Настоящее изобретение относится к листовой стали с нанесенным металлическим покрытием, демонстрирующим наличие жертвенной защиты. Изобретение является в особенности хорошо подходящим для использования при изготовлении автомобильных транспортных средств.
В общем случае используют покрытия на цинковой основе, поскольку они делают возможной защиту от коррозии благодаря наличию барьерной защиты и катодной защиты. Барьерный эффект получают в результате нанесения на поверхность стали металлического покрытия. Таким образом, металлические покрытия предотвращают возникновение контакта между сталью и коррозионно-активной атмосферой. Барьерный эффект не зависит от природы покрытия и подложки. Наоборот, жертвенная катодная защита имеет в своей основе тот факт, что цинк представляет собой металл, менее благородный в сопоставлении со сталью. Таким образом, в случае возникновения коррозии в сопоставлении со сталью преимущественно будет расходоваться цинк. Катодная защита является существенной в областях, в которых сталь непосредственно подвергается воздействию коррозионно-активной атмосферы, подобных обрезным кромкам, где окружающий цинк будет расходоваться прежде стали.
Однако, вследствие низкой температуры плавления цинка во время сварки имеет место риск испарения цинка. В целях разрешения данной проблемы возможным является уменьшение толщины покрытия, но время защиты от коррозии также уменьшается. В дополнение к этому, в случае осуществления технологического процесса закалки под прессом в отношении таких листовых сталей с нанесенным покрытием из цинка, например, в результате горячей штамповки, в стали будут наблюдаться микротрещины, которые распространяются в направлении от покрытия. В заключение, стадия нанесения лакокрасочного покрытия на некоторые закаленные детали с нанесенным покрытием из цинка делает необходимым проведение операций по пескоструйной обработке перед фосфатированием вследствие наличия непрочного слоя оксидов на поверхности детали.
Другими металлическими покрытиями, обычно использующимися для производства автомобильного транспортного средства, являются покрытия на основе алюминия и кремния. Вследствие наличия интерметаллического слоя Al-Si-Fe в случае осуществления технологического процесса закалки под прессом какой-либо микротрещины в стали не появится. Помимо этого, они демонстрируют хорошую пригодность для нанесения лакокрасочного покрытия. Они делают возможной защиту вследствие наличия барьерного эффекта и могут быть подвергнуты сварке. Однако, они не позволяют осуществлять катодную защиту, или они демонстрируют наличие очень низкой катодной защиты.
В патентной заявке ЕР1225246 раскрывается материал, плакированный сплавом Zn-Al-Mg-Si, где покрытие содержит, применительно к % (масс.), Al: от, по меньшей мере, 45% до не более, чем 70%, Mg: от, по меньшей мере, 3% до менее, чем 10%, Si: от, по меньшей мере, 3% до менее, чем 10%, при этом остальное представляет собой Zn и неизбежные примеси, где соотношение Al/Zn находится в диапазоне 0,89-2,75, а плакирующий слой содержит объемную фазу Mg2Si. В ней также раскрывается материал стали, плакированный сплавом Zn-Al-Mg-Si, где покрытие содержит, применительно к % (масс.), Al: от, по меньшей мере, 45% до не более, чем 70%, Mg: от, по меньшей мере, 1% до менее, чем 5%, Si: от, по меньшей мере, 0,5% до менее, чем 3%, при этом остальное представляет собой Zn и неизбежные примеси, где соотношение Al/Zn находится в диапазоне 0,89-2,75, а плакирующий слой содержит чешуйчатую фазу Mg2Si. Данные конкретные покрытия демонстрируют стойкость к коррозии без нанесенного лакокрасочного покрытия и кромочное сопротивление ползучести в секциях обрезных кромок после нанесения лакокрасочного покрытия.
Материал стали, плакированный сплавом Zn-Al-Mg-Si, может, кроме того, содержать одного или нескольких представителей из числа In: 0,01-1,0%, Sn: 0,1-10,0%, Ca: 0,01-0,5%, Be: 0,01-0,2%, Ti: 0,01-0,2%, Cu: 0,1-1,0%, Ni: 0,01-0,2%, Co: 0,01-0,3%, Cr: 0,01-0,2%, Mn: 0,01-0,5%, Fe: 0,01-3,0% и Sr: 0,01-0,5%. Цель добавления одного или нескольких данных элементов заключается в дополнительном улучшении стойкости к коррозии при плакировании. Действительно, как это полагается, добавление данных элементов дополнительно промотирует пассивирование пленки, произведенной на поверхности плакирования.
Однако, изготовление конкретных фаз Mg2Si - чешуйчатой или объемной - является сложным. Действительно, оно учитывать размер и соотношение между средним размером короткого диаметра и длинным диаметром фаз Mg2Si согласно наблюдению при использовании 5°-ного отполированного поперечного сечения. Помимо этого, изготовление фаз Mg2Si зависит от количества Mg и Si.
