и замкнутые камеры, одна из которых сообщена.с зоной деформирования, а другая - с атмосферой l.
Недостаток данного мтампа закл1э- . чается в том, что он не обеспечивает хоретыего качества штампуеилх изделий, так как наличие полостей в подвижном и неподвижном блоках приводит к ослаблению жесткости системы прессштамп и возможен прогиб центральной опорной части штампа.
Цель изобретения - повышение качества штампуемлх изделий.
Цель достигается тем, что штамп снабжен закрепленным на подвижном блоке дополнительным теплоизоляционным кожухом, выполненным в виде стакана с отверстием н донной части.
охватывающим кромкой неподвижный кожух, и закрепленной на торце последнего перпендикулярно к оси штампа теплоизоляционной перегородкой, при этом замкнутая кг(мера, сообщанная с зоной деформирования, образована поверхностями неподвижного кожуха, дополнительного кожуха и перегородки и имеет площадь основания, равную
10 площади основания зоны деформирования, а замкнутей камера, сообщенная с атмосферой, образована боковыми поверхностями подвижного и дополнительного кожухов и поверхностью пере15городки.
Кроме того, дверца загрузочного окна скреплена с донной частью дополнительного теплоизоляционного кожуха.
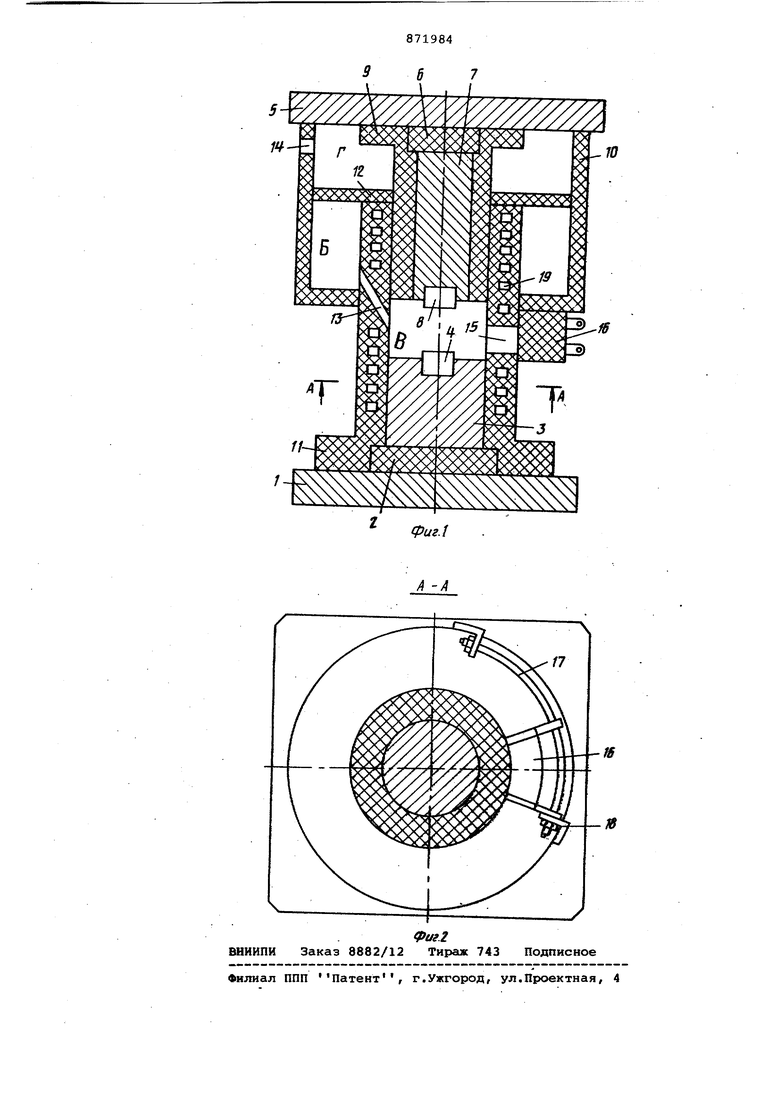
На фиг. 1 показан общий вид устройства в разрезе} на фиг. 2 - сечение А-А на фиг. 1.
