Изобретение относится к способу согласно ограничительной части пункта 1, а также к модулю Пельтье согласно ограничительной части пункта 15 формулы изобретения.
Изготовление модулей Пельтье по используемому до настоящего времени способу представляется трудоемким. Кроме того, такие модули Пельтье не обладают оптимальными термическими свойствами.
Известно, что необходимую для изготовления проводниковых шин, токоподводов и т.д. металлизацию на керамике, например на алюмооксидной керамике, изготовляют при помощи так называемого способа DCB (Direct Copper Bond Technology), а именно с использованием образующих металлизацию металлической или медной пленки или тонкого металлического или медного листа, имеющих на своих оппозитных поверхностях слой или покрытие (наплавленный слой) из химического соединения металла с реактивным газом, предпочтительно кислородом. В таком, описанном, например, в патентных публикациях US-PS 3744120 или DE-PS 2319854, способе этот слой или покрытие (наплавленный слой) образует эвтектику с температурой плавления ниже температуры плавления металла (например, меди), так что посредством нанесения пленки на керамику и нагрева всех слоев в целом они могут соединяться между собой, а именно за счет плавления металла или меди по существу лишь в зоне наплавленного или оксидного слоя.
Этот способ DCB включает в таком случае, например, следующие этапы:
- оксидирование медной пленки до такой степени, что образуется равномерный медно-оксидный слой;
- нанесение медной пленки на керамический слой;
- нагрев составного элемента до технологической температуры в пределах 1025 и 1083°С, например примерно до 1071°С;
- охлаждение до комнатной температуры.
Далее, известен так называемый способ активного припоя (DE 2213115; ЕР-А-153618) для соединения образованных металлизацией металлических слоев или металлических пленок, в частности также медных слоев или медных пленок с соответствующим керамическим материалом. Этот способ, который используют также особенно для изготовления металлокерамических подложек, при температуре примерно в пределах 800 и 1000°С позволяет образовать соединение между металлической пленкой, например медной пленкой, и керамической подложкой, например алюмонитридной керамикой, с использованием твердого припоя, который в дополнение к основному компоненту, как медь, серебро и/или золото, содержит также активный металл. Этот активный металл, который представляет собой по меньшей мере один из элементов группы из гафния Hf, титана Ti, циркония Zr, ниобия Nb и церия Се, в результате химической реакции создает соединение между припоем и керамикой, между тем как соединение припоя и металла представляет собой металлическое соединение с твердым припоем.
Наиболее близким аналогом настоящего изобретения является документ US 6127619. Задача изобретения состоит в упрощении изготовления модулей Пельтье. Настоящее изобретение решает эту задачу в части способа по 1 формулы изобретения и в модуле Пельтье по п.15 формулы изобретения.
Согласно изобретению соединение по меньшей мере части элементов Пельтье осуществляется по меньшей мере на одной токоподводящей стороне непосредственно с контактными поверхностями подложек, при этом предпочтительно в соответствии с одним вариантом осуществления изобретения посредством приварки спеканием с по меньшей мере одним спекаемым слоем, или в соответствии с другим вариантом осуществления изобретения за счет того, что при изготовлении соответствующего элемента Пельтье, например посредством спекания, этот элемент спекают с контактной поверхностью подложки. В обоих случаях происходит соединение соответствующих элементов Пельтье с контактной поверхностью посредством спекания или приварки спеканием, например, непосредственно на образующей контактную поверхность металлической зоне (металлический слой или медный слой) или с использованием по меньшей мере промежуточного слоя между металлической зоной и соответствующим элементом Пельтье.
Преимуществом изобретения является, с одной стороны, существенным образом упрощенное изготовление модуля Пельтье и, с другой стороны, то, что теплопроводность перехода между элементами Пельтье и подложками существенно повышается на непосредственных соединениях или соединениях, использующих спекаемый слой в качестве соединительного слоя, и, следовательно, улучшаются термические свойства и эффективность соответствующего модуля Пельтье.
Варианты усовершенствования изобретения составляют предмет зависимых пунктов. Ниже изобретение поясняется более детально на основе чертежей к примерам осуществления. Показаны:
Фиг. 1 - схематическое изображение в виде сбоку конструкции модуля Пельтье.
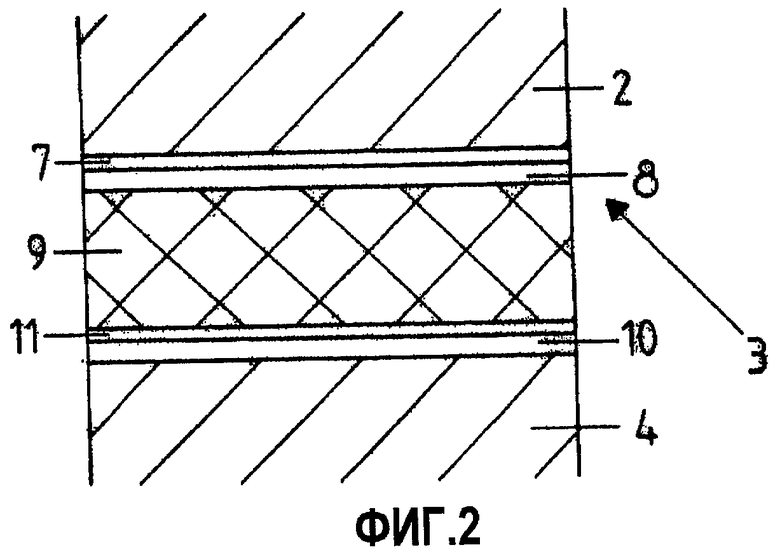
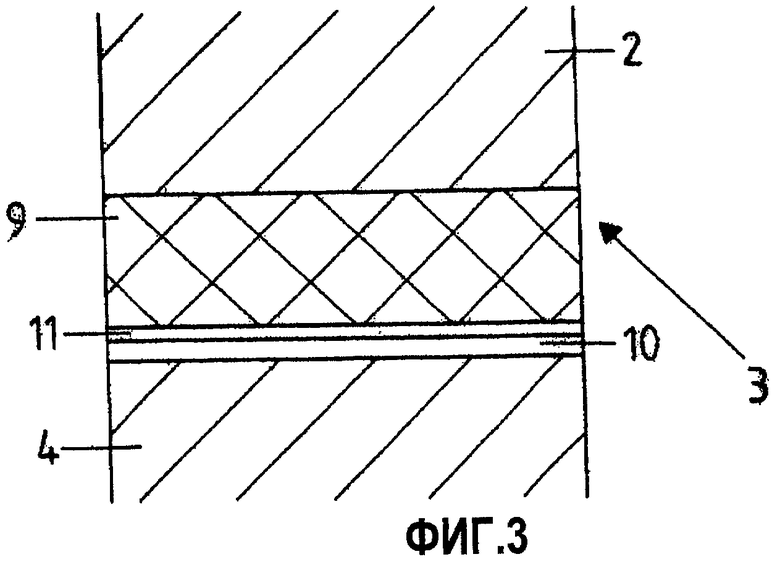
Фиг. 2 и 3 - соответственно в упрощенном изображении многослойный переход между чипом Пельтье и образованной на керамической подложке контактной поверхностью согласно уровню техники.