С промышленной точки зрения вследствие данных критериев специфических особенностей может оказаться затруднительным получение фаз Mg2Si. Поэтому имеет место риск неполучения желательной фазы Mg2Si.
Задача изобретения заключается в предложении легкоформуемой листовой стали с нанесенным покрытием, демонстрирующей наличие усиленной защиты от коррозии, то есть, жертвенной катодной защиты, в дополнение к барьерной защите до и после формовки.
Применительно к жертвенной защите от коррозии электрохимический потенциал должен быть, по меньшей мере, на 50 мВ более отрицательным в сопоставлении с потенциалом для стали, то есть, соответствуя максимальному потенциалу - 0,78 В по отношению к потенциалу для насыщенного каломельного электрода (НКЭ). Предпочтительно не уменьшать потенциал до значения - 1,4 В/НКЭ, даже - 1,25 В/НКЭ, что будет задействовать быстрое расходование и, в заключение, будет уменьшать период защиты стали.
Этого добиваются в результате предложения листовой стали с нанесенным металлическим покрытием, соответствующей пункту 1 формулы изобретения. Листовая сталь с нанесенным покрытием также может включать любые характеристики из пунктов от 2 до 15 формулы изобретения, взятые индивидуально или в комбинации.
Изобретение также охватывает детали с нанесенным металлическим покрытием, демонстрирующие наличие жертвенной катодной защиты и соответствующие пункту 16 формулы изобретения.
Изобретение также охватывает использование детали с нанесенным покрытием для изготовления автомобильного транспортного средства, соответствующее пункту 17 формулы изобретения.
Для иллюстрирования изобретения будут описываться различные варианты осуществления и пробы для неограничивающих примеров, в частности, при обращении к следующей далее фигуре:
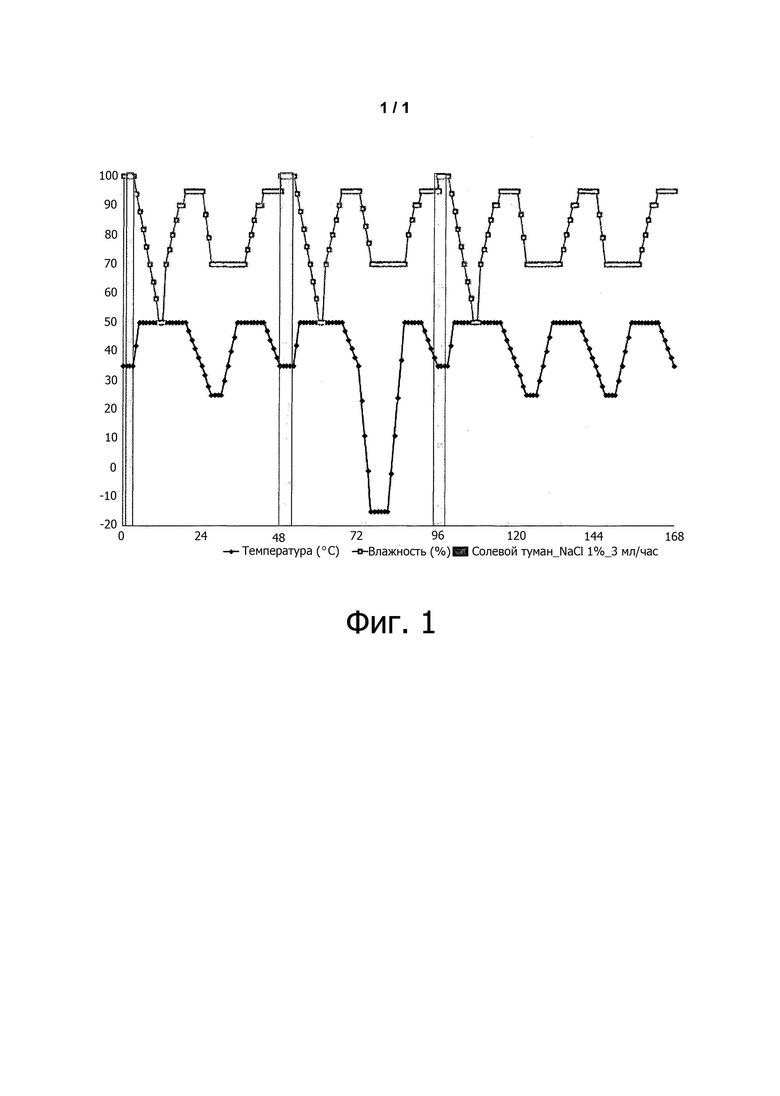
фигура 1 иллюстрирует один цикл коррозии в соответствии со 168 часами по нормативу VDA 233-102.
Исходя из следующего далее подробного описания изобретения станут очевидными и другие характеристики и преимущества изобретения.
