Изобретение относится к режущей пластине призматической формы, причем режущая пластина имеет верхнюю и нижнюю поверхности, расположенные параллельно друг другу и связанные с помощью четырех перпендикулярно расположенных к ним боковых поверхностей, из которых две противоположные боковые поверхности имеют выступы и впадины, которые вместе с верхней и нижней поверхностями образуют режущие кромки, а две остальные противоположные боковые поверхности являются плоскими и расположены параллельно друг другу.
Далее изобретение относится к способу обработки резанием вращающихся деталей, в частности коленчатых валов, причем, по меньшей мере, одна режущая пластина сначала подается на врезание в радиальном направлении на деталь, а затем перемещается в осевом направлении относительно детали.
Такая режущая пластина и такой способ известны, например, из ЕР 1087853 В2.
Уже в DE 4135681 С3 описан способ обработки резанием поверхностей деталей с формой тела вращения, симметричного относительно оси вращения, в частности, коленчатых валов, причем при таком способе поверхность детали при обработке вращается и сначала обрабатывается грубо с помощью режущих пластин, а затем выполняется чистовая обработка с помощью, по меньшей мере, еще одной режущей пластины, причем обрабатываемая поверхность детали при чистовой обработке обрабатывается с помощью другой режущей пластины, движущейся в осевом направлении поверхности детали, по технологии продольной обточки. Инструмент, несущий другую режущую пластину, при чистовой обработке подается на врезание радиально к поверхности детали, причем продольная обточка происходит с помощью, по меньшей мере, двух режущих кромок другой режущей пластины, лежащих на одной оси рядом на расстоянии друг от друга и, по существу, одновременно работающих. Используемый для этого инструмент имеет тело инструмента, причем на теле инструмента может быть расположена, по меньшей мере, одна режущая пластина для грубой обработки и, по меньшей мере, одна другая режущая пластина для чистовой обработки. Указанная другая чистовая пластина имеет для чистовой обработки продольной обточки, по меньшей мере, два лезвия, лежащих на одной оси рядом на расстоянии друг от друга, в частности одну режущую кромку с зубчатым профилем, у которого множество расположенных на расстоянии друг от друга лезвий имеют треугольную форму. Острия, образованные этими треугольными лезвиями, лежат в одной плоскости.
Из DE 4135681 С3 известно решение, состоящее в том, что инструмент снабжен режущими пластинами, лежащими друг за другом по окружности, с помощью которых на коленчатом валу может быть предпринята различная обработка. С помощью первого комплекта, например, из четырех режущих пластин происходит черновая обработка, при которой в указанном примере, если смотреть сверху на переднюю поверхность, четырехугольные режущие пластины подаются на врезание радиально в направлении на коленчатый вал. После того как прорезкой коленчатый вал обработан настолько, что примерно образовалась боковая поверхность шейки с боковыми смазочными буртиками, для чистовой обработки на инструмент подается на врезание режущая пластина с множеством треугольных режущих кромок и перемещается вдоль продольной оси для продольной обточки.
Из US 4867616 также известна режущая пластина, имеющая призматическую форму. Эта режущая пластина имеет две, по существу, параллельные, верхнюю и нижнюю поверхности, а также, по меньшей мере, три боковые поверхности, проходящие, по существу, перпендикулярно к верхним и нижним поверхностям. В месте пересечения, по меньшей мере, одной боковой поверхности с верхней или нижней поверхностью выполнена режущая кромка. Соответствующая боковая поверхность не является ровной и имеет попеременно выступы и впадины, благодаря чему создаются эффективные участки главных режущих кромок, по меньшей мере, в области выступов. Между этими главными режущими кромками проходят наклонно расположенные вспомогательные режущие кромки, которые наклонены относительно главных режущих кромок частично на 60°, а в вершинных областях на 45°. Далее передние поверхности образуются благодаря углублениям, индивидуально соответствующим каждому участку главной режущей кромки, причем в средней области главной режущей кромки получается угол между передней поверхностью и главной задней поверхностью, лежащий в диапазоне от 62° до 72°.
