Изобретение относится к технологии получения аморфных сплавов. В частности, к способу изготовления проволоки из высокопрочных, магнитомягких аморфных сплавов на основе системы железо-кобальт-никель. Такие проволоки из аморфного сплава часто называют микропроводом, или аморфным микропроводом, или аморфной проволокой.
Проволоки из аморфных магнитомягких сплавов могут быть использованы в различных областях техники. Например, для изготовления тканых экранов для защиты от электромагнитных воздействий, сенсоров в системах для предотвращения краж, датчиков различных механических и магнитных величин, а также в качестве силовых элементов несущих конструкций.
Известен способ изготовления проволоки из аморфного сплава, покрытой слоем стекла, с использованием технологии Тейлора-Улитовского (патент США №3245474, НКИ 28-33, опубликован 23 мая 1963 года).
Известен способ изготовления проволоки из аморфного сплава, покрытой слоем стекла, с использованием технологии формирования проволоки путем вытягивания проволоки в стеклянной трубке (патент США №5240066, НКИ 164/461, опубликован 31 августа 1993 года).
В этих способах в стеклянной трубке размещают металлическую заготовку, затем ее расплавляют вместе со стеклянной трубкой и вытягивают полученный расплав в виде проволоки, которую охлаждают со скоростью, при которой металл расплава проволоки сохраняет аморфную структуру. Если в качестве металлической заготовки выбран сплав на основе кобальта, то возможно получение аморфной проволоки, покрытой слоем стекла с магнитными свойствами.
Однако изготовленная этими способами аморфная проволока, покрытая слоем стекла, обладает существенным недостатком, который изменяет ее механические и магнитные свойства в худшую сторону. Это ухудшение свойств обусловлено наличием слоя стекла на поверхности аморфной проволоки и обусловлено тем, что слой стекла создает дополнительное механическое напряжение в материале аморфной проволоки. Кроме того, в слое стекла на поверхности аморфной проволоки образуются трещины и сколы, что также приводит к нежелательному нарушению механических и магнитных характеристик по длине проволоки.
Эти недостатки устранены в следующем известном способе, который выбран в качестве прототипа.
Известен способ изготовления проволоки из аморфного магнитного сплава, включающий размещение в стеклянной трубке металлической заготовки, расплавление металлической заготовки совместно с трубкой, вытягивание металлического расплава в виде металлической проволоки, покрытой слоем стекла, охлаждение с получением проволоки из аморфного сплава, покрытой слоем стекла, удаление с поверхности проволоки слоя стекла (заявка на патент США №2008/0223819, НКИ 147/300, опубликован 18 сентября 2008 года).
Однако указанный способ имеет недостаток, который заключается в том, что слой стекла, которым покрыта проволока из аморфного сплава, удаляют путем стравливания слоя стекла с поверхности проволоки из аморфного сплава кислотой. Стравливание слоя стекла кислотой приводит к нарушению однородной структуры поверхности аморфной проволоки в результате химического воздействия солей, которыми покрывается поверхность проволоки из аморфного сплава, что ведет к существенному изменению механических и магнитных характеристик проволоки из аморфного сплава.
Задачей настоящего изобретения является повышение уровня механических и магнитных свойств материала проволоки и увеличение степени однородности механических и магнитных свойств по длине проволоки.
Техническим результатом решения поставленной задачи является повышение пластичности, предела прочности проволоки из аморфного сплава, увеличение степени однородности магнитных свойств по длине аморфной проволоки и высокая степень намагниченности аморфной проволоки.
Вышеозначенный технический результат достигается за счет того, что в известном способе изготовления проволоки из аморфного магнитного сплава, включающем размещение в стеклянной трубке металлической заготовки, расплавление металлической заготовки совместно с трубкой, вытягивание металлического расплава в виде металлической проволоки, покрытой слоем стекла, охлаждение с получением проволоки из аморфного сплава, покрытой слоем стекла, удаление с поверхности проволоки слоя стекла, удаление слоя стекла осуществляют протягиванием проволоки по криволинейной поверхности твердого тела поперек образующей криволинейной поверхности с радиусом кривизны, обеспечивающим напряжение растяжения в слое стекла равным или большим предела его прочности при растяжении и напряжения растяжения в проволоке при изгибе во время ее протягивания поперек образующей криволинейной поверхности твердого тела в интервале предела прочности стекла при растяжении и предела упругости аморфного сплава проволоки;
а также за счет того, что:
- на поверхность слоя стекла дополнительно воздействуют абразивом, нанесенным на поверхность твердого тела;
- максимальный размер зерна абразива выбирают меньшим или равным толщине слоя стекла на проволоке из аморфного сплава;
- на слой стекла дополнительно воздействуют ультразвуковым излучением;
- криволинейная поверхность твердого тела выбрана цилиндрической.
