Изобретение относится к режущей пластине с опорной поверхностью и находящейся на расстоянии от нее передней поверхностью и по меньшей мере с одной расположенной под положительным задним углом задней поверхностью, которые образуют оборотную круглую или полигональную режущую кромку, и по меньшей мере с одной точкой режущей кромки с максимальным расстоянием от плоскости, в которой лежит опорная поверхность, а также по меньшей мере с одной точкой режущей кромки с минимальным расстоянием от этой же самой плоскости.
Описанные выше режущие пластины относятся к так называемым положительным режущим пластинам, которые на виде сверху могут быть круглыми, по существу треугольными, четырехугольными, в частности квадратными, ромбическими или прямоугольными. Режущая кромка образуется граничащими друг с другом передней поверхностью и одной или несколькими задними поверхностями. В наипростейшем случае передняя поверхность выполнена ровной, то есть передний угол составляет 0°. Из уровня техники известны также режущие пластины, у которых к режущей кромке на передней поверхности примыкает покатый заплечик, вследствие чего образуется положительный передний угол. К уровню техники относятся также гофрированные режущие кромки, к которым примыкают гофрированные участки передней поверхности.
Наконец, для предотвращения выкрашивания режущей кромки известно закругление режущей кромки или же выполнение фаски под положительным или отрицательным углом.
Для обработки рабочих поверхностей вагонных колес используются режущие вставки, которые имеют круглую режущую кромку постоянной высоты и постоянный положительный задний угол. Имеющие форму усеченного конуса режущие вставки используются для поперечного точения рабочих поверхностей. После износа активно используемой режущей кромки режущие вставки могут быть установлены в держателе инструмента со смещением на угол поворота, зависящий от первоначальной глубины резания и составляющий 90° или 120°, после чего делается пригодной к работе новая, незадействованная область режущей кромки.
Недостатком является то, что неперетачиваемые режущие пластинки описанного вида с круглой режущей кромкой постоянной высоты склонны к вибрациям во время операции резания, к так называемому «дроблению». По причине этих неконтролируемых колебательных движений во время резания на поверхности обрабатываемой детали возникают неровности (следы дробления). Кроме такого плохого качества поверхности обработанной детали, стойкость таких неперетачиваемых режущих пластинок оказывается относительно небольшой.
В принципе, известны также неперетачиваемые режущие пластинки названного выше вида, в которых режущая кромка или одна из режущих кромок имеет максимум высоты, а с обеих сторон от него имеет покатые режущие кромки до минимума высоты режущей кромки. Иначе, чем в случае отрицательных режущих вставок с задним углом, равным 0°, снижение режущей кромки в отдельных областях сказывается на имеющейся задней поверхности таким образом, что изменяется изначальная форма режущей кромки.
Из уровня техники известны также инструменты, которые состоят из держателя инструмента по меньшей мере с одной выемкой для размещения и для крепления режущей вставки описанного выше вида. В зависимости от выбранной операции резания, расположением режущей вставки в держателе инструмента могут быть также установлены эффективные передние углы, которые могут изменяться путем поворота в осевом и радиальном направлении в определенных границах.
Задача настоящего изобретения состоит в том, чтобы создать режущую вставку и инструмент, состоящий из держателя инструмента и режущей вставки, причем инструмент имеет как можно меньший износ, а с помощью инструмента может быть достигнуто улучшенное качество поверхности детали.
Эта задача решается с помощью режущей вставки по п.1 формулы изобретения или с помощью инструмента по п.10 формулы изобретения. Зависимые пункты формулы изобретения описывают варианты развития режущей вставки по настоящему изобретению.
По настоящему изобретению геометрическое место каждой точки режущей кромки, по меньшей мере, точек режущей кромки с минимальным расстоянием от опорной поверхности или с минимальным расстоянием от соседних точек режущей кромки к опорной поверхности в точке пересечения вертикальной огибающей поверхности с плоскостью, параллельной опорной поверхности. При этом вертикальная огибающая поверхность расположена перпендикулярно опорной поверхности и образована семейством параллельных друг другу вертикальных линий. При этом это семейство линий образует в плоскости, параллельной опорной поверхности, т.е. в плоскости, в которой лежит точка с максимальным расстоянием от плоскости опорной поверхности, идеальную, теоретически круглую или полигональную криволинейную конфигурацию режущих кромок.