Штамп состоит из неподвижного 25 блока, содержащего опорную плиту 1, на которой закреплены теплозащитная прокладка 2, матрицедержатель 3 с матрицей 4, и подвижного блока, содержащего опорную плиту 5 с закреп30 .ленными на ней теплозащитной прокладкой 6, пуансонодержателем -7 с пуансоном 8, Штамп снабжен теплозащитным ограждением, выполненным в виде трех теплоизоляционных кожухов: верхнего 9, дополнительного 10, закрепленных на подвижном блоке, и неподвижного 11, закрепленного на неподвижном блоке. На торце неподвижного кожуха 11 закреплена теплоизоляционнаяпере городка 12 образующая совместно с дополнительным и неподвижным кожуха ми замкнутую камеру Б, соединенную каналами 13 с зоной деформирования и камеру Г, соединенную каналами 14 с атмосферой. Дополнительный кожух охватывает неподвижный кожух 11 с зазором относительно последнего, ве чина которого выбирается из расчета равенства площадей основания зоны деформирования В и замкнутой камеры Штамп имеет загрузочное окно 15 и дверцу 16, которая перемещается по направляющим 17, жестко закрепленны с помощью кронштейнов 18 на донной части дополнительного кожуха 10. Нагрев штампа и поддержание необход мой температуры в рабочей зоне В ос ществляется нагревателем 19, например инудктором. Штамп работает следующим образом В исходном положении (после нагре рабочей зоны ) открывается загрузочн окно 15, перемещением дверцы 16 по направляющим 17, и нагретая заготов ка через загрузочное окно укладывается в рабочее гнездо матрицы 4, за тем загрузочное окно закрывают двер цей, не допуская утечки горячего во духа из рабочей зоны В в атмосферу. При рабочем ходе подвижного блока горячий воздух из зоны .деформирован В через каналы 13 вытесняется в зам нугую камеру Б, объем которой увели чивается. Равные площади оснований камеры и зоны дефоркмрования в дают возможность при перемещениях подвижног блока сохранять обратно пропорциональную зависимость объемов этих ка мер. Одновременно с этим из камеры . воздух удаляется в атмосферу через каналы 14. При обратном ходе подвижного блока горячий воздух из камеры Б вытесняется обратно в зону деформирования В, тем салФлм устраня ется .подсос холодного воздуха из атмосферы, а воздух из атмосферы засасывается в камеру Г. пЪсле остановки подвижного блока в верхнем положении, перемещением дверцы 16 по направляющим 17 загрузочное окно 15 открывается, отштампованная заготовка извлекается, укладывается ,следующая нагретая загтовка, цикл работы штампа повторяется. в результате того, что в подвижном блоке штампа выполнен дополнительный теплоизоляционный кожух, установленный q зазором относительно