Изобретение поясняется фигурами 1-10.
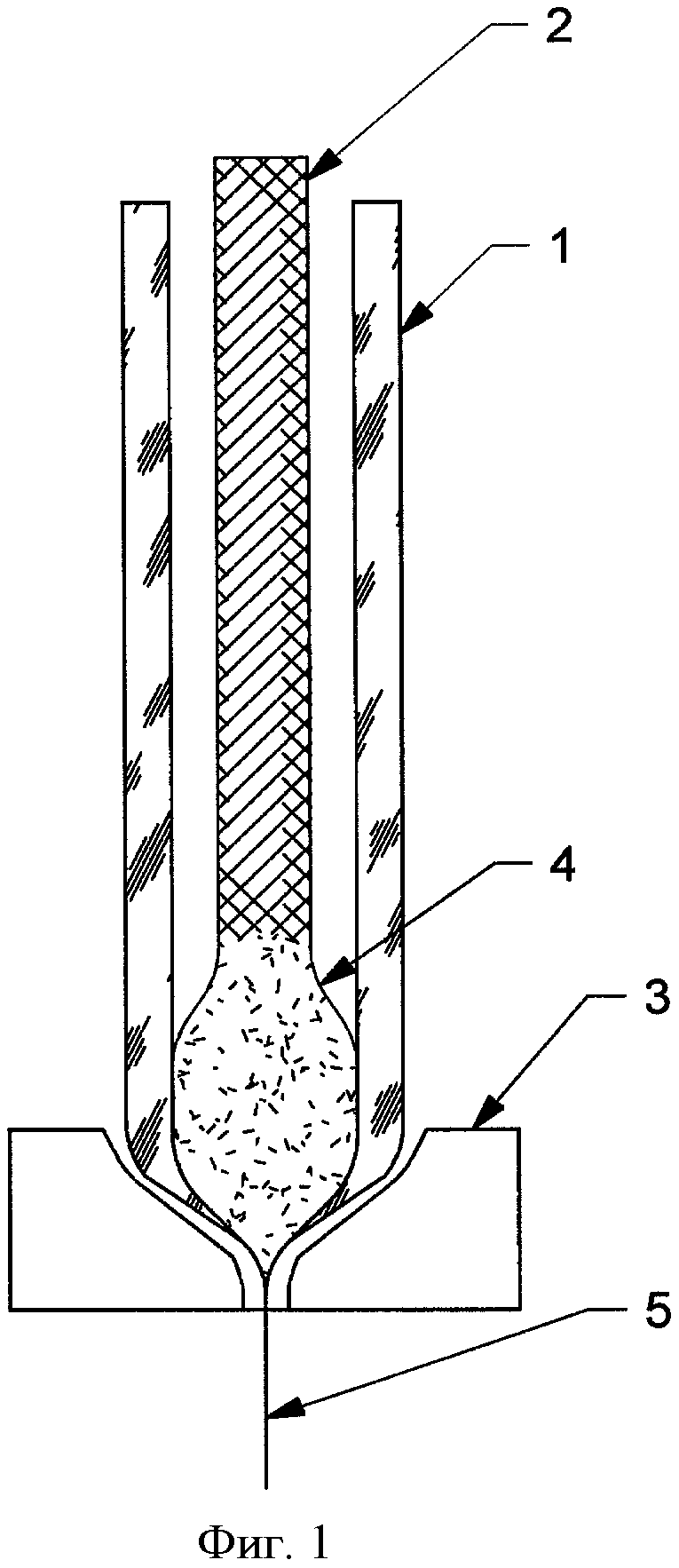
На фигуре 1 показано формирование расплава в стеклянной оболочке и вытягивание проволоки, покрытой слоем стекла.
