Изобретение относится к способу изготовления металлизированной подложки, при этом подложка по меньшей мере частично, предпочтительно полностью состоит из алюминия и/или алюминиевого сплава.
Алюминиевый материал приобретает, в частности, в области силовой полупроводниковой техники все большее значение. За счет его относительно небольшого веса и небольшой стоимости алюминий часто используется в качестве радиаторов для электронных конструктивных элементов, таких как, например, силовые полупроводниковые модули (например, LED, IGBT или MOSFET), или непосредственно в качестве проводящих ток проводников, в частности, в качестве сборной шины. Алюминий имеет для этих целей применения как очень большую теплопроводность примерно 235 Вт/(м*К), так и очень высокую электрическую проводимость примерно 37*106 А/(В*м). Химическим свойством алюминия является очень быстро образующийся на воздухе тонкий слой оксида, который образуется за счет контакта с кислородом атмосферы вследствие процесса окисления на поверхности алюминиевого тела. Хотя этот слой оксида образует, с одной стороны, защиту от коррозии, однако, с другой стороны, затрудняет соединение алюминия с другими материалами с помощью пайки, сварки или других известных технологий соединения.
Поэтому в основу изобретения положена задача создания улучшенного способа изготовления металлизированной подложки, которая состоит большей частью из алюминия и/или алюминиевого сплава. В частности, должна быть обеспечена возможность пайки поверхности подложки для выполнения электрического контакта с подложкой.
Эта задача решена, согласно изобретению, с помощью признаков п. 1 формулы изобретения. Предпочтительные варианты выполнения изобретения указаны в зависимых пунктах формулы изобретения.
Согласно изобретению предусмотрено, что на поверхность подложки наносят по меньшей мере в некоторых зонах проводящую пасту, в первой фазе обжига подвергают проводящую пасту воздействию по существу постоянно повышающейся температуры обжига, при этом температуру обжига повышают до задаваемой максимальной температуры обжига меньше примерно 660°С, во второй фазе обжига подвергают проводящую пасту в течение задаваемого промежутка времени воздействию по существу задаваемой максимальной температуры обжига, в фазе охлаждения охлаждают проводящую пасту и в фазе последующей обработки поверхность проводящей пасты подвергают последующей механической обработке, предпочтительно щеточной обработке.
С помощью указанных стадий способа можно надежно металлизировать поверхность подложки, в частности алюминиевой подложки. Зоны, на которые с помощью указанного способа наносят проводящую пасту и спекают в соответствии со стадиями способа, можно использовать для электрического контактирования подложки вместо имеющейся в этой зоне окисленной поверхности подложки. Этот электрически проводящий слой, который образуется по меньшей мере в некоторых зонах за счет нанесения и спекания проводящей пасты, можно применять в последующем, например, для припаивания электронного конструктивного элемента или же для припаивания радиатора, при этом сам радиатор может состоять также из алюминия.
При этом подложка может по меньшей мере частично, предпочтительно полностью состоять из алюминиевого материала с возможно более высокой долей алюминия. Предпочтительно, применяется алюминиевый материал типа EN AW-1050A или AW-1060A в соответствии с Европейским стандартом EN 573, который содержит по меньшей мере 99,5 мас.%, соответственно, 99,6 мас.% алюминия. Несмотря на несколько меньшую температуру плавления и меньшую теплопроводность по сравнению с указанными, по существу чистыми алюминиевыми материалами, можно использовать также алюминиевые сплавы, например, алюминиевые сплавы, содержащие марганец или магний, такие как, например, EN AW-3003 (AlMn1Cu), EN AW-3103 (AlMn1), EN AW-5005 (AlMg1) или EN AW-5754 (AlMg3).
С помощью способа согласно изобретению, обеспечивается возможность избирательной металлизации отдельных зон поверхности основанной на алюминии подложки, при этом металлизированные зоны в виде спеченной проводящей пасты непосредственно соединены с замыканием по материалу с подложкой, и за счет этого достигается высокая электрическая проводимость и высокая теплопроводность от проводящей пасты к подложке и наоборот. Кроме того, металлизированные зоны представляют пригодные для пайки зоны, с помощью которых подложку можно соединять обычным образом с другими компонентами. Так, например, с применением обычных паяльных средств, таких как эвтектические припои Sn-Pb, Sn-Ag-Cu или Sn-Au, можно припаивать на металлизированные зоны отдельные электронные конструктивные элементы.