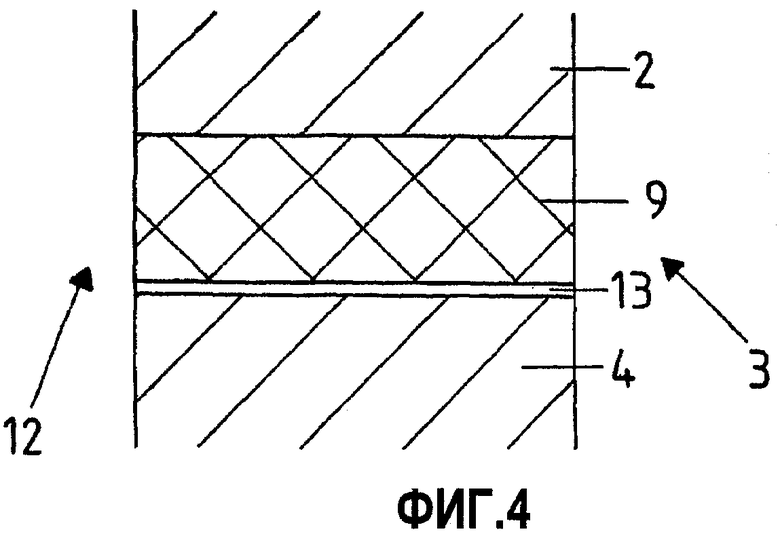
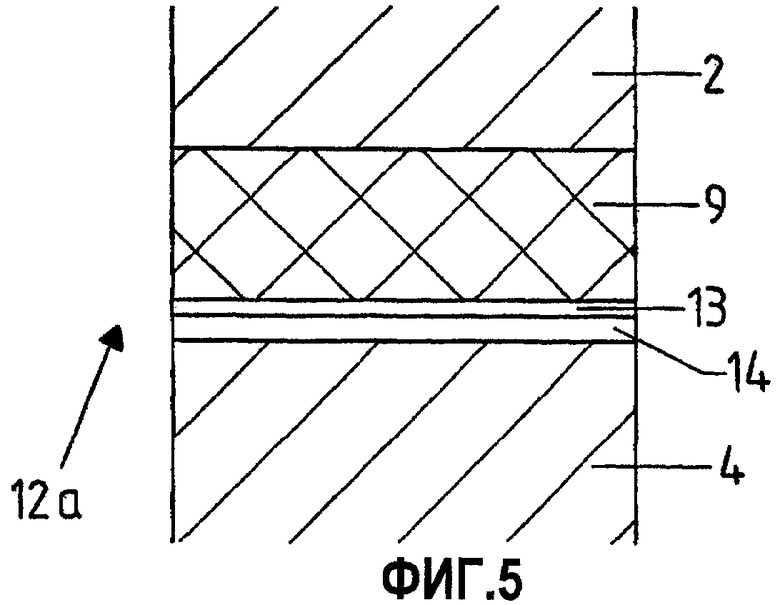
Фиг. 4-13 - соответственно различные переходы или токоподводы между нанесенной на керамическую подложку при помощи способа DCB контактной поверхностью и чипом Пельтье согласно изобретению.
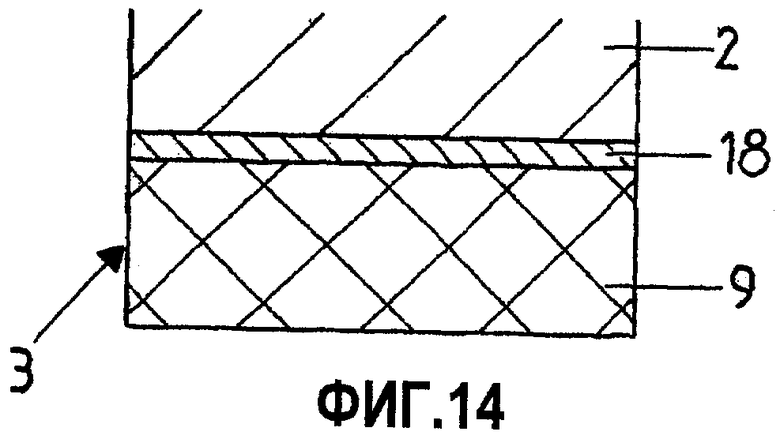
Фиг. 14 - соединение между керамической подложкой и образованной металлической или медной зоной (медной площадкой) контактной поверхностью, изготовленное с использованием способа активного припоя.
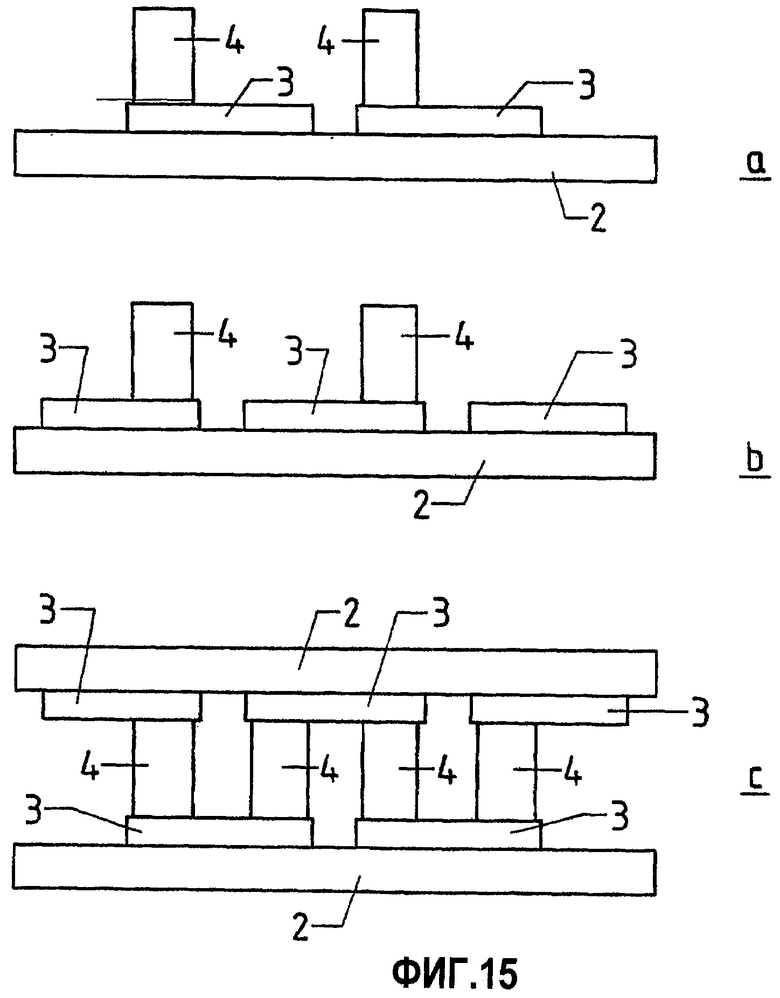
Фиг. 15 - различные этапы изготовления модуля Пельтье.
