Изобретение относится к обработке металловдавлением и может использоваться при изготовлении штампованных поковок в изотермических условиях,
Цель изобретения - снижение энергозатрат на нагрев щтампового инструмента и повышение эксплуатационной надежности устройства за счет обеспечения возможности передачи давления штамповки на опорную плиту не только через керам 1ку в промежуточных плитах, но и через нагрёватель, размещенный в подштамповой плите.
Замена спирального нагревателя на ленточный ведет к повышению его надежности.
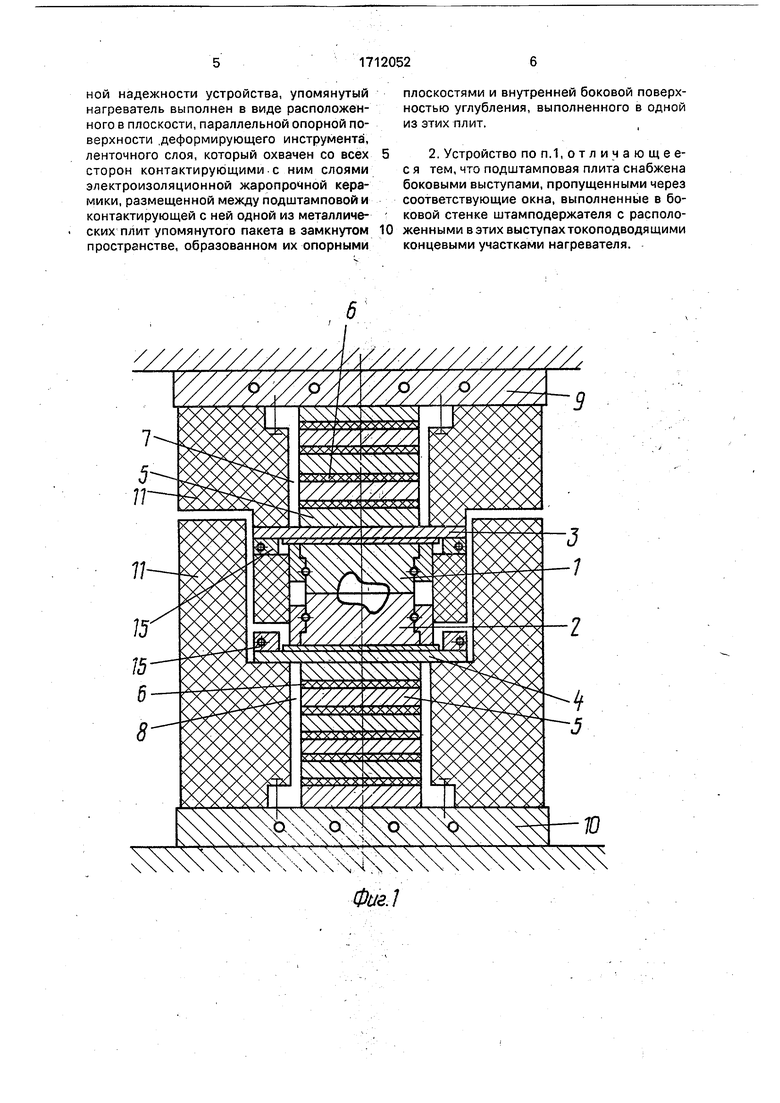
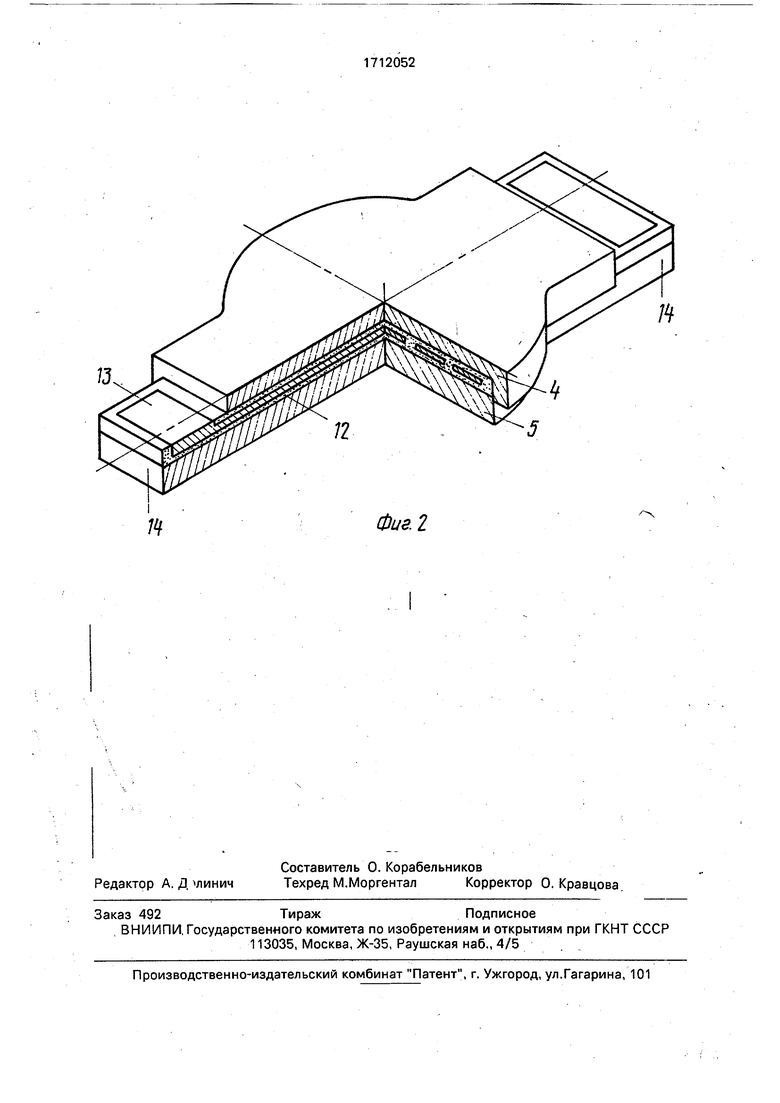
На фиг. 1 пойазано устройство, осевой разрез; на фиг. 2 - нижняя подштамповая плита устройства с нагревателем и контактирующая с ней плита опорного пакета.
Устройство для горячего изотермического деформирования состоит (см.фиг. 1) из штамповых вставок 1 и 2, опирающихся через подштамповые плиты 3 и 4, на собранные в пакет, чередующиеся между собой плиты 5 из жаропрочных сплавов (ЖС6У) и
керамики 6 (ситал, бакор). С помощью штамподержателей 7 и 8 перечисленные выше детали притягиваются к опорным водоохлаждаемым плитам 9 и 10. Снаружи устройство оснащено разъемным теплоизоляционным кожухом 11, В каждой из подштамповых плит 3 и 4 выполнено углубление (см.фиг.2) по всей опорной плоскости плиты, Это углубление заполнено слоями электроизоляционной жаропрочной керамики 12, например окисью алюминия, между которыми располагается контактирующий с керамикой ленточный нагреватель 13. Слои нагревателя таким образом, плотно охвачены со всех сторон электроизоляционной керамикой и расположены в плоскости, параллельной опорной поверхности штампового инструмента 1 и 2. Так как подштамповая плита (например, нижняя 