Эти режущие пластины должны быть смонтированы на фрезе так, чтобы их главные режущие кромки незначительно перекрывались, и главные режущие кромки режущей пластины попеременно покрывали бы впадины следующей режущей пластины. Таким образом, вспомогательные режущие кромки могут входить в зацепление с деталью только своими областями, непосредственно граничащими с главными режущими кромками. Соответствующий инструмент предусмотрен исключительно для подачи на врезание в радиальном направлении, чтобы выфрезировывать в детали, например пазы или тому подобное.
В ЕР 1087853 В2 ставится задача создания способа обработки деталей, при котором режущая пластина при обработке деталей должна быть подана на врезание не только радиально, но также в осевом направлении, причем соответствующие поверхности детали должны быть изготовлены рационально и хорошего качества, то есть с небольшими допусками.
Согласно описанному там способу для изготовления поверхностей в форме тела вращения должна быть применена, по меньшей мере, одна режущая пластина названного выше вида. В частности, эта режущая пластина должна характеризоваться определенными углами, а именно первым углом, образованным передними поверхностями и плоскостью главных задних поверхностей, которая определена областями, прилегающими к главной режущей кромке, а угол должен лежать в диапазоне от 72° до 76°. Далее режущая пластина определяется лежащим в диапазоне от 75° до 70° углом между вспомогательными режущими кромками и главной режущей кромкой, а также углом наклона режущей пластины, у которой эффективный задний угол лежит в диапазоне от 8° до 12°. Подчеркивается, что выбор таких углов, во-первых, способствует положительной геометрии режущей кромки как при радиальной, так и при осевой подаче на врезание к детали, вследствие чего и возникающие силы реакции могут оставаться относительно небольшими. Также и этот инструмент предназначен только для тонкой обработки.
Во всех способах, известных из уровня техники, имеется, тем самым, недостаток, состоящий в том, что для изготовления опоры коленчатого вала сначала производится грубая обработка с помощью первой режущей пластины. Для этого часто применяется так называемая трехгранная неперетачиваемая режущая пластина с вершинным радиусом 1,2 мм. Затем для тонкой обработки применяется одна из описанных выше режущих вставок с гребенчатой режущей кромкой, с помощью которой обрабатывается окончательный контур основания опоры по технологии продольной обточки. Чтобы иметь возможность изготовить коленчатый вал, в запасе должно иметься определенное количество режущих вставок с различной геометрией и различных типов. Количество различных вариантов неперетачиваемых режущих пластин является значительным, вследствие чего может возникнуть опасность перепутать их во время монтажа, и тогда работа смонтированных инструментов будет давать сбои, что ведет к увеличению затрат. Из-за большого количества требуемых режущих вставок намного увеличивается время, связанное с переналадкой.
В конечном итоге стоимость инструмента существенно влияет на стоимость изготовления обрабатываемых деталей.
Задача настоящего изобретения состоит в том, чтобы избежать вышеуказанных недостатков, в частности создать режущую пластину, с помощью которой обработка вращающихся деталей, таких как, например, коленчатые или кулачковые валы, могла бы быть выполнена эффективнее. То же самое относится и к созданию способа обработки резанием таких деталей.
Эта задача решается с помощью режущей пластины по п.1 формулы изобретения, соответственно, с помощью способа по п.9 формулы изобретения.