Описанная геометрия может быть проще всего пояснена на примере положительной режущей вставки с круглой, на виде сверху, передней поверхностью. Сначала искривление режущей кромки конструктивно изменяется относительно формы усеченного конуса таким образом, что режущая кромка имеет, по меньшей мере, два максимума высоты с лежащими между ними минимумами высоты, причем их соответственно самая высокая и самая нижняя точки конфигурации режущей кромки определяют соответствующую кривизну режущей кромки. Конечно, режущая кромка в желаемых минимумах понижается не вдоль задней поверхности, а вертикально опорной поверхности, и, таким образом, передняя поверхность в этой пониженной области расширяется относительно изначальной передней поверхности. Величина расширения тем больше, чем глубже величина понижения режущей точки. То же имеет место и для других точек режущей кромки, которые принимают различные промежуточные положения. Благодаря этому конфигурация режущей кромки на опорной поверхности конструктивно подгоняется к искривленной конфигурации вновь созданной режущей кромки, причем в проекции создается точно лезвие, действующее как круглая режущая кромка.
Эффективная режущая кромка по сравнению с неперетачиваемой режущей пластинкой продлевается режущей кромкой, проходящей в одной единственной плоскости, вследствие чего гарантируется ровный срез (без вибрации) при резании. Полученная поверхность детали соответственно более гладкая. Периодические колебания режущей вставки или инструмента могут возникнуть только тогда, когда все выбранные любые точки на конфигурации режущей кромки принимают в процессе стружкообразования ситуационно одинаковое положение. Это означает, что режущая кромка во всех точках подвергается в ходе резания одновременно периодическим нагрузкам во время фазы обработки резанием и разгрузкам во время фазы отрезания. Если частота периодов накладывается на собственную частоту инструмента, то возникают сильные колебания, то есть указанная выше вибрация. Однако, если разные точки на конфигурации режущей кромки находятся в разных условиях в процессе стружкообразования, то такие колебания подавляются, так как силы в системе накладываются и, по меньшей мере, частично компенсируются.
Предпочтительно, режущая вставка характеризуется идеальной, круглой, по существу треугольной, квадратной или ромбической конфигурацией режущей кромки. Это означает, что выбранный конструктивный принцип может быть применен не только к режущим кромкам, круглым в плоскости передней поверхности, но и к прямолинейным режущим кромкам.
Предпочтительно, режущая вставка по настоящему изобретению имеет по меньшей мере одну по существу круглую форму и по меньшей мере две, предпочтительно три, точки режущей кромки с максимальным расстоянием от плоскости опорной поверхности. Между максимумами режущей кромки лежат минимумы режущей кромки. Далее предпочтительно форма режущей вставки (если смотреть сверху) выполнена симметричной относительно оси вращения. В случае двух максимумов режущей кромки имеется 180° - симметрия вращения, в случае трех максимумов режущей кромки 120° - симметрия вращения и т.д.
Положительный задний угол выбирается, в частности, между 2° и 15°, предпочтительно максимально до 10°.
Измеренное в направлении к опорной поверхности вертикальное расстояние от точки с максимальным расстоянием до точки с минимальным расстоянием составляет минимально 0,5 мм и/или максимально 3 мм, предпочтительно максимально 2 мм.
Передние углы режущей вставки могут или быть постоянными по всей конфигурации режущей кромки, и в этом случае они лежат предпочтительно в диапазоне от 2° до 25°, или меняться вдоль режущей кромки. По другому варианту реализации изобретения, кольцевая, наиболее удаленная от режущей кромки область передней поверхности лежит в плоскости, параллельной опорной поверхности.
