Настоящее изобретение относится к способу загрузки контейнеров штучными изделиями согласно ограничительной части пункта 1 формулы изобретения.
Уровень техники
Штучные изделия, подаваемые конвейерами с производственных установок на участок упаковки, можно полностью автоматизированным способом посредством роботов укладывать в предусмотренные контейнеры. В публикации ЕР 0250470 приведено описание подобных роботов, называемых также захватными устройствами или дельта-роботами, предназначенных для использования на упаковочных линиях. Речь идет о роботе с основным корпусом, к которому посредством трех состоящих из двух частей рычагов шарнирно присоединен рабочий орган, на котором в свою очередь размещены захваты или присосы. Из публикаций US 6543987 и US 6896473 известны усовершенствования дельта-робота, в которых он снабжен четвертой осью переменной длины. Вместо дельта-роботов можно использовать также другие захватно-укладывающие роботы, например так называемые роботы типа SCARA (с двумя или более шарнирами горизонтальной руки) или шестикоординатные роботы.
Обычно штучные изделия и контейнеры транспортируются на двух или более параллельных конвейерах, причем захватные устройства при непрерывном или циклическом движении конвейеров по отдельности или группами захватывают штучные изделия и укладывают их в контейнеры.
В публикации ЕР 0749902 А описана установка, в которой штучные изделия транспортируются сонаправленно, т.е. параллельно и в одном направлении. В публикации ЕР 0865465 А раскрыта установка, работающая по принципу противотока, т.е. конвейеры с контейнерами и конвейеры со штучными изделиями хотя и движутся параллельно, но в противоположных направлениях транспортирования.
В публикации ЕР 1285851 А предлагается способ, позволяющий увеличить срок службы или максимальный период эксплуатации захватных роботов, установленных вдоль подобных сортировочных линий, работающих по принципу равнонаправленного потока или противотока. Для этого управление роботами осуществляется в зависимости от расположения штучных изделий на питающем конвейере таким образом, чтобы они были загружены во времени как можно более равномерно без сильных колебаний их производительности.
Согласно публикации ЕР 1352831 А в зоне сортировочной линии регулируется относительная скорость подачи контейнеров и штучных изделий. При этом регулирование относительной скорости осуществляется в зависимости от уровня заполнения по меньшей мере одного накопительного элемента. Этот способ позволяет эффективно перегружать штучные изделия в контейнеры при как можно более полной загрузке.
Однако все эти способы рассчитаны на обычный режим работы установки. Всегда исходят из того, что штучных изделий подаются в достаточном количестве, а их нехватка устраняется максимально быстро. По окончании производственного цикла, например при смене изделий или их размеров, а также при чистке установки или при неожиданном выходе из строя установки по производству штучных изделий, на питающем конвейере будет находиться слишком мало штучных изделий, чтобы полностью загрузить все контейнеры, уже установленные на конвейер для тары. Обычно проблема состоит в том, что к моменту остановки производственного процесса число изделий на конвейере для штучных грузов не соответствует числу еще подлежащих заполнению позиций укладки или мест в контейнере. В частности, при работе по принципу противотока, когда, кроме того, штучные изделия и подлежащие заполнению контейнеры "расходятся" в разные стороны, многие контейнеры уже частично заполнены. В этом случае дозагрузка частично заполненных контейнеров уже невозможна.
Раскрытие изобретения
Поэтому задача изобретения состоит в том, чтобы предложить способ, который по окончании производственного цикла или при нехватке штучных изделий, или же при других перебоях в производстве позволял бы распределять еще остающиеся на питающем конвейере штучные изделия по контейнерам или позициям укладки полностью автоматизированным и оптимизированным методом.
Эта задача решается в способе, охарактеризованном признаками пункта 1 формулы изобретения.