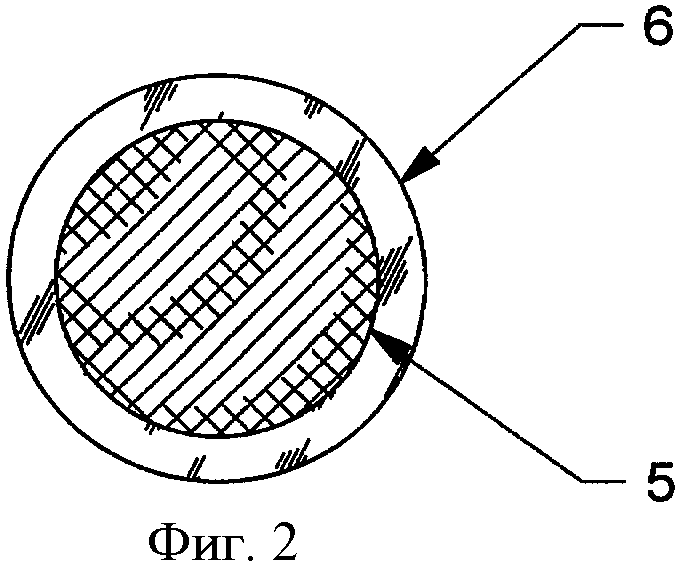
На фигуре 2 показано поперечное сечение проволоки, покрытой слоем стекла.
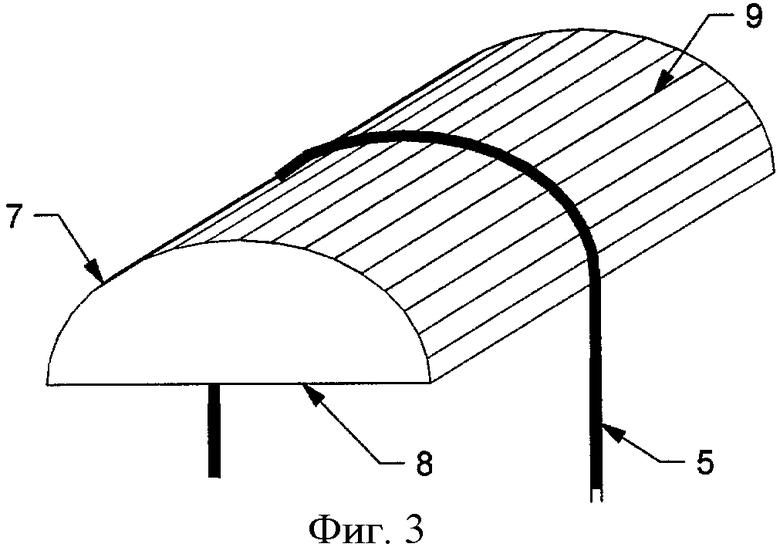
На фигуре 3 показано удаление слоя стекла с поверхности металлической проволоки.
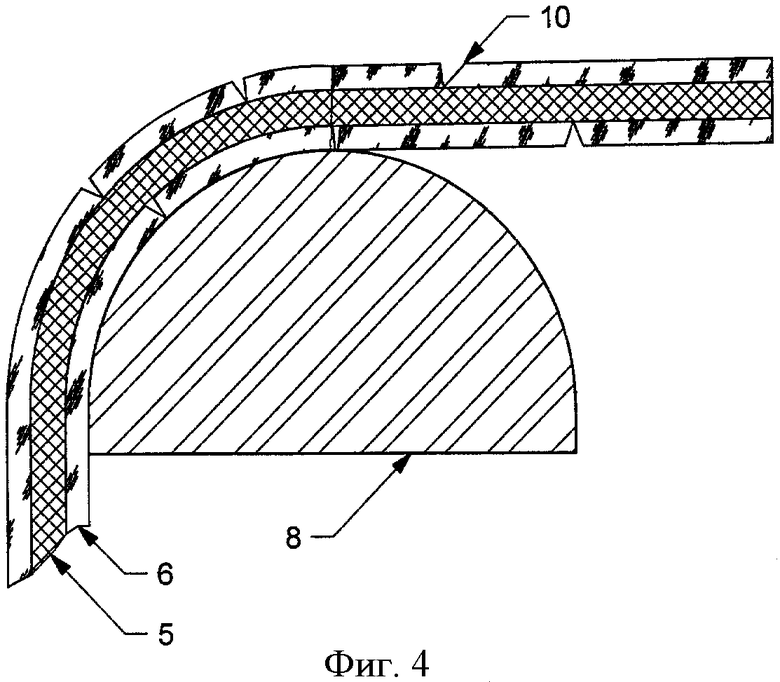
На фигуре 4 показано образование трещин в слое стекла на поверхности проволоки из аморфного сплава.