Кроме того, единственная задняя поверхность может быть выполнена в виде наружной боковой поверхности усеченного конуса под постоянным углом, или отдельные области задней поверхности могут быть выполнены в виде плоскостей ниже режущей кромки. По особому варианту реализации настоящего изобретения области задней поверхности разделяются на две зоны, одна из которых лежит рядом с режущей кромкой, а другая - рядом с опорной поверхностью. Обе зоны задней поверхности создают угол <180°, то есть расположенная дальше от режущей кромки зона задней поверхности расположена под большим задним углом.
Далее изобретение относится к инструменту, состоящему из держателя инструмента по меньшей мере с одной выемкой для размещения и крепления режущей вставки с опорной поверхностью и находящейся на расстоянии от нее передней поверхностью, по меньшей мере, с одной расположенной под положительным задним углом задней поверхностью, которые образуют оборотную круглую или полигональную режущую кромку, и, по меньшей мере, с одной точкой режущей кромки с максимальным расстоянием от плоскости, в которой лежит опорная поверхность, а также, по меньшей мере, с одной точкой режущей кромки с минимальным расстоянием от этой же самой плоскости, причем режущая вставка в держателе инструмента наклонена под углом установки в осевом направлении и/или в радиальном направлении к поверхности обработки детали или к ее тангенциальной поверхности. Согласно изобретению геометрическое место каждой точки режущей кромки является точкой пересечения вертикальной