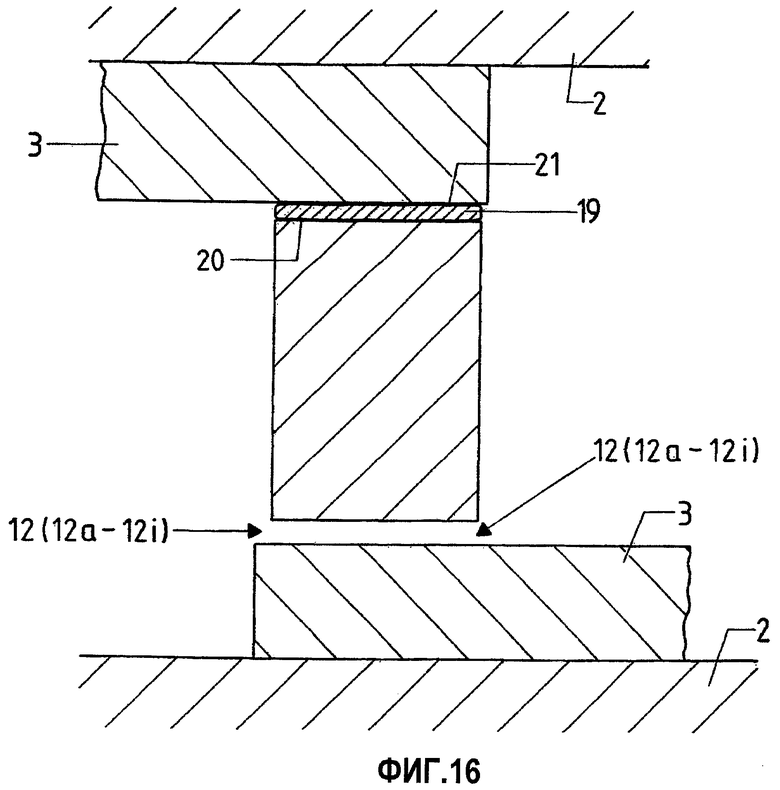
Фиг. 16 - в увеличенном изображении расположенный между двумя контактными поверхностями элемент Пельтье (чип Пельтье).
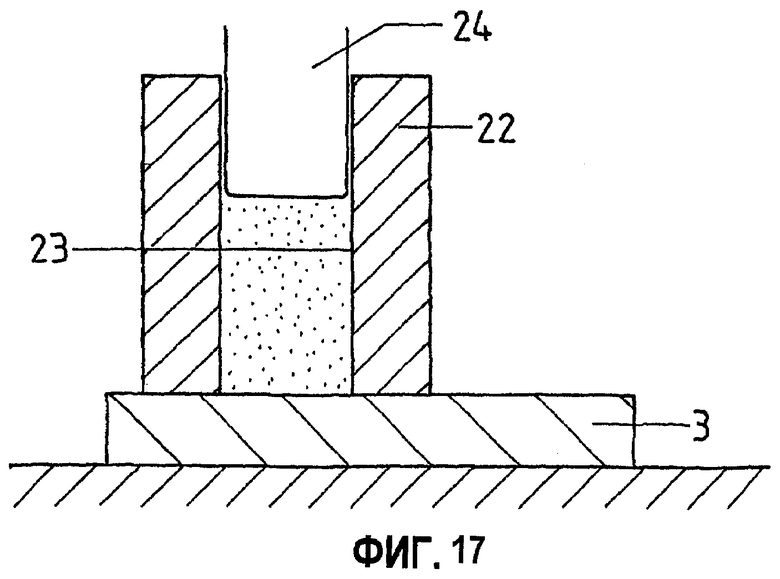
Фиг. 17 - упрощенное изображение способа для изготовления элемента Пельтье и для одновременного соединения элемента с контактной поверхностью соответственно путем спекания в совместном процессе спекания.
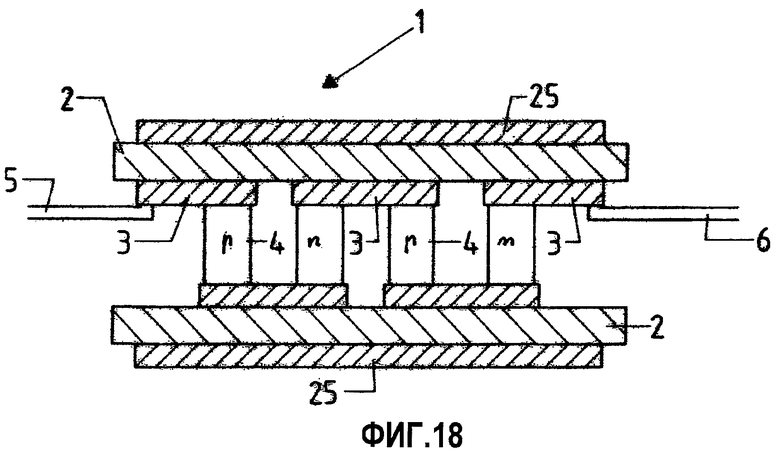
Фиг. 18 - изображение, аналогичное фиг. 1, модуля Пельтье согласно другому возможному варианту осуществления изобретения.
На фиг. 1 показано упрощенное изображение модуля Пельтье, который состоит известным образом из двух пластинчатых керамических подложек 2, которые на обращенных одна к другой сторонах снабжены соответственно структурированной, образующей большое число контактных поверхностей 3 металлизацией.
Между контактными поверхностями 3 предусмотрены несколько чипов Пельтье или элементов Пельтье 4, причем таким образом, что эти элементы Пельтье 4 расположены электрически последовательно относительно внешних токоподводов 5 и 6 модуля Пельтье. Для этого элементы Пельтье 4 своими обеими токоподводящими сторонами соединены соответственно не только с контактной поверхностью 3 на верхней на фиг. 1 и нижней на фиг. 1 керамической подложке, но через каждую контактную поверхность 3 на каждой керамической подложке 2 соседние элементы Пельтье соединены так же между собой, как это в принципе известно специалисту, когда речь идет о модулях Пельтье.
На фиг. 1 в целях более простого изображения показан лишь один ряд всего с четырьмя элементами Пельтье 4. Но на самом деле такой модуль Пельтье также по вертикали к плоскости фиг. 1 имеет большое число элементов Пельтье 4 в несколько рядов и столбцов, причем все элементы Пельтье 4 электрически расположены в таком случае последовательно между токоподводами 5 и 6 и при этом касательно их полярности ориентированы так, что прохождение тока возможно через все элементы Пельтье между токоподводами 5 и 6.
На фиг. 2 показано соединение между керамической подложкой 2 и одной токоподводящей стороной элемента Пельтье 4, как оно имеет место обычно в модулях Пельтье, согласно уровню техники. Для изготовления контактных поверхностей 3, согласно уровню техники, вначале под давлением наносят соответствующий расположению контактных поверхностей 3 структурированный слой из содержащей в форме порошка молибден, марганец и/или вольфрам пасты и отжигают при температуре свыше 1100°С в восстановительной атмосфере. Полученный таким образом структурированный в соответствии с расположением контактных поверхностей 3 слой 7 затем никелируют, в частности например химическим осаждением. Тем не менее, так как слой 7 не обладает достаточно высокой проводимостью, а также достаточно большим поперечным сечением для относительно больших токов, с которыми работает модуль Пельтье, то на никелированный слой 7 напаивают посредством мягкого припоя 8 металлические зоны 9 в форме медных пластинок, которые затем с использованием мягкого припоя (напаянный слой 10) спаивают с элементами Пельтье. Чтобы избежать диффузии меди в соответствующие элементы Пельтье, требуется также дополнительный никелированный слой 11 между напаянным слоем и соответствующей медной пластинкой 9. Помимо трудоемкости изготовления такого известного соединения между контактной поверхностью и элементом Пельтье, это соединение имеет неудовлетворительную теплопроводность, что сильно снижает эффективность соответствующего модуля Пельтье.