В рамках изобретения в выгодном случае может быть использована любая сталь. Однако, в случае потребности в стали, характеризующейся высокой механической прочностью, в частности, для деталей конструкции автомобильного транспортного средства, может быть использована сталь, характеризующаяся сопротивлением растяжению, превосходящим 500 МПа, в выгодном случае находящимся в диапазоне от 500 до 2000 МПа, до или после термообработки. Массовый состав листовой стали предпочтительно представляет собой нижеследующее: 0,03% ≤ С ≤ 0,50%; 0,3% ≤ Mn ≤ 3,0%; 0,05% ≤ Si ≤ 0,8%; 0,015% ≤ Ti ≤ 0,2%; 0,005% ≤ Al ≤ 0,1%; 0% ≤ Сr ≤ 2,50%; 0% ≤ S ≤ 0,05%; 0% ≤ P ≤ 0,1%; 0% ≤ B ≤ 0,010%; 0% ≤ Ni ≤ 2,5%; 0% ≤ Mo ≤ 0,7%; 0% ≤ Nb ≤ 0,15%; 0% ≤ N ≤ 0,015%; 0% ≤ Сu ≤ 0,15%; 0% ≤ Сa ≤ 0,01%; 0% ≤ W ≤ 0,35%, при этом остальное представляет собой железо и неизбежные примеси от изготовления стали.
Например, листовая сталь представляет собой продукт 22MnB5, имеющий следующий далее состав: 0,20% ≤ С ≤ 0,25%; 0,15% ≤ Si ≤ 0,35%; 1,10% ≤ Mn ≤ 1,40%; 0% ≤ Cr ≤ 0,30%; 0% ≤ Mo ≤ 0,35%; 0% ≤ P ≤ 0,025%; 0% ≤ S ≤ 0,005%; 0,020% ≤ Ti ≤ 0,060%; 0,020% ≤ Al ≤ 0,060%; 0,002% ≤ B ≤ 0,004%, при этом остальное представляет собой железо и неизбежные примеси от изготовления стали.
Листовая сталь может представлять собой продукт Usibor®2000, имеющий следующий далее состав: 0,24% ≤ С ≤ 0,38%; 0,40% ≤ Mn ≤ 3%; 0,10% ≤ Si ≤ 0,70%; 0,015% ≤ Al ≤ 0,070%; 0% ≤ Cr ≤ 2%; 0,25% ≤ Ni ≤ 2%; 0,020% ≤ Ti ≤ 0,10%; 0% ≤ Nb ≤ 0,060%; 0,0005% ≤ B ≤ 0,0040%; 0,003% ≤ N ≤ 0,010%; 0,0001% ≤ S ≤ 0,005%; 0,0001% ≤ P ≤ 0,025%; при этом необходимо понимать то, что уровни содержания титана и азота удовлетворяют соотношению Ti/N > 3,42; и то, что уровни содержания углерода, марганца, хрома и кремния удовлетворяют соотношению:
 ,
,
причем состав необязательно содержит одного или нескольких представителей из следующих далее: 0,05% ≤ Мо ≤ 0,65%; 0,001% ≤ W ≤ 0,30%; 0,0005% ≤ Сa ≤ 0,005%, при этом остальное представляет собой железо и неизбежные примеси от изготовления стали.
Например, листовая сталь представляет собой продукт Ductibor®500, имеющий следующий далее состав: 0,040% ≤ С ≤ 0,100%; 0,80% ≤ Mn ≤ 2,00%; 0% ≤ Si ≤ 0,30%; 0% ≤ S ≤ 0,005%; 0% ≤ P ≤ 0,030%; 0,010% ≤ Al ≤ 0,070%; 0,015% ≤ Nb ≤ 0,100%; 0,030% ≤ Ti ≤ 0,080%; 0% ≤ N ≤ 0,009%; 0% ≤ Cu ≤ 0,100%; 0% ≤ Ni ≤ 0,100%; 0% ≤ Cr ≤ 0,100%; 0% ≤ Мо ≤ 0,100%; 0% ≤ Сa ≤ 0,006%, при этом остальное представляет собой железо и неизбежные примеси от изготовления стали.
Листовая сталь может быть получена в результате горячей прокатки и необязательно холодной прокатки в зависимости от желательной толщины, которая может, например, находиться в диапазоне от 0,7 до 3,0 мм.
Изобретение относится к листовой стали с нанесенным металлическим покрытием, содержащим от 1,0 до 22,0% (масс.) цинка, от 0,1 до 1,0% (масс.) титана, от 1,6 до 15,0% (масс.) кремния, менее, чем 0,5% (масс.) магния, менее, чем 0,05% (масс.) La или Се или их обоих, менее, чем 0,2% (масс.) Sn и необязательно дополнительные элементы, выбираемые из Sb, Pb, Ca, Mn, Cr, Ni, Zr, In, Hf или Bi, при этом уровень массового содержания каждого дополнительного элемента уступает 0,3% (масс.), причем остальное представляет собой алюминий и необязательно неизбежные примеси и остаточные элементы, и где микроструктура покрытия не содержит бинарных фаз Al-Zn. Металлические покрытия, соответствующие изобретению, демонстрируют наличие высокого уровня жертвенной защиты. Действительно, как это можно себе представить без желания связывать себя какой-либо теорией, титан, в комбинации с цинком, алюминием и кремнием, исполняет функцию элемента, депассивирующего алюминий. Действительно, титан ослабляет слой оксида алюминия, естественным образом присутствующий на поверхности покрытия, и поэтому облегчает контакт между металлическим покрытием и окружающей средой, предпочтительно водяной пленкой. В результате электрохимический потенциал покрытия становится более отрицательным, и способность покрытия обеспечивать для стали наличие жертвенной защиты увеличивается.