огибающей поверхности с плоскостью, параллельной вертикальной плоскости к поверхности обработки детали или к ее тангенциальной поверхности. При этом вертикальная огибающая поверхность расположена перпендикулярно указанной вертикальной плоскости и выполнена семейством параллельных друг другу вертикальных линий. Это семейство линий образует в плоскости, параллельной вертикальной плоскости, идеальную, теоретически круглую или полигональную криволинейную конфигурацию режущей кромки. В этой плоскости лежит точка с максимальным расстоянием от вертикальной плоскости. Принципиально, для этого инструмента имеет место то же самое, что и для описанной выше режущей вставки, но в данном случае имеющее место для вертикально установленных режущих вставок отношение к опорной поверхности заменяется на отношение соответствующей вертикальной поверхности к плоскости обработки детали или тангенциальной поверхности к точке обработки детали. Иначе говоря, величина поворота режущей вставки может быть внесена в коррекцию режущей кромки.
Другие преимущества настоящего изобретения и прочие варианты реализации поясняются далее с помощью чертежей. На них показано следующее:
Фиг.1 - эскиз с пояснением конструктивного принципа,
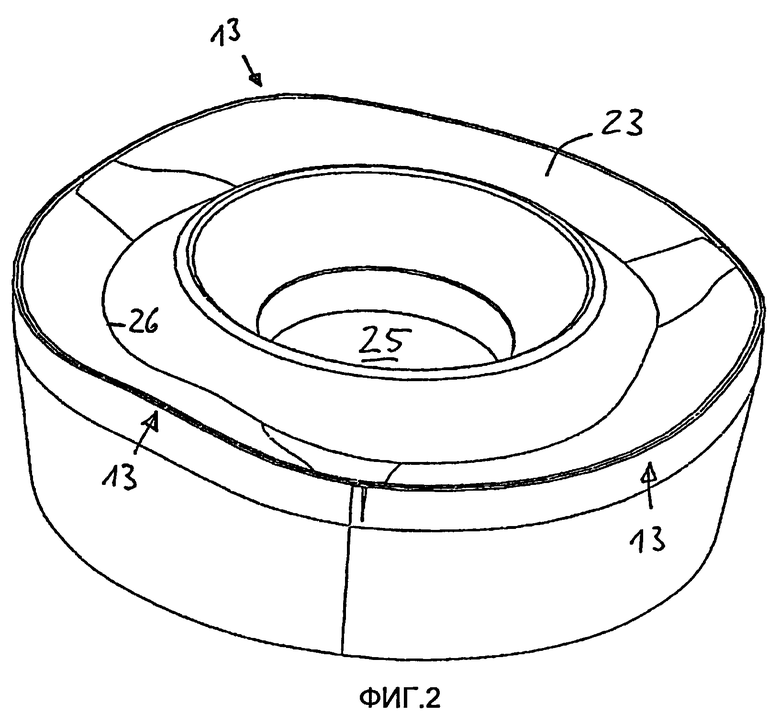
Фиг.2 - аксонометрическая проекция режущей вставки по настоящему изобретению,
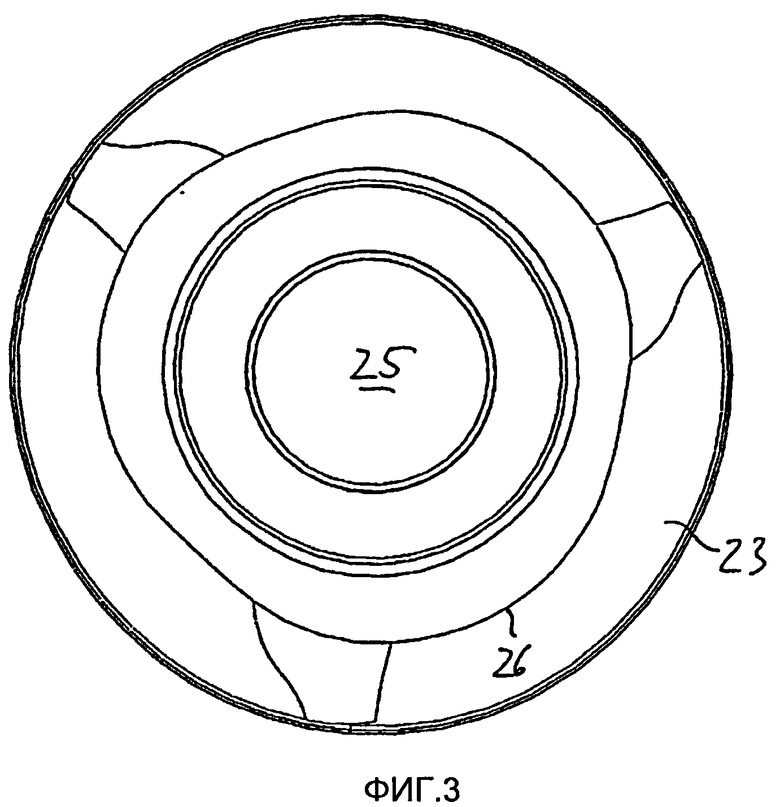
Фиг.3 - вид сбоку режущей вставки по фиг.2, и
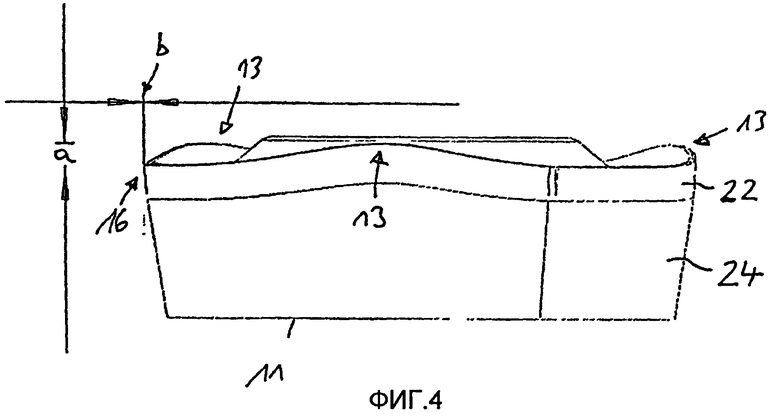
Фиг.4 - вид сверху режущей вставки по фиг.2 на переднюю поверхность.