Согласно изобретению режущая пластина имеет верхнюю и нижнюю поверхности, расположенные параллельно друг другу, а также четыре расположенные перпендикулярно к ним боковые поверхности, из которых две противоположные боковые поверхности имеют выступы и впадины, а две остальные противоположные боковые поверхности являются плоскими и расположены параллельно друг другу. По меньшей мере, одна вершина режущей кромки, образованная двумя граничащими друг с другом боковыми поверхностями, выполнена в виде режущей кромки. К известной из уровня техники гребенчатой режущей кромке с одной стороны примыкает вершинная режущая кромка, предназначенная для того, чтобы при прорезке плоско обтачивать промежуточную опору в первом рабочем ходе, после чего из-за продольного осевого смещения при продольной обточке используется гребенчатая режущая кромка. Такое выполнение позволяет полностью отказаться от применяемых до сих пор режущих вставок с передней поверхностью, имеющей треугольную или четырехугольную форму, если смотреть сверху, которые используются в первом рабочем ходе. Благодаря новой режущей пластине создается, тем самым, комбинированный инструмент, который предлагает не только преимущества, связанные со стоимостью, так как для обработки коленчатого вала требуется существенно меньше неперетачиваемых режущих пластин, но и позволяет сэкономить складские помещения. Благодаря применению этих комбинированных инструментов снижается также опасность перепутать их, вследствие чего уменьшается количество сбоев в работе. В конечном итоге уменьшается время, связанное с переналадкой, так как должна быть смонтирована только одна неперетачиваемая режущая пластина вместо двух неперетачиваемых режущих пластин, как это было до сих пор.
В конечном итоге эффективность обработки увеличивается тем, что различные кассетные варианты применяемых до сего времени разнообразных режущих вставок для грубой и тонкой обработки заменяются на один кассетный тип с режущей пластиной согласно настоящему изобретению. Благодаря уменьшению в два раза количества требуемых кассет, возникают, тем самым, преимущества, связанные со стоимостью. В конечном итоге может быть сокращено время обработки в пределах одного процесса, так как экономится время поворота из кассеты с первой неперетачиваемой режущей пластиной в кассету с гребенчатой неперетачиваемой режущей пластиной.
Другие варианты реализации изобретения, а также преимущества следуют из зависимых пунктов формулы изобретения.
Так, например, вершина режущей кромки согласно настоящему изобретению выполнена круглой и имеет вершинный радиус между 0,3 мм и 0,5 мм, предпочтительно 0,4 мм. Другая оптимизация относительно неперетачиваемой режущей пластины достигается благодаря тому, что две диаметрально противоположные вершины режущей кромки расположены на верхней и нижней поверхности, то есть на одну режущую пластину четыре вершины режущей кромки с четырьмя прилегающими здесь гребенчатыми режущими кромками. Предпочтительно вершины режущих кромок ограничивают, по существу, полуцилиндрический участок на боковых поверхностях. Относительно гребенчатой режущей кромки, которая в принципе известна из уровня техники, можно сослаться на вариант реализации, известный из DE 41356841 С3 или из ЕР 0542026 В1, или на вариант реализации по ЕР 1087853 В2. Предпочтительно, однако, выступы и впадины выполнены трапецеидальными, если смотреть сверху. В частности, лежащие рядом друг с другом выступы образуют главные режущие кромки, лежащие на одной линии и переходящие сбоку во вспомогательные режущие кромки, которые образуют с главными режущими кромками угол в диапазоне от 120° до 160°. Согласно другому выполнению по настоящему изобретению касательная к режущей кромке, выполненной выступами, касается вершины режущей кромки только в одной точке.
Согласно другому выполнению изобретения передняя поверхность, граничащая с вершиной режущей кромки, а также с выступами и впадинами, наклонена под положительным передним углом, который предпочтительно лежит в диапазоне между 10° и 20°. К тому же, верхняя и нижняя поверхности снабжаются возвышающейся средней площадкой, к которой примыкает вогнутая боковая сторона в качестве переходной области к передней поверхности. Эта средняя площадка служит для того, чтобы вместе с двумя лежащими друг напротив друга боковыми поверхностями гарантировать надежное крепление режущей пластины в держателе режущей пластины. Переходная область служит для того, чтобы «загибать» выходящую по передней поверхности стружку так, чтобы стружка быстро ломалась, вследствие чего предотвращается образование длинных путаных стружек.