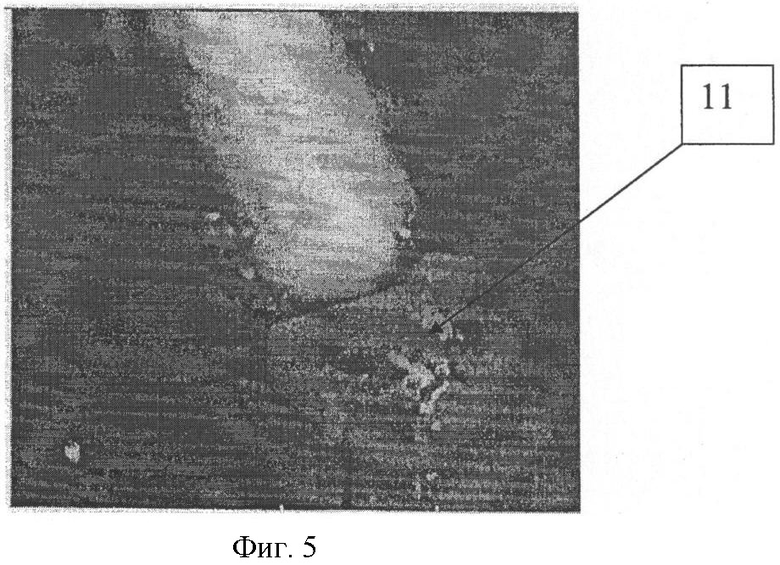
На фигуре 5 показана проволока из аморфного сплава с частичным удалением слоя стекла.
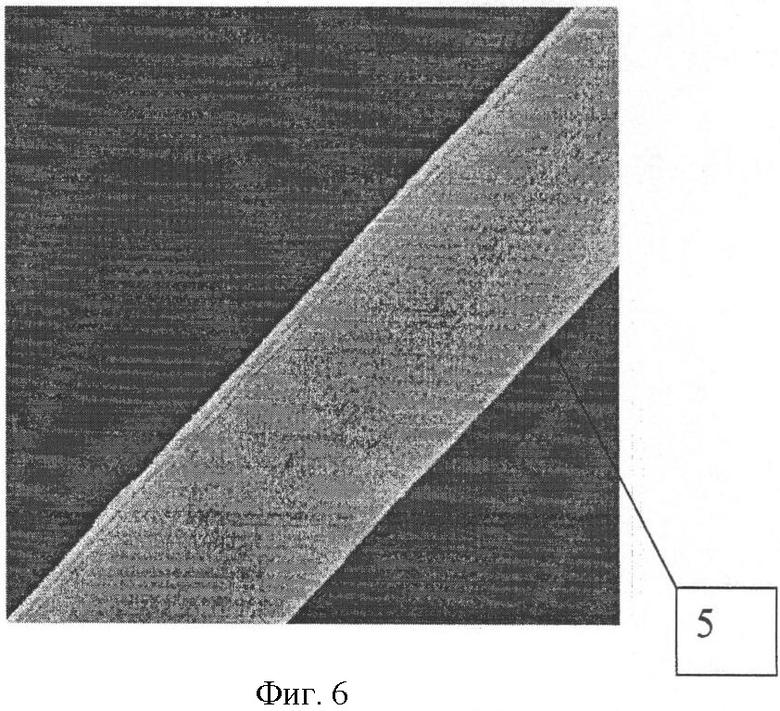
На фигуре 6 показана проволока из аморфного сплава с полным удалением слоя стекла.
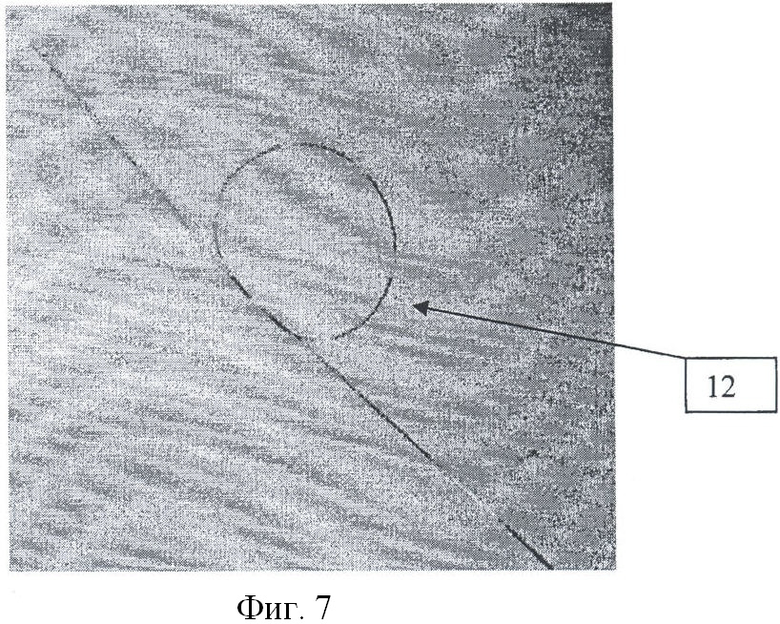
На фигуре 7 показано формирование петли из проволоки из аморфного сплава.