При осуществлении предлагаемого в изобретении способа загрузки штучными изделиями позиций укладки, прежде всего контейнеров или емкостей, обладающих определенной вместимостью по штучным изделиям, штучные изделия подают по меньшей мере на одном конвейере для штучных грузов по меньшей мере к двум расположенным друг за другом в направлении транспортирования захватным устройствам, чтобы посредством этих захватных устройств помещать штучные изделия на свободные места позиций укладки, подаваемых по меньшей мере на одном конвейере для тары, прежде всего на свободные места в контейнерах. При сокращении или прекращении подачи штучных изделий работой захватных устройств управляют по измененному по сравнению с обычным режимом работы алгоритму, или стратегии, загрузки, исключающему или сводящему к минимуму выход частично заполненных позиций укладки, прежде всего контейнеров. Иначе говоря, захватные устройства работают таким образом, чтобы с установки выходили полностью загруженные и полностью свободные позиции укладки, прежде всего контейнеры, но ни в коем случае не частично заполненные позиции укладки, прежде всего контейнеры.
В одном варианте осуществления изобретения по меньшей мере одно захватное устройство, расположенное впереди по направлению транспортирования конвейера для тары, загружает преимущественно контейнеры с высоким уровнем заполнения. Полностью порожние контейнеры преимущественно уже не загружаются.
Это позволяет в кратчайшее время сформировать из штучных изделий, еще находящихся на конвейере для штучных грузов, как можно большее число полностью загруженных контейнеров и упаковать по возможности все штучные изделия. При этом учитывается, что конвейер для тары среди заполненных контейнеров транспортирует также отдельные порожние контейнеры для дальнейшей обработки. Эти порожние контейнеры можно удалить из дальнейшей обработки, не извлекая или перегружая при этом штучные изделия.
В качестве альтернативы или дополнения к рассмотренному выше варианту по меньшей мере одно захватное устройство, расположенное позади по направлению транспортирования конвейера для тары, может преимущественно перегружать штучные изделия из одного частично заполненного контейнера в другой частично заполненный контейнер. При этом при принятии решения о необходимости отбора штучных изделий из первого контейнера или дозагрузки первого контейнера штучными изделиями предпочтительно учитывать количество штучных изделий в этом первом контейнере и суммарное количество штучных изделий в других контейнерах, которые одновременно находятся в рабочей зоне по меньшей мере одного захватного устройства, расположенного позади по направлению транспортирования конвейера для тары. Обычно в случае, если в других контейнерах штучных изделий достаточно для полной загрузки первого контейнера, заполняют первый контейнер. В случае же, если штучных изделий в других контейнерах недостаточно для полной загрузки первого контейнера, штучные изделия отбирают из первого контейнера. Первым контейнером предпочтительно является контейнер, расположенный в рабочей зоне каждого захватного устройства головным по направлению транспортирования конвейера для тары, т.е. тот контейнер, который первым сойдет с конвейера для тары.
Испытания показали, что возможна работа конвейера для штучных грузов вхолостую в течение нескольких минут, в частности в течение 10 минут. Дозагрузка контейнеров вручную не требуется. На конвейере для штучных грузов почти не остается штучных изделий. В идеальном случае их остается меньше, чем необходимо для полной загрузки одного контейнера. На заключительное полное освобождение конвейера для штучных изделий время практически не затрачивается.
Предпочтительно осуществлять подачу с полной или пониженной скоростью. Вместе с тем можно работать и с полной скоростью транспортирования, с повышенной скоростью или с непрерывно уменьшающейся скоростью.
