Настоящее изобретение относится к носителю каталитического нейтрализатора, а также к способу изготовления носителя каталитического нейтрализатора. Подобные носители каталитического нейтрализатора применяются прежде всего для сокращения доли вредных веществ в отработавших газах (ОГ) двигателей внутреннего сгорания (ДВС) самоходных машин и транспортных средств.
Наиболее важной областью применения таких носителей каталитического нейтрализатора являются системы нейтрализации ОГ дизельных двигателей или двигателей с принудительным воспламенением рабочей смеси, используемых в автомобильной технике. Обычно с этой целью на носители каталитического нейтрализатора наносят несущий слой нейтрализатора (прежде всего покрытие из γ-оксида алюминия), который отличается очень большой площадью поверхности, при этом эти несущие слои нейтрализатора обычно "пропитаны" по меньшей мере одним каталитически активным материалом (например, платиной, родием или иными элементами аналогичного действия). При контакте ОГ с этими каталитически активными материалами происходит восстановление содержащихся в ОГ вредных веществ, таких, например, как моноксид углерода, ненасыщенные углеводороды, моноксид азота или иные аналогичные вещества. С целью обеспечить возможность получать уже относительно большую площадь поверхности несущего слоя нейтрализатора носители каталитического нейтрализатора выполняют обычно в виде сотовых элементов, которые имеют большое число проточных для текучей среды каналов. При этом известны керамические, экструдированные и металлические сотовые элементы. В общем случае сотовые элементы заключают в кожух, который в свою очередь встраивается непосредственно в трубопровод выпуска ОГ. В такой системе выпуска ОГ, используемой в самоходных машинах и транспортных средствах, носитель каталитического нейтрализатора подвержен воздействию высоких термических и динамических нагрузок.
Термические нагрузки являются следствием, например, с одной стороны, высокой температуры самих ОГ, при этом температура повышается, когда носитель каталитического нейтрализатора располагается ближе к ДВС. С другой стороны, химические каталитические реакции превращения токсичных компонентов, содержащихся в ОГ, приводят также к повышению температуры носителя каталитического нейтрализатора, поскольку обычно эти реакции являются экзотермическими, в результате чего при определенных обстоятельствах создаются температуры, которые заметно превышают температуру самих ОГ. Существенное влияние динамических нагрузок проявляется в результате процесса сгорания топлива, а также вследствие внешнего вибрационного воздействия. Поскольку процесс сгорания топлива в ДВС повторяется периодически, ударные волны как результат сгорания топлива возникают периодически и воздействуют на всю систему выпуска ОГ. Причиной возникновения колебаний, воздействующих извне на систему выпуска ОГ, являются, например, неровности дорожного полотна, по которому перемещается автомобиль. Вследствие этих высоких термических и динамических нагрузок особый интерес представляет обеспечение долговечного соединения сотового элемента с кожухом. Это соединение должно быть способным, с одной стороны, компенсировать различное тепловое расширение сотового элемента и кожуха, а, с другой стороны, исключать в течение длительного промежутка времени отделение сотового элемента от кожуха.
Известно, что при применении металлических сотовых элементов в обеспечение долговечного их соединения с металлическим кожухом сотовый элемент соединяют с кожухом с помощью вкладыша. Внутренняя сторона последнего соединена с сотовым элементом, а наружная сторона соединена с кожухом. Такой вкладыш известен, например, из заявки Японии JP 04-222636 А. Согласно этой заявке вкладыш выполнен в виде гофрированного металлического листа и соединен с одной стороны с сотовым элементом, а с другой стороны - с кожухом. Описанный в этой заявке сотовый элемент состоит из одного гладкого металлического листа и одного гофрированного металлического листа, которые вместе свернуты или скручены по спирали с образованием цилиндрического сотового элемента. При этом в качестве наружного слоя сотового элемента используется гладкий металлический лист. При этом условии присоединение к кожуху с помощью гофрированного металлического листа не связано со сколь-нибудь значительными проблемами, поскольку при осуществлении соединения используется практически гладкая поверхность сотового элемента.
Однако известны также и другие конфигурации расположения тонких металлических листов или фольги. К таким конфигурациям относятся прежде всего сотовые элементы, которые изготавливаются из множества гладких и гофрированных листов фольги, которые набраны в пакет в виде чередующихся слоев и далее скручены или свернуты S-образно и/или U-образно в рулон. Более подробно такие металлические сотовые элементы описаны прежде всего в заявках ЕР 0245737, WO 90/03220, а также DE 3743723, которые в полном объеме включены в настоящее описание в качестве ссылки.
Обеспечение долговечного соединения сотового элемента с кожухом представляет собой сложную задачу, реализация решения которой предлагалась в виде многочисленных конструкций. Решение этой задачи осложняется тем, что в будущем придется применять все более тонкие листы фольги, обеспечение долговечного соединения которых с кожухом отличается еще большей сложностью. При этом следует учитывать, с одной стороны, действующие законодательные нормы, соответственно находящиеся при этом в центре внимания возможные в будущем нормы на токсичность выбросов, а, с другой стороны, необходимость обеспечения экономичного и надежного в серийном производстве технологического процесса изготовления подобных носителей каталитического нейтрализатора. В этом отношении центральным аспектом этой задачи является точное определение пространственного положения неразъемных соединений между отдельными компонентами носителя каталитического нейтрализатора. После обеспечения возможности определения локального, соответственно пространственного расположения мест соединения, например, с помощью компьютерных программ моделирования необходимо также обеспечить осуществление фактического технологического процесса формирования неразъемных соединений, отличающихся точностью исполнения и расположенных лишь в требуемых местах.