Покрытие содержит от 0,1 до 1,0%, в выгодном случае от 0,15 до 1,0%, более предпочтительно от 0,15 до 0,5%, предпочтительно от 0,15 до 0,30%, более предпочтительно от 0,20 до 0,30% или от 0,21 до 0,30%, (масс.) титана. Действительно, в случае превышения количеством титана 1,0% высокий уровень желательной стойкости к коррозии наблюдаться не будет. В дополнение к этому, как это можно себе представить без желания связывать себя какой-либо теорией, в случае попадания данного количества титана в пределы данных диапазонов появление красной ржавчины будет сведено к минимуму, и поэтому защита от коррозии будет высокой.
Покрытие содержит от 1 до 22%, предпочтительно от 5,0 до 20%, более предпочтительно от 10,0 до 20,0%, а в выгодном случае от 10,0 до 15,0%, (масс.) цинка. Как это можно себе представить без желания связывать себя какой-либо теорией, цинк, в комбинации с титаном, делает возможным уменьшение потенциала пары покрытие/сталь в среде, содержащей или не содержащей хлорид-ионы. Таким образом, покрытия, соответствующие настоящему изобретению, делают возможной жертвенную катодную защиту.
В выгодном случае покрытия, соответствующие настоящему изобретению, содержат от 2,05 до 11,0%, предпочтительно от 5,0 до 11,0%, а более предпочтительно от 7,0 до 11,0%, (масс.) кремния. Кремний, помимо всего прочего, делает возможной высокую стойкость листовой стали с нанесенным покрытием при высоких температурах. Таким образом, листовые стали с нанесенными покрытиями могут быть использованы вплоть до 650°С в отсутствие риска отшелушивания покрытия. Помимо этого, кремний предотвращает образование толстого слоя интерметаллической системы железо-цинк при реализации гальванизации при погружении в расплав, упомянутый слой может уменьшать адгезию и формуемость покрытия.
Предпочтительно покрытие содержит менее, чем 0,2% (масс.) магния. Более предпочтительно покрытие не содержит Mg.
Предпочтительно покрытие не содержит La, Ce или обоих из них.
Предпочтительно покрытие не содержит Sn.
Обычно в покрытиях, содержащих кремний, алюминий и цинк, микроструктура содержит твердый раствор Zn в фазе Al, бинарные фазы Al-Zn и фазы, обогащенные по Si. В настоящем изобретении микроструктура покрытия содержит твердый раствор Zn в фазе Al, фазы, обогащенные по Si, и не содержит бинарных фаз Al-Zn. Действительно, как это считается, титан модифицирует микроструктуру покрытия. Микроструктура покрытия является мелкодисперсной, она становится более гомогенной. В дополнение к этому, цинк является более стабилизированным в фазе алюминия. В заключение, как это можно сказать без желания связывать себя какой-либо теорией, в покрытии имеется меньше фаз и поэтому меньше гальванопар, таким образом, деталь с нанесенным покрытием характеризуется лучшей стойкостью к коррозии.
В заключение, остальное в покрытии представляет собой алюминий. Алюминий делает возможной защиту от коррозии в результате наличия барьерного эффекта. Он также увеличивает температуру плавления и температуру испарения покрытия, что, тем самым, облегчает воплощение, в частности, в результате горячей штамповки в широком диапазоне температуры и времени.
Покрытие может быть осаждено при использовании любых способов, известных для специалистов в соответствующей области техники, например, технологического процесса гальванизации при погружении в расплав, технологического процесса электрогальванизации, физического осаждения из паровой фазы, такого как струйное нанесение покрытия при осаждении из паровой фазы или магнетронное распыление. Предпочтительно покрытие осаждают в результате осуществления технологического процесса гальванизации при погружении в расплав.
Ванна содержит цинк, кремний и алюминий. Она может содержать дополнительные элементы, выбираемые из Sb, Pb, Ca, Mn, Cr, Ni, Zr, In, Hf или Bi, при этом уровень массового содержания каждого дополнительного элемента составляет менее, чем 0,3%, предпочтительно менее, чем 0,1%, в выгодном случае менее, чем 0,05%, (масс.). Данные дополнительные элементы, помимо всего прочего, могут улучшать пластичность, адгезию покрытия на листовой стали. Специалисты в соответствующей области техники знают о воздействии таких соединений на металлическое покрытие и должны знать то, как их использовать в зависимости от желательных свойств.