Согласно другому выполнению изобретения описанная выше режущая пластина используется для обработки резанием вращающихся деталей, в частности коленчатых валов, причем, по меньшей мере, одна режущая пластина сначала подается на врезание в радиальном направлении на деталь, а затем двигается в осевом направлении относительно детали. Эта режущая пластина выполняет при движении врезания поперечное точение промежуточной опоры, а затем для окончательной обработки выполняет в ходе осевого движения полирующую обработку цилиндрической шейки.
Другие моменты изобретения вытекают из чертежей. На них показано следующее.
Фиг.1 - аксонометрическая проекция режущей пластины согласно настоящему изобретению, и
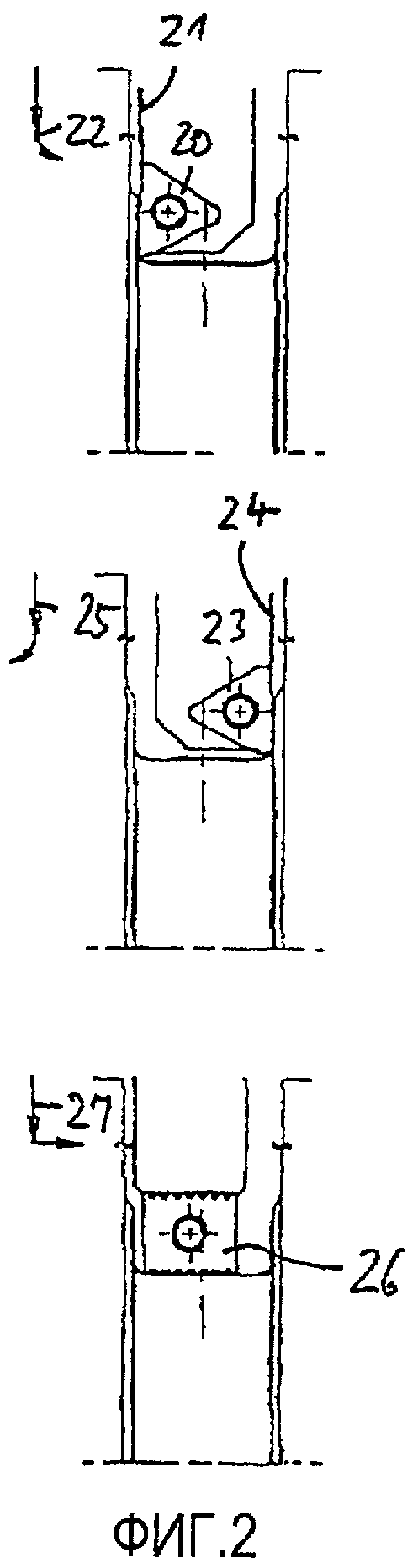
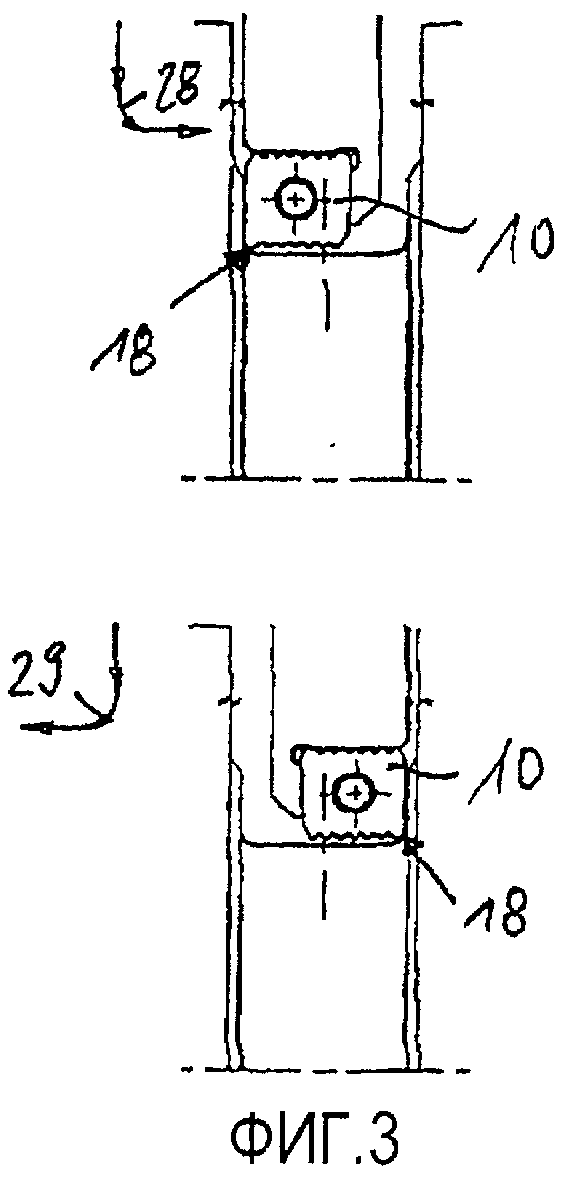
Фиг.2 и 3 - эскизы различных последовательностей обработки, которые возможны согласно уровню техники или с помощью режущей пластины согласно настоящему изобретению.
Фиг.1 показывает режущую пластину 10 согласно настоящему изобретению, которая имеет верхнюю поверхность 11, а также поверхность, противолежащую этой верхней поверхности. Эти поверхности, по меньшей мере, по существу, параллельны, причем на обеих сторонах выполняются средняя площадка 111, вогнуто спускающаяся боковая сторона 112, а также передняя поверхность 113 с обеих сторон средней площадки 111. Поверхности 