Обычно подобные неразъемные соединения выполняются с помощью сварки или пайки. При этом преимущество применения сварки состоит в том, что существует возможность локализовать повышение температуры кожуха, соответственно сотового элемента на небольшой площади, соответственно в небольшом объеме, однако имеется также недостаток, который состоит в том, что в этом случае уже в процессе изготовления носителя каталитического нейтрализатора могут иметь место по-разному выраженные изменения структуры отдельных компонентов, в результате чего в последних при соответствующих условиях к этому моменту времени могут возникнуть высокие внутренние напряжения. При осуществлении пайки основная проблема связана с текучестью припоя в процессе термической обработки. Как уже указано выше, подобные сотовые элементы состоят часто из каналов небольшого сечения, при этом именно в клиновидных полостях подобных каналов, соответственно в местах контакта между соседними компонентами (например, листами фольги и т.п.) образуются капилляры, в которых под действием капиллярных сил распространяется расплавившийся припой. При этом этот припой течет, как правило, также в направлении, противоположном направлению действия внешней силы тяжести, а также при определенных условиях протекает по всей длине носителя каталитического нейтрализатора. В результате этого перетекания припоя при использовании именно такого гофрированного вкладыша образуются соединения в нежелательных местах.
При более продолжительной эксплуатации обнаруживается, что подвергаемые высоким термическим нагрузкам сотовые элементы, используемые прежде всего в установленных рядом с двигателем носителях каталитических нейтрализаторов и изготавливаемые из тонких металлических листов, прежде всего листов фольги, толщина которых составляет менее 30 мкм или даже менее 25 мкм, деформируются и приобретают бочкообразную форму. Диаметры торцов или торцевых сторон становятся меньше по сравнению с исходным диаметром, а диаметр средней части остается неизменным и равным исходному диаметру. В зависимости от рабочих условий эта деформация с приобретением бочкообразной формы при определенных условиях обеспечивает точную симметрию с обоих торцов. Этой деформации может противодействовать до некоторой степени гофрированная втулка, если она изготавливается из более толстого материала и соединена около торцов с сотовым элементом. Однако если гофрированная втулка обладает слишком большой жесткостью, то с течением времени происходит разрушение торцевого соединения и отрыв гофрированной втулки от сотового элемента, а если гофрированная втулка слишком мягкая, то она просто пластически деформируется. Поэтому необходимо определять оптимальную жесткость гофрированной втулки. Даже если удастся определить эту оптимальную жесткость, тем не менее гофрированная втулка пластически деформируется, в процессе эксплуатации изгибаясь внутрь вместе с торцами сотового элемента, вследствие чего наружное соединение гофрированной втулки с кожухом подвергается воздействию нагрузок и может разрушиться.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать носитель каталитического нейтрализатора, который отличался бы как можно более долговечным соединением между сотовым элементом и кожухом прежде всего применительно к сотовым элементам, изготовленным из тонких листов фольги. Носитель каталитического нейтрализатора должен отличаться простотой конструкции и стабильным соединением сотового элемента даже под действием высоких термических и динамических нагрузок. Кроме того, еще одна задача состояла в разработке способа изготовления такого носителя каталитического нейтрализатора. При этом этот способ должен отличаться прежде всего простотой реализации в серийном производстве.
Указанные задачи решаются с помощью носителя каталитического нейтрализатора, а также с помощью такого способа изготовления носителя каталитического нейтрализатора. Другие предпочтительные варианты осуществления предлагаемого способа, соответственно выполнения предлагаемого носителя каталитического нейтрализатора представлены в соответствующих зависимых пунктах формулы. При этом отличительные признаки, представленные в отдельных зависимых пунктах формулы, можно также комбинировать соответственно между собой.
В изобретении предлагается носитель каталитического нейтрализатора, имеющий геометрическую продольную ось и содержащий сотовый элемент и кожух, между которыми расположена гофрированная втулка, имеющая наружную сторону и внутреннюю сторону и неразъемно соединенная с наружной стороны на соответствующих участках с кожухом, а с внутренней стороны - с сотовым элементом. Отличие предлагаемого в изобретении носителя каталитического нейтрализатора заключается в том, что участки соединения гофрированной втулки с кожухом расположены в основном на общей окружной линии и имеют минимально возможную ширину в направлении продольной оси носителя каталитического нейтрализатора, но имеют такие размеры, которые благодаря достаточной общей площади этих участков обеспечивают в рабочих условиях надежное удержание сотового элемента.
До сих пор соединение сотового элемента с кожухом с использованием или без использования промежуточного гофрированного слоя выполнялось обычно с помощью имеющих большие размеры полос припоя, которые в любом случае образуют такие соединения, площадь которых значительно больше площади, необходимой для обеспечения механически надежного крепления сотового элемента. Соответствующие этим площадям участки поверхности характеризуются прежде всего большой протяженностью или шириной в направлении продольной оси, в результате чего уменьшается длина способной изгибаться части гофрированной втулки, что приводит к более быстрому разрушению гофрированной втулки в рабочих условиях. Согласно изобретению это разрушение предотвращается благодаря значительному уменьшению ширины участков соединения в направлении продольной оси. Очевидно, что общая площадь участков соединения не должна быть такой малой величины, при которой эти участки уже не могут обеспечивать надежное удержание сотового элемента в условиях действия динамических нагрузок, однако по сравнению с уровнем техники возможно такое значительное уменьшение общей площади участков соединения, которое значительно увеличивает осевую протяженность изгибаемой части гофрированной втулки. Гофрированная втулка соединена внутри предпочтительно по всей своей длине с сотовым элементом, при этом она уменьшает деформацию, приводящую к приданию сотовому элементу бочкообразной формы, но все же претерпевает эту деформацию, а снаружи гофрированная втулка соединена с кожухом на участке, имеющем измеренную в направлении продольной оси ширину, составляющую менее 10 мм, прежде всего менее 6 мм, предпочтительно менее 4 мм. Необходимую осевую протяженность участков соединения можно рассчитать для конкретного случая применения с учетом следующих условий. Общая площадь всех участков соединения должна выдерживать инерционную нагрузку сотового элемента с покрытием под действием ожидаемых на практике ускорений. С учетом колебаний принимается, например, нагрузка, равная 150 g (в 150 раз превышающая ускорение земного тяготения). Общая площадь участков соединения зависит прежде всего от их числа, т.е. от числа возвышений, которые касаются кожуха. Максимальную допустимую удельную нагрузку качественного паяного соединения можно принять равной 2,5 Н/мм2, на основании чего при заданной массе и ожидаемом ускорении рассчитывается минимальная общая площадь участков соединения. В этом случае на основании минимальных эмпирических данных о ширине типичного участка соединения в окружном направлении, которая в некоторой степени зависит также от формы гофра втулки, и с учетом числа возвышений можно рассчитать необходимую осевую ширину или протяженность участков соединения. Неожиданно было установлено, что даже с учетом коэффициента запаса необходимая ширина составляет лишь очень небольшую величину, соответствующую указанному выше интервалу величин. Чем тоньше листы фольги, из которых изготовлен сотовый элемент, тем меньше их масса и тем уже могут также быть участки соединения.