Ванна также может содержать и неизбежные примеси и остаточные элементы от подпитки слитков или от прохождения листовой стали в ванне расплава. Остаточный элемент может представлять собой железо при уровне содержания, доходящем вплоть до 5,0%, предпочтительно вплоть до 3%, (масс.).
Толщина покрытия обычно находится в диапазоне от 5 до 50 мкм, предпочтительно от 10 до 35 мкм, в выгодном случае от 12 до 18 мкм или от 26 до 31 мкм. Температура ванны обычно находится в диапазоне от 580 до 660°С.
После осаждения покрытия листовую сталь обычно омывают по обеим сторонам листовой стали с нанесенным покрытием при использовании газа, эжектируемого из сопел. После этого листовую сталь с нанесенным покрытием охлаждают. Предпочтительно скорость охлаждения является большей или равной 15°С.сек-1 между началом затвердевания и концом затвердевания. В выгодном случае скорость охлаждения между началом и концом затвердевания является превосходящей или равной 20°С.сек-1.
После этого может быть реализована прокатка в валках дрессировочной клети, которая делает возможной нагартовку листовой стали с нанесенным покрытием и придает ей шероховатость, облегчающую последующее профилирование. В целях улучшения, например, адгезионного сцепления или стойкости к коррозии могут быть использованы обезжиривание и обработка поверхности.
После этого листовая сталь с нанесенным покрытием, соответствующая изобретению, может быть профилирована при использовании любого способа, известного для специалистов в соответствующей области техники, например, в результате холодной формовки и/или горячей формовки.
В одном предпочтительном варианте осуществления деталь получают в результате холодной формовки, предпочтительно в результате холодной штамповки. В данном случае листовую сталь с нанесенным покрытием подвергают резке для получения заготовки, а после этого подвергают холодной штамповке в целях получения детали.
В еще одном предпочтительном варианте осуществления деталь с нанесенным покрытием получают в результате осуществления технологического процесса закалки под прессом, включающего горячую формовку. В данном случае данный способ включает следующие далее стадии:
А) получение листовой стали с предварительно нанесенным металлическим покрытием, содержащим от 1,0 до 22,0% (масс.) цинка, от 0,1 до 1,0% (масс.) титана, от 1,6 до 15,0% (масс.) кремния, менее, чем 0,5% (масс.) магния, менее, чем 0,05% (масс.) La или Се или их обоих, менее, чем 0,2% (масс.) Sn и необязательно дополнительные элементы, выбираемые из Sb, Pb, Ca, Mn, Cr, Ni, Zr, In, Hf или Bi, при этом уровень массового содержания каждого дополнительного элемента уступает 0,3% (масс.), причем остальное представляет собой алюминий и необязательно неизбежные примеси и остаточные элементы, где микроструктура покрытия не содержит бинарных фаз Al-Zn,
В) резка листовой стали с нанесенным покрытием для получения заготовки,
С) термическая обработка заготовки при температуре в диапазоне от 840 до 950°С для получения в стали полностью аустенитной микроструктуры,
D) перевод заготовки в прессовый штамп,
Е) горячая формовка заготовки для получения детали,
F) охлаждение детали, полученной на стадии Е), в целях получения в стали микроструктуры, являющейся мартенситной или мартенситно-бейнитной или образованной из, по меньшей мере, 75% равноосного феррита, от 5 до 20% мартенсита и бейнита, в количестве, меньшем или равном 10%.
Действительно, после получения листовой стали с предварительно нанесенным металлическим покрытием, соответствующей настоящему изобретению, листовую сталь подвергают резке для получения заготовки. Для заготовки используют термическую обработку в печи в незащитной атмосфере при температуре аустенизации Tm обычно в диапазоне от 840 до 950°С, предпочтительно от 880 до 930°С. В выгодном случае упомянутую заготовку выдерживают в течение времени пребывания tm в диапазоне от 1 до 12 минут, предпочтительно от 3 до 9 минут. Во время термической обработки перед горячей формовкой покрытие формирует слой сплава, характеризующийся высокой стойкостью к коррозии, истиранию, износу и усталости.
Затем после термической обработки заготовку переводят в устройство для горячей формовки и подвергают горячей формовке при температуре в диапазоне от 600 до 830°С. Горячая формовка включает горячую штамповку и роликовую формовку. Предпочтительно заготовку подвергают горячей штамповке. После этого деталь охлаждают в устройстве для горячей формовки или после перевода в специфическое устройство для охлаждения.
Скорость охлаждения контролируемо регулируют в зависимости от состава стали таким образом, чтобы конечная микроструктура после горячей формовки содержала бы главным образом мартенсит, предпочтительно содержала бы мартенсит или мартенсит и бейнит, или была бы образована из, по меньшей мере, 75% равноосного феррита, от 5 до 20% мартенсита и бейнита в количестве, меньшем или равном 10%.