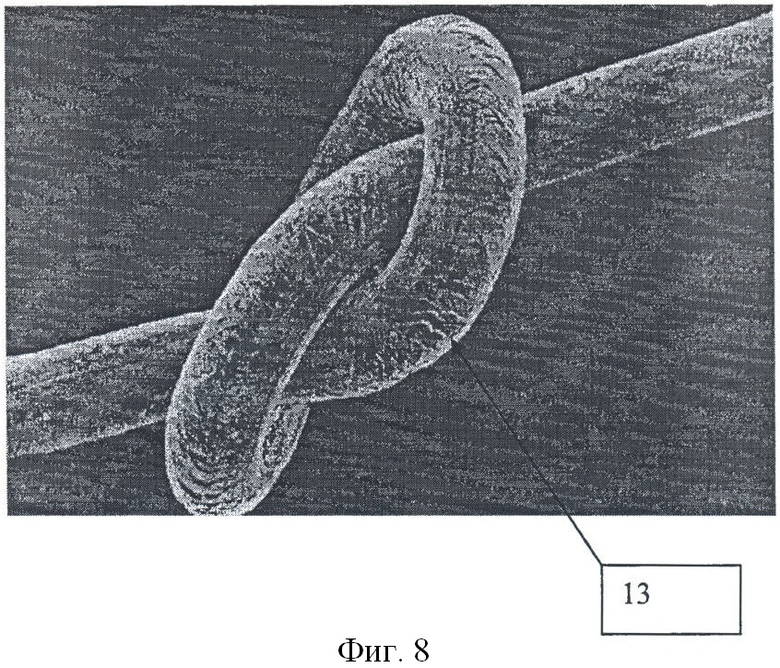
На фигуре 8 показана максимально затянутая петля из проволоки из аморфного сплава.
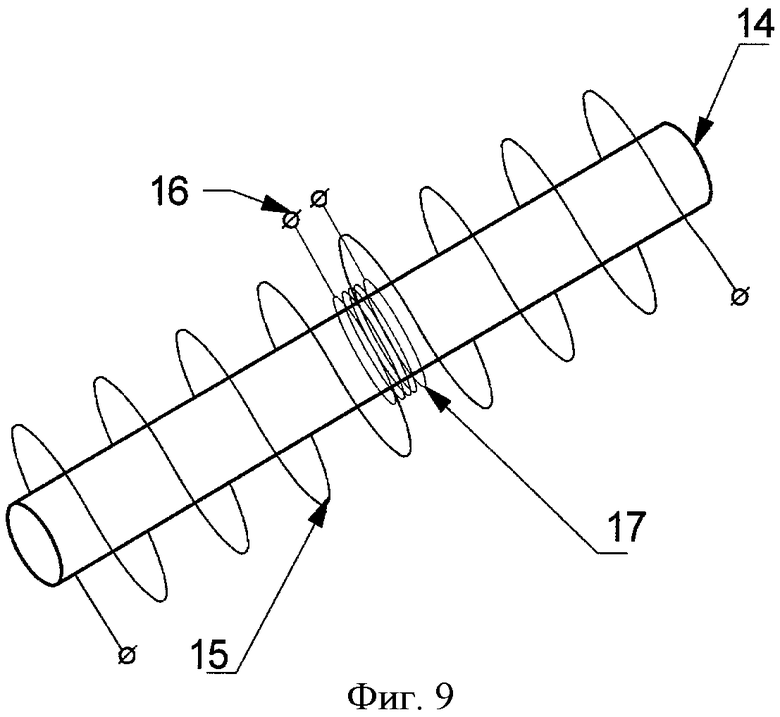
На фигуре 9 показана схема для определения намагниченности под действием внешнего магнитного поля.