11 снабжены сквозным отверстием 12 для установки крепежного болта. Верхняя и нижняя поверхности 11 соединяются друг с другом с помощью четырех расположенных перпендикулярно к ним боковых поверхностей, причем противоположные боковые поверхности 13, которые расположены параллельно друг другу, а также противоположные поверхности 14, выполненные с выступами и впадинами, соединяют верхнюю и нижнюю поверхность 11 друг с другом. Гребенчатый профиль, который в принципе известен из уровня техники, состоит из трапецеидальных выступов, имеющих главные режущие кромки 15, которые лежат на одной линии. Эти главные режущие кромки 15 фланкированы с обеих сторон вспомогательными режущими кромками 16, которые оканчиваются на также плоском основании 17. Трапецеидальный профиль повторяется в настоящем случае шесть раз, причем все главные режущие кромки 15 таким образом лежат на одной линии, которая также одновременно образует касательную к вершине 18 режущей кромки. Эта вершина 18 режущей кромки выполнена по всей боковой поверхности 14 в виде, по существу, полуцилиндрического тела, причем радиус вершины 18 режущей кромки составляет 0,4 мм. Такие вершины 18 режущей кромки выполнены на каждой стороне диаметрально противоположно, и, таким образом, образуются четыре используемых режущих кромки гребенчатого профиля и четыре вершины режущей кромки.