Конструкция по настоящему изобретению наиболее ясно видна с помощью фиг.1, на которой в качестве исходного тела принимается режущая вставка в форме усеченного конуса. Тело имеет плоскую переднюю поверхность 10, опорную поверхность 11, расположенную параллельно ей, а также расположенную по периметру под одинаковым задним углом заднюю поверхность 12 в качестве наружной боковой поверхности усеченного конуса. Конфигурация режущей кромки такой режущей вставки, которая ограничивает плоскость 10, является круглой.
Сохраняя максимум 13 режущей кромки, точки 14 и 15 режущей кромки понижаются теперь до точки 16 или 17, которая лежит на вертикали 18 или 19 в плоскости, в которой расположена опорная поверхность 11. Соответствующим образом, остальные точки режущей кромки между точками 13 и 14 или 13 и 15 понижаются различно, причем получается изогнутая режущая кромка, которая образует обозначенную позицией 20 плоскость пересечения, которая, несмотря на неровный контур режущей кромки, создает в проекции лезвие, действующее точно как круглая режущая кромка.
Количество максимумов 13 в конфигурации режущей кромки может быть выбрано любым до тех пор, пока имеется достаточно длинная эффективная режущая кромка. Точные размеры изгиба режущей кромки получаются из конструктивной взаимозависимости, которая определяется наивысшей точкой 13 и низшей точкой 16 или 17 конфигурации режущей кромки. Если выполняется горизонтальный разрез непосредственно под низшей точкой плоскости режущей кромки, то получают выпуклую, не круглую конфигурацию внешнего контура, так как точка 21 задней поверхности, получающаяся при сохранении задней поверхности в изначальном размере, сдвигается наружу к точке 16. В представленном случае, в котором неперетачиваемая режущая пластинка, имеющая круглую форму на виде сверху, имеет два максимума 13, самое узкое место внешнего контура совпадает с режущими максимумами 13, а самое широкое место внешнего контура совпадает с самым глубоким местом режущей кромки (точка 16), которая, тем самым, в данной плоскости пересечения (параллельно опорной поверхности) отличается от идеальной круглой формы.
Описанный выше конструктивный принцип может быть применен к любой неперетачиваемой режущей пластинке с пологими режущими кромками, то есть также для квадратных, прямоугольных или ромбических неперетачиваемых режущих пластинок. С помощью корректировки режущей кромки гарантируется, что и у пологих режущих кромок в случае их применения будет создана точная прямая конфигурация режущей кромки.
Фиг.2-4 показывают режущую вставку, круглую при виде сверху, причем эта режущая вставка имеет три максимума 13 режущей кромки и лежащие между ними минимумы режущей кромки. Режущая кромка проходит изогнуто в пространстве и ограничивается или образуется, с одной стороны, оборотной задней поверхностью 22 под положительным задним углом, а с другой стороны, областью 23 передней поверхности, причем область 23 передней поверхности выполнена непрерывно пологой. Лежащая под опорной поверхностью 11 нижняя область 24 задней поверхности наклонена под бόльшим задним углом, чем область 22 задней поверхности. Режущая вставка имеет срединное крепежное отверстие 25 для установки крепежного винта. Показанный на фиг.4 размер a, на расстоянии которого точка 16 режущей кромки отстоит от точки 13 режущей кромки, показывает величину (размер) понижения. Если конструкцию конфигурации режущей кромки выверяют по максимуму 13 и точке 16 понижения, то размер отклонения, обозначенный b, может быть уменьшен от идеальной круглой формы до минимума (в микронной области).
Как ясно видно, в частности, с помощью фиг.2, конфигурация переднего угла вдоль режущей кромки ориентируется по тому, лежит ли в одной плоскости показанная на фиг.3 линия 26, с помощью которой определен конец пологой области 23 передней поверхности - в этом случае в зависимости от понижения режущей кромки получаются различные передние углы вдоль конфигурации режущей кромки - или форма кривой 26 подгоняется к высотной конфигурации сконструированной конфигурации режущей кромки в пространстве, и, таким образом, передние углы остаются постоянными вдоль всей режущей кромки.