Другие предпочтительные варианты осуществления предлагаемого в изобретении способа раскрыты в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Ниже сущность изобретения поясняется на примере предпочтительного варианта его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
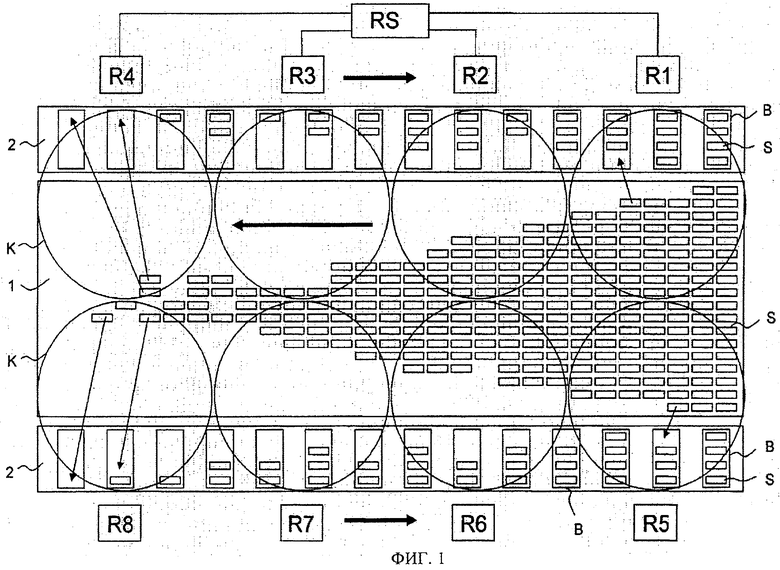
на фиг.1 - схематическое изображение части упаковочной установки с конвейерами для тары и штучных грузов и несколькими роботами в обычном режиме работы по принципу противотока в соответствии с уровнем техники;
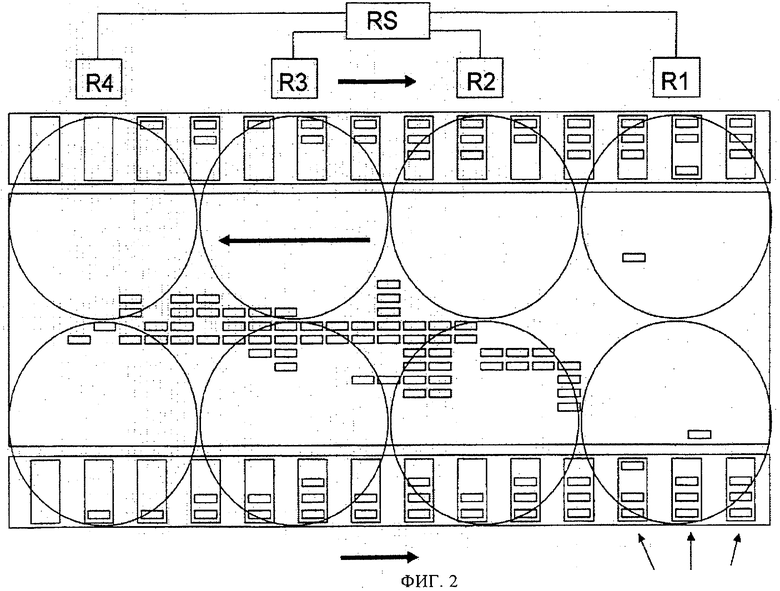
на фиг.2 - упаковочная установка, показанная на фиг.1, вскоре после окончания производственного цикла;
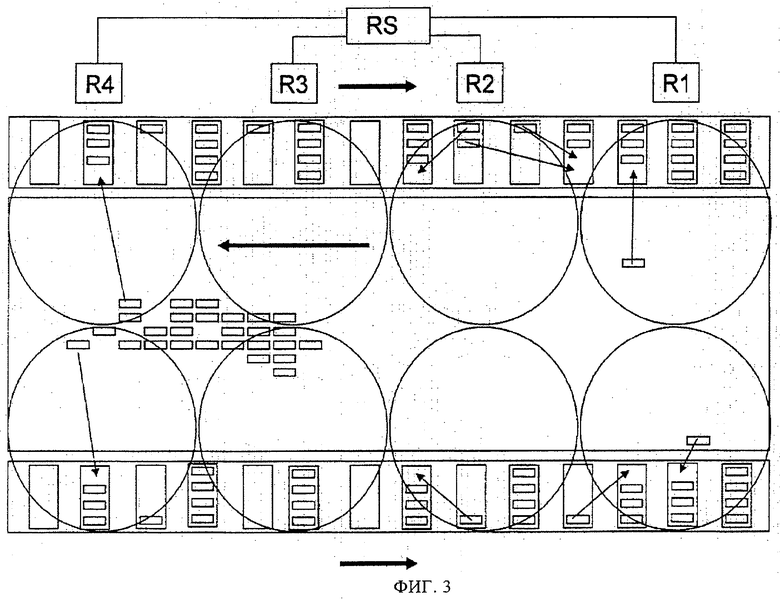
на фиг.3 - упаковочная установка, показанная на фиг.1, в более поздний момент времени;
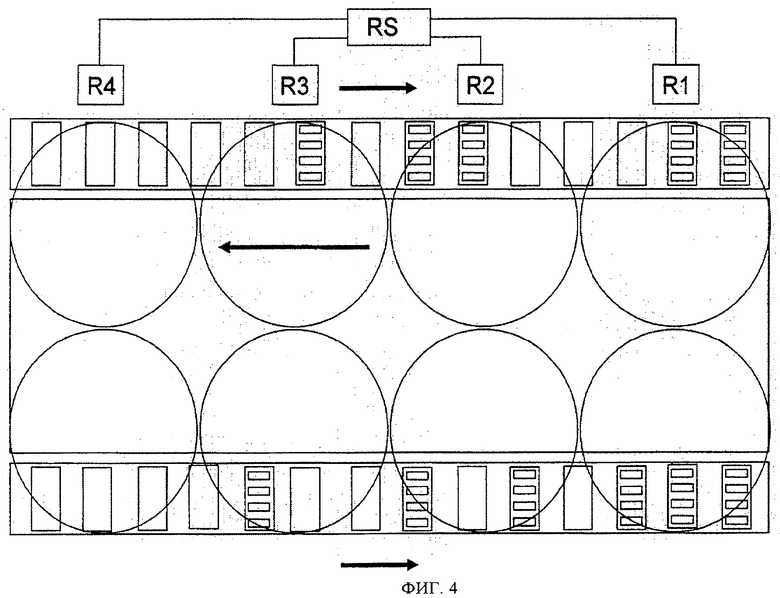
на фиг.4 - упаковочная установка, показанная на фиг.1, по окончании упаковки всех штучных изделий;
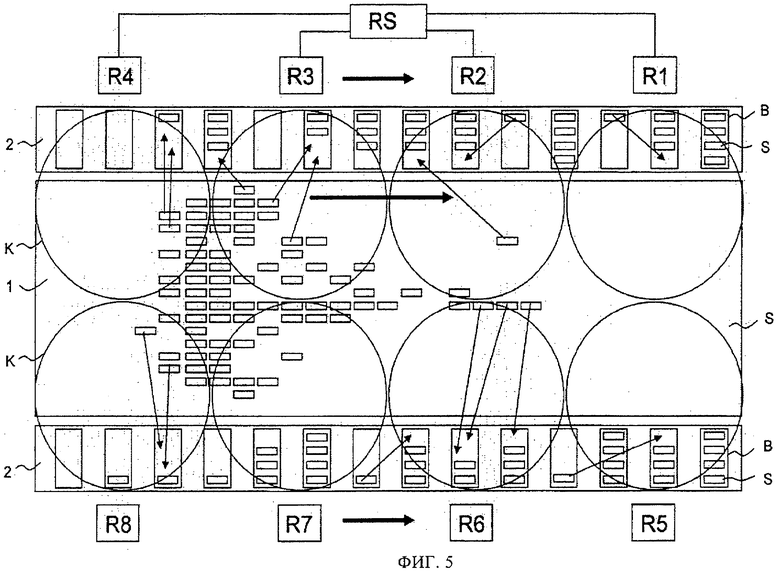
на фиг.5 - схематическое изображение части предлагаемой в изобретении упаковочной установки с конвейерами для тары и штучных грузов и несколькими роботами по окончании производственного цикла, работающей по принципу сонаправленных потоков.
Осуществление изобретения
На фиг.1 схематически показана упаковочная установка известного типа. Она имеет один или несколько конвейеров 2 для тары, предназначенный для подачи контейнеров В, и один или несколько конвейеров 1 для штучных грузов, предназначенный для подачи штучных изделий S, которые предпочтительно по меньшей мере на отдельных участках расположены параллельно друг другу и горизонтальной плоскости.
Конвейеры 1, 2 предпочтительно представляют собой в случае транспортировки штучных грузов, или отдельных предметов, бесконечные замкнутые конвейерные ленты, а в случае транспортировки контейнеров - бесконечные замкнутые поводковые (захватные) цепи. Однако можно использовать и другие известные типы конвейеров. В рассматриваемом примере имеются один горизонтальный конвейер 1 для штучных грузов и два горизонтальных конвейера 2 для тары. Конвейеры 2 для тары расположены по обе стороны от конвейера 1 для штучных грузов предпочтительно в той же плоскости, что и конвейер 1 для штучных грузов. Направления транспортирования или подачи для отдельных конвейеров 1, 2 показаны большими, жирными стрелками. В этом примере установка работает по принципу противотока.