Для улучшенного отвода тепла можно с помощью металлизированных зон напаивать на алюминиевую подложку также свободные от потенциала соединительные выводы компонентов, таких как силовые модули LED или модули силовых полупроводников, без необходимости применения промежуточного изолирующего слоя и без дорогостоящей теплопроводной пасты на основе серебра, за счет чего достигается в целом уменьшенное тепловое сопротивление. За счет уменьшенного теплового сопротивления и повышенной теплопроводности может быть уменьшена конструктивная величина соединяемых с подложкой компонентов, или же они могут работать с повышенной отдачей мощности. Для припаивания компонентов на металлизированные зоны можно применять обычные припои (смотри выше). Таким образом, можно отказаться от специальных алюминиевых припоев, которые содержат часто галогены или другие вредные для здоровья вещества.
Другой областью применения предлагаемого способа является металлизация алюминиевых сборных шин для улучшения надежности соединения с присоединяемыми к ним электрическими кабелями. За счет металлизации поверхности алюминиевой сборной шины основанной на меди проводящей пастой можно исключать, в частности, внутриметаллические диффузии и электрохимические реакции с присоединенными к ним медными электрическими кабелями.
Согласно одному особенно предпочтительному варианту выполнения может быть предусмотрено, что проводящая паста наносится на поверхность подложки с помощью способа трафаретной печати. Технология трафаретной печати является принятым способом создания проводящих полосок на подложках. В области силовой полупроводниковой техники часто в качестве подложки используется так называемая изолированная металлическая подложка (IMS), которая содержит сердечник из алюминия и которая окружена электрически изолирующим, соответственно, диэлектрическим слоем. Сердечник из алюминия используется в этом случае для улучшенной теплопроводности. Сами проводящие полоски, которые нанесены на изоляционный слой, например, с помощью технологии трафаретной печати, при этом не находятся в контакте с сердечником из алюминия.
Однако целью изобретения является достижение непосредственного электрического контакта расположенных на подложке проводящих полосок с самой подложкой. Это обеспечивается тем, что с помощью предлагаемого способа проводящие полоски, соответственно, проводящие поверхности могут быть расположены непосредственно на подложке, без необходимости образования между ними изолирующего слоя. Достигается замыкание по материалу между спеченной проводящей пастой и подложкой, за счет которого спеченная проводящая паста находится непосредственно в электрическом и тепловом контакте с подложкой. При этом можно использовать обычные проводящие пасты в виде толстослойных паст или спекаемых паст. За счет пористости толстослойных паст можно компенсировать различные тепловые расширения проводящей пасты и подложки, за счет чего может быть повышена надежность соединения между проводящей пастой и подложкой, в частности, при нагрузке с сильно изменяющейся температурой, как, например, в области автомобильной техники.
За счет аддитивной природы технологии трафаретной печати, при которой на подложке создаются слои, можно для металлизации поверхности отказаться дополнительно от использования способов экспонирования и травления, что приводит к уменьшению стоимости предлагаемого способа.
Толстослойная паста содержит обычно по меньшей мере один металлический порошок в качестве электрически проводящего средства, неорганический порошок (например, стеклянный фритт) в качестве средства сцепления, а также органические связующие и растворяющие средства. Органические связующие и растворяющие средства приводят к пастообразной консистенции с определенными реологическими свойствами, на которые, однако, оказывают влияние также другие составляющие проводящей пасты.
Относительно составляющей части электрически проводящего металлического порошка может быть предусмотрено, что проводящая паста содержит медный порошок. Однако, естественно, возможно также применение проводящей пасты, содержащей серебряный и/или золотой порошок. Однако использование медного порошка является значительно более дешевым.
Относительно составляющей части неорганического порошка может быть предпочтительно предусмотрено, что применяется проводящая паста, содержащая стекло из системы PbO-B2O3-SiO2 и/или стекло, содержащее Bi2O3. За счет этого во время процесса спекания в предлагаемом способе, несмотря на преобладающие при этом относительно небольшие температуры обжига, достигается очень хорошее сцепление проводящей пасты с подложкой.