Режущая вставка, в частности, предназначена для продольной обточки плоских поверхностей. При подаче режущей вставки на врезание сначала в зацепление с деталью входят области режущей кромки вокруг максимума 13, а затем следуют другие области. После этого последовательно следуют другие области в соответствии с углом наклона режущей кромки вдоль конфигурации режущей кромки. Тем самым режущая вставка входит в зацепление с деталью более бережно, чем это имеет место в случае режущей вставки, имеющей строго форму усеченного конуса, с плоской передней поверхностью.
Режущая пластина имеет опорную поверхность (11) и находящуюся на расстоянии от нее переднюю поверхность и по меньшей мере одну, расположенную под положительным задним углом, заднюю поверхность (12), которые образуют окружную круглую или полигональную режущую кромку, и по меньшей мере одну точку (13) режущей кромки с максимальным расстоянием от плоскости, в которой лежит опорная поверхность (11), а также по меньшей мере одну точку (16, 17) режущей кромки с минимальным расстоянием от указанной плоскости. Для повышения качества обработанной поверхности геометрическое место каждой точки режущей кромки, по меньшей мере, точка (16, 17) режущей кромки с минимальным расстоянием и расположенные рядом точки, выполнено в виде точки пересечения вертикальной огибающей поверхности с плоскостью, параллельной опорной поверхности (11), причем вертикальная огибающая поверхность расположена перпендикулярно опорной поверхности (11) и образована семейством параллельных друг другу вертикальных линий (18, 19), которое образует в плоскости, параллельной опорной поверхности (11) - причем в этой плоскости лежит точка (13) с максимальным расстоянием от плоскости опорной поверхности (11) - идеальную, теоретически круглую или полигональную криволинейную конфигурацию режущих кромок. 8 з.п. ф-лы, 4 ил.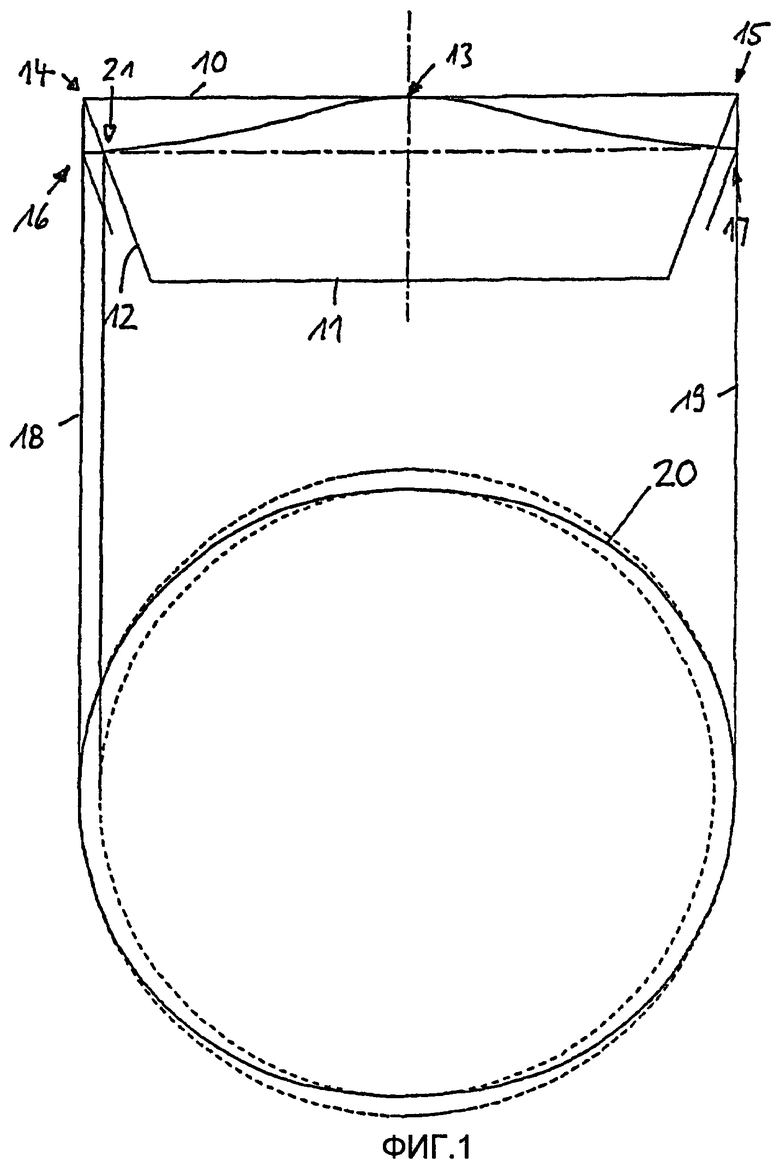
1. Режущая пластина, имеющая опорную поверхность (11) и находящуюся на расстоянии от нее переднюю поверхность и по меньшей мере одну расположенную под положительным задним углом заднюю поверхность (12), которые образуют окружную круглую или полигональную режущую кромку, и по меньшей мере одну точку (13) режущей кромки с максимальным расстоянием от плоскости, в которой лежит опорная поверхность (11), а также по меньшей мере одну точку (16, 17) режущей кромки с минимальным расстоянием от указанной плоскости, отличающаяся тем, что геометрическое место каждой точки режущей кромки, по меньшей мере точка (16, 17) режущей кромки с