Вдоль пути транспортирования друг за другом расположены отдельные захватные устройства R1-R8. Захватные устройства предпочтительно представляют собой захватные роботы, в частности дельта-роботы указанного в начале описания типа, которые могут по отдельности захватывать штучные изделия и укладывать их в контейнеры. Однако можно использовать и другие захватные и перегрузочные устройства, если они способны выполнять описанные ниже требуемые движения.
Предпочтительно захватные элементы захватных устройств могут свободно перемещаться в пределах зоны двух-, предпочтительно трехмерного пространства. В зависимости от вида упаковываемых штучных изделий можно использовать также захватные устройства, которые принимают штучные изделия, объединенные в группы, и укладывают их в контейнеры.
Число используемых роботов зависит от требуемой производительности установки и для осуществления изобретения существенного значения не имеет.
Ограничено лишь их минимальное число, которое равно двум. В зависимости от расположения и числа конвейеров захватные устройства R1-R8 также распределены по-разному. Например, они могут быть расположены по одну сторону пути транспортирования. Они также могут быть установлены в ряд с двух противоположных сторон пути транспортирования, причем в этом случае соседние противоположные устройства могут быть расположены непосредственно друг против друга или быть смещены относительно друг друга. В рассматриваемом примере с каждой стороны установлено по четыре робота: с первой стороны вдоль первого конвейера 2 для тары - роботы R1-R4 и со второй стороны вдоль второго конвейера 2 для тары - роботы R5-R8. Отдельные роботы по существу идентичны. Рабочая зона К каждого робота показана в виде круга. Круги К могут перекрывать друг друга или находиться на расстоянии друг от друга.
Роботы R1-R8 связаны между собой посредством центрального устройства RS управления. На чертежах показаны линии передачи данных только между роботами R1-R4 и устройством RS управления. Разумеется, остальные роботы R5-R8 также связаны с центральным устройством управления. Роботы R1-R8, дополнительно или вместо индивидуальной линии связи с устройством управления, также могут быть соединены друг с другом непосредственно.
Если используются роботы, то обычно они получают от центрального устройства управления только информацию, касающуюся уровня заполнения отдельных контейнеров и расположения штучных изделий на конвейере 1 для штучных грузов. Решение о том, какое штучное изделие тот или иной робот должен захватить следующим и в какой контейнер уложить, принимает само локальное устройство управления роботом. Однако это решение подтверждается центральному устройству RS управления, чтобы таким путем проинформировать другие роботы. Чтобы обеспечить обмен этой информацией при как можно меньшем расходовании вычислительных ресурсов, а значит, как можно быстрее, вся технологическая линия и контейнеры предпочтительно поделены на одну или несколько матриц или векторов с точки зрения очередей, причем каждая возможная позиция занимает место в матрице или хранится в векторах. Путем обработки изображений регистрируются положения, т.е. координаты x и y всех штучных изделий. Стратегия или алгоритм, по которому робот решает, какое из находящихся в рабочей зоне штучных изделий он должен захватить, основывается по существу на очереди, формируемой по определенным критериям (например, расстоянию от отдельных изделий до виртуальной линии в рабочей зоне). При этом не играет роли, транспортируются ли штучные изделия конвейером для штучных грузов упорядоченно или беспорядочно. Дело в том, что положение реальных штучных изделий на начальном или входном конце конвейера для штучных грузов оптически регистрируется и передается на центральное устройство RS управления. Можно, но не обязательно, также повторно оптически регистрировать уровень заполнения контейнеров в заранее определенных положениях во время их транспортирования и сообщать об этом центральному устройству RS управления. Возможны и другие методы обнаружения и распознавания изделий и управления роботами.