4) контактирует с верхней из металлических плит 5 опорного пакета, то опорные плоскости плит 4 и 5 образуют замкнутую полость с керамикой, охватываемой ею, и выполняют роль предохранительного чехла для нагревателя. Последний выполнен из материала, обеспечивающего тепловыделение необходимой мощности для нагрева штaмпoв lx вставок 1 и 2 до 500-1000°С, Выводы нагревателя 13 располагаются на плоскостях выступов 14 (см,фиг,2) подштамповых плит 4 и 5, проходящих через соответствующие окна, выполненные в боковой стенке штамподержателей 7 и 8 (см,фиг. 1). Катим выводам нагревателя 13 подсоединяются водоохлаждаемые контакты 15 шинопровода от источника электрического тока (см.фиг. 1).
Устройство работает следующим образам.
После сборки устройства и соединения токопроводящего слоя с источником электроэнергии штамповые вставки 1 и 2 смыкают ходом траверсы пресса (не показан) и на нагреватель 13 подают напряжение до 36В.
Через промежуток времени, зависящий от интенсивности тепловыделения в ленточном нагревателе 13 и теплоизоляции как в осевом,так и в радиальном направлениях, штамповые вставки 1, 2 разогреваются до 500-1000°С посредством контактной теплопроводности. После этого электроснабжение нагревателей 13 переводится с помощью термопары (не показана) и пускорелейной аппаратуры на режим автоматического поддержания температуры. Интенсивность тепловыделения (нагрева) зависит от плотности тока в сечении нагревателя 13 и.может достигать в конструкции 50-70 А/мм, что в 5-8 раз выше по сравнению с открытыми спиральными нагревателями из проволоки. В процессе автоматического поддержания температуры штамповых вставок 1 и 2 в них можно осуществлять горячее деформирование металлических заготовок в изотермических условиях.