Обычно толщина кожуха составляет от 0,6 до 2 мм. Гофрированная втулка характеризуется своими проходящими в направлении продольной оси возвышениями, соответственно впадинами, которые образуют требуемую структуру гофрированного листа. Определенную конфигурацию структуры гофрированного листа необходимо выбирать с учетом цели применения, при этом в качестве предпочтительной уже исключительно хорошо зарекомендовала себя примерно синусоидальная или аналогичная структура гофрированного листа. Гофрировка компенсирует, например, растяжение, соответственно сжатие сотового элемента в окружном направлении благодаря тому, что соседние возвышения, соответственно впадины удаляются друг от друга, соответственно приближаются друг к другу.
Представленный в описании носитель каталитического нейтрализатора снабжен по меньшей мере одной полосой припоя. Эта полоса припоя представляет собой (по меньшей мере до термической обработки носителя каталитического нейтрализатора) припой, как правило, нанесенный в виде ленты и фиксируемый на гофрированной втулке при необходимости с помощью адгезивов, соответственно клеев. Сама полоса припоя может содержать также при необходимости другие химические компоненты. Гофрированная втулка и/или кожух имеют по меньшей мере одно средство, ограничивающее растекание припоя. Это средство выполняется в виде участка поверхности, на который нанесено покрытие или который подвергнут обработке, либо, прежде всего, в виде геометрической конфигурации. Так, например, каждый зазор, начиная с определенного его размера, предотвращает дальнейшее растекание припоя под действием капиллярных сил. Даже поверхности, прежде всего оксидированные поверхности, которые отталкивают припой или предотвращают по меньшей мере образование паяного соединения, эффективно ограничивают участки соединения.
Предпочтительное средство, ограничивающее растекание припоя, представляет собой по меньшей мере одну кромку, поскольку с помощью кромки образуется зазор между установленной гофрированной втулкой и кожухом. При получении неразъемных соединений этот зазор функционирует как своего рода задерживающее припой средство, поскольку благодаря этому зазору образуются разрывы в имеющихся капиллярах и тем самым предотвращается также нежелательное течение припоя. При этом предпочтительно, чтобы такие кромки располагались непосредственно рядом с краем полосы припоя, прежде всего на расстоянии менее 2 мм, предпочтительно менее 1 мм и более предпочтительно менее 0,5 мм. Таким образом становится возможным точно ограничить в пространстве положение неразъемных соединений. При этом можно относительно просто сформировать кромки в гофрированной втулке, соответственно в кожухе, при этом можно также отказаться, например, от использования дополнительных материалов, таких как керамические покрытия и т.д.
Согласно еще одному варианту выполнения носителя каталитического нейтрализатора по меньшей мере одна полоска припоя располагается вокруг сотового элемента по середине его протяженности в направлении оси. Расположение полоски припоя, соответственно выполненного соответствующего неразъемного соединения в этой зоне в основном посередине является предпочтительным по той причине, что необходимо определять динамические характеристики растяжения, соответственно сжатия при нагреве, соответственно при охлаждении сотового элемента прежде всего вблизи его торцов. С другой стороны, это означает, что именно в центральной, соответственно расположенной посередине зоне имеют место относительно небольшие относительные перемещения обоих компонентов. Тем самым это место наиболее пригодно для соединения гофрированной втулки с кожухом. При центральном положении места соединения впоследствии не требуется также строго выдерживать ориентацию сотового элемента при сборке носителя каталитического нейтрализатора. Однако на практике может оказаться, что обе торцевые части подвергаются воздействию неодинаковых нагрузок и поэтому сжимаются неодинаково. В этом случае полосу припоя предпочтительно располагать с небольшим смещением от центра в направлении торцевой части, сжимающейся в меньшей степени, т.е. вне середины протяженности сотового элемента в направлении продольной оси носителя каталитического нейтрализатора.
В соответствии со следующим вариантом выполнения носителя каталитического нейтрализатора кожух имеет по меньшей мере одну канавку, которая образует по меньшей мере одну параллельную кромку, при этом по меньшей мере одна образованная кромка завершается полосой припоя. Это означает, что кромка прилегает предпочтительно непосредственно к полосе припоя. Наиболее предпочтительно, чтобы кожух был снабжен несколькими канавками, кромки которых ограничивают, например, расположенную по окружности полосу припоя с обеих сторон, т.е. с обоих замкнутых проходящих по окружности краев. Таким образом образуется имеющий точные границы участок контакта, при этом припой, находящийся на предусмотренной для него полосе, находится фактически также только между этими обеими кромками. Тем самым обеспечивается достаточное количество припоя на предусмотренном для него участке соединения даже в процессе, соответственно по завершению процесса термообработки носителя каталитического нейтрализатора.