Преимущества настоящего изобретения разъясняются на основании фиг.2 и 3. На фиг.2 представлены шаги обработки, которые требуются для изготовления промежуточной опоры коленчатого вала. Для этого на первом шаге по фиг.2 используется неперетачиваемая режущая пластина 20, имеющая треугольную форму на виде сверху, причем неперетачиваемая режущая пластина 20 имеет вершинный радиус, например, 1,2 мм и подрезает торец щеки 21, представленной слева на чертеже. После движения врезания, причем при этом движении врезания инструмент 20 радиально подводится к детали (на чертеже сверху вниз), инструмент 20 затем в соответствии с изогнутой частью 22 подается направо и подается с продольной обточкой вдоль поверхности шейки. После этого инструмент 20 отводится и подводится другой инструмент 23 с таким же контуром для обработки и отделки щеки 24. Движение из радиальной прорезки, а также из поворота схематично пояснено стрелкой 25. Таким образом, сначала производится грубая обработка, после чего вводится инструмент 26 с гребенчатой режущей кромкой, которая короче, чем продольная осевая протяженность основания опоры, а затем, как показано стрелкой 27, проводится через основание опоры для продольной осевой обточки. Существенно уменьшенная продолжительность обработки достигается, напротив, когда согласно фиг.3 работают с инструментом 10 согласно настоящему изобретению, который комбинирует в себе инструменты 20, 23, соответственно, и 26. Режущая пластина 10 сначала подается на врезание радиально так, как показано на фиг.3, причем вершина 18 режущей кромки используется для поперечного точения средней опоры. Вследствие дальнейшего поворота, как это показано стрелкой 28, инструмент ведется через основание опоры, в связи с чем оно окончательно обрабатывается примерно до половины. Далее другой инструмент 10 радиально подается на врезание таким же образом и после изготовления поперечно выточенной промежуточной опоры ведется по стрелке 29 вдоль продольной оси через основание опоры, так что получается в целом полностью обработанная опорная поверхность. С помощью режущей пластины 10 могут быть предприняты два комбинированных движения, которые заменяют инструменты 20, 23, соответственно, и 26, которые до сего времени были необходимы. Это упрощает складское хранение и уменьшает продолжительность обработки.
Режущая пластина 10 предназначена для обработки цветных металлов, железа и чугуна, в частности для обработки коленчатых валов. Режущая пластина 10 может состоять из твердого сплава без нанесения покрытия или кермета или из материалов с соответствующим покрытием в зависимости от детали и от параметров обработки.
Режущая пластина имеет призматическую форму, верхнюю и нижнюю поверхности, расположенные параллельно друг другу и связанные с помощью четырех перпендикулярно расположенных к ним боковых поверхностей, из которых две противоположные боковые поверхности имеют выступы и впадины, которые вместе с верхней и нижней поверхностями образуют режущие кромки, а две остальные противоположные боковые поверхности являются гладкими и расположены параллельно друг другу, причем по меньшей мере одна вершина режущей кромки, образованная двумя граничащими друг с другом боковыми поверхностями, выполнена в виде режущей кромки. Для повышения эффективности обработки вершины режущих кромок ограничивают, по существу, полуцилиндрический участок на боковых поверхностях. Способ обработки заключается в том, что по меньшей мере одну режущую пластину сначала подают на врезание в радиальном направлении на деталь, а затем перемещают в осевом направлении относительно детали. Для достижения того же технического результата режущую пластину сначала перемещают радиально для поперечного точения промежуточной опоры, а затем перемещают в осевом направлении для окончательной обработки основания опоры. 2 н. и 6 з.п. ф-лы, 3 ил.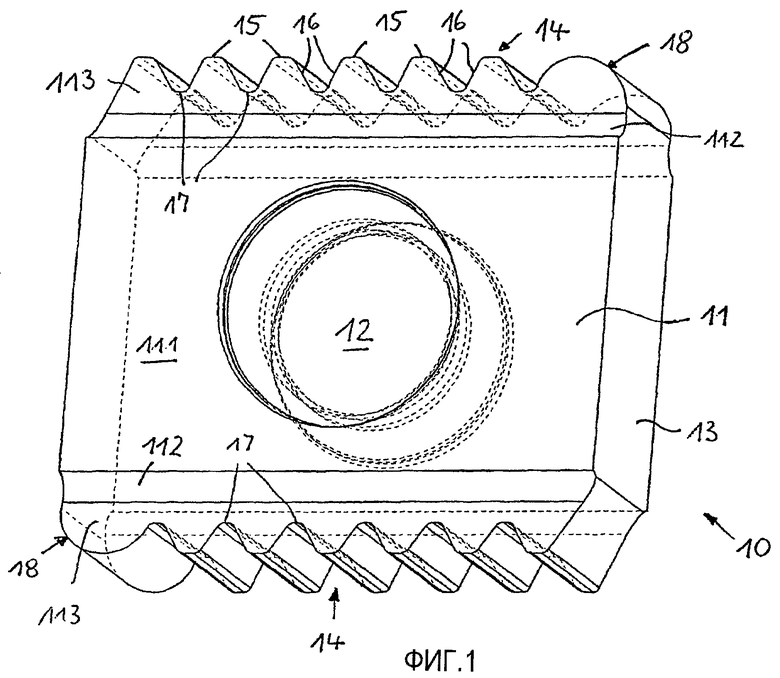