В обычном режиме работы, схема которого представлена на фиг.1, конвейер 1 для штучных грузов загружен достаточным числом штучных изделий, что позволяет загрузить все контейнеры В полностью. Для загрузки могут применяться самые разные стратегии или алгоритмы. Предпочтительно применяется алгоритм, описанный в публикации ЕР 1285851. Кроме того, в противоточном режиме те роботы, в круглой рабочей зоне К которых находится очень большое количество штучных изделий, т.е. которые расположены в начале конвейера для штучных грузов, преимущественно целенаправленно помещают изделия в незаполненные промежутки уже частично заполненных контейнеров. Те же роботы, к которым поступает уже слабый поток штучных изделий, т.е. которые находятся в конце конвейера для штучных грузов, преимущественно просто пытаются, насколько возможно, равномерно загрузить каждый контейнер. Во всех случаях степень заполнения отдельных контейнеров В во время транспортирования по участку загрузки непрерывно возрастает. Таким образом в обычном режиме работы достигаются как можно более высокая эффективность и производительность упаковочной установки. При этом в контейнеры всегда укладываются только штучные изделия с конвейера для штучных грузов или во всяком случае из накопителя штучных изделий. В пределах группы контейнеров или между контейнерами перемещения штучных изделияй в обычном режиме работы не происходит.
Если поток штучных грузов или изделий прекращается (прерывается) или резко сокращается, то это обнаруживает устройство оптического распознавания на входном конце подающего конвейера или центральное устройство RS управления. Если поток штучных изделий по истечении заранее определенного времени уже не возрастает, центральное устройство RS управления переводится на предлагаемую в изобретении стратегию загрузки. Цель новой стратегии загрузки состоит в том, чтобы исключить или минимизировать выход из установки частично заполненных контейнеров. Такое изменение стратегии могут осуществлять также непосредственно отдельные роботы, если они в течение заранее определенного времени получат сообщение о сокращении числа штучных изделий или если число поступающих штучных изделий в течение заранее определенного времени станет меньше минимального значения. При этом минимальное значение для отдельных роботов может быть одинаковым или различным.
Если в дальнейшем на конвейере для штучных грузов на участок упаковки снова начнет поступать больше штучных изделий, центральное устройство управления или отдельные роботы автоматически переключатся на обычный режим работы.
Предлагаемая в изобретении стратегия загрузки для практически полного освобождения ленты конвейера для штучных грузов выглядит следующим образом. Скорость движения конвейера для штучных грузов и конвейера для тары снижается, например, до 60% по сравнению со скоростью в обычном режиме. Роботы, установленные позади по направлению подачи конвейера, изменяют свою стратегию загрузки таким образом, чтобы теперь преимущественно загружать почти полные контейнеры. То есть по существу они делают то, что в обычном режиме работы делали роботы, расположенные впереди по направлению подачи конвейера, но в отличие от них они игнорируют порожние контейнеры и больше не пытаются загружать их. В качестве напоминания, в обычном режиме работы роботы, расположенные позади по направлению подачи конвейера, должны заполнять преимущественно заполненные меньше всего контейнеры для достижения как можно более равномерно возрастающей степени заполнения контейнеров и, следовательно, как можно более постоянной скорости транспортирования конвейеров. Теперь при измененной стратегии самые последние в начале конвейера или несколько установленных самыми последними в начале конвейера роботов начинают перегружать штучные изделия из одного контейнера в другой контейнер. Этот процесс перегрузки показан на фиг.2 и 3 мелкими стрелками. Таким образом, с участка загрузки выходят по существу только полностью загруженные или совсем порожние контейнеры, что можно видеть на фиг.4.
В предпочтительном варианте осуществления способа по меньшей мере один робот, перегружающий штучные изделия из одного контейнера в другой, подсчитывает или учитывает количество штучных изделий в крайнем спереди контейнере и суммарное количество всех штучных изделий в последующих контейнерах, находящихся в его рабочей зоне К. Если в последующих контейнерах имеется достаточно штучных изделий, чтобы заполнить самый передний контейнер, то он заполняется путем перегрузки штучных изделий из последующих контейнеров в самый передний контейнер. Если штучных изделий слишком мало, то из самого переднего контейнера отбираются по возможности все штучные изделия и перегружаются в последующие контейнеры. Если можно использовать штучное изделие с конвейера для штучных грузов, чтобы полностью загрузить контейнер, то штучные изделия дополнительно, но не предпочтительно отбираются с конвейера для штучных грузов. Если в контейнерах находится слишком много штучных изделий, чтобы полностью опорожнить или загрузить контейнеры, находящиеся в рабочей зоне К последнего или последних роботов, то эти излишние штучные изделия возвращаются на конвейер для штучных грузов, чтобы быть снова захваченными в конце конвейера.