минимальным расстоянием и расположенные рядом точки, выполнено в виде точки пересечения вертикальной огибающей поверхности с плоскостью, параллельной опорной поверхности (11), причем вертикальная огибающая поверхность расположена перпендикулярно опорной поверхности (11) и образована семейством параллельных друг другу вертикальных линий (18, 19), которое образует в плоскости, параллельной опорной поверхности (11) - причем в этой плоскости лежит точка (13) с максимальным расстоянием от плоскости опорной поверхности (11) - идеальную, теоретически круглую или полигональную криволинейную конфигурацию режущих кромок.
2. Режущая пластина по п.1, отличающаяся тем, что имеет идеальную круглую, по существу, треугольную, квадратную или ромбическую криволинейную конфигурацию режущей кромки.
3. Режущая пластина по п.1, отличающаяся тем, что имеет, по существу, круглую форму и по меньшей мере две, предпочтительно три точки (13) режущей кромки с максимальным расстоянием от плоскости опорной поверхности (11).
4. Режущая пластина по п.3, отличающаяся тем, что форма выполнена симметричной относительно оси вращения.
5. Режущая пластина по п.1, отличающаяся тем, что положительный задний угол составляет величину между 2° и 15°, предпочтительно максимально до 10°.
6. Режущая пластина по п.1, отличающаяся тем, что измеренное в направлении к опорной поверхности (11) вертикальное расстояние (а) от точки с максимальным расстоянием до точки с минимальным расстоянием составляет минимально 0,5 мм и/или максимально 3 мм, предпочтительно максимально 2 мм.
7. Режущая пластина по п.1, отличающаяся тем, что передние углы постоянны по всей конфигурации режущей кромки и предпочтительно составляют величину от 2 до 25°.
8. Режущая пластина по п.1, отличающаяся тем, что передние углы выполнены переменными вдоль режущей кромки, причем предпочтительно кольцевая, наиболее удаленная от режущей кромки область передней поверхности лежит в плоскости, параллельной опорной поверхности.
9. Режущая пластина по п.1, отличающаяся тем, что ниже режущей кромки расположена первая область (22) задней поверхности, а под ней рядом с опорной поверхностью (11) расположена другая область (24) задней поверхности с большим задним углом.
| Свободно вращающийся резец и варианты его исполнения | 1982 |
|
SU1117917A1 |
| Свободно вращающийся токарныйРЕзЕц | 1979 |
|
SU812432A1 |
| Свободно вращающийся токарный резец | 1979 |
|
SU1042895A1 |
| Свободно вращающийся чашечный резец | 1985 |
|
SU1477526A1 |
| Генератор псевдослучайных чисел | 1983 |
|
SU1224992A1 |