Согласно следующему варианту гофрированная втулка дополнительно к своей гофрированной структуре с ориентированными в основном параллельно продольной оси носителя каталитического нейтрализатора гофрами имеет по меньшей мере один поперечный структурный элемент, образующий по меньшей мере одну кромку. Поперечный структурный элемент имеет высоту, как правило, менее 1 мм, при этом этот элемент выполнен также проходящим в окружном направлении. По меньшей мере один из поперечных структурных элементов, как правило, перекрывает проходящую параллельно оси гофрированную структуру гофрированной втулки. При этом поперечный структурный элемент выполняет функцию проставки или распорки гофрированной втулки относительно кожуха, при этом может также предотвращаться действие капиллярных сил.
Однако следствием сказанного может быть образование в этом месте между гофрированной втулкой и кожухом нежелательно большого кольцевого зазора, в котором при определенных условиях могут скапливаться горячие не подвергнутые нейтрализации ОГ. С целью исключить возможность скапливания ОГ предпочтительно выполнять по меньшей мере один из поперечных структурных элементов таким образом, чтобы он был обращен своей вершиной радиально наружу и с зазором входил предпочтительно по меньшей мере в одну соответствующую ему выемку, предусмотренную с внутренней стороны кожуха. Таким образом формируется своего рода лабиринтное уплотнение, при этом благодаря "бесконтактному" вхождению поперечного структурного элемента в выемку предотвращается нежелательное обходное течение горячих, не подвергнутых нейтрализации ОГ при использовании носителя каталитического нейтрализатора, соответственно нежелательное течение припоя в процессе формирования неразъемных соединений.
В соответствии со следующим вариантом выполнения носителя каталитического нейтрализатора гофрированная втулка дополнительно к своей гофрированной структуре с ориентированными в основном параллельно продольной оси носителя каталитического нейтрализатора гофрами имеет по меньшей мере одну микропрофильную структуру, расположенную предпочтительно вблизи по меньшей мере одного окончания гофрированной втулки, причем в этом месте предпочтительно предусмотрено по несколько микропрофильных структур, проходящих в окружном направлении перпендикулярно продольной оси носителя каталитического нейтрализатора. Функция микропрофильных структур заключается в придании гофрированной втулке большей гибкости в осевом направлении на определенных участках. Сама гофрированная втулка характеризуется относительно высокой жесткостью, которая определяется ее гофрированной структурой, ориентированной в основном параллельно оси, и которая может быть изменена по меньшей мере локально с помощью микропрофильной структуры, предлагаемой согласно изобретению. Такое решение представляет особый интерес потому, что сотовый элемент при охлаждении принимает преимущественно бочкообразную форму; это означает, что поперечное сечение участков или частей сотового элемента вблизи торцов имеет относительно меньшую площадь по сравнению с центральной, соответственно расположенной посередине частью. Причина этого различия заключается, с одной стороны, в относительно большом количестве аккумулированного тепла внутри сотового элемента, а также, с другой стороны, в быстром охлаждении наружной части, соответственно частей вблизи торцов. При таких особенностях охлаждения сотового элемента гофрированная втулка должна повторять такую деформацию, не допуская возникновения таких высоких термических напряжений, которая при известных условиях ведет к разрушению неразъемных соединений. Именно такое поведение гофрированной втулки при охлаждении можно обеспечить при использовании таких микропрофильных структур, при этом в данном случае предпочтительно, чтобы от 3 до 10 микропрофильных структур перекрывали гофрированную структуру вблизи каждого торца сотового элемента. Конфигурация, соответственно выполнение таких микропрофильных структур описаны в заявке ЕР 0784507, которая в полном объеме включена в настоящее описание в качестве ссылки.
Целесообразно, чтобы гофрированная втулка имела по меньшей мере один участок ее неразъемного соединения с сотовым элементом, который расположен с внутренней стороны гофрированной втулки вблизи торца сотового элемента, прежде всего заканчивается вместе с ним. При этом по результатам длительных испытаний было установлено, что более предпочтительно предусматривать лишь один участок соединения, который с этой целью выполнен по всей длине сотового элемента, соответственно по всей протяженности гофрированной втулки, а также полностью замкнутым по периметру. При этом материал, из которого изготовлена гофрированная втулка, характеризуется такой удельной поверхностной теплоемкостью, величина которой находится примерно между соответствующими величинами удельной поверхностной теплоемкости, с одной стороны, материала, из которого изготовлен кожух и, с другой стороны, материала сотового элемента, соответственно листов фольги, из которых изготовлен сотовый элемент. Достаточная свобода растяжения, соответственно сжатия сотового элемента обеспечивается за счет того, что лишь возвышения, соответственно впадины гофрированной втулки соединены с сотовым элементом, т.е. в данном случае вдоль этих экстремумов волнистой или гофрированной структуры образуется большое число небольших соединений, имеющих форму полосок.
Вместе с тем, именно те носители каталитического нейтрализатора, которые не должны подвергаться воздействию экстремально высоких термических и динамических нагрузок, могут иметь по меньшей мере два участками неразъемного соединения гофрированной втулки с сотовым элементом, причем по меньшей мере один такой участок расположен вблизи торца сотового элемента, прежде всего заканчивается вместе с ним. В этой связи может оказаться предпочтительным выполнять между сотовым элементом и гофрированной втулкой соответственно один такой участок соединения на расстоянии от торца сотового элемента, составляющем от 5 до 20 мм, а на среднем участке соединять гофрированную втулку с кожухом.
В соответствии еще с одним вариантом кожух имеет по меньшей мере одну выточку, которая, если смотреть в радиальном направлении, по меньшей мере частично перекрывается с по меньшей мере одним участком соединения гофрированной втулки с сотовым элементом. Непосредственно вблизи торцов даже такая выточка обеспечивает свободное расширение сотового элемента и кожуха, которые обладают значительно различающимися характеристиками теплового расширения. Благодаря выточке между гофрированной втулкой и кожухом образуется зазор, в результате чего предотвращается нежелательное растекание припоя. В этой связи следует обратить внимание также на то, что кожух можно выполнять в принципе более длинным или более коротким по сравнению с сотовым элементом, соответственно гофрированной втулкой. Однако сотовый элемент, гофрированную втулку и кожух предпочтительно располагать вровень друг с другом.