На фиг. 3 в схематичном изображении показана конструкция соединения между керамической подложкой 2 и соответствующим элементом Пельтье 4 в другом известном варианте осуществления, в котором контактные поверхности 3 образованы структурированной металлизацией, нанесенной на керамическую подложку 2 известным способом непосредственного соединения (direct bonding). При этом образующая контактные поверхности 3 металлизация создана, например, соответственно пленкой меди или медного сплава, которую затем после соединения с соответствующей керамической подложкой 2 структурируют в отдельные контактные поверхности 3 с применением обычно используемых способов, например с применением способа травления с маскированием. Но также в этом известном варианте осуществления элементы Пельтье 4 вновь посредством напаянного слоя 10 из мягкого припоя соединяют с имеющими никелированный слой 11 контактными поверхностями 3. Таким образом, посредством соединения DCB между контактными поверхностями 3 и соответственной керамической подложкой 2 обеспечивается улучшение термических характеристик соответствующего модуля Пельтье, хотя при этом по-прежнему сохраняется как недостаток слой 10 мягкого припоя.
На фиг. 4 показано обозначенное на этой фигуре в целом позицией 12 соединение согласно изобретению между контактной поверхностью 3 и элементом Пельтье. Контактная поверхность 3 в этом варианте осуществления образована металлическими зонами 9 структурированной металлизации, например структурированной пленкой из меди или медного сплава, которая соединена по поверхности с керамической подложкой 2 посредством способа DCB. Керамическая подложка 2 представляет собой, например алюмооксидную керамику (Al2O3), алюмооксидную керамику с добавлением оксида циркония (Al2O3 + ZrO2), алюмонитридную керамику (AIN) или нитридкремниевую керамику (Si2N4). Толщина керамической подложки 2 находится, примерно, в пределах между 0,2 и 1,2 мм. Толщина образующей контактные поверхности 3 металлизации находится, примерно, в пределах между 0,1 и 1,0 мм.
Контактные поверхности 3 соединены с токоподводящей стороной соответствующего элемента Пельтье 4, например, через промежуточный слой 13 из никеля толщиной порядка 1-10 мкм (чтобы избежать диффузии меди к элементу Пельтье 4). Но в принципе можно отказаться от промежуточного слоя 13. Особенность соединения состоит в том, что его создают непосредственно между элементом Пельтье 4 и контактной поверхностью 3, то есть без использования мягкого припоя и т.д.
На фиг. 5 как другая возможность показано другое соединение 12а, которое от соединения 12 отличается по существу лишь тем, что между промежуточным слоем 13 из никеля и элементом Пельтье 4 предусмотрен еще один промежуточный слой 14 из золота толщиной в пределах 0,01 и 1,5 мкм.
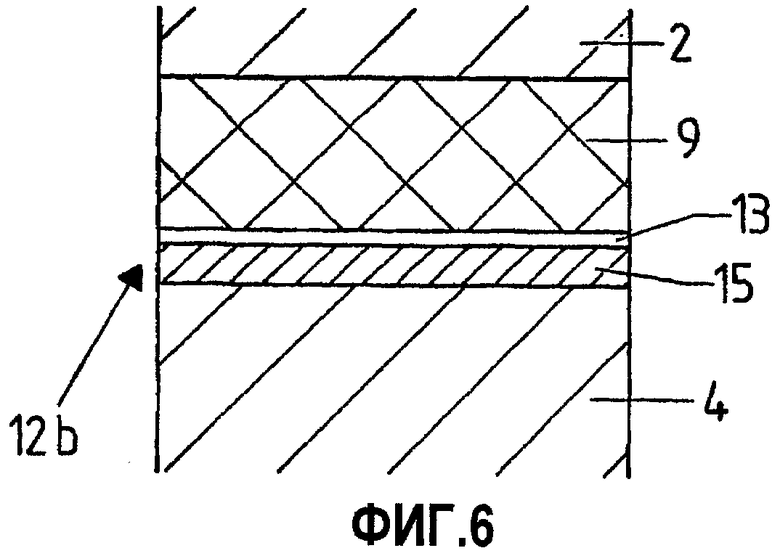
На фиг. 6 показано соединение 12b, которое от соединения 12 отличается по существу тем, что между промежуточным слоем 13 из никеля и токоподводящей стороной элемента Пельтье 4 предусмотрен спекаемый слой 15 из металлического спекаемого материала, через который элемент Пельтье электрически и термически соединен с соответствующей контактной поверхностью 3 или с промежуточным слоем 13 этой контактной поверхности. Спекаемый слой 15 выполнен таким образом, что имеет толщину в пределах между 10 и 20 мкм. Для этого спекаемого слоя подходят металлические спекаемые материалы, например медь, серебро, сплавы меди и серебра. Дополнительно спекаемый материал может содержать также другие компоненты, в частности такие, которые повышают спекаемость и/или снижают температуру спекания. Таким материалом является, например, олово.
Спекаемый слой 15 и, следовательно, соединение между элементом Пельтье 4 и контактной поверхностью 3 создают, например, нанесением порошкового спекаемого материала или содержащей этот материал дисперсии или нанодисперсии на соединяемые поверхности с последующим нагревом на температуру спекания и при заданном давлении спекания, например на температуру спекания, находящуюся ниже температуры плавления вещества Пельтье, образующего соответствующий элемент Пельтье.
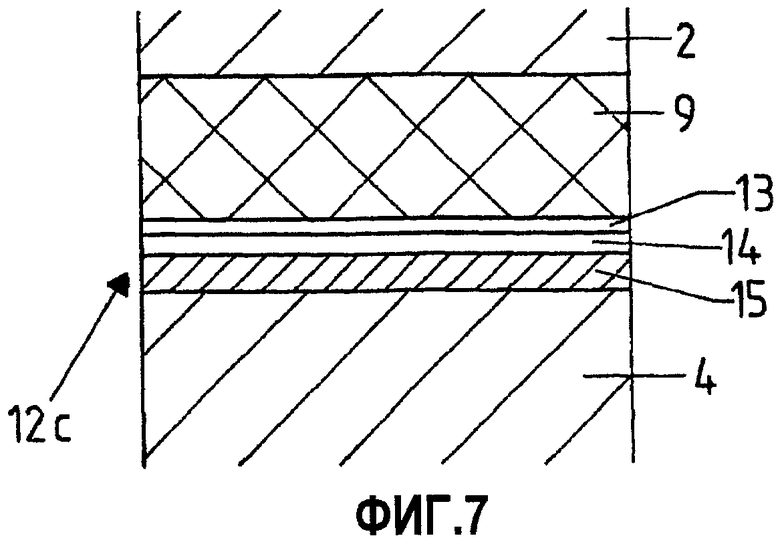
На фиг. 7 как другой возможный вариант показано соединение 12с, которое от соединения 12b отличается лишь тем, что между промежуточным слоем 13 из никеля и спекаемым слоем 15 предусмотрен промежуточный слой 14 из золота, причем также в этом варианте осуществления никелированный слой вновь имеет толщину слоя в пределах между 1 и 10 мкм, а слой золота толщину в пределах между 0,01 и 1,5 мкм.
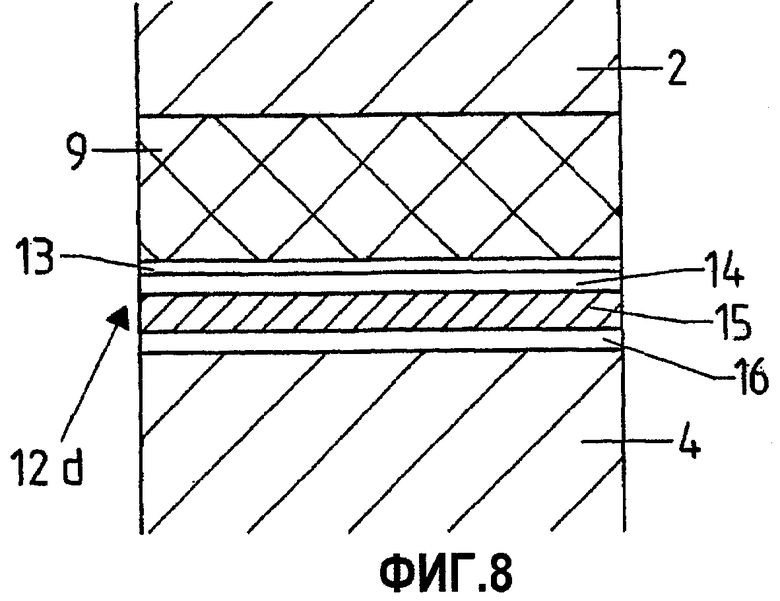
На фиг. 8 как другой возможный вариант показано соединение 12d, которое от соединения 12с отличается тем, что между спекаемым слоем 15 и элементом Пельтье 4 предусмотрен другой промежуточный слой 16 из никеля, который имеет толщину, например, в пределах между 1 и 10 мкм.