Роботы, установленные между последним роботом по направлению подачи конвейера и первым роботом в начале конвейера в процессе разгрузки, предпочтительно в зависимости от еще имеющихся на конвейере для штучных грузов штучных изделий переходят со стратегии загрузки последнего робота на стратегию загрузки первого робота. То есть сначала они заполняют контейнеры, а в заключение, когда на конвейере для штучных грузов почти не остается штучных изделий, они перегружают штучные изделия в контейнерах. При этом они могут изменять стратегию загрузки одновременно или один за другим.
Во время разгрузки все роботы или по меньшей мере первые роботы в начале конвейера могут также возвращать штучные изделия из уже частично заполненных контейнеров на конвейер для штучных грузов.
Этот процесс разгрузки требует всего нескольких минут, чтобы как можно более полно освободить конвейер для штучных грузов и выпустить с конвейера для тары полностью загруженные или полностью опорожненные контейнеры.
Предлагаемый в изобретении способ поясняется на примере установки, работающей по принципу противотока. Однако этот способ можно применять также и на установке, работающей по принципу равнонаправленного потока, как это показано на фиг.5. В этом случае роботы, установленные в начале конвейера, будут прежде всего предпочитать полностью загруженные контейнеры и добавлять в них отдельные штучные изделия. Роботы, установленные позади конвейера, будут в этом случае практически исключительно выполнять перегрузку штучных изделий из частично заполненных контейнеров в другие контейнеры. При работе по принципу равнонаправленного потока вероятность того, что роботы, установленные позади конвейера, оставят хотя бы одно изделие на конвейере для штучных грузов, весьма незначительна. Роботы в середине конвейера сначала примут стратегию первых роботов в начале конвейера, а затем последних роботов позади конвейера в зависимости от того, сколько штучных изделий еще будет к ним поступать.
Если сравнивать описанные выше стратегии разгрузки установки при работе по принципу противотока и по принципу равнонаправленного потока, то становится очевидным, что в обоих случаях в контейнерах, первыми сходящих с конвейера для тары в направлении его движения, т.е. в последних контейнерах позади конвейера, производится перегрузка и контейнеры последними поступают на установку, т.е. первые контейнеры в начале конвейера в направлении движения конвейера для тары загружаются как можно более полно или оставляются порожними.
Возможны различные варианты способа. Так, при работе по принципу противотока один и тот же конвейер можно использовать как для штучных грузов, так и для тары. Штучные изделия в этом случае можно на одной и той же конвейерной ленте пересортировывать или объединять в группы. Вместо контейнеров можно загружать на конвейер также лотки или рабочие органы поводковой цепи конвейера или другие позиции укладки. Штучные изделия не обязательно укладывать рядом друг с другом, их можно укладывать в штабель друг на друга. Таким образом, если в тексте или в формуле изобретения речь идет о контейнерах, то это понятие всегда подразумевает и включает в себя также и другие виды определенных позиций укладки.
В одном из вариантов осуществления способа контролируют число остающихся на конвейере для штучных грузов штучных изделий, и если это число окажется ниже необходимого числа для полной загрузки контейнера, штучные изделия больше не захватываются, а выводятся под контролем, например, в конце конвейера для штучных грузов. Следовательно, их не нужно вручную удалять с контейнера.
В способе штучные изделия подают по меньшей мере на одном конвейере для изделий по меньшей мере к двум расположенным друг за другом в направлении транспортирования захватным устройствам и посредством этих захватных устройств помещают штучные изделия на свободные места позиций укладки, подаваемых по меньшей мере на одном конвейере для тары. При обнаружении сокращения или прекращения подачи изделий работой захватных устройств управляют по измененной по сравнению с обычным режимом работы стратегии загрузки, исключающей или сводящей к минимуму выход частично заполненных позиций укладки. Изобретение обеспечивает повышение эффективности заполнения контейнеров за счет минимизации выхода частично заполненных контейнеров. 15 з.п. ф-лы, 5 ил.
