Изобретение относится к машиностроению, а именно к устройствам для производства многослойных труб намоткой с различным диаметром, из разных материалов и различным образованием слоев ленты, образующих трубу, которые могут быть использованы, например, в системах вентиляции, кондиционирования воздуха, а также для защиты от коррозии и для транспортирования газов, жидкостей и пластических сред.
Прототипом устройства является патент на изобретение РФ №2294463, МПК F16C 11/08, В29С 53/56, опубл. 27.02.2007, устройство для изготовления гибких трубопроводов имеет в своем составе опору, на которой консольно закреплена оправка для намотки ленты, снабженная приводом вращения. Оправка представляет собой сборную конструкцию с двумя основаниями, одно из которых закреплено на опоре, второе является свободным. Основания соединены между собой осевой стяжкой, между основаниями установлены валы, по меньшей мере, один из которых является ведущим и соединен с приводом вращения. На обоих основаниях концы валов равномерно распределены по соосным окружностям равного диаметра, при этом концы валов на свободном основании смещены по окружности на радиальный угол по отношению к концам валов на основании, закрепленном на опоре, а устройство для подачи ленты выполнено с обеспечением возможности ее подачи на один из валов тангенциально ему. В качестве средства, обеспечивающего получение неразъемного соединения зоны перекрытия соседних витков ленты, используются различные известные приемлемые средства, например патрубок для подачи горячего воздуха, за которым расположен прижимной ролик, установленный с обеспечением возможности ориентации его оси параллельно оси ведущего вала. Выбор средств соединения зависит от используемого материала. Для изготовления армированного трубопровода установка дополнительно снабжается устройством для подачи армирующего элемента в зону перекрытия соседних витков ленты. На обоих основаниях могут быть выполнены дополнительные гнезда для установки валов, расположенные по концентрическим окружностям, что позволит изменять диаметр изготавливаемого трубопровода.
Устройство прототипа позволяет выпускать трубы из различных материалов, в том числе из металлических лент, однако недостатком этого устройства является сложность изменения диаметра изготавливаемых труб за счет того, что должны быть выполнены дополнительные гнезда для установки валов, что является трудоемкой задачей и усложняет конструкцию устройства в целом, вращение валов позволяет продвигать готовую трубу в сторону ее схода с оправки, потому что концы валов на свободном основании смещены по окружности на радиальный угол по отношению к концам валов на основании, закрепленном на опоре, однако это ограничивает диапазон возможности изменения шага намотки.
При использовании мягких лент режим работы становится неустойчивым за счет их морщения при скольжении по поверхности валов с преодолением сил трения, поэтому эффективно может работать только в том случае, если нижняя лента будет жесткой, например металлической.
Требуется установка дополнительных бабинодержателей при необходимости формирования многослойной трубы, тем самым усложняется конструкция.
Техническим результатом заявляемого изобретения является устранение указанных недостатков, а именно повышение скорости намотки путем достижения равенства скорости движения оправки и скорости схода готовой трубы за счет сил трения между внутренней поверхностью трубы и рабочей поверхности ремня сложной ременной передачи, образующей оправку при одновременном повышении качества слоев трубы за счет уменьшения деформируемости слоев и готовой трубы при ее продвижении по оправке и сходе с оправки. Дополнительно заявляемое устройство позволяет расширить технологические возможности устройства: за счет расширения диапазона диаметра труб, использования лент различной ширины, их наклона, шага.
Поставленная задача достигается тем, что устройство для изготовления гибкой многослойной трубы, включающее опору, на которой консольно закреплена рама с оправкой для намотки ленты, снабжено приводом и представляет собой сборную конструкцию с двумя основаниями, одно из которых соединено с приводом, отличается тем, что дополнительно снабжено лентораскладчиком, дополнительным приводом, установленным соосно оправке, со съемными бабинодержателями с паковками для лент, расположенными инвариантно друг другу, и дозатор клея, расположенный в механизме лентораскладчика, а оправка выполнена в виде установленных на раме четырех пар роликов, причем две пары роликов выполнены с возможностью перемещения по горизонтали, а другие две пары роликов, перпендикулярные предыдущим двум парам роликов, выполнены с возможностью перемещения по вертикали, и бесконечного ремня, огибающего верхний ролик вертикальной пары основания оправки, далее верхний ролик вертикальной пары свободного конца, образуя первую направляющую оправки, далее на один из роликов горизонтальной пары основания и затем на ролик свободного конца горизонтальной пары, образуя вторую направляющую оправки, затем на другой ролик горизонтальной пары основания, далее на горизонтальный ролик свободного конца, образуя третью направляющую, затем на нижний ролик основания вертикальной пары и далее на нижний ролик свободного конца вертикальной пары, образуя четвертую направляющую оправки, и далее через механизм, компенсирующий изменение рабочей длины ремня, на ведущий шкив, причем образованные ремнем направляющие формируют геометрию поперечного сечения изготавливаемой трубы и продвигают сформированную трубу через зону сушки за счет сил трения между рабочей поверхностью ремня и внутренней поверхностью сформированной трубы, состоящую из четырех закрепленных на раме оребренных круглых трубчатых электронагревательных элементов с регулятором температуры, которые нагреваются до рабочей температуры, и патрубков, в которые подается горячий воздух из системы вентиляции.