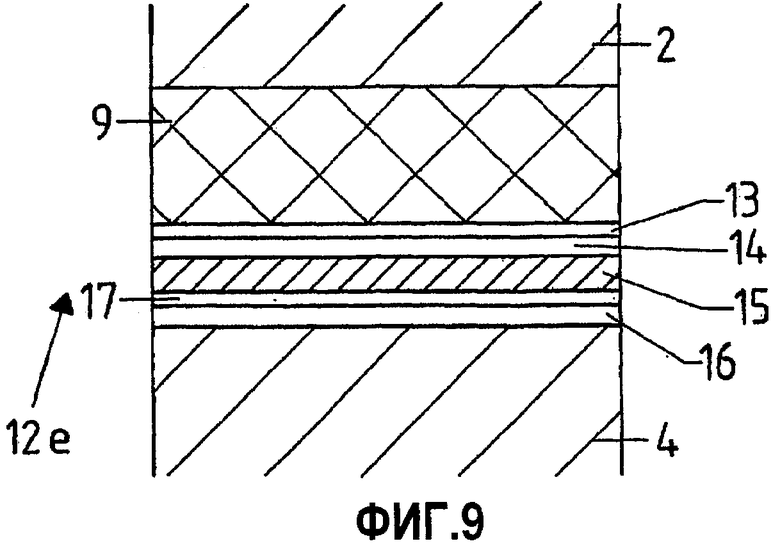
На фиг. 9 показано соединение 12е, которое от соединения 12d отличается тем, что между промежуточным слоем 16 из никеля и спекаемым слоем 15 предусмотрен промежуточный слой 17 из золота, который имеет толщину, например в пределах между 0,01 и 1,5 мкм.
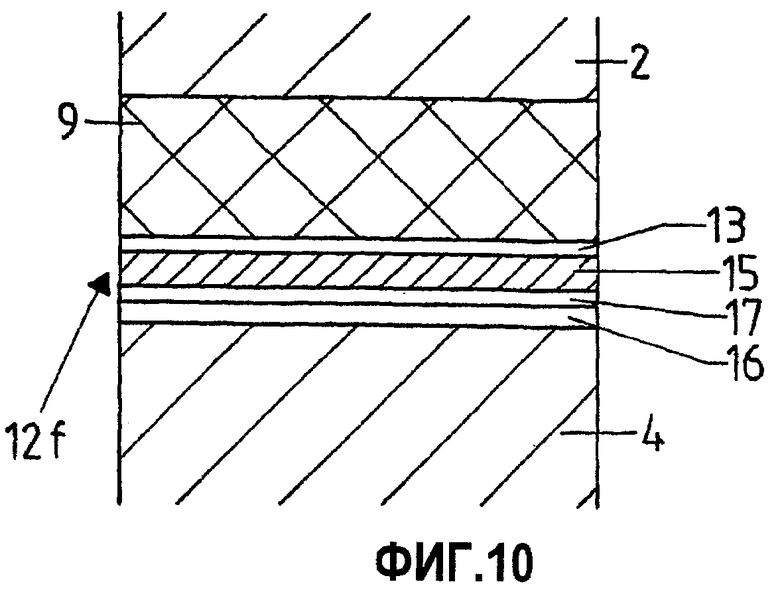
На фиг. 10 показано соединение 12f, соответствующее соединению 12е, но при этом отсутствует промежуточный слой 14 из золота.
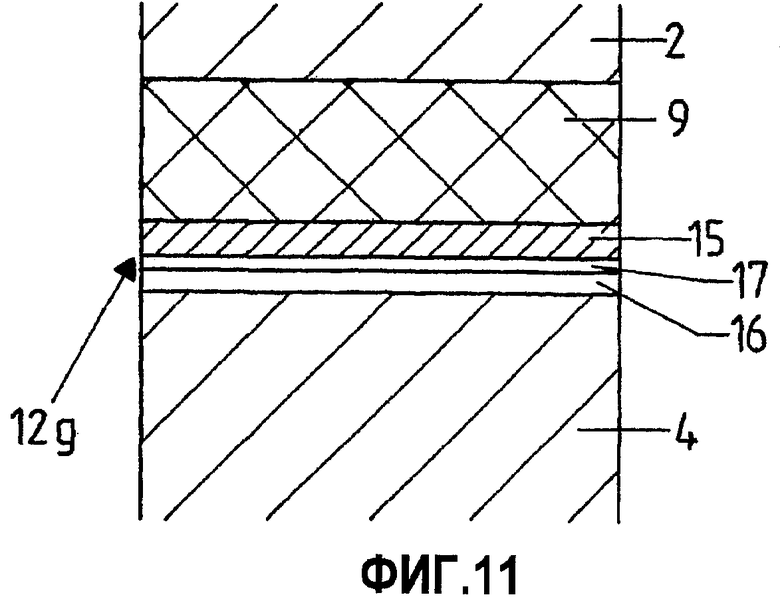
На фиг. 11 показано соединение 12g, в котором также отсутствует промежуточный слой 13 из никеля, то есть спекаемый слой 15 соединяется непосредственно с соответствующей контактной поверхностью 3 или образующей ее металлической зоной 9.
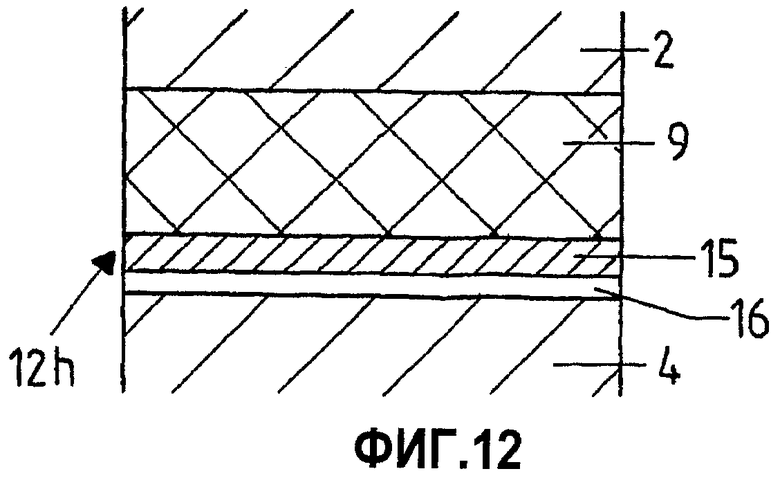
На фиг. 12 показано соединение 12h, которое от соединения 12g отличается тем, что также отсутствует промежуточный слой 17 из золота.