После печати проводящей пасты, например, с помощью известного из уровня техники способа трафаретной печати проводящая паста остается на основании своих реологических свойств по существу на соответствующих зонах, без заслуживающего упоминания растекания. Для оптимальной подготовки нанесенной на поверхность подложки проводящей пасты для обжига, соответственно, спекания, может быть предпочтительно предусмотрено, что проводящая паста перед первой фазой обжига сушится в фазе сушки при температуре от примерно 80°С до примерно 200°С, предпочтительно от 100°С до 150°С, особенно предпочтительно при максимально 130°С, предпочтительно в течение промежутка времени от примерно 5 минут до примерно 20 минут. За счет фазы сушки по существу полностью растворяются имеющиеся в проводящей пасте растворяющие средства. При этом предпочтительными являются известные методы сушки, такие как, например, инфракрасная сушка или сушка с помощью горячего воздуха. За счет процесса сушки и связанного с ним растворения растворяющих средств в проводящей пасте, проводящая паста испытывает определенное уменьшение объема. Однако этому можно противодействовать уже заранее посредством, соответственно, более толстого нанесения проводящей пасты.
Обжиг соответственно спекание проводящей пасты в первой и/или второй фазе обжига предлагаемого способа можно предпочтительно осуществлять в печи обжига, при этом в печи обжига установлена температура обжига. Естественно, что в печи обжига можно выполнять также фазу сушки и/или фазу охлаждения. При этом можно предпочтительно использовать печь обжига с транспортировочным устройством.
В зависимости от применяемой комбинации материалов из подложки и проводящей пасты можно применять подходящий профиль обжига. В одном особенно предпочтительном варианте выполнения предусмотрено, что в первой фазе обжига температура обжига повышается по меньшей мере временно на от примерно 40°С в минуту до примерно 60°С в минуту. Кроме того, может быть предусмотрено, что в первой фазе обжига температура обжига повышается до максимальной температуры обжига примерно 580°С, предпочтительно примерно 565°С, особенно предпочтительно примерно 548°С.
Нагревание проводящей пасты свыше 400-450°С приводит к тому, что все содержащиеся органические материалы, такие как, например, органические связующие средства, по существу полностью растворяются, и что неорганические составляющие части (например, стеклянный порошок или стеклянный фритт) размягчаются. Кроме того, при этих температурах начинается процесс спекания металлического порошка. Размягченные стеклянные составляющие проводящей пасты приводят в дальнейшем к хорошему сцеплению проводящей пасты с подложкой.
Максимальная температура обжига ограничена в принципе температурой плавления алюминия, которая составляет примерно 660°С. При использовании проводящей пасты на основе серебра максимальная температура обжига предпочтительно составляет примерно 565°С, а при использовании проводящей пасты на основе меди максимальная температура обжига предпочтительно составляет примерно 548°С. Эти температуры получаются из температур плавления возможно возникающих при этом эвтектических сплавов алюминия и меди, соответственно, алюминия и серебра.
Относительно соответствующей максимальной температуры обжига необходимо для проводящей пасты выбирать подходящие стеклянные составляющие, соответствующая температура (TG) перехода в стеклообразное состояние, соответственно, температура (TS) плавления которых согласованы с максимальной температурой обжига. В соответствии с этим, температура перехода в стеклообразное состояние, соответственно, температура плавления стеклянной составляющей соответствующей проводящей пасты должны лежать, соответственно, ниже указанных максимальных температур обжига с целью обеспечения оптимального сцепления проводящей пасты с подложкой. Подходящими являются стекла из системы PbO-B2O3-SiO2 и/или стекла, содержащие Bi2O3.
Особенно предпочтительно, когда обжиг проводящей пасты во второй фазе обжига выполняют в течение от примерно 5 минут до примерно 30 минут. В принципе, чем длительнее промежуток времени во второй фазе обжига (при максимальной температуре обжига), тем плотнее спекается проводящая паста и имеет тем самым более хорошие свойства для дальнейшей обработки (например, пайки и сварки). Однако при слишком длительном промежутке времени во второй фазе обжига удлиняется, соответственно, время прохождения в типичной печи для обжига, что может отрицательно сказываться на общей производительности.
В другом предпочтительном варианте выполнения может быть предусмотрено, что во второй фазе обжига задаваемая максимальная температура обжига удерживается по существу постоянной.
