Изобретение относится к области обработки металлов и может быть использовано для регулирования ресурса работы изделий, изготавливаемых из алюминия марки А85 и эксплуатирующихся в условиях ползучести. В частности, изобретение может использоваться в строительстве, производстве двигателей, автомобиле-, авиа- и судостроении, где наибольшее применение находит алюминий и сплавы на его основе.
Известен способ термической обработки алюминия, включающий закалку, правку и трехступенчатое старение [1]. Указанный способ повышает пластичность и, как следствие, дает возможность ускорения ползучести. Однако к недостатку указанного способа можно отнести отсутствие возможности управления процессом ползучести алюминия.
Наиболее близким к заявленному является способ ускорения ползучести за счет воздействия электрического тока [2], заключающийся в том, что в процессе ползучести по алюминию пропускают постоянный или переменный электрический ток плотностью до 0,1 А/мм2 (большее значение плотности тока нежелательно, поскольку вызывает нагрев). Электрический ток, проходя по материалу, вызывает ускорение процесса ползучести, причем чем сильнее электрическое воздействие на материал, тем ползучесть протекает быстрее. Недостатками указанного способа является отсутствие возможности замедления процесса ползучести и ограниченность в применении электрического воздействия (до 0,1 А/мм2).
Задачей изобретения является управление ползучестью технически чистого алюминия марки А85 с помощью подведения контактной разности потенциалов, что позволяет увеличить долговечность изделий из алюминия.
Способ управления ползучестью алюминия марки А85 заключается в том, что к изделию из алюминия, работающему в условиях ползучести, прикладывают разность потенциалов и определяют ее величину. Разность потенциалов создают путем подсоединения одной из пластин металлов с отличной от алюминия работой выхода: Pb, Fe, Сu, Zr, Ni и Ti, в зависимости от значения рассчитанной контактной разности потенциалов, процесс ползучести или замедляют, подсоединяя пластины из Pb, Ti, Fe, Сu, или ускоряют, подсоединяя пластины из Zr, Ni. Указанные металлы имеют отличную от алюминия работу выхода, следовательно, при их присоединении возникает контактная разность потенциалов, зависящая от разницы работ выхода алюминия и воздействующего металла. Потенциал, возникающий в результате подсоединения к алюминиевым изделиям металлов с иной работой выхода, равен согласно [3, 4]
 ,
,
где AMe - работа выхода электрона из соответствующего металла, А - работа выхода электрона из алюминия, е - заряд электрона.
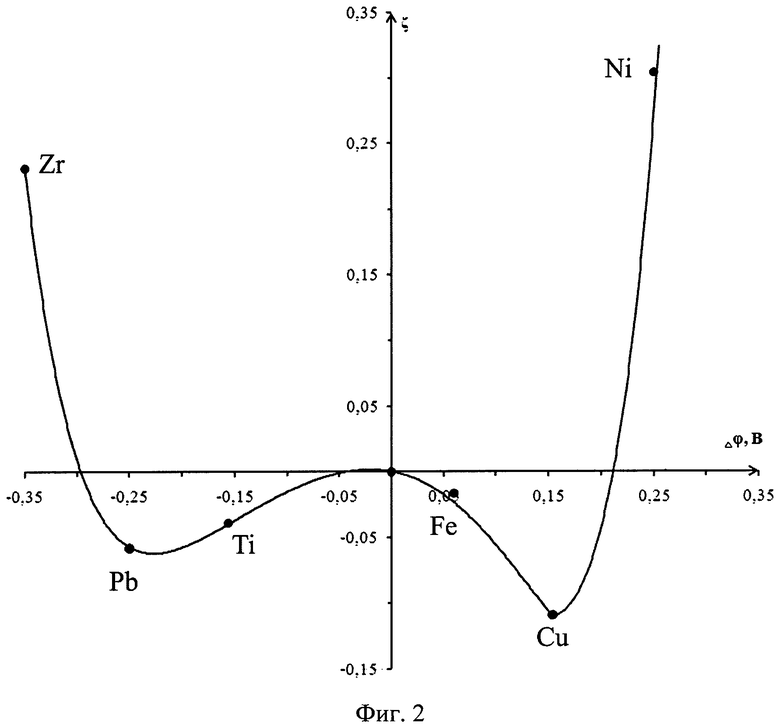
Описание способа поясняется фиг.1 и 2. На фиг.1 изображены два возможных способа подключения металлических пластин к алюминиевым изделиям: Pb, Fe, Сu, Zr, Ni и Ti. Фиг.2 демонстрирует, как меняется скорость ползучести в зависимости от подключенного металла.
Контакт между алюминиевым изделием и присоединяемым металлом осуществляется способами впаивания, или посредством проводника (фиг.1). Металл, используемый для впаивания, или металл проводника (в зависимости от способа подключения) не оказывает никакого влиянии (согласно закону Вольты) на потенциал, возникающий в результате контактного присоединения металла с иной работой выхода [5], поскольку: Δφ=(φ1-φ3)-(φ2-φ3), φ1 - потенциал изделия, φ2 - потенциал воздействующего на изделие металла, φ3 - потенциал металла, используемого для впаивания, или металл проводника (в зависимости от способа подключения).
Исследования процесса ползучести алюминия марки А85 при подведении контактной разности потенциалов и в отсутствие таковой показали, что влияние различных металлов неоднозначно, возможно как увеличение, так и уменьшение ресурса работы изделий, эксплуатирующихся в условиях ползучести.