Предпочтительно, чтобы толщина материала, из которого изготовлена гофрированная втулка, составляла от 0,08 до 0,25 мм, а образующие ее гофрированную структуру гофры располагались с шагом между ними, составляющим предпочтительно от 1,5 до 4 мм, и имели высоту, составляющую предпочтительно от 0,5 до 2 мм. Такая гофрированная втулка изготавливается, например, из хроможелезоникелевого сплава с добавками микролегирующих элементов, такими как титан, цирконий, а также алюминий и иттрий. При этом химический состав сплава, из которого изготавливается гофрированная втулка, включает следующие компоненты: Cr (24-26%), Fe (8-11%), С (0,15-0,25%), Mn (0,1%), Si (0,5%), Cu (0,1%), Al (1,8-2,4%), Ti (0,1-0,2%), Y (0,05-0,12%), Zr (0,01-0,1%), а также никель в качестве основы. При этом гофрированная втулка обладает исключительно высокой стойкостью к коррозии при высоких температурах, а также очень хорошей стойкостью к коррозии в сочетании с высокой длительной прочностью при высоких температурах, прежде всего также при циклическом воздействии нагрузок. Преимущество такого варианта выполнения гофрированной втулки проявляется в максимальной степени применительно к металлическим сотовым элементам, выполненным в виде цилиндра, диаметр которого составляет менее 100 мм и длина составляет примерно 75 мм.
Еще одним объектом изобретения является способ изготовления носителя каталитического нейтрализатора, имеющего геометрическую продольную ось и содержащего сотовый элемент и кожух, между которыми располагают гофрированную втулку, имеющую наружную сторону и внутреннюю сторону и неразъемно соединяемую с наружной стороны с кожухом, а с внутренней стороны - с сотовым элементом. Предлагаемый в изобретении способ включает в себя по меньшей мере следующие стадии:
- изготавливают сотовый элемент, гофрированную втулку, а также кожух, предусматривая при этом у гофрированной втулки и/или кожуха по меньшей мере одно ограничивающее растекание припоя средство,
- на гофрированную втулку наносят припой в виде по меньшей мере одной полоски, которую располагают в основном параллельно по меньшей мере одному ограничивающему растекание припоя средству,
- сотовый элемент вместе с охватывающей его гофрированной втулкой помещают в кожух с получением конструкции, в которой по меньшей мере одно ограничивающее растекание припоя средство ограничивает участок соединения гофрированной втулки с кожухом, на котором (участке) расположена по меньшей мере одна полоска припоя, и
- формируют неразъемные соединения по меньшей мере между гофрированной втулкой и сотовым элементом, а также между гофрированной втулкой и кожухом, в ходе чего ограничивающее растекание припоя средство предотвращает растекание нанесенного полоской припоя.
Такой способ пригоден прежде всего для изготовления уже описанного выше носителя каталитического нейтрализатора. При этом наиболее целесообразно наносить на наружную сторону гофрированной втулки в окружном направлении полоску припоя, располагая эту полоску припоя вокруг сотового элемента по середине его протяженности в направлении продольной оси носителя каталитического нейтрализатора.
Далее предлагается изготавливать сотовый элемент путем набора в пакет и/или путем скручивания или свертывания в рулон по меньшей мере частично структурированных или профилированных листов фольги, которые поочередно располагаются таким образом, что образуют каналы, проточные для текучей среды и расположенные предпочтительно в основном параллельно оси. Технология изготовления сотового элемента описана также в ЕР 0245737, WO 90/03220 или DE 3743723. В этом отношении следует также отметить, что толщина подобных листов фольги составляет предпочтительно менее 50 мкм, прежде всего менее 22 мкм и более предпочтительно менее 15 мкм. При этом формируются сотовые элементы, плотность расположения каналов которых на единицу площади их поперечного сечения предпочтительно составляет от 500 до 1800 каналов на кв. дюйм.
В соответствии с другим вариантом осуществления способа сотовый элемент вместе с гофрированной втулкой помещают в кожух сначала лишь частично, после чего с торца наносят адгезив, затем вводят сотовый элемент в кожух до конца и перед формированием неразъемных соединений опять же с торца подают порошковый припой. Результатом первоначально частичного помещения сотового элемента вместе с гофрированной втулкой в кожух является то, что отдельные листы фольги достаточно надежно фиксируются друг относительно друга. При этом на участки, впоследствии выполняющие функцию участка(ов) соединения, наносится адгезив благодаря контакту торца с адгезивом и действию капиллярных сил. При этом упомянутые выше кромки используются также для ограничения "русла" потока адгезива. После введения сотового элемента с гофрированной втулкой в кожух во внутренние зоны сотового элемента вдувается порошковый припой, например, с помощью сжатого воздуха, при этом порошковый припой прочно прилипает к введенному ранее адгезиву. Формирование неразъемных соединений между самими листами фольги, между листами фольги и гофрированной втулкой и между гофрированной втулкой и кожухом предпочтительно выполнять в процессе высокотемпературной вакуумной термообработки.