Кроме того, может быть предпочтительно предусмотрено, что проводящая паста в первой фазе обжига и/или второй фазе обжига находится в атмосфере защитного газа, содержащей азот. Атмосфера защитного газа (например, азота) предпочтительна для вжигания паст для проводящих полосок на основе меди с целью исключения окисления материала проводящих полосок (в зависимости от фазы обжига может иметься остаточное содержание кислорода в несколько промилле). При этом органические связующие вещества такого материала, соответственно, проводящей пасты могут быть выбраны так, что они могут быть восстановлены в атмосфере азота. Для паст проводящих полосок на основе серебра может быть предпочтительной обычная воздушная атмосфера, поскольку при этом не происходит достойного упоминания отрицательного воздействия на поверхность проводящих полосок за счет окисления. Используемые при этом органические связующие вещества могут окисляться с помощью кислорода воздуха.
В одном предпочтительном варианте выполнения изобретения может быть предусмотрено, что в фазе охлаждения температура обжига по меньшей мере временно уменьшается со скоростью от примерно 20°С в минуту до примерно 40°С в минуту, предпочтительно на примерно 30°С в минуту. Предпочтительно, при этом охлаждение осуществляется до окружающей температуры. Чем медленнее происходит охлаждение, тем меньше механические последствия соединения между проводящей пастой и подложкой на основании различных коэффициентов теплового расширения применяемых материалов.
За счет типичного окисления спеченной проводящей пасты, которое происходит во время процесса обжига, соответственно спекания, за счет имеющихся при этом высоких температур, предусмотрено, что поверхность проводящей пасты после охлаждения подвергается соответствующей механической последующей обработке, с целью облегчения дальнейшей обработки, например, для последующего способа пайки или сварки.
Согласно одному предпочтительному варианту выполнения может быть предусмотрено, что проводящая паста наносится с толщиной от примерно 10 мкм до примерно 100 мкм на поверхность подложки. Естественно, возможно также нанесение проводящей пасты с толщиной меньше 10 мкм или проводящей пасты с толщиной больше 100 мкм на поверхность подложки. Может быть также предусмотрено, что предлагаемый способ выполняют несколько раз друг за другом, с целью увеличения получающейся в целом толщины проводящей пасты.
Другие подробности и преимущества данного изобретения следуют из приведенного ниже пояснения со ссылками на прилагаемые чертежи, на которых изображено:
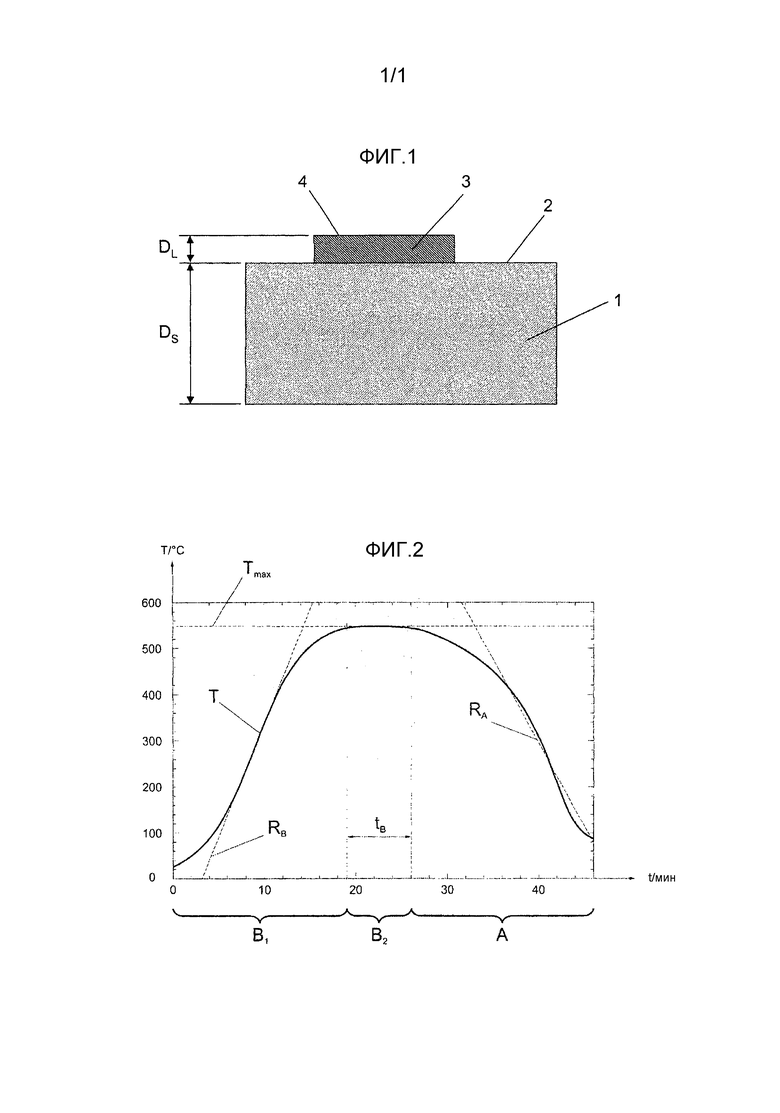
фиг. 1 - разрез подложки с расположенной на ней проводящей пастой; и
фиг. 2 - профиль температуры обжига относительно времени для одного примера выполнения предлагаемого способа.