На фигуре 10 показана зависимость перемагничивания аморфной проволоки во внешнем переменном магнитном поле, покрытой слоем стекла и без слоя стекла.
Способ изготовления проволоки из аморфного сплава включает (фигура 1) размещение в стеклянной трубке 1 металлической заготовки 2, которая является кристаллической. Стеклянную трубку 1 и металлическую заготовку 2 устанавливают в индукторе 3 высокочастотного электромагнитного поля. Под действием высокочастотного электромагнитного поля индуктора 3 происходит расплавление металлической заготовки 2 вместе со стеклянной трубкой 1. После расплавления части металлической заготовки 2 и стеклянной трубки 1 получают металлический расплав 4 вместе с размягченным стеклом стеклянной трубки 1. Из металлического расплава 4 вместе со стеклом стеклянной трубки 1 вытягивают металлическую проволоку 5 из аморфного сплава, покрытую слоем 6 стекла (фигура 2).
Для сохранения аморфности сплава проволоки 5, покрытой слоем 6 стекла в аморфном состоянии, осуществляют охлаждение металлической проволоки 5 подачей на металлическую проволоку 5, покрытой слоем 6 стекла, охлаждающего агента.
Удаление слоя 6 стекла с поверхности проволоки 5 из аморфного сплава (фигура 3) выполняют контактным протягиванием проволоки 5 из аморфного сплава, покрытого слоем 6 стекла, по криволинейной поверхности 7 твердого тела 8 поперек образующей 9 криволинейной поверхности 7.
При протягивании проволоки 5 из аморфного сплава, покрытой слоем 6, стекла поперек образующей 9 криволинейной поверхности 7 твердого тела 8 в слое 6 стекла образуются трещины 10 (фигура 4). Образование трещин 10 и протягивание аморфной проволоки 5 по криволинейной поверхности 7 приводит к отделению участков 11 (фигура 5) слоя 6 стекла от поверхности проволоки 5 из аморфного сплава.
Очевидно, что при удалении слоя 6 стекла с поверхности проволоки 5 из аморфного сплава существенным является усилие, приложенное к проволоке 5 из аморфного сплава, покрытой слоем 6 стекла, при котором происходит образование трещин 10. Это усилие обусловлено поперечным изгибом проволоки 5 из аморфного сплава покрытой слоем 6 стекла, на криволинейной поверхности 7 твердого тела 8 и растяжением проволоки 5 из аморфного сплава, покрытой слоем 6 стекла.
С другой стороны из теории прочности материалов известно, что при поперечном изгибе стержня (проволоки 5) в нем со стороны действия усилия изгиба возникают напряжения сжатия, а с противоположной стороны напряжения растяжения. Поэтому предел прочности стержня (проволоки 5) при изгибе обусловлен пределом прочности при растяжении, который определяется как отношение продольной силы, действующей на проволоку 5, к площади поперечного сечения проволоки 5, при котором происходит ее разрушение. Очевидно, что образование трещин 10 вызвано силой или напряжением растяжения в слое 6 стекла (фигура 4) при изгибе проволоки 5 из аморфного сплава. Это напряжение растяжения в слое 6 стекла является пределом прочности стекла при растяжении. Поэтому радиус кривизны криволинейной поверхности 7 выбирают из условия, чтобы в слое 6 стекла напряжение растяжения было равным или большим предела прочности стекла при растяжении. Уменьшение же величины предела прочности стекла при растяжении может быть вызвано наличием повреждений на поверхности стекла - микротрещин, царапин, инородных включений, так как на этих дефектах создаются добавочные напряжения растяжения. С учетом этого на поверхность слоя 6 стекла воздействуют абразивом для создания дефектов, например царапин. Царапины, в свою очередь, под действием напряжения растяжения развиваются в трещины 10. В качестве абразива может быть выбран алмазный порошок, нанесенный на криволинейную поверхность 7 твердого тела 8. При этом для более эффективного удаления слоя 6 стекла на проволоку 5 из аморфного сплава воздействуют ультразвуковым излучением с частотой 20-80 кГц. В результате достигается очистка проволоки до степени, показанной на фигуре 6.