Ниже изобретение более подробно рассмотрено на примере предпочтительных вариантов выполнения предлагаемого в нем носителя каталитического нейтрализатора, соответственно на примере предпочтительных вариантов осуществления предлагаемого в нем способа со ссылкой на прилагаемые чертежи. При этом необходимо отметить, что настоящее изобретение не ограничено представленными на этих чертежах вариантами его осуществления, которые служат в основном лишь для более наглядного пояснения преимуществ изобретения. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - схематичное изображение в аксонометической проекции носителя каталитического нейтрализатора, выполненного по одному из вариантов,
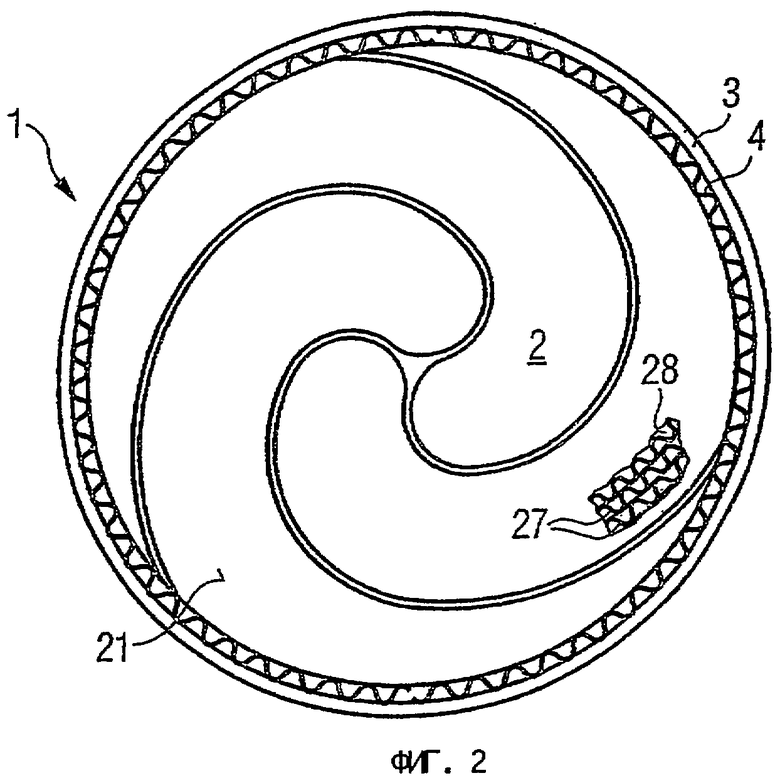
на фиг.2 - вид с торца носителя каталитического нейтрализатора, выполненного по одному из вариантов,
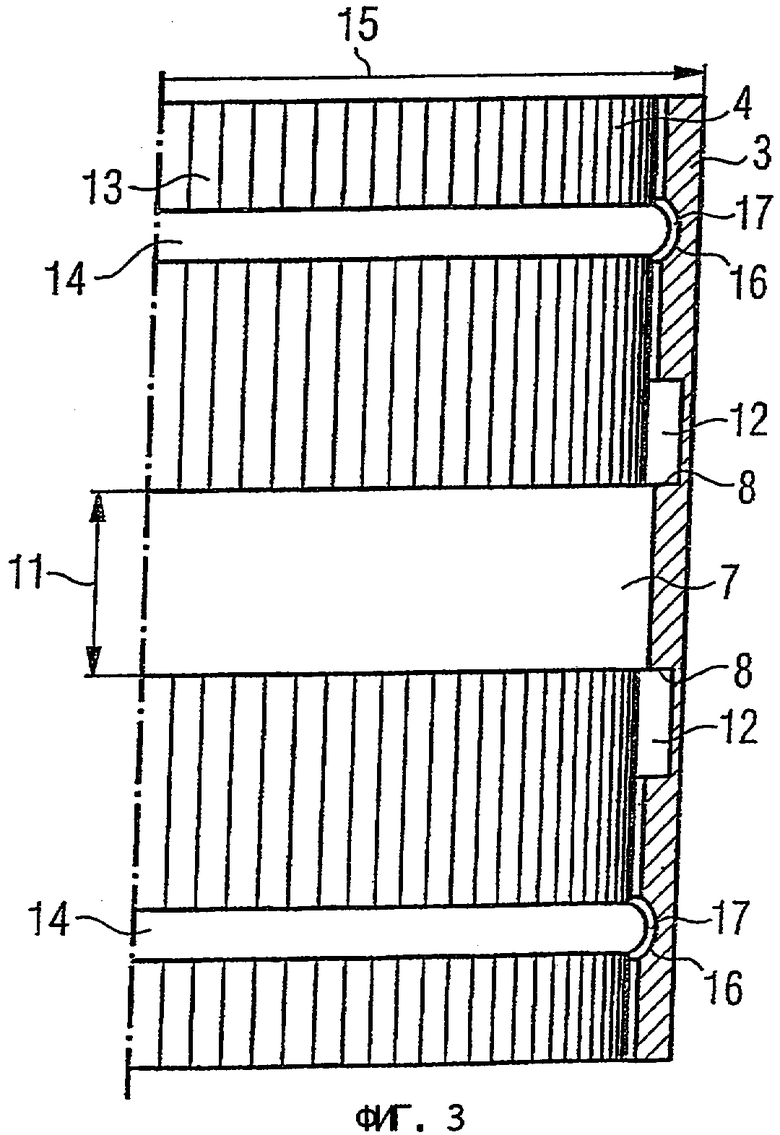
на фиг.3 - детальное изображение фрагмента носителя каталитического нейтрализатора, выполненного по другому варианту и частично показанного в разрезе,
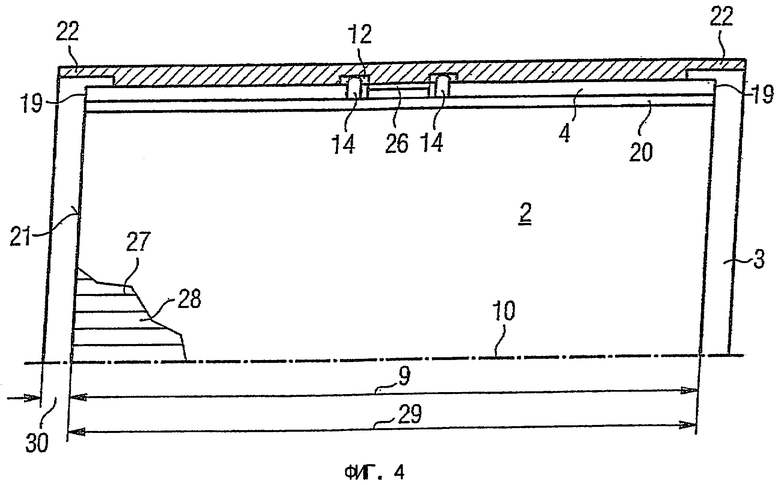
на фиг.4 - изображение в продольном разрезе носителя каталитического нейтрализатора, выполненного по другому варианту, и
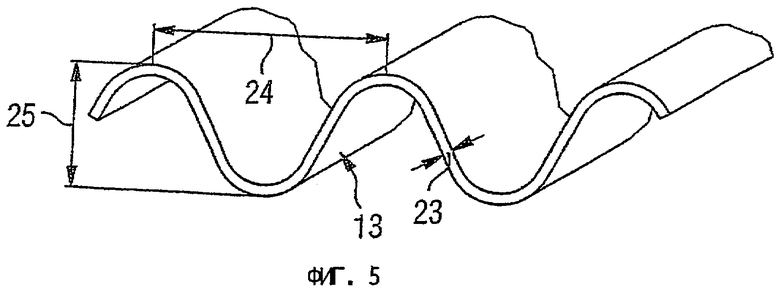
на фиг.5 - детальное изображение фрагмента гофрированной втулки.