Таким образом, деталь с нанесенным покрытием, соответствующая изобретению, может быть получена в результате холодной или горячей формовки, но также и с применением любой подходящей для использования комбинации из холодной штамповки и горячей формовки.
Для автомобильной области применения после стадии фосфатирования деталь погружают в ванну для нанесения электроосаждаемого покрытия. Обычно толщина слоя фосфата находится в диапазоне от 1 до 2 мкм, а толщина слоя электроосаждаемого покрытия находится в диапазоне от 15 до 25 мкм, предпочтительно является уступающей или равной 20 мкм. Катафоретический слой обеспечивает наличие дополнительной защиты от коррозии.
После стадии нанесения электроосаждаемого покрытия могут быть осаждены и другие слои лакокрасочного покрытия, например, грунтовочное покрытие лакокрасочного покрытия, слой покрытия основы и слой покрывного покрытия.
Перед нанесением на деталь электроосаждаемого покрытия деталь прежде подвергают обезжириванию и фосфатированию в целях обеспечения адгезии при катафорезе.
Теперь изобретение будет разъяснено на примере проб, реализованных только для информации. Они не являются ограничивающими.
Примеры
Для всех образцов использующиеся листовые стали представляют собой продукт 22MnB5. Состав стали представляет собой нижеследующее: С = 0,2252%; Mn = 1,1735%; P = 0,0126%; S = 0,0009%; N = 0,0037%; Si = 0,2534%; Cu = 0,0187%; Ni = 0,0197%; Cr = 0,180%; Sn = 0,004%; Al = 0,0371%; Nb = 0,008%; Ti = 0,0382%; B = 0,0028%; Mo = 0,0017%; As = 0,0023% и V = 0,0284%.
Все покрытия осаждали в результате осуществления технологического процесса гальванизации при погружении в расплав.
Пример 1. Испытание на электрохимическое поведение:
Пробы от 1 до 5 получали и подвергали испытанию на электрохимический потенциал.
Сначала после осаждения покрытия пробы от 1 до 4 подвергали резке в целях получения заготовки. После этого заготовки нагревали при температуре 900°С в течение времени пребывания в 5 минут. Заготовки переводили в прессовый штамп и подвергали горячей штамповке в целях получения деталей. Детали охлаждали для получения закалки в результате мартенситного превращения.
После этого для всех проб реализовали испытание, заключающееся в измерении электрохимического потенциала поверхности листовой стали с нанесенным покрытием. Листовые стали и покрытия разделяли и погружали в раствор, содержащий 5% (масс.) хлорида натрия при рН 7. В раствор окунали также и насыщенный каломельный электрод (НКЭ). С течением времени измеряли потенциал пары для поверхности. Результаты продемонстрированы в следующей далее таблице 1:
*: примеры, соответствующие изобретению.
Пробы от 1 до 4 демонстрируют наличие жертвенной защиты таким образом, как в случае цинкового покрытия. Потенциалы пар в соответствии с требованиями составляют менее, чем - 0,78 В/НКЭ.
Пример 2. Испытание на коррозию:
Пример 2а
Пробы от 6 до 9 подвергали испытанию на коррозию для оценки защиты листовых сталей с нанесенными покрытиями.
После осаждения покрытия все пробы процарапывали. Их подвергали воздействию 1, а после этого 6 циклов коррозии в соответствии с нормативом VDA 233-102, что представлено на фигуре 1. С данной целью пробы помещали в камеру, где на пробах испаряли водный раствор хлорида натрия при 1% (масс.) при расходе 3 мл.час-1. Температура варьировалась в диапазоне от 50 до - 15°С, а влагосодержание варьировалось в диапазоне от 50 до 100%. Фигура 1 иллюстрирует один цикл, соответствующий 168 часам, то есть, одной неделе.
Наличие коррозии на листовой стали с нанесенным покрытием наблюдали невооруженным глазом: 0 обозначает «превосходно», говоря другими словами, имеет место маленькая коррозия, или какая-либо коррозия отсутствует, а 5 обозначает «очень плохо», говоря другими словами, имеет место большая коррозия. Результаты продемонстрированы в следующей далее таблице 2а:
*: примеры, соответствующие изобретению.
Пробы 8 и 9 демонстрируют наличие превосходной защиты от коррозии даже после 6 циклов коррозии.
Пример 2b
Пробы от 10 до 13 подвергали испытанию на коррозию для оценки защиты у листовых сталей с нанесенными покрытиями.
После осаждения покрытия пробы 6, 8 и 9 подвергали резке в целях получения заготовки. После этого заготовки нагревали при температуре 900°С в течение времени пребывания в 5 минут. Заготовки переводили в прессовый штамп и подвергали горячей штамповке в целях получения детали. Детали охлаждали для получения закалки в результате мартенситного превращения.