неподвижного кожуха и образуюшяй с ним полость, а на неподвижном кожухе выполнена теплоизоляционная перегородка, делящая полость на две камеры, одна из которых замкнутая соединена с рабочей зоной устройства, а также на дополнительном кожухе выполнена дверца с возможностью перемещения, позволяклцая закрыть загрурочное окно, упрощается изготовление штампа, увеличивается жесткость системы, повышается стабильность температуры поля рабочей зоны в процессе всего технологического цикла, ко-торое обеспечивает повЕзпаение качества изделий,КПД нагрева, дает возмож- ность увеличить и сохранить максимальную температуру нагрева штампа, что, в свою очередь, повышает производительность труда. Формула изобретения 1.Штамп для горячей изотермической штамповки, содержащий подвижный и неподвижный блоки, закрепленные на них теплоизоляционные кожухи, в неподвижном из которых выполнено загрузочное окно с дверцей, а также нагреватель зоны деформирования и замкнутые камеры, одна из которых сообщена с зоной деформирования, а другая - с атмосферой, отличающийся тем, что, с целью повышения качества штампуемых изделий, он снабжен закрепленным на подвижном блоке дополнительным теплоизоляционным кожухом, выполненным в виде стакана с отверстием в донной части, охватывающим кромкой неподвижный кожух, и закрепленной на торце последнего перпендикулярно к оси штампа теплоизоляционной перегородкой, при этом замкнутая камера, сообщенная с зоной деформирования, образована поверхностями неподвижного кожуха, дополнительного кожуха и перегородки, и имеет площадь основания, равную площади основания зоны деформирования, а замкнутая камера, .сообщенная с ат1июсферой, образована боковыми поверхностями подвижного и дополнительного кожухов и поверхностью перегородки. 2.Штамп по п. 1, отличающий с я .тем, что дверца загрузочного окна скреплена с донной частью дополнительного теплоизоляционного кожуха. Источники информации, принятые во Jнимaниe при экспертизе 1. Авторское свидетельство СССР 642063 кл. в 21 J 13/02, 1978.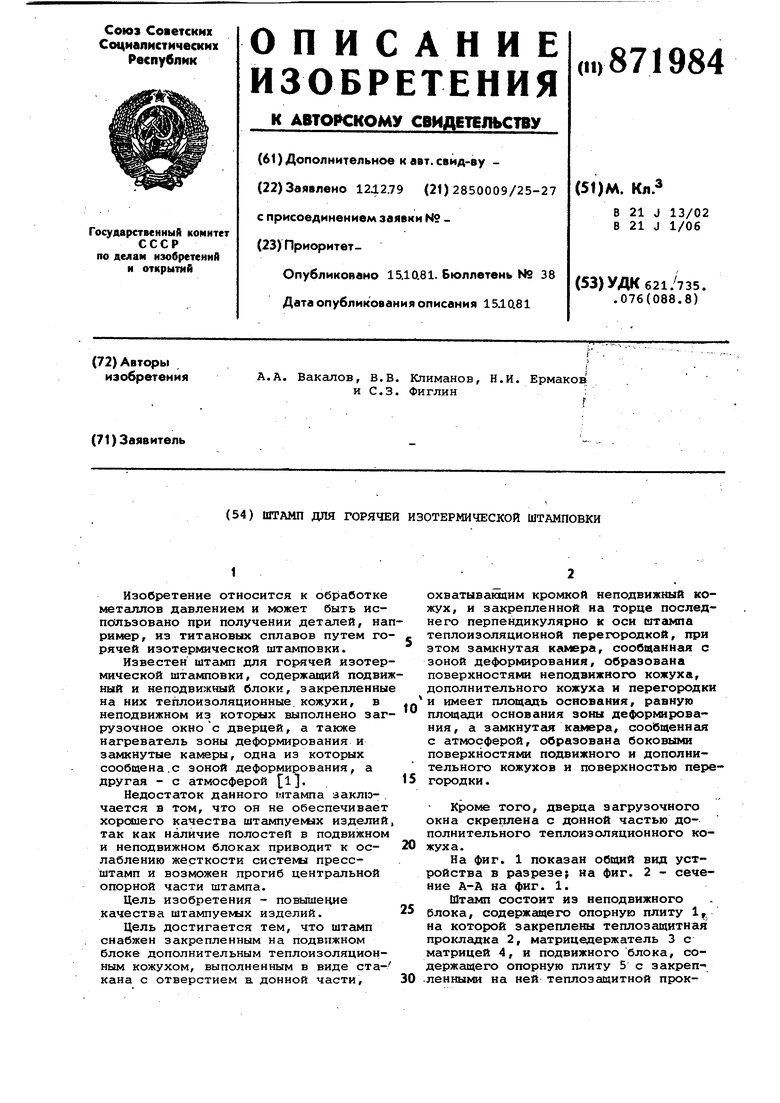
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU829300A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Штамп для горячего деформирования | 1973 |
|
SU462647A2 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Устройство для горячей изотермической штамповки | 1981 |
|
SU1077688A1 |
| Устройство для изотермической штамповки | 1983 |
|
SU1107946A1 |
| Штамп для горячего,преимущественно изотермического деформирования | 1977 |
|
SU721235A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Штамп для изотермической штамповки | 1977 |
|
SU642063A1 |