На фиг.1 схематично в аксонометрической проекции показан выполненный по одному из вариантов носитель 1 каталитического нейтрализатора, содержащий сотовый элемент 2 и кожух 3. Между сотовым элементом 2 и кожухом 3 расположена гофрированная втулка 4, имеющая наружную сторону 5 и внутреннюю сторону 6 и неразъемно соединенная с наружной стороны 5 с кожухом 3, а с внутренней стороны 6 - с сотовым элементом 2. Расположенное по центру, соответственно по середине неразъемное соединение гофрированной втулки 4 с кожухом 3 образовано при этом нанесенным в виде полоски 7 припоем. Во избежание проникновения нанесенного полоской 7 припоя на нежелательные участки в процессе термообработки носителя 1 каталитического нейтрализатора гофрированная втулка 4 снабжена двумя поперечными структурными элементами 14, каждый из которых образует по ребру 8, препятствующему проявлению описанного выше капиллярного эффекта.
В рассматриваемом варианте гофрированная втулка 4 наряду с гофрированной структурой 13 с ориентированными в основном параллельно оси 10 гофрами дополнительно снабжена вблизи ее торцов 21 нескольким круговыми микропрофильными структурами 18, придающими гофрированной втулке 4 податливость в радиальном направлении непосредственно вблизи ее окончания 19.
На фиг.2 схематично в виде с торца показан предлагаемый в изобретении носитель 1 каталитического нейтрализатора. В этом случае сотовый элемент 2 образован четырьмя скрученными или свернутыми в рулон пакетами, набранными из гладких и гофрированных листов фольги 27. Попеременно чередующиеся в одном пакете гладкие и гофрированные листы фольги 27 образуют каналы 28, на стенки которых в последующем наносится необходимый для превращения вредных веществ каталитически активный слой. Эти каналы 28 проходят в основном параллельно оси 10 сотового элемента от одного его торца 21 до другого его - противоположного - торца 21. Сотовый элемент 2 размещен в устойчивом кожухе 3, между которыми расположена гофрированная втулка 4, служащая для компенсации различий в величинах теплового расширения кожуха 3 и сотового элемента 2.
На фиг.3 схематично показан фрагмент частично изображенного в разрезе носителя 1 каталитического нейтрализатора, выполненного по одному из вариантов. На этом чертеже также показана гофрированная втулка 4 с соответствующей гофрированной структурой 13. На гофрированную структуру 13 наложены два поперечных структурных элемента 14, которые при определенных условиях ограничивают участок соединения гофрированной втулки 4 с кожухом 3, препятствуя в процессе термообработки носителя 1 каталитического нейтрализатора растеканию припоя, нанесенного в виде показанной на чертеже по середине полоски 7 шириной 11, за ограниченные ими пределы. Поперечные структурные элементы 14 обращены их вершинами наружу в направлении радиуса 15 и с зазором 17 входят в соответствующие им, предусмотренные на кожухе 3 выемки 16. Вместо поперечных структурных элементов 14, предусмотренных у гофрированной втулки 4, или в дополнениние к ним с внутренней стороны кожуха 3 можно предусмотреть канавки 12, которые также препятствуют растеканию припоя, обусловленному капиллярными явлениями, возникающими между гофрированной структурой 13 гофрированной втулки 4 и кожухом 3. Канавки 12 образуют при этом ребра 8, которые расположены друг от друга, например, на расстоянии, равном в основном ширине 11 полоски 7 припоя. При этом эффективно предотвращается растекание припоя за пределы первоначальной ширины 11 полоски 7, в виде которой он нанесен на сотовый элемент.
На фиг.4 показан другой вариант выполнения изображенного в продольном разрезе носителя 1 каталитического нейтрализатора. В этом варианте сотовый элемент 2 также образован слоями листов фольги 27, образующих каналы 28, которые проходят от одного торца 21 сотового элемента до другого его - противоположного - торца 21. В показанном на чертеже варианте длина 29 сотового элемента 2 равна осевой протяженности 9 гофрированной втулки 4. Осевая длина участка 20 соединения гофрированной втулки 4 с сотовым элементом 2 также равна общей длине 29 сотового элемента, соответственно осевой протяженности 9 гофрированной втулки. В отличие от этого кожух 3 выполнен несколько более длинным по сравнению с сотовым элементом и гофрированной втулкой и поэтому имеет с каждой стороны по выступающей за их пределы части 30. В этом случае участок 26 соединения гофрированной втулки 4 с кожухом 3 также ограничен двумя поперечными структурными элементами 14, предусмотренными у гофрированной втулки 4, а также двумя канавками 12, предусмотренными с внутренней стороны кожуха 3. В зоне окончаний 19 гофрированной втулки 4 кожух 3 с его внутренней стороны имеет также выточки 22, предотвращающие соединение кожуха 3 с гофрированной втулкой 4 непосредственно вблизи торцов 21.