1. Способ загрузки штучными изделиями (S) позиций укладки, обладающих определенной вместимостью по штучным изделиям, при осуществлении которого штучные изделия (S) подают по меньшей мере на одном конвейере (1) для штучных грузов по меньшей мере к двум расположенным друг за другом в направлении транспортирования захватным устройствам (R1-R8) и посредством этих захватных устройств (R1-R8) помещают штучные изделия на свободные места позиций укладки, подаваемых по меньшей мере на одном конвейере (2) для тары, причем при обнаружении сокращения или прекращения подачи штучных изделий работой захватных устройств управляют по измененной по сравнению с обычным режимом работы стратегии загрузки, исключающей или сводящей к минимуму выход частично заполненных позиций укладки.
2. Способ по п.1, в котором при работе по измененной стратегии загрузки по меньшей мере одно захватное устройство, расположенное впереди по направлению транспортирования конвейера для тары, загружает преимущественно позиции укладки с высоким уровнем заполнения, а полностью порожние позиции преимущественно не загружает.
3. Способ по п.1 или 2, в котором по меньшей мере одно захватное устройство, расположенное позади по направлению транспортирования конвейера для тары, преимущественно перегружает штучные изделия из одной частично заполненной позиции укладки на другую частично заполненную позицию укладки.
4. Способ по п.3, в котором при принятии решения о необходимости отбора штучных изделий из первой позиции укладки или дозагрузки первой позиции укладки штучными изделиями учитывают количество штучных изделий на этой первой позиции укладки и суммарное количество штучных изделий на других позициях укладки, которые одновременно находятся в рабочей зоне по меньшей мере одного захватного устройства, расположенного позади по направлению транспортирования конвейера для тары.
5. Способ по п.4, в котором в случае, если на других позициях укладки штучных изделий достаточно для полной загрузки первой позиции укладки, заполняют первую позицию укладки, а в случае, если штучных изделий на других позициях укладки недостаточно для полной загрузки первой позиции укладки, штучные изделия отбирают из первой позиции укладки.
6. Способ по п.4 или 5, в котором первой позицией укладки является позиция укладки, расположенная в рабочей зоне каждого захватного устройства головной по направлению транспортирования конвейера для тары.
7. Способ по п.3, в котором по меньшей мере одно захватное устройство, расположенное позади по направлению транспортирования конвейера для тары, укладывает на позиции укладки штучные изделия, подаваемые конвейером для штучных грузов.
8. Способ по п.3, в котором захватные устройства, расположенные между замыкающим и головным по направлению транспортирования конвейера для тары захватными устройствами в зависимости от штучных изделий, еще имеющихся на конвейере для штучных грузов, переводят со стратегии загрузки первого захватного устройства на стратегию загрузки последнего захватного устройства.
9. Способ по п.1, в котором штучные изделия из уже частично заполненных позиций укладки выкладывают обратно на конвейер для штучных грузов.
10. Способ по п.1, в котором конвейер для штучных грузов и конвейер для тары приводят в движение с полной или пониженной скоростью.
11. Способ по п.1, в котором направление транспортирования по меньшей мере одного конвейера для штучных грузов параллельно, но противоположно направлению транспортирования по меньшей мере одного конвейера для тары.
12. Способ по п.1, в котором направление транспортирования по меньшей мере одного конвейера для штучных грузов параллельно направлению транспортирования по меньшей мере одного конвейера для тары и сонаправлено с ним.
13. Способ по п.1, в котором в качестве по меньшей мере одного конвейера для штучных грузов используют горизонтальный ленточный конвейер.
14. Способ по одному из пп.1, 2, 4, 5, 7-13, в котором позиции укладки представляют собой контейнеры.
15. Способ по п.3, в котором позиции укладки представляют собой контейнеры.
16. Способ по п.6, в котором позиции укладки представляют собой контейнеры.
| ЕР 1593598 А2, 09.11.2005 | |||
| Смесь для комплексной обработки жидкого чугуна | 1978 |
|
SU749902A1 |
| Устройство для укладки штучных изделий в тару | 1988 |
|
SU1599258A1 |