На фиг. 1 показан (не в масштабе) разрез подложки 1 по существу из чистого алюминия, соответственно алюминиевого сплава высокой чистоты, после выполнения предлагаемого способа. При этом подложка 1 состоит, например, из алюминиевого материала качества EN AW-1050 в соответствии с Европейским стандартом EN 573, который содержит по меньшей мере 99,5 мас.% алюминия. Подложка 1 имеет толщину DS примерно 2 мм и по существу плоскую поверхность 2. В целом подложка 1 может иметь толщину DS по меньшей мере 1 мм, в то время как максимальная целесообразная толщина DS может быть ограничена дальнейшей обработкой подложки 1.
На поверхность 2 подложки 1 с помощью способа трафаретной печати нанесена проводящая паста 3 на основе меди, т.е. применяемая проводящая паста 3 содержит медный порошок в качестве электрически проводящей составляющей части. Подложка 1 вместе с проводящей пастой 3 обработана с помощью предлагаемого способа в соответствии с профилем обжига, показанным на фиг. 2, с целью получения обеспечивающей возможность пайки алюминиевой подложки 1. Толщина DL обожженной, соответственно, спеченной проводящей пасты 3 после применения предлагаемого способа составляет в этом примере примерно 35 мкм. Толщина DL обожженной, соответственно, спеченной проводящей пасты 3 может составлять, например, для паст на основе меди для проводящих полосок от примерно 20 мкм до примерно 40 мкм, и для паст на основе серебра для проводящих полосок может составлять от примерно 10 мкм до примерно 20 мкм. Для улучшения свойств пайки обожженной, соответственно, спеченной проводящей пасты 3 в предлагаемом способе, поверхность 4 спеченной проводящей пасты 3 подвергается последующей механической обработке, например, щеточной обработке (крацеванию).
На фиг. 2 показан возможный профиль обжига для предлагаемого способа. При этом показанный график представляет ход изменения во времени температуры Т обжига в печи обжига, в которой выполняется первая фаза В1 обжига, вторая фаза В2 обжига и фаза А охлаждения. В первой фазе В1 обжига температура Т обжига, исходя из окружающей температуры примерно 22°С, непрерывно повышалась до задаваемой максимальной температуры Tmax примерно 542°С. При этом ход изменения во времени температуры Т обжига является по существу S-образным по существу с линейным участком, на котором температура обжига повышалась со скоростью примерно 46°С в минуту.
После достижения задаваемой максимальной температуры Tmax обжига во второй фазе В2 проводящая паста 3 и подложка 1 подвергались в течение задаваемого промежутка времени tB примерно 9 минут воздействию задаваемой максимальной температуры Tmax обжига примерно 542°С, и тем самым обжигу, соответственно, спеканию проводящей пасты 3.