Такие же, как в слое стекла 6, напряжения растяжения и напряжения сжатия возникают и в материале проволоки 5. Поэтому ограничением в части напряжения растяжения для проволоки 5 является то, чтобы это напряжение растяжения проволоки 5 не превышало того наименьшего механического напряжения растяжения, после снятия которого в деформируемой проволоке 5 появляются первые признаки пластической деформации. Для напряжения растяжения, при котором появляются первые признаки пластической деформации, существует термин "предел упругости". Таким образом, ограничением для напряжения растяжения проволоки 5 из аморфного сплава, покрытой слоем 6 стекла, должен быть предел упругости аморфного сплава проволоки 5.
Пример практической реализации предложенного способа
Поскольку предполагается протягивание проволоки 5 из аморфного сплава, покрытой слоем 6 стекла, по криволинейной поверхности 7 твердого тела 8 поперек образующей криволинейной поверхности 7 твердого тела 8, то необходимо определить радиус кривизны криволинейной поверхности 7. Для случая цилиндрической криволинейной поверхности 7 радиусом кривизны будет радиус цилиндра. Для определения искомого диаметра цилиндра проволоку 5 сворачивают в петлю 12 (фигура 7) и стягивают эту петлю 12 до появления первых признаков пластической деформации (чешуек) 13 (фигура 8). Диаметр петли 12, при котором появляются признаки пластической деформации (чешуйки 13), должен быть выбран как диаметр цилиндра или радиус криволинейной поверхности 7 твердого тела 8 для протягивания проволоки 5 из аморфного сплава, покрытой слоем 6. При таком выборе диаметра сохраняются первые признаки пластической деформации проволоки 5, а это приводит к большей однородности проволоки 5 и увеличению ее прочности по отношению к проволоке 5, покрытой слоем 6 стекла. Это обусловлено тем, что проволока 5 является аморфным материалом, то есть ее механические свойства близки к свойствам жидкости. В этом случае при протягивании проволоки 5 по криволинейной поверхности 7 происходит такое течение материала проволоки 5, которое повышает прочность поволоки 5 и ее однородность. Таким образом, признак настоящего изобретения - протягивание проволоки из аморфного сплава, покрытой слоем стекла, по криволинейной поверхности твердого тела обеспечивает качественные изменения свойств материала проволоки 5. Как отмечалось ранее, проволока 5 без слоя 6 стекла может быть деформирована в виде полностью затянутой петли 12 (фигура 8) без разрушения. Это свойство позволяет использовать проволоку 5 без слоя 6 стекла для производства тканых изделий
В части электромагнитных свойств проволока 5 из аморфного сплава без слоя 6 стекла имеет отличия от проволоки 5 из аморфного сплава со слоем 6 стекла. Эти электромагнитные свойства проявляются в переменном магнитном поле.
Если из проволоки 5 из аморфного сплава выполнить аморфный магнитный сердечник 14 (фигура 9) проволоки 5 из аморфного сплава и установить сердечник 14 вдоль оси соленоида 15 переменного магнитного поля, то возможно определить магнитные свойства сердечника 14 из аморфного магнитного сплава. Сигнал об этих свойствах может быть получен на клеммах 16 сигнального соленоида 17 в виде переменного электрического напряжения. Согласно закону Фарадея переменное напряжение на клеммах 16 сигнального соленоида 17 может быть вызвано изменением магнитного потока через поперечное сечение сердечника 14 из аморфного магнитного сплава. С другой стороны, известно, что изменение магнитного потока через поперечное сечение сердечника 14 определяется напряженностью внешнего магнитного поля, создаваемого соленоидом 15 переменного магнитного поля и намагниченностью сердечника 14 из аморфного магнитного сплава. Поскольку намагниченность является векторной величиной, то намагниченность сердечника 14 из аморфного магнитного сплава может изменяться в прямом и противоположном направлениях.