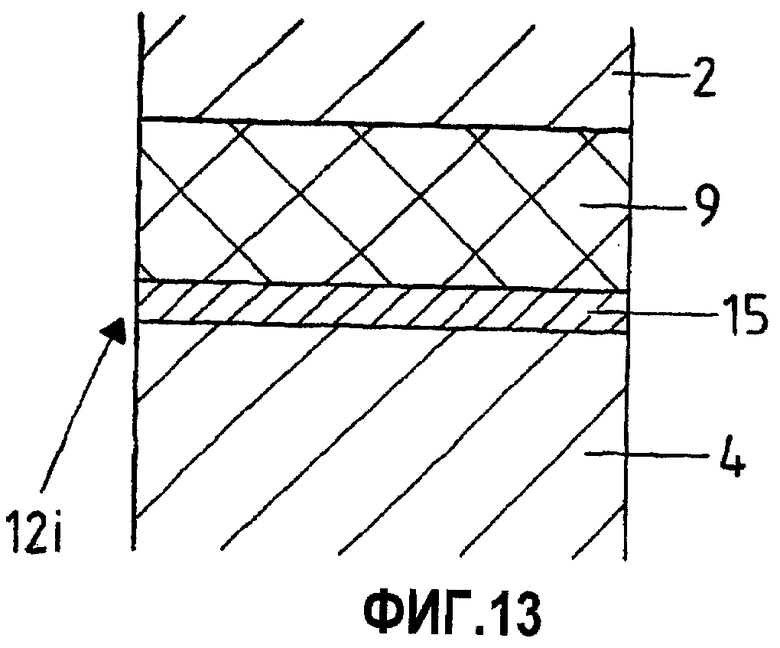
Наконец, на фиг. 13 показано соединение 12i, в котором соответствующая контактная поверхность 3 через спекаемый слой 15 соединяется непосредственно с элементом Пельтье.
Если в вариантах осуществления на фиг. 1-13 контактные поверхности 3 или металлические зоны 9 образованы соответственно наносимыми способом DCB на соответствующую керамическую подложку 2 металлизациями 7, то в соответствии с фиг. 14 также имеется возможность соединения образующей контактные поверхности 3 или металлические зоны 9 металлизации с соответствующей керамической подложкой посредством активного припоя, то есть посредством слоя активного припоя 18. Слой активного припоя 18 содержит в этом случае известным специалисту образом подходящий в качестве активного припоя сплав, например сплав меди и серебра с компонентом активного припоя, например титаном, гафнием, цирконием. Толщина слоя активного припоя находится здесь, например, в пределах между 1 и 20 мкм. Соединенные посредством активного припоя с соответствующей керамической подложкой 2 контактные поверхности 3 также могут быть соединены здесь различными видами соединений, например соединениями 12, 12а-12i, с соответствующим элементом Пельтье.
Более детально изготовление модулей Пельтье 1 с вышеописанными переходами 12, 12а-12i осуществляется, согласно фиг. 15, таким образом, что изготовленную соответствующим образом пластину Пельтье делят на отдельные элементы Пельтье 4, и затем эти элементы закрепляют на контактных поверхностях 3 керамических подложек 2 при помощи одного из соединений 12 или 12а-12i, так что за счет соответствующего соединения на каждой контактной поверхности 3 предусмотрен один элемент Пельтье 4, то есть на всех контактных поверхностях 3 соответственно керамической подложки соответственно с одинаковой электрической ориентацией или с одинаковой полярностью. Соответственно две показанные на фиг. 15 на позициях а и b керамические подложки, снабженные предварительно элементами Пельтье 4, налагают затем, согласно позиции с на фиг. 15, одна на другую, так что элементы Пельтье 4 располагаются электрически последовательно на контактных поверхностях 3. Посредством нанесенного на свободных концах или токоподводящих сторонах элементов Пельтье 4 слоя припоя 19 элементы Пельтье на каждой керамической подложке 2 своими, прежде свободно лежащими, неконтактирующими токоподводящими сторонами, соединяют механически, равно как и электрически соответственно с контактной поверхностью 3 соответственно на другой керамической подложке 2. Между слоем припоя 15 и элементом Пельтье 4 предусмотрен по меньшей мере один промежуточный слой 20, например никелированный слой. По меньшей мере еще один промежуточный слой 21, например никелированный слой, предусмотрен между слоем припоя 15 и соответствующей контактной поверхностью 3.
Нанесение промежуточных слоев 20, а также других промежуточных слоев, например промежуточных слоев 13, 16 и 17, на элементы Пельтье 4 осуществляется, например, после раздела пластины Пельтье на отдельные элементы Пельтье с использованием соответствующего способа, например электролитического и/или путем химического осаждения. Далее, когда речь идет о промежуточных слоях из серебра, имеется возможность изготовления этих слоев нанесением содержащей материал промежуточных слоев дисперсии, например нанодисперсии, или соответствующей пасты, а именно, например, под давлением с использованием сетчатых шаблонов, масок или трафаретов.
Изготовление керамических подложек осуществляется в вариантах на фиг. 4-13 таким образом, что при помощи способа DCB по меньшей мере на одной стороне поверхности соответствующего керамического слоя или соответствующей керамической подложки 2 наносят металлизацию в форме медной пленки, а затем ее структурируют с использованием соответствующего способа, например маскирования и травления в образующих отдельные контактные поверхности 3 или площадки металлических зонах 9.
Нанесение отдельных промежуточных слоев, например промежуточных слоев 13 и 14, осуществляется, например, способом гальванического и/или химического осаждения. Далее, когда речь идет о промежуточных слоях из серебра, имеется возможность изготовления этих слоев нанесением содержащей материал промежуточных слоев дисперсии, например нанодисперсии, или соответствующей пасты, а именно, например, под давлением с использованием сетчатых шаблонов, масок или трафаретов.
В варианте осуществления согласно фиг. 14 после нанесения образующей контактные поверхности 3 металлизации в виде металлической или медной пленки с использованием активного припоя или слоя активного припоя 18 в этом случае также с соответствующими мерами (например, способ маскирования и травления), осуществляется структурирование металлизации на отдельные образующие контактные поверхности 3 металлические зоны 9, после чего на эти металлические зоны 9 в зависимости от обстоятельств наносят один или несколько промежуточных слоев, а именно вновь гальваническим или химическим осаждением и/или нанесением содержащей в форме порошка металл промежуточного слоя дисперсии (например, также нанодисперсии) или пасты, под давлением с использованием сетчатых шаблонов, масок или с использованием трафаретов.
Монтаж элементов Пельтье 4 на контактные поверхности 3 стыкуемыми или соединительными поверхностями или токоподводящими сторонами как без промежуточного слоя, так и с одним или несколькими промежуточными слоями, при том что контактные поверхности также могут быть без промежуточного слоя или с одним или несколькими промежуточными слоями, осуществляется в вариантах фиг. 6-13 соответственно посредством спекаемого слоя 15. Для этого по меньшей мере на одну из соединяемых поверхностей наносят металлический спекаемый материал в форме порошка, например, как дисперсию или нанодисперсию. Вслед за этим при температуре спекания и ниже температуры спекания формируют спекаемый слой 15.
При этом температура спекания находится ниже температуры плавления материала элементов Пельтье 4, например на 30-50°С ниже этой температуры плавления, но составляет по меньшей мере 120°C. В принципе имеется также возможность выполнить эту приварку спеканием вначале на предварительной фазе спекания без приложения давления, то есть до того, как из спекаемого материала образуется слой с закрытыми порами, и лишь затем последует спекание при температуре спекания и, например, при повышенном давлении спекания. Соответствующий спекаемый слой формируют так, что его толщина находится, например, в пределах между 10 и 200 мкм. Особенно подходящим для приварки спеканием или для формирования спекаемого слоя 15 является так называемый искроплазменный способ спекания (Spark-Plasma-Sinterverfahren), при котором за счет прохождения тока через спекаемый материал генерируется необходимая температура спекания.