Плоский ленточный нагреватель можно выполнить, например, плазменным напылением. При этом на плоскость подштамповой плиты, обращенной к штамповой вставке, напыляется слой, например, окиси алюминия толщиной 0,3-0,5 мм. Затем с помощью маски (трафарета) напыляется слой электропроводного материала - нагреватель, например, сплав ЖС6У, вольфрам, двойной нихром и др. (толщиной 0,3-0,5 мм). При этом выводы нагревателя располагаются вне горячей зоны устройства и могут охлаждаться посредством водоохлаждаемых контактов. Зону выводов нагревателя следует выполнять такой, чтобы плотность тока в них, а вместе с этим и тепловыделение было в 4-5 раз меньшр, чем в горячей зоне. Последний слой толщиной 0,3-0,5 мм из окиси алюминия напыляется на нагреватель. При этом свободными от этого слоя оставляют выводы. Углубление под нагреватель и керамические слои могут быть выполнены и в
плите, контактирующей с подштамповой плитой (в плите 5. показанной на фиг, 2), В этом случае роль предохранительного чохла будет выполнять плита 5.
Предложенное устройство для горячего
изотермического деформирования в сравнении с известным позволяет сократить время нагрева деформирующего инструмента и энергозатраты в 1,5-2 раза. Кроме того, предложенное устройство позволит
повысить контактное давление на опорной поверхности подштамповой плиты вследствие отсутствия выборок под нагреватель.
Формула изобретения 1. Устройство для горячего изотермического деформирования, содержащее противоположные охлаждаемые опорные плиты и смонтированный на них штамповый блок с охватывающим его теплоизоляционным кожухом, состоящий из двух половин, каждая из которых содержит собранные в пакет чередующиеся между собой теплоизоляционные керамические и металлические плиты, а также подштамповую плиту с нагревателем, и установленный на этом пакете деформирующий инструмент, связанный с опорной плитой посредством штамподержателя, о тличающееся тем, что, с целью снижения энергозатрат на нагрев деформирующего инструмента и повышения эксплуатационной надежности устройства, упомянутый нагреватель выполнен в виде расположенного в плоскости, параллельной опорной поверхности .деформирующего инструмента, ленточного слоя, который охвачен со всех сторон контактирующими с ним слоями электроизоляционной жаропрочной керамики, размещенной между подштамповойи контактирующей с ней одной из металлических плит упомянутого пакета в замкнутом пространстве, образованном их опорными
плоскостями и внутренней боковой поверхностью углубления, выполненного в одной из этих плит.
2. Устройство по П.1, о т л и ч а ю щ е ес я тем, что подштамповая плита снабжена боковыми выступами, пропущенными через соответствующие окна, выполненнь1е в боковой стенке штамподержателя с расположенными в этих выступах токоподводящими концевыми участками нагревателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1505652A1 |
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Устройство для изотермической штамповки | 1983 |
|
SU1144751A1 |
| Штамп для горячего деформирования малопластичных металлов и сплавов | 1984 |
|
SU1292891A1 |
| УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1989 |
|
SU1674430A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
Изобретение относится к обработке металлов давлением и м.б. использовано при изготовлении штампованных поковок в изотермических условиях. Цель изобретения - снижение энергозатрат на нагрев деформирующего инструмента и повышение зксп/iy- атационной надежности устройстве. Устройство состоит из подштамповых вставок, опирающихся на подштамповые плиты и пакеты, собранные из чередующихся между собой плит из жаропрочных сплавов и керамики. С помощью штамподержателей все эти детали крепятся к опорным водоох-/лаждаемйм.плитам. Снаружи устройство оснащено разъемным теплоизоляционным кожухом. Между опорными плоскостягу1и подштамповой плиты и контактирующей с ней одной из металлических плит опорного пакета образована замкнутая полость, в ко-' торой параллельно опорной плоскости деформирующего инструмента расположен ленточный нагреватель и охватывающие его слои электроизоляционной керамики, выполненной, например, из окиси алюминия. Выводы нагревателя расположены на плоскостях диаметрально разнесенных выступов подштамповой плиты, проходящих через соответствующие окна в боковой стенке штамподержателей. Ленточный слой нагревателя может быть изготовлен посредством плазменного напыления. Благодаря замене спирального нагревателя ленточным повышается его надежность и сокраща- яется время на нагрев инструмента, так как нагрев осуществляется контактной теплопроводностью. Давление штамповки передается на опорные плиты не только через керамику, но и через нагреватель, так как отсутствуют выборки под него в подштамповой плите. 1 з.п.ф-лы, 2 ил.^^^^
Фиг.1
Фие.2
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