Эти изменения намагниченности сердечника 14 из аморфного магнитного сплава представлены на фигуре 10. Кривая 18 обозначает изменение внешнего магнитного поля. Кривые 19 и 20 отображают изменение намагниченности сердечника 14 из аморфного сплава для случаев со слоем стекла и после удаления стекла. Видно, что амплитуда перемагничивания, кривая 20, аморфного сплава без стекла выше, чем со стеклом, кривая 19. Этот факт указывает на улучшение магнитных свойств проволоки 5 из аморфного материала. Кроме того, удаление слоя 6 стекла с поверхности проволоки 5 приводит к большей однородности проволоки 5 в части магнитных свойств, так как отсутствует слой стекла 6 с неоднородностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДА ПОСТОЯННОГО И ПЕРЕМЕННОГО ДИАМЕТРА ИЗ АМОРФНОГО СПЛАВА | 2017 |
|
RU2706794C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОМЕТАЛЛИЧЕСКИХ ВОЛОКОН | 2018 |
|
RU2698736C1 |
| Способ идентификации носителя информации | 2020 |
|
RU2751691C1 |
| Ценный документ, защищённый от подделки, и способ определения его подлинности | 2016 |
|
RU2638848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗОНДА ДЛЯ БЛИЖНЕПОЛЕВОЙ СВЕРХВЫСОКОЧАСТОТНОЙ МИКРОСКОПИИ | 2011 |
|
RU2475761C2 |
| МИКРОСТРУКТУРНЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2008 |
|
RU2371498C1 |
| Аморфный стеклометаллический арматурный элемент для дисперсного армирования бетона | 2023 |
|
RU2806693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2023 |
|
RU2819465C1 |
| Машиночитаемая идентификационная метка на основе аморфного микропровода для бумажного листового материала на целлюлозной основе | 2020 |
|
RU2725755C1 |
| ЦВЕТНАЯ ЭЛЕКТРОННО-ЛУЧЕВАЯ ТРУБКА, ИМЕЮЩАЯ МАСКУ, ФОКУСИРУЮЩУЮ НАПРЯЖЕНИЕ ПО ОДНОЙ ОСИ | 1996 |
|
RU2161842C2 |

Изобретение относится к области металлургии, а именно к способам изготовления проволоки из высокопрочных, магнитомягких аморфных сплавов на основе системы железо-кобальт-никель. Предложен способ изготовления проволоки из аморфного магнитного сплава. Способ включает размещение в стеклянной трубке металлической заготовки, расплавление металлической заготовки совместно с трубкой, вытягивание металлического расплава в виде металлической проволоки, покрытой слоем стекла, охлаждение с получением проволоки из аморфного сплава, покрытой слоем стекла, удаление с поверхности проволоки слоя стекла. Удаление слоя стекла осуществляют протягиванием проволоки по криволинейной поверхности твердого тела поперек образующей криволинейной поверхности с радиусом кривизны, обеспечивающим напряжение растяжения в слое стекла равным или большим предела его прочности при растяжении и напряжения растяжения в проволоке при изгибе во время ее протягивания поперек образующей криволинейной поверхности твердого тела в интервале предела прочности стекла при растяжении и предела упругости аморфного сплава проволоки. Технический результат - повышение пластичности, предела прочности, увеличение степени однородности магнитных свойств по длине аморфной проволоки, а также увеличение степени намагниченности. 5 з.п. ф-лы, 10 ил.
1. Способ изготовления проволоки из аморфного магнитного сплава, включающий размещение в стеклянной трубке металлической заготовки, расплавление металлической заготовки совместно с трубкой, вытягивание металлического расплава в виде металлической проволоки, покрытой слоем стекла, охлаждение с получением проволоки из аморфного сплава, покрытой слоем стекла, удаление с поверхности проволоки слоя стекла, отличающийся тем, что удаление слоя стекла осуществляют протягиванием проволоки по криволинейной поверхности твердого тела поперек образующей криволинейной поверхности с радиусом кривизны, обеспечивающим напряжение растяжения в слое стекла, равным или большим предела его прочности при растяжении и напряжения растяжения в проволоке при изгибе во время ее протягивания поперек образующей криволинейной поверхности твердого тела в интервале предела прочности стекла при растяжении и предела упругости аморфного сплава проволоки.
2. Способ по п.1, отличающийся тем, что на поверхность слоя стекла дополнительно воздействуют абразивом, нанесенным на поверхность твердого тела.
3. Способ по п.2, отличающийся тем, что максимальный размер зерна абразива выбирают меньшим или равным толщине слоя стекла на проволоке из аморфного сплава.
4. Способ по п.1, отличающийся тем, что на слой стекла дополнительно воздействуют ультразвуковым излучением.
5. Способ по п.1, отличающийся тем, что криволинейная поверхность твердого тела выбрана цилиндрической.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 5240066 А, 31.08.1993 | |||
| US 3245474 А, 12.04.1966 | |||
| Способ изготовления литого провода в стеклянной изоляции | 1976 |
|
SU600619A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО МИКРОПРОВОДА ИЗ СПЛАВОВ МЕТАЛЛОВ В СТЕКЛЯННОЙ ИЗОЛЯЦИИ | 0 |
|
SU237941A1 |