Выше в связи с фиг. 15 и 16 отправной точкой было то, что элементы Пельтье 4 соединены с контактной поверхностью 3 керамической подложки 2 соответственно лишь одной токоподводящей стороной посредством спекаемого слоя 15 или спекающего соединения, в то время как соединение другой токоподводящей стороны с контактной поверхностью 3 осуществляется посредством напаянного слоя 19, например слоя мягкого или твердого припоя или также посредством соответствующего соединения спеканием (спекающего сцепления). В соответствующем варианте реализации способа обе токоподводящие стороны каждого элемента Пельтье 4, разумеется, можно также соединить с контактными поверхностями 3 посредством приварки спеканием, с использованием при необходимости промежуточных слоев.
На фиг. 18 в схематичном изображении показан способ, в котором элементы Пельтье 4 не изготовлены заранее, и керамические подложки 2 позже снабжают на контактных поверхностях 3 вышеописанным образом элементами Пельтье 4, при этом, например, с использованием шаблонов или масок; наоборот, в этом способе элементы Пельтье 4 изготовляют спеканием под воздействием температуры и давления и при этом одновременно наносят спеканием на контактные поверхности 3. Таким образом, изготовление соответствующего элемента Пельтье 4 и соединение этого элемента с контактной поверхностью 3 осуществляется спеканием за одну и ту же рабочую операцию. В этом способе используют маску 22, содержащую множество отверстий 23, каждое из которых образует форму для изготовления одного элемента Пельтье 4. Маску 22 наносят соответственно на подготовленную с контактными поверхностями 3 керамическую подложку 2 таким образом, что каждое отверстие 23 находится там, где с контактной поверхностью 3 должен соединяться элемент Пельтье 4.
Для изготовления элементов Пельтье отверстия 23 заполняют соответствующей порошковой смесью, например смесью из цинка Zn и сурьмы Sb, из свинца Pb и теллура Te, из висмута Bi и теллура Te, из серебра Ag, Bb, сурьмы Sb и теллура Te или из свинца Pb, теллура Te и селена Se. При помощи точно введенных в отверстия 23 пуансонов 24, которые являются, например, составной частью штампа, помещенную в отверстиях 23 порошковую смесь подвергают давлению спекания, под действием температуры спекания она превращается в соответствующий элемент Пельтье 4, который одновременно соединяется спеканием или приваривается к соответствующей контактной поверхности 3. Особенно подходящим для этого способа является опять-таки так называемый искроплазменный способ спекания, в котором проходящий, например, между соответствующим пуансоном 4 и контактной поверхностью 3 ток генерирует необходимую температуру спекания.
Также в этом способе контактные поверхности 3 образованы либо металлическими зонами 9, либо медными слоями без промежуточного слоя или снабженными одним или несколькими промежуточными слоями. Согласно этому способу изготовляют, например, соединения 12 и 12а. Изготовление и приваривание спеканием отдельных элементов Пельтье 4 также на этот раз осуществляется, согласно фиг. 15, таким образом, что каждый элемент Пельтье 4 предусмотрен с одной токоподводящей стороной на контактной поверхности 3 керамической подложки 2 и отстоит от этой контактной поверхности. Затем в соответствии с позицией с на фиг. 15, посредством напаянного слоя 19, например слоя мягкого или твердого припоя, или также посредством соответствующего соединения спеканием, прежде свободные токоподводящие концы элементов Пельтье каждой керамической подложки 2 соединяют с контактными поверхностями 3 другой керамической подложки 2.
При использовании специального способа маскирования и загрузки все элементы Пельтье на контактных поверхностях 3 одной из двух керамических подложек изготовляемого модуля Пельтье можно сформировать и соединить с контактными поверхностями 3 посредством спекания, так что затем на втором этапе способа после охлаждения элементов Пельтье их свободно лежащие токоподводящие стороны могут быть электрически и механически соединены с контактными поверхностями 3 на второй керамической подложке 2 соответствующего модуля Пельтье, также, например, за счет слоя мягкого или твердого припоя или посредством спекаемого слоя.
Специально для приваривания спеканием, то есть в соединениях, которые как соединения 12b-12i имеют спекаемый слой 15, может быть логичным, что соответствующую керамическую подложку 2 снабжают на обратной относительно элементов Пельтье 4 стороне поверхности дополнительным металлическим слоем 25, например медным слоем, который в этом случае среди прочего повышает прочность и надежность керамических подложек 2 во время процесса спекания, как это представлено на фиг. 18 для другого варианта осуществления, в котором элементы Пельтье 4 попеременно изготовлены из материала, легированного n-примесями и p-примесями, а не так, как в варианте на фиг. 1, соответственно с одним участком, легированным n-примесями, и другим участком, легированным p-примесями.
Выше изобретение описано на различных примерах осуществления. Разумеется, возможны многочисленные изменения, а также модификации, если они не выходят за рамки существа изобретения.
Перечень позиций на чертеже
1 Модуль Пельтье
2 Керамическая подложка
3 Контактная поверхность
4 Элемент или чип Пельтье
5, 6 Токоподвод модуля Пельтье
7 Металлизация
8 Слой мягкого припоя
9 Металлическая зона (металлическая или медная площадка)
10 Слой мягкого припоя
11 Никелированный слой
12, 12а-12i Соединение между элементом Пельтье 4 и контактной поверхностью 3 или металлическая площадка контактной поверхности 3
13 Промежуточный слой из никеля
14 Промежуточный слой из серебра и/или золота
15 Спекаемый слой
16 Никелированный слой
17 Промежуточный слой из серебра и/или золота
18 Слой активного припоя
19 Слой мягкого припоя
20, 21 Промежуточный слой из никеля, серебра или золота
22 Маска
23 Отверстие
24 Отдельный пуансон штампа
25 Металлический или медный слой
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОСТРАНСТВЕННО ОРИЕНТИРОВАННЫЙ ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2611562C1 |
| Способ изготовления плоского керамического коллектора | 1981 |
|
SU1020899A1 |
| ПЕЧАТНАЯ ПЛАТА, В ЧАСТНОСТИ, ДЛЯ СИЛЬНОТОЧНОГО ЭЛЕКТРОННОГО МОДУЛЯ, СОДЕРЖАЩЕГО ЭЛЕКТРОПРОВОДЯЩУЮ ПОДЛОЖКУ | 2013 |
|
RU2605439C2 |
| КАРКАСЫ ДЛЯ ДЕТАЛЕЙ ИЛИ СХЕМ | 2007 |
|
RU2434313C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОГО СИЛОВОГО МОДУЛЯ ПОСРЕДСТВОМ АДДИТИВНОЙ ТЕХНОЛОГИИ И СООТВЕТСТВЕННЫЕ ПОДЛОЖКА И МОДУЛЬ | 2018 |
|
RU2750688C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2014 |
|
RU2558323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЗИРОВАННОЙ, СОСТОЯЩЕЙ ИЗ АЛЮМИНИЯ ПОДЛОЖКИ | 2013 |
|
RU2602844C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1998 |
|
RU2216602C2 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ ИС | 2013 |
|
RU2528392C1 |
| ПОДЛОЖКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ (ВАРИАНТЫ) И МЕТАЛЛИЧЕСКОЕ СОЕДИНЕННОЕ ИЗДЕЛИЕ | 1998 |
|
RU2196683C2 |
Изобретение относится к термоэлектричеству, а именно к изготовлению модулей Пельтье с расположенными между двумя подложками (2) несколькими элементами Пельтье (4). Сущность: элементы Пельтье (4) при изготовлении соединяют на токоподводящей стороне посредством спекаемого слоя (15) или приваривания спеканием с контактной поверхностью (3). Причем изготовление элементов Пельтье (4) и приваривание спеканием осуществляют в ходе совместной операции с использованием маски (22), содержащей множество отверстий (23). Маску (22) наносят соответственно на подготовленную керамическую подложку (2) с контактными поверхностями (3) таким образом, что каждое отверстие (23) находится над контактной поверхностью (3). Отверстия (23) заполняют материалом для изготовления элементов Пельтье, который затем путем спекания и приложения давления превращают в элементы Пельтье (4). При этом отверстия (23) заполняют материалом для изготовления элементов Пельтье в виде порошковой смеси. Спекание и приваривание спеканием осуществляют посредством искроплазменного способа спекания при приложении давления спекания. Технический результат: упрощение изготовления, улучшение термических свойств и эффективности модуля. 2 н. и 13 з.п. ф-лы, 18 ил.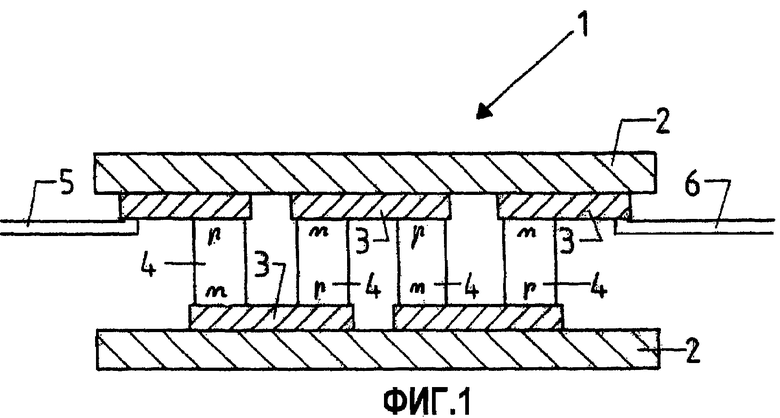
1. Способ изготовления модулей Пельтье (1) с расположенными между по меньшей мере двумя подложками (2) несколькими элементами Пельтье (4), при этом подложки (2) по меньшей мере на своих обращенных к элементам Пельтье (4) сторонах, изготовлены из электроизолирующего материала и снабжены на этих сторонах образованными металлическими зонами (9) контактными поверхностями (3), с которыми элементы Пельтье (4) при изготовлении соединяют на токоподводящей стороне посредством спекаемого слоя (15) или приваривания спеканием с контактной поверхностью (3), причем изготовление элементов Пельтье (4) и приваривание спеканием осуществляют в ходе совместной операции с использованием маски (22), содержащей множество отверстий (23), причем маску (22) наносят соответственно на подготовленную керамическую подложку (2) с контактными поверхностями (3) таким образом, что каждое отверстие (23) находится над контактной поверхностью (3), при этом отверстия (23) заполняют материалом для изготовления элементов Пельтье, который затем путем спекания и приложения давления превращают в элементы Пельтье (4), отличающийся тем , что отверстия (23) заполняют материалом для изготовления элементов Пельтье в виде порошковой смеси, при этом спекание и приваривание спеканием осуществляют посредством искроплазменного способа спекания при приложении давления спекания.
2. Способ по п.1, отличающийся тем, что порошковой смесью является смесь из цинка (Zn) и сурьмы (Sb); из свинца (Рb) и теллура (Те); из висмута (Bi) и теллура (Те); из серебра (Ag), Pb, сурьмы (Sb) и теллура (Те) или из свинца (Pb); из теллура (Те) и селена (Se).
3. Способ по п.1, отличающийся тем, что каждый элемент Пельтье (4) на дополнительном этапе способа своей другой, прежде свободной токоподводящей стороной соединяют с контактной поверхностью второй подложки (2).
4. Способ по п.3, отличающийся тем, что на дополнительном этапе способа соединение осуществляют посредством пайки мягким или твердым припоем или приваривания спеканием.
5. Способ по п.4, отличающийся тем, что на дополнительном этапе способа соединения осуществляют посредством спекания или приваривания спеканием с использованием искроплазменного способа спекания.
6. Способ по п.1, отличающийся тем, что спекание или приваривание спеканием осуществляют при температуре спекания и ниже температуры плавления материала элементов Пельтье (4), например при температуре спекания свыше 100°С и примерно на 30-50°С ниже температуры плавления материала элементов Пельтье.
7. Способ по п.1, отличающийся тем, что спекание или приваривание спеканием осуществляют при давлении спекания более 10 бар, в частности в пределах между примерно 10 и 300 бар.
8. Способ по п.4, отличающийся тем, что приваривание спеканием на дополнительном этапе способа осуществляют с использованием металлического спекаемого материала, в частности меди, серебра и/или сплава меди и серебра.
9. Способ по п.4, отличающийся тем, что спекаемый материал для приваривания спеканием наносят толщиной в пределах между 10 и 200 мкм.
10. Способ по п.8 или 9, отличающийся тем, что металлический спекаемый материал наносят как таковой в форме порошка, предпочтительно в форме, содержащей порошковый или нанодисперсный спекаемый материал дисперсии или пасты и/или с добавками, в частности добавками, снижающими температуру спекания и/или давление спекания, например оловом.
11. Способ по п.1, отличающийся тем, что приваривание спеканием осуществляют непосредственно на образующих контактные поверхности (3) металлических зонах (9).
12. Способ по п.1, отличающийся тем, что перед привариванием спеканием образующие контактные поверхности (3) металлические зоны (9) и/или элементы Пельтье (4) на их свободных токопроводящих поверхностях снабжают по меньшей мере одним промежуточным слоем (13, 14, 16, 17) из металла, например промежуточным слоем из никеля и/или, серебра и/или, золота, при этом промежуточный слой выполняют, в частности, гальваническим и/или химическим осаждением и/или нанесением образующего промежуточный слой материала в виде пасты или дисперсии, например нанодисперсии.
13. Способ по п.1, отличающийся тем, что в качестве подложки используют керамическую подложку, например из алюмооксидной керамики, из алюмооксидной керамики с добавлением оксида циркония, из алюмонитридной керамики или нитридкремниевой керамики.
14. Способ по п.1, отличающийся тем, что образующие контактные поверхности (3) металлические зоны (9) создают нанесением и структурированием металлизации, например, в форме металлической или медной пленки, при этом нанесение образующей металлизацию металлической или медной пленки осуществляют с использованием способа непосредственного соединения или активного припоя.
15. Модуль Пельтье с расположенными соответственно по меньшей мере между двумя подложками (2) несколькими элементами Пельтье (4), при этом подложки (2), по меньшей мере на своих обращенных к элементам Пельтье (4) сторонах, изготовлены из электроизолирующего материала и снабжены на этих сторонах образованными металлическими зонами (9) контактными поверхностями (3), с которыми элементы Пельтье (4) соединены, отличающийся тем, что изготовлен способом по любому из пп.1-14.
| US 6127619 A, 03.10.2000 | |||
| JP 2004273489 A, 30.09.2004 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| JP 2003332644 A, 21.11.2003 | |||
| Способ коммутации термоэлементов | 1960 |
|
SU137558A1 |
| RU 97113520 A, 20.08.1997. | |||