В качестве количественного параметра оценки влияния контактной разности потенциалов на процесс ползучести было выбрано относительное изменение скорости ползучести на линейном участке кривой ползучести, рассчитываемое по соотношению
 ,
,
где  - среднее значение скорости ползучести образцов в случае подключения Pb, Fe, Сu, Zr, Ni и Ti, а
- среднее значение скорости ползучести образцов в случае подключения Pb, Fe, Сu, Zr, Ni и Ti, а  - среднее значение скорости ползучести образца без них.
- среднее значение скорости ползучести образца без них.
В таблице приведены данные контактной разности потенциалов и относительного изменения скорости ползучести алюминия для исследуемых металлов, а на фиг.2. изображена обобщенная кривая зависимость влияния подключенных металлов на значения относительной скорости ползучести.
Максимальное значение скорости ползучести наблюдается при подключении к алюминию Zr и Ni. Минимальное значение скорости ползучести наблюдается при подключении Сu и Pb. Следует отметить, что (фиг.2) в области - 0,2<φ<+0,2 В эффект влияния меняет знак, то есть ползучесть в этом случае замедляется.
Таким образом, для ускорения процесса ползучести технически чистого алюминия марки А85 целесообразно использовать в качестве контактирующих металлов Zr и Ni, а для замедления необходимо применять в качестве контактирующих металлов Сu, Pb, Ti и Fe.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ДОЛГОВЕЧНОСТИ ИЗДЕЛИЯ ИЗ АЛЮМИНИЯ, РАБОТАЮЩЕГО В УСЛОВИЯХ ПОЛЗУЧЕСТИ | 2012 |
|
RU2502825C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ МАРКИ А85, РАБОТАЮЩИХ В УСЛОВИЯХ РЕЛАКСАЦИИ НАПРЯЖЕНИЙ | 2013 |
|
RU2554251C1 |
| Способ повышения долговечности изделия из меди, работающего в условиях ползучести | 2015 |
|
RU2616742C2 |
| МАГНИЕВЫЙ СПЛАВ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2647951C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ ТЕХНОЛОГИЧЕСКИ УПОРНОГО СЫРЬЯ | 2004 |
|
RU2244760C1 |
| ЛИСТОВАЯ СТАЛЬ С НАНЕСЕННЫМ МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ, ИМЕЮЩИМ В СВОЕЙ ОСНОВЕ АЛЮМИНИЙ И СОДЕРЖАЩИМ ТИТАН | 2016 |
|
RU2689824C1 |
| МАГНИЕВЫЙ СПЛАВ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2754035C2 |
| СПОСОБ СОЕДИНЕНИЯ СПЛАВА FeCrAl СО СПЛАВОМ FeNiCr C ИСПОЛЬЗОВАНИЕМ ПРИСАДОЧНОГО МЕТАЛЛА СВАРКОЙ | 2016 |
|
RU2716723C2 |
| Пленочный полевой транзистор с металлическим каналом | 2017 |
|
RU2654296C1 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2198234C2 |
Изобретение относится к области обработки металлов и может быть использовано для регулирования ресурса работы изделий, изготавливаемых из алюминия марки А85 и эксплуатирующихся в условиях ползучести. Способ управления ползучестью алюминия марки А85 включает присоединение к изделию из алюминия одну из пластин металлов, имеющих отличную от алюминия работу выхода. При присоединении указанных пластин возникает контактная разность потенциалов. В зависимости от величины контактной разности потенциалов процесс ползучести или замедляют подсоединением пластины из Pb, Ti, Fe, Сu, или ускоряют подсоединением пластины из Zr, Ni. Увеличивается долговечность изделий из алюминия. 1 табл., 2 ил.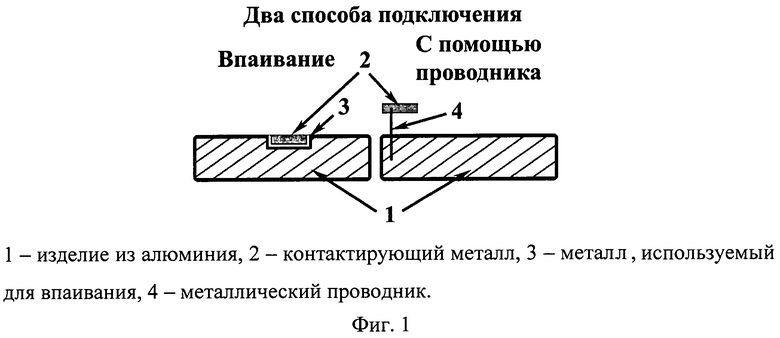
Способ управления ползучестью алюминия марки А85, включающий приложение к изделию из алюминия, работающему в условиях ползучести, разности потенциалов и определение ее величины, отличающийся тем, что разность потенциалов создают путем подсоединения одной из пластин из металлов с отличной от алюминия работой выхода: Pb, Fe, Сu, Zr, Ni и Ti, в зависимости от значения рассчитанной контактной разности потенциалов процесс ползучести или замедляют, подсоединяя пластины из Pb, Ti, Fe, Сu, или ускоряют, подсоединяя пластины из Zr, Ni.
| US 2004050134 A1, 18.03.2004 | |||
| Способ изготовления заклепок из алюминиевых сплавов | 1990 |
|
SU1803467A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ импрегнирования абразивного инструмента | 1982 |
|
SU1069982A1 |