На фиг.5 схематично в аксонометрической проекции показана гофрированная втулка 4, выполненная по одному из вариантов. Материал, из которого изготовлена гофрированная втулка 4, имеет толщину 23, а ее гофры имеют высоту 25 и расположены с шагом 24. Толщина 23 материала, из которого изготовлена гофрированная втулка, составляет предпочтительно от 100 до 200 мкм. Конкретные параметры гофрированной структуры всегда следует подбирать с учетом ожидаемых термических и динамических нагрузок, которым носитель каталитического нейтрализатора подвергается в системе выпуска отработавших газов автомобильного ДВС. При этом гофры, как было установлено, предпочтительно выполнять, например, с шагом 24 между ними, составляющим от 1,5 до 4 мм, и высотой 25, составляющей от 0,5 до 2 мм.
Изобретение может быть использовано в системах нейтрализации отработавших газов дизельных двигателей или двигателей с принудительным воспламенением рабочей смеси, используемых в автомобильной технике. Носитель каталитического нейтрализатора имеет геометрическую продольную ось и содержит сотовый элемент и кожух, между которыми расположена гофрированная втулка, имеющая наружную сторону и внутреннюю сторону и неразъемно соединенная с наружной стороны на соответствующих участках с кожухом, а с внутренней стороны - с сотовым элементом. Участки соединения гофрированной втулки с кожухом расположены в основном на общей окружной линии и имеют минимально возможную ширину в направлении продольной оси носителя каталитического нейтрализатора и размеры, которые благодаря достаточной общей площади этих участков обеспечивают в рабочих условиях надежное удержание сотового элемента. За счет этого даже при уменьшении диаметра сотового элемента в результате его усадки в зоне торцов, происходящей в течение срока его службы, обеспечивается высокая долговечность соединения между сотовым элементом и кожухом. Приведен способ изготовления носителя. 2 н. и 14 з.п. ф-лы, 5 ил.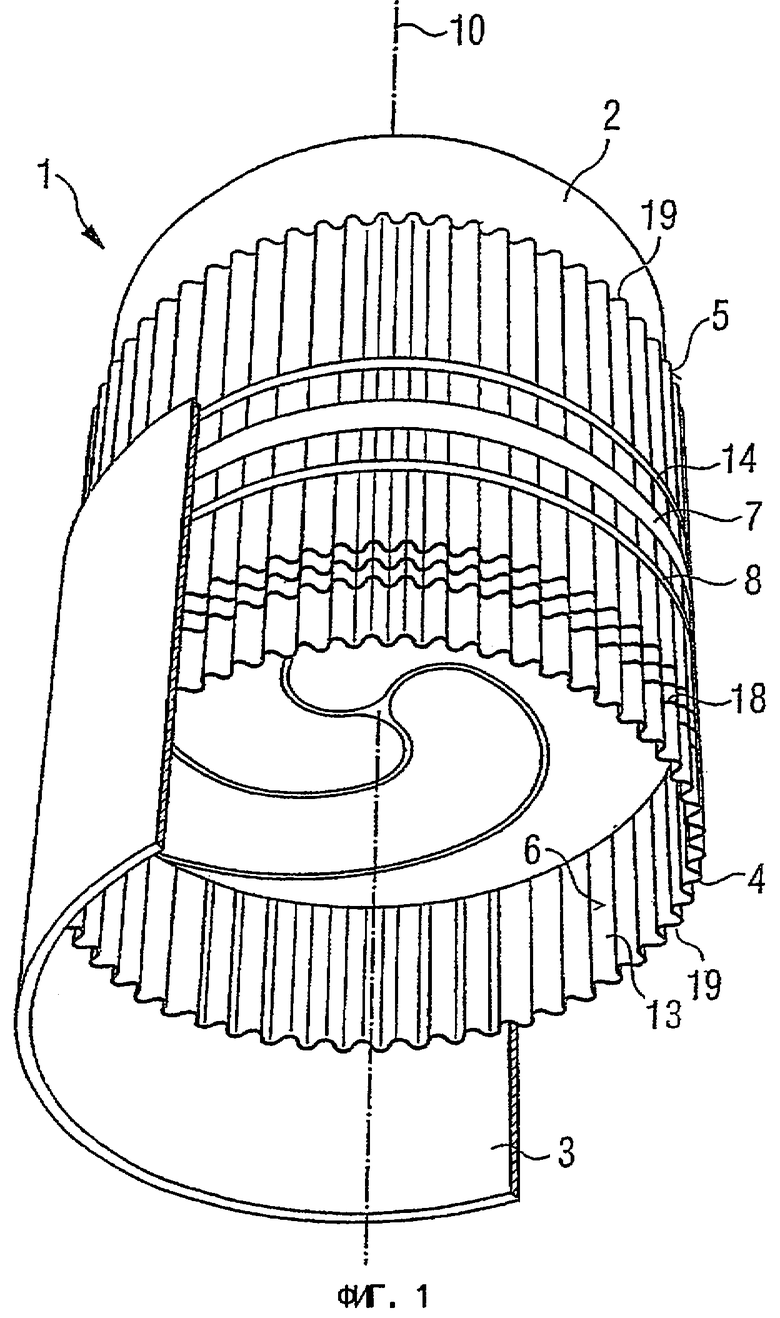
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US 4500099 А 13.02.1985 | |||
| Способ остекловывания внутренней поверхности металлической трубы | 1980 |
|
SU926072A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 5079210 A 07.01.1992 | |||
| ПАЯНЫЙ МЕТАЛЛИЧЕСКИЙ СОТОВЫЙ ЭЛЕМЕНТ С ДИСТАНЦИОННЫМИ РАСПОРКАМИ В МЕСТАХ ПАЙКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2179097C2 |