Существенностью отличий заявляемого технического решения является выполнение конструкции оправки и ее связь с лентораскладчиком. В известном уровне техники не обнаружено сходных признаков выполнения оправки и ее связи с лентораскладчиком, что позволяет сделать вывод о существенности отличий.
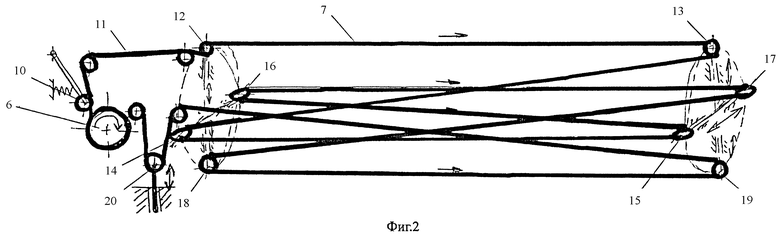
Для лучшего понимания сущности изобретения на фигуре 1 представлено схемное решение устройства, где 1 - станина, на которой установлены 2 двигателя 2, один из которых передает движение на лентораскладчик 3, содержащий инвариантно установленные бабинодержатели 4 со съемными паковками 5, и дозатор клея (не указан), а второй двигатель - на ведущий шкив 6 сложной ременной передачи 7, находящейся в оправке 8, установленной консольно и представляющей собой раму 9 из четырех скрепленных между собой уголков, формирующей внутреннюю поверхность трубы по средством сложной ременной передачи 7, представленной на фигуре 2, состоящей из ведущего шкива 6, натяжного ролика 10 и системы четырех пар роликов 12-19, причем две пары роликов 14 и 16, и 15 и 17 выполнены с возможностью перемещения по горизонтали, а другие две пары роликов 12 и 18, и 13 и 19, перпендикулярные предыдущим двум парам роликов, выполнены с возможностью перемещения по вертикали, и бесконечного ремня 11, огибающего верхний ролик 12 вертикальной пары основания оправки, далее верхний ролик 13 вертикальной пары свободного конца, образуя первую направляющую оправки 8, далее на ролик 14 горизонтальной пары основания и затем на ролик 15 свободного конца горизонтальной пары, образуя вторую направляющую оправки, затем на ролик 16 горизонтальной пары основания, далее на горизонтальный ролик 17 свободного конца, образуя третью направляющую, затем на нижний ролик 18 основания вертикальной пары и далее на нижний ролик 19 свободного конца, вертикальной пары, образуя четвертую направляющую оправки, и далее через механизм, образованный тремя роликами, компенсирующий изменение рабочей длины ремня за счет ролика 20, на ведущий шкив 6, причем образованные ремнем 12 направляющие формируют геометрию поперечного сечения изготавливаемой трубы и продвигают сформированную трубу через зону сушки с регулятором температуры, размещенную внутри движущейся оправки, что повышает КПД устройства за счет того, что горячий воздух циркулирует внутри сформированной трубы и далее после ее схода с оправки, не истекая во внешнее пространство, таким образом, обеспечивается максимальное поглощение тепла нагретого воздуха трубой, и состоящую из четырех закрепленных на раме оребренных круглых трубчатых электронагревательных элементов 21 с регулятором температуры, которые нагреваются до рабочей температуры, закрепленных на раме, и патрубков 22, в которые подается воздух из системы вентиляции 23.