После этого все пробы процарапывали на ширину 0,5, 1 и 2 мм. Их подвергали воздействию 1, а после этого 6 циклов коррозии в соответствии с нормативом VDA 233-102, что представлено на фигуре 1.
Наличие коррозии на листовой стали с нанесенным покрытием наблюдали невооруженным глазом: 0 обозначает «превосходно», говоря другими словами, имеет место маленькая коррозия, или какая-либо коррозия отсутствует, а 5 обозначает «очень плохо», говоря другими словами, имеет место большая коррозия. Результаты продемонстрированы в следующей далее таблице 2b:
*: примеры, соответствующие изобретению.
Пробы 11 и 12 демонстрируют наличие хорошей защиты от коррозии даже после 6 циклов коррозии.
Пример 2с
Пробы 14 и 15 подвергали испытанию на коррозию для оценки защиты у листовых сталей с нанесенными покрытиями.
После осаждения покрытия их подвергали воздействию 6 циклов коррозии в соответствии с нормативом VDA 233-102, что представлено на фигуре 1.
По окончании испытания измеряли прирост сухой массы и потерю массы. Прирост массы обозначает массу проб совместно с продуктами коррозии, образовавшимися во время испытания. Чем большим будет прирост массы листа с нанесенным покрытием, тем в большей мере он будет корродированным. Потеря массы обозначает массу покрытия, потребляемую во время испытания на коррозию.
Результаты продемонстрированы в следующей далее таблице 2с:
(г.м-2)
(г.м-2)
*: примеры, соответствующие изобретению.
Как могут видеть заявители, проба 14 являлась значительно менее корродированной в сопоставлении с пробой 15.
Пример 3. Испытание для обрезной кромки:
Пример 3а. Испытание на потенциал для обрезной кромки
Пробы от 16 до 18 получали и подвергали испытанию на электрохимический потенциал.
Пробы для обрезных кромок получали при использовании образца покрытия с толщиной 1 мм и четырех пластин стали с толщиной 2,4 мм. Покрытия и стальные пластины разделяли при использовании пленки пластмассы. Проволока, приставшая к каждой пластине, делала возможными гальваническое соединение между ними и отслеживание гальванического тока. Пробы для обрезных кромок подвергали испытанию из норматива N-VDA в течение 1 недели. Гальванический ток, измеренный в наноамперах (нА), регистрировали на трех ступенях цикла:
I. при 35°С и относительной влажности 95% (день 1, 3, 4, 6 и 7),
II. при 50°С и относительной влажности 90% (день 1 и 4) и
III. при 35°С во время воздействия солевого тумана (день 1).
Результаты продемонстрированы в следующей далее таблице 3а:
*: примеры, соответствующие изобретению.
Как это можно видеть, в пробе 17 покрытие имеет тенденцию к увеличению тока, то есть, активный элемент, представляющий собой титан, увеличивает защиту стали. Проба 17 обеспечивает получение превосходных эксплуатационных характеристик по отношению к пробам 16 и 18.
Пример 3b. Испытание на коррозию обрезной кромки
Для всех проб от 16 до 18 степень коррозии оценивали по окончании испытания, реализованного в примере 3а. Наличие коррозии на пробах наблюдали невооруженным глазом: 1 обозначает отсутствие какой-либо коррозии, 2 обозначает наличие частичной коррозии, а 3 обозначает наличие полной коррозии. Результаты продемонстрированы в следующей далее таблице 3b.
*: пример, соответствующий изобретению.
Имеет место уменьшение степени коррозии стали для пробы 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВАЯ СТАЛЬ С НАНЕСЕННЫМ МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2684801C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОСФАТИРУЕМОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ СТАЛИ С НАНЕСЕННЫМ МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2682508C1 |
| МЕТАЛЛИЧЕСКАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2018 |
|
RU2764252C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАКАЛЕННОЙ ДЕТАЛИ, НЕ ПОДВЕРЖЕННОЙ РАСТРЕСКИВАНИЮ ПОД ВОЗДЕЙСТВИЕМ ЖИДКОГО МЕТАЛЛА | 2016 |
|
RU2685617C1 |
| СПОСОБ ЗАКАЛКИ ПОД ПРЕССОМ | 2017 |
|
RU2710753C1 |
| ЛИСТОВАЯ СТАЛЬ С ПОКРЫТИЕМ ИЗ ЛАНТАНА, ОБЕСПЕЧИВАЮЩИМ КАТОДНУЮ ЗАЩИТУ С РАСХОДУЕМЫМ АНОДОМ | 2015 |
|
RU2689979C2 |
| ЛИСТОВАЯ УГЛЕРОДИСТАЯ СТАЛЬ С БАРЬЕРНЫМ ПОКРЫТИЕМ | 2017 |
|
RU2724752C2 |
| МЕТАЛЛИЧЕСКАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2018 |
|
RU2764256C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ДЕТАЛИ С ПОКРЫТИЕМ, СТАЛЬНАЯ ДЕТАЛЬ С ПОКРЫТИЕМ (ВАРИАНТЫ) И ПРИМЕНЕНИЕ СТАЛЬНОЙ ДЕТАЛИ | 2020 |
|
RU2806159C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ДЕТАЛИ С ПОКРЫТИЕМ ДЛЯ АВТОМОБИЛЯ И СТАЛЬНАЯ ДЕТАЛЬ С ПОКРЫТИЕМ | 2020 |
|
RU2799369C1 |
Настоящее изобретение относится к металлургии, в частности к листовой стали с нанесенным металлическим покрытием. Может использоваться при изготовлении автотранспортных средств. На поверхность листовой стали нанесено покрытие, содержащее, мас. %: от 1,0 до 22,0 цинка, от 0,1 до 1,0 титана, от 1,6 до 15,0 кремния, менее чем 0,5 магния, менее чем 0,05 La или Се или их обоих, менее чем 0,2 Sn и до 0,3 необязательных дополнительных элементов, выбранных из Sb, Pb, Ca, Mn, Cr, Ni, Zr, In, Hf или Bi, остальное – алюминий и неизбежные примеси. Микроструктура покрытия не содержит бинарных фаз Al-Zn. Обеспечивается повышение коррозионной стойкости, в частности усиление катодной защиты. 3 н. и 14 з.п. ф-лы, 1 ил., 3 табл., 3 пр.