1. Режущая пластина призматической формы, причем режущая пластина имеет верхнюю и нижнюю поверхности (11), расположенные параллельно друг другу и связанные с помощью четырех перпендикулярно расположенных к ним боковых поверхностей, из которых две противоположные боковые поверхности (14) имеют выступы и впадины, которые вместе с верхней и нижней поверхностями (11) образуют режущие кромки, а две остальные противоположные боковые поверхности (13) являются гладкими и расположены параллельно друг другу, причем по меньшей мере одна вершина (18) режущей кромки, образованная двумя граничащими друг с другом боковыми поверхностями, выполнена в виде режущей кромки, отличающаяся тем, что вершины режущих кромок ограничивают, по существу, полуцилиндрический участок на боковых поверхностях.
2. Режущая пластина по п.1, отличающаяся тем, что вершина (18) режущей кромки выполнена круглой и имеет вершинный радиус между 0,3 мм и 0,5 мм, предпочтительно 0,4 мм.
3. Режущая пластина по п.1 или 2, отличающаяся тем, что имеет две диаметрально противоположные вершины (18) режущей кромки на верхней и нижней поверхностях.
4. Режущая пластина по п.1, отличающаяся тем, что выступы и впадины выполнены трапецеидальными на виде сверху, причем предпочтительно лежащие рядом друг с другом участки образуют главные режущие кромки (15), лежащие на одной линии и переходящие с боков во вспомогательные режущие кромки (16), которые образуют с главными режущими кромками (15) угол в диапазоне от 120 до 160°.
5. Режущая пластина по п.1, отличающаяся тем, что касательная, проведенная к режущей кромке, образованной выступами, тангенциально касается вершины (18) режущей кромки в одной точке.
6. Режущая пластина по п.1, отличающаяся тем, что передняя поверхность (113), граничащая с вершиной (18) режущей кромки, а также с выступами и впадинами, наклонена под положительным передним углом, который предпочтительно лежит в диапазоне между 10° и 20°.
7. Режущая пластина по п.1, отличающаяся тем, что верхняя и нижняя поверхности (11) имеют возвышающуюся среднюю площадку (111), к которой примыкает вогнутая боковая поверхность (112) в качестве переходной области к передней поверхности (113).
8. Способ обработки резанием вращающихся деталей, в частности коленчатых валов, при котором по меньшей мере одну режущую пластину сначала подают на врезание в радиальном направлении на деталь, а затем перемещают в осевом направлении относительно детали, отличающийся тем, что режущую пластину (10) по одному из пп.1-7 сначала перемещают радиально для поперечного точения промежуточной опоры, а затем перемещают в осевом направлении для окончательной обработки основания опоры.
| US 6632051 A, 14.10.2003 | |||
| Безвершинный резец | 1980 |
|
SU891232A1 |
| Режущая пластина И.С.Терешонка "Вихрь | 1983 |
|
SU1230748A1 |
| Устройство для тангенциальной обработки | 1987 |
|
SU1484446A1 |
| US 4794665A, 13.01.1989 | |||
| Справочник инструментальщика | |||
| /Под ред | |||
| И.А | |||
| Ординарцева | |||
| - Л.: Машиностроение, 1987, с.137. | |||