Работа устройства для изготовления многослойной трубы заключается в: установке поперечного сечения трубы за счет расположения роликов 12-19 и ролика 20 механизма, компенсирующего рабочую длину ремня 11, и натяжного ролика 10, регулирующего натяжение ремня 11 ременной передачи 7; установке паковок с лентами 5 на бабинодержателе 4 лентораскладчика 3; фиксации положения лент на оправке 8, установке шага за счет регулирования скоростей лентораскладчика и оправки и угла намотки за счет выставления угла бабинодержателей по отношению к оправке; прогреве зоны сушки за счет включения четырех оребренных круглых трубчатых электронагревательных элементов 21, которые нагреваются до рабочей температуры в зависимости от материала изготавливаемой трубы. Закончив предварительную подготовку к работе, далее одновременно включаются двигатели 2, установленные на станине 1, первый из которых приводит в движение ременную передачу 7, за счет ведущего шкива 6 передает движение на ремень 11 и второй двигатель приводит во вращение механизм лентораскладчика 3, который осуществляет спиральную намотку лент на консольно установленную и движущуюся оправку 8. Нижнюю - формирующую заданную геометрию поперечного сечения, ленту наматывают вместе с нанесением связующего вещества от дозатора клея, узел клея не указан, с перекрытием соседних витков не более чем на 15% от ширины ленты; среднюю - армирующую ленту наматывают со смещением на 40-60% по ширине ленты относительно формирующей ленты с образованием аналогичной кромки и с одновременным нанесением связующего вещества на нее; наружную - футеровочную ленту наматывают на армирующую со смещением на 40-60% по ширине и с образованием аналогичных кромок, причем наклон витков каждой ленты составляет 10°-30° и далее готовая труба двигается через зону сушки по оправке, за счет сил трения между ремнем и внутренней поверхностью готовой трубы, и состоящую из четырех закрепленных на раме 9 оребренных круглых трубчатых электронагревательных элементов 21 с регуляторами температуры, которые нагреваются до рабочей температуры, закрепленных на раме, и патрубков 22, в которые подается воздух из системы вентиляции 23, в сторону ее съема с оправки при рабочей температуре.
Связующее вещество помещено в дозаторе (не указано), подается в зону между формирующим и армирующим слоями и армирующим и футеровочным слоями. В результате оказывается изготовленной труба из спирально расположенных лент. Процесс изготовления является непрерывным и установившимся во времени и обеспечивает расширение технологических возможностей конструкции и ассортимента материала посредством непрерывной намотки материала с лентораскладчика на движущуюся оправку и перемещение трубы по ней через зону сушки в направлении схода, то есть изготовление трубы ведут с одновременным непрерывным перемещением ее вместе с движущейся оправкой.
Изготовление трубы с непрерывным перемещением ее по движущейся оправке обеспечивает равномерность структуры получаемой трубы по длине и снижает ее деформацию при съеме.
Отсутствие принудительного съема готового изделия с оправки существенно повышает качество изготавливаемого изделия за счет снижения риска нарушения целостности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТОРООБРАЗНОЙ ФОРМЫ | 2004 |
|
RU2243091C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ УСИЛЕННЫХ РЕМНЕЙ | 2012 |
|
RU2573021C1 |
| ТЕРЕБИЛКА ЛЬНА | 2022 |
|
RU2802228C1 |
| УСТРОЙСТВО ДЛЯ ПРОКЛАДЫВАНИЯ УТОЧНОЙ НИТИ НА ЛЕНТОТКАЦКОМ СТАНКЕ | 2010 |
|
RU2419694C1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ТРЕСТЫ ЛЬНЯНОЙ С ТРАНСПОРТЕРА СУШИЛКИ | 2006 |
|
RU2318929C1 |
| СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОМКНУТОГО ТЕРМОПЛАСТИЧНОГО РЕМНЯ | 2012 |
|
RU2570029C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ, А ТАКЖЕ СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2007 |
|
RU2456145C2 |
| Устройство для сбора мусора с проезжей части улично-дорожной сети населённых пунктов | 2021 |
|
RU2757688C1 |
| УНИВЕРСАЛЬНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ КВАДРОКОПТЕРНОГО ТИПА | 2024 |