В последующей фазе А охлаждения температуру Т обжига непрерывно понижали, при этом температура Т обжига в течение времени t уменьшается в соответствии по существу с S-образным ходом изменения температуры. Скорость RA уменьшения температуры Т обжига в фазе А охлаждения составляла в среднем примерно 33°С в минуту.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧАТНАЯ ПЛАТА, В ЧАСТНОСТИ, ДЛЯ СИЛЬНОТОЧНОГО ЭЛЕКТРОННОГО МОДУЛЯ, СОДЕРЖАЩЕГО ЭЛЕКТРОПРОВОДЯЩУЮ ПОДЛОЖКУ | 2013 |
|
RU2605439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЛНЕЧНОГО ЭЛЕМЕНТА | 2013 |
|
RU2636405C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2019 |
|
RU2803161C2 |
| СОЛНЕЧНЫЙ ЭЛЕМЕНТ И МОДУЛЬ СОЛНЕЧНОГО ЭЛЕМЕНТА | 2011 |
|
RU2571444C2 |
| УСТРОЙСТВО С ЖАРОПРОЧНЫМ ПОКРЫТИЕМ, СНАБЖЕННЫМ ПО МЕНЬШЕЙ МЕРЕ ДВУХЦВЕТНЫМ РИСУНКОМ С ПЛАВНЫМИ ПЕРЕХОДАМИ ТОНОВ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УСТРОЙСТВА | 2011 |
|
RU2568864C2 |
| СОЛНЕЧНЫЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ СОЛНЕЧНОГО ЭЛЕМЕНТА И МОДУЛЬ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2532137C2 |
| ЛИСТОВОЕ СТЕКЛО, ОСНАЩЕННОЕ ЭЛЕКТРОПРОВОДЯЩИМ УСТРОЙСТВОМ И ОБЛАДАЮЩЕЕ ПОВЫШЕННОЙ СТОЙКОСТЬЮ К ТЕРМОЦИКЛИРОВАНИЮ | 2016 |
|
RU2731929C2 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ | 2008 |
|
RU2441207C2 |
| ДАТЧИК ВЕСА | 2005 |
|
RU2369845C2 |
| СОЛНЕЧНЫЙ ЭЛЕМЕНТ И МОДУЛЬ СОЛНЕЧНОГО ЭЛЕМЕНТА | 2011 |
|
RU2571167C2 |
Изобретение относится к способу изготовления металлизированной подложки (1), при этом подложка (1) по меньшей мере частично, предпочтительно полностью состоит из алюминия и/или алюминиевого сплава, при этом на поверхность (2) подложки (1) наносят по меньшей мере в некоторых зонах проводящую пасту (3), в первой фазе (B1) обжига подвергают проводящую пасту (3) воздействию постоянно повышающейся температуры (Т) обжига. Причем температуру (Т) обжига повышают по меньшей мере временно от примерно 40°С в минуту до примерно 60°С в минуту, при этом температуру (Т) обжига повышают до задаваемой максимальной температуры (Tmax) обжига меньше примерно 660°С. Во второй фазе обжига подвергают проводящую пасту (3) в течение задаваемого промежутка времени воздействию, по существу, задаваемой максимальной температуры обжига. В фазе охлаждения охлаждают проводящую пасту, и в фазе последующей обработки поверхность (4) проводящей пасты (3) подвергают последующей механической обработке, предпочтительно крацеванию. 18 з.п. ф-лы, 2 ил.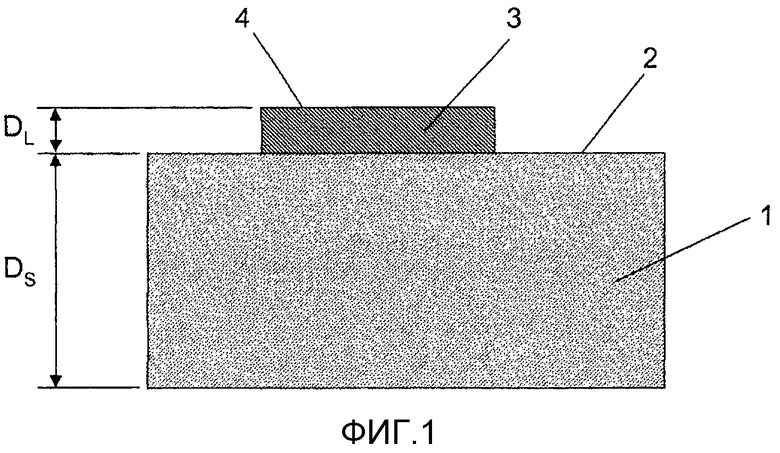
1. Способ изготовления металлизированной подложки (1), которая по меньшей мере частично состоит из алюминия и/или алюминиевого сплава, отличающийся тем, что на поверхность (2) подложки (1) наносят по меньшей мере в некоторых зонах проводящую пасту (3), в первой фазе (B1) обжига подвергают проводящую пасту (3) воздействию постоянно повышающейся температуры (Т) обжига, причем температуру (Т) обжига повышают по меньшей мере временно от примерно 40°С в минуту до примерно 60°С в минуту, при этом температуру (Т) обжига повышают до задаваемой максимальной температуры (Tmax) обжига меньше примерно 660°С, во второй фазе (В2) обжига подвергают проводящую пасту (3) в течение задаваемого промежутка времени (tB) воздействию задаваемой максимальной температуры (Tmax) обжига, а в фазе (А) охлаждения охлаждают проводящую пасту (3) и в фазе последующей обработки поверхность (4) проводящей пасты (3) подвергают последующей механической обработке.