1. Листовая сталь с нанесенным металлическим покрытием, содержащим, мас.%: от 1,0 до 22,0 цинка, от 0,1 до 1,0 титана, от 1,6 до 15,0 кремния, менее чем 0,5 магния, менее чем 0,05 La или Се или их обоих, менее чем 0,2 Sn и необязательно дополнительные элементы, выбранные из Sb, Pb, Ca, Mn, Cr, Ni, Zr, In, Hf или Bi, при этом уровень массового содержания каждого дополнительного элемента менее 0,3 %, причем остальное представляет собой алюминий и неизбежные примеси, причем микроструктура покрытия не содержит бинарных фаз Al-Zn.
2. Листовая сталь по п. 1, в которой покрытие содержит от 5,0 до 20,0 мас.% цинка.
3. Листовая сталь по п. 2, в которой покрытие содержит от 10,0 до 20,0 мас.% цинка.
4. Листовая сталь по п. 3, в которой покрытие содержит от 10,0 до 15,0 мас.% цинка.
5. Листовая сталь по любому из пп. 1-4, в которой покрытие содержит от 0,15 до 1,0 мас.% титана.
6. Листовая сталь по п. 5, в которой покрытие содержит от 0,15 до 0,50 мас.% титана.
7. Листовая сталь по п. 6, в которой покрытие содержит от 0,15 до 0,30 мас.% титана.
8. Листовая сталь по п. 7, в которой покрытие содержит от 0,20 до 0,30 мас.% титана.
9. Листовая сталь по п. 8, в которой покрытие содержит от 0,21 до 0,30 мас.% титана.
10. Листовая сталь по любому из пп. 1-9, в которой покрытие содержит от 2,05 до 11,0 мас.% кремния.
11. Листовая сталь по п. 10, в которой покрытие содержит от 5,0 до 11,0 мас.% кремния.
12. Листовая сталь по п. 11, в которой покрытие содержит от 7,0 до 11,0 мас.% кремния.
13. Листовая сталь по п. 12, в которой покрытие содержит менее чем 0,2 мас.% магния.
14. Листовая сталь по любому из пп. 1-13, в которой микроструктура покрытия содержит твердый раствор Zn в Al фазе и фазы, обогащенные Si.
15. Листовая сталь по любому из пп. 1-14, в которой толщина покрытия находится в диапазоне от 5 до 50 мкм.
16. Деталь с покрытием, изготовленная из листовой стали с нанесенным металлическим покрытием, отличающаяся тем, что она изготовлена из листовой стали по любому из пп. 1-15 путем горячей и/или холодной формовки.
17. Применение детали по п. 16 для изготовления автомобильного транспортного средства.
| CN 101880800 A, 10.11.2010 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ОЧЕНЬ ВЫСОКОЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТЬЮ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2006 |
|
RU2379373C1 |
| ХОЛОДНОКАТАНАЯ И ПОЛУЧЕННАЯ С НЕПРЕРЫВНЫМ ОТЖИГОМ ПОЛОСА ВЫСОКОПРОЧНОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА УПОМЯНУТОЙ СТАЛИ | 2008 |
|
RU2464338C2 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ЦИНКОВЫМ СПЛАВОМ, НАНЕСЕННЫМ СПОСОБОМ ГОРЯЧЕГО ЦИНКОВАНИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2384648C2 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ЧУГУНА И СТАЛИ | 2001 |
|
RU2202649C1 |
| Приспособление для предупреждения пуска вагонов электрических железных дорог до полной посадки или высадки пассажиров | 1928 |
|
SU10190A1 |
| EP 1997927 A1, 03.12.2008. | |||