|
RU2835704C1 |
Изобретение относится к устройствам для производства многослойных труб намоткой. Устройство содержит опору, на которой консольно закреплена рама с оправкой для намотки ленты, снабжено лентораскладчиком с дозатором клея и приводом. Дополнительный привод установлен соосно оправке. Съемные бабинодержатели с паковками для лент расположены инвариантно друг другу. Оправка выполнена в виде установленных на раме четырех пар роликов. Две пары роликов могут перемещаться по горизонтали, а перпендикулярные им другие две пары роликов могут перемещаться по вертикали. Бесконечный ремень огибает верхний ролик вертикальной пары основания оправки, далее верхний ролик вертикальной пары свободного конца, образуя первую направляющую оправки, далее на один из роликов горизонтальной пары основания и затем на ролик свободного конца горизонтальной пары, образуя вторую направляющую оправки, затем на другой ролик горизонтальной пары основания, далее на горизонтальный ролик свободного конца, образуя третью направляющую, затем на нижний ролик основания вертикальной пары и далее на нижний ролик свободного конца вертикальной пары, образуя четвертую направляющую оправки, и далее через механизм, компенсирующий изменение рабочей длины ремня, на ведущий шкив. Образованные ремнем направляющие формируют геометрию поперечного сечения изготавливаемой трубы и продвигают сформированную трубу через зону сушки за счет сил трения между рабочей поверхностью ремня и внутренней поверхностью сформированной трубы. Зона сушки представляет собой четыре закрепленных на раме оребренных круглых трубчатых электронагревательных элемента с регуляторами температуры. 2 ил.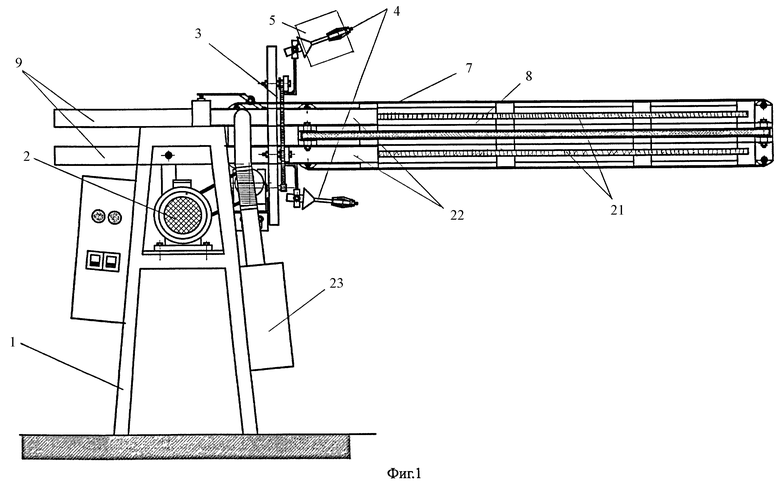
Устройство для изготовления гибкой многослойной трубы, включающее опору на которой консольно закреплена рама с оправкой для намотки ленты, снабжено приводом и представляет собой сборную конструкцию с двумя основаниями, одно из которых соединено с приводом, отличающееся тем, что устройство дополнительно снабжено лентораскладчиком, дополнительным приводом, установленным соосно оправке, со съемными бабинодержателями с паковками для лент, расположенными инвариантно друг другу, и дозатором клея, расположенным в механизме лентораскладчика, а оправка выполнена в виде установленных на раме четырех пар роликов, причем две пары роликов, выполнены с возможностью перемещения по горизонтали, а другие две пары роликов, перпендикулярные предыдущим двум парам роликов выполнены с возможностью перемещения по вертикали и бесконечного ремня, огибающего верхний ролик вертикальной пары основания оправки, далее верхний ролик вертикальной пары свободного конца, образуя первую направляющую оправки, далее на один из роликов горизонтальной пары основания и затем на ролик свободного конца горизонтальной пары, образуя вторую направляющую оправки, затем на другой ролик горизонтальной пары основания, далее на горизонтальный ролик свободного конца, образуя третью направляющую, затем на нижний ролик основания вертикальной пары и далее на нижний ролик свободного конца вертикальной пары, образуя четвертую направляющую оправки и далее через механизм, компенсирующий изменение рабочей длины ремня, выполненного в виде трех роликов, на ведущий шкив, причем образованные ремнем направляющие формируют геометрию поперечного сечения изготавливаемой трубы и продвигают сформированную трубу через зону сушки за счет сил трения между рабочей поверхностью ремня и внутренней поверхностью сформированной трубы, а зона сушки представляет собой четыре закрепленные на раме оребренные круглые трубчатые электронагревательные элементы с регуляторами температуры.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294463C1 |
| АВТОМАТИЧЕСКИЙ ВОЗДУШНЫЙ КЛАПАН ДЛЯ ВОДЯНОГО ОТОПЛЕНИЯ | 1927 |
|
SU6530A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2006 |
|
RU2327568C2 |
| Способ изготовления многослойных труб намотанных по меньшей мере из двух металлических лент, и устройство для его осуществления | 1980 |
|
SU999958A3 |
| JP 3671852 B2, 13.07.2005. | |||