2. Способ по п. 1, отличающийся тем, что подложка (1) полностью состоит из алюминия и/или алюминиевого сплава.
3. Способ по п. 1, отличающийся тем, что механическая обработка представляет собой щеточную обработку.
4. Способ по п. 1, отличающийся тем, что проводящую пасту (3) наносят на поверхность (2) подложки (1) с помощью трафаретной печати.
5. Способ по п. 1, отличающийся тем, что применяют проводящую пасту (3), содержащую медный порошок.
6. Способ по п. 1, отличающийся тем, что применяют проводящую пасту (3), содержащую стекло из системы PbO-В2О3-SiO2 и/или стекло, содержащее Bi2O3.
7. Способ по п. 1, отличающийся тем, что проводящую пасту (3) перед первой фазой (B1) обжига сушат в фазе сушки при температуре от примерно 80°С до примерно 200°С в течение промежутка времени от примерно 5 минут до примерно 20 минут.
8. Способ по п. 7, отличающийся тем, что проводящую пасту перед первой фазой (B1) обжига сушат в фазе сушки при температуре от 100°С до 150°С.
9. Способ по п. 7, отличающийся тем, что проводящую пасту перед первой фазой (B1) обжига сушат в фазе сушки при температуре максимально 130°С.
10. Способ по п. 1, отличающийся тем, что по меньшей мере обжиг проводящей пасты (3) в первой фазе (B1) обжига и/или во второй фазе (В2) обжига осуществляют в печи обжига, при этом в печи обжига установлена температура (Т) обжига.
11. Способ по п. 1, отличающийся тем, что в первой фазе (B1) обжига температуру (Т) обжига повышают до максимальной температуры (Tmax) обжига примерно 580°С.
12. Способ по п. 1, отличающийся тем, что в первой фазе (B1) обжига температуру (Т) обжига повышают до максимальной температуры (Tmax) обжига примерно 565°С.
13. Способ по п. 1, отличающийся тем, что в первой фазе (B1) обжига температуру (Т) обжига повышают до максимальной температуры (Tmax) обжига примерно 548°С.
14. Способ по п. 1, отличающийся тем, что обжиг проводящей пасты (3) во второй фазе (В2) обжига выполняют в течение от примерно 5 минут до примерно 30 минут.
15. Способ по п. 1, отличающийся тем, что во второй фазе (В2) обжига задаваемую максимальную температуру (Tmax) обжига удерживают постоянной.
16. Способ по п. 1, отличающийся тем, что проводящую пасту (3) в первой фазе (B1) обжига и/или второй фазе (В2) обжига подвергают воздействию атмосферы защитного газа, содержащей азот.
17. Способ по п. 1, отличающийся тем, что в фазе (А) охлаждения температуру (Т) обжига по меньшей мере временно уменьшают со скоростью от примерно 20°С в минуту до примерно 40°С в минуту.
18. Способ по п. 1, отличающийся тем, что в фазе (А) охлаждения температуру (Т) обжига по меньшей мере временно уменьшают со скоростью примерно 30°С в минуту.
19. Способ по п. 1, отличающийся тем, что проводящую пасту (3) наносят на поверхность (2) подложки (1) с толщиной от примерно 10 мкм до примерно 100 мкм.
| JP S5441233 A, 02.04.1979 | |||
| Способ управления автономным аснхронным генератора | 1973 |
|
SU543121A1 |
| ПОДЛОЖКА С АЛМАЗНЫМ ПОКРЫТИЕМ | 1994 |
|
RU2138396C1 |
| US 6736988 B1, 18.05.2004 | |||
| US 6074893 A, 13.06.2000. | |||

