ПРЕДПОСЫЛКИ СОЗДАНИЯ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
При непрерывном литье тонкой стальной полосы жидкий металл отливают непосредственно с помощью литейных валков в тонкую полосу. Форма тонкой литой полосы определяется, среди прочего, видом литейных поверхностей литейных валков.
В двухвалковой разливочной машине жидкий металл вводят между парой вращающихся в противоположных направлениях, расположенных сбоку друг от друга литейных валков, которые охлаждаются изнутри, так что металлические оболочки затвердевают на поверхностях движущихся литейных валков и соединяются в зазоре между литейными валками для получения изделия в виде тонкой литой полосы. Термин «зазор» используется здесь для обозначения общей зоны, в которой литейные валки расположены ближе всего друг к другу. Жидкий металл может поступать из ковша через систему подачи металла, состоящую из подвижного промежуточного разливочного устройства и центрального стакана, расположенного над зазором, для образования литейной ванны жидкого металла, опирающейся на литейные поверхности валков над зазором и простирающейся вдоль длины зазора. Данная литейная ванна обычно удерживается огнеупорными боковыми плитами или подпорами, удерживаемыми в скользящем контакте с торцевыми поверхностями литейных валков с тем, чтобы создать границы для двух концов литейной ванны.
Тонкая литая полоса проходит вниз через зазор между литейными валками и затем через переходной участок по направляющему рольгангу к клети с тянущими валками.
После выхода из клети с тянущими валками тонкая литая полоса проходит в и через стан горячей прокатки, где геометрические характеристики (например, толщина, профиль, плоскостность) полосы могут быть модифицированы регулируемым образом.
«Измеренная» плоскостность полосы и профиль растягивающих напряжений, измеренные в устройстве, расположенном за станом горячей прокатки по ходу движения полосы, недостаточны на практике для управления станом горячей прокатки, поскольку в отличие от станов холодной прокатки (при которых измеренные по ходу за станом плоскостность полосы или профиль растягивающих напряжений в полосе приблизительно аналогичны плоскостности или профилю растягивающих напряжений, полученным вне стана) плоскостность или профиль растягивающих напряжений могут различаться вследствие влияния ползучести. При повышенных температурах сталь подвергается пластической деформации в виде ползучести вследствие растягивающего напряжения на входе и выходе из прокатного стана. Пластическая деформация, возникающая вне зазора между валками в зонах, где полоса входит в стан и выходит из стана, вызывает изменения профилей растягивающих напряжений на входе и выходе, плоскостности полосы, а также профиля полосы.
Высокая температура полосы на выходе из станов горячей прокатки стали также затрудняет измерение плоскостности полосы или профиля растягивающих напряжений в полосе посредством прямого контакта. Были использованы бесконтактные оптические методы измерения плоскостности. Однако результатом подобного бесконтактного измерения плоскостности является частичное измерение плоскостности, поскольку в любой заданный момент времени только часть полосы имеет измеренные отклонения от плоскостности. Кроме того, ползучесть приводит к тому, что плоскостность полосы на выходе из клети прокатного стана, вероятно, будет значительно хуже плоскостности, измеренной дальше по ходу в тех местах, где на практике размещаются измерители плоскостности.
При литье тонкой полосы с использованием двух валков литая полоса будет иметь меньшую толщину по сравнению с толщиной, как правило, обнаруживаемой у традиционной полосы, получаемой в станах горячей прокатки. Как правило, при литье с использованием двух валков тонкую полосу отливают с толщиной от приблизительно 1,8 до 1,6 мм и прокатывают до толщины от 1,4 до 0,8 мм. Температура полосы на входе в стан горячей прокатки выше, чем температура, определяемая в последней клети типового стана горячей прокатки, и составляет приблизительно 1100°С. Следствием высокой температуры тонкой полосы и процесса литья является то, что натяжение полосы на входе является небольшим и, следовательно, полоса в большей степени подвержена короблению и ползучести перед входом в стан горячей прокатки. Кроме того, при литье тонкой полосы желательно получить полосу с заданным профилем полосы при одновременном поддержании приемлемой плоскостности, поскольку изделие может быть использовано как замена холоднокатаного проката. Геометрические характеристики полосы в значительной степени определяются разливочной (литейной) машиной. Низкие растягивающие напряжения, используемые в станах горячей прокатки, приводят к небольшим локальным дефектам в зазоре между валками и потере растягивающего напряжения в некоторых местах вдоль ширины полосы и приводят к волнистости полосы и недостаточной плоскостности полосы. Авторы изобретения установили, что контроль растягивающего напряжения лежит в основе способа регулирования плоскостности полосы.
Предложен способ регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, причем способ включает в себя следующие операции:
измерение входного профиля по толщине поступающей металлической полосы перед входом металлической полосы в стан горячей прокатки;
вычисление заданного профиля полосы по толщине в зависимости от измеренного входного профиля полосы по толщине при одновременном удовлетворении технических требований к профилю и плоскостности;
измерение выходного профиля по толщине металлической полосы после выхода металлической полосы из стана горячей прокатки;
вычисление дифференциального сигнала обратной связи исходя из продольной деформации полосы путем сравнения выходного профиля полосы по толщине при выходе с заданным профилем полосы по толщине, полученным исходя из измеренного входного профиля полосы по толщине;
управление устройством, выполненным с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на, по меньшей мере, дифференциальный сигнал обратной связи исходя из деформации полосы.
Способ регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, может дополнительно включать в себя следующие операции:
вычисление профиля давления в зазоре между валками исходя из профиля полосы по толщине при входе и размеров и характеристик стана горячей прокатки;
вычисление опорного сигнала опережающего управления и/или вектора чувствительности в зависимости от заданного профиля полосы по толщине и профиля давления в зазоре между валками для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы;
дополнительное управление устройством, выполненным с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на вычисленный опорный сигнал опережающего управления и/или вычисленный вектор чувствительности.
Технические требования к профилю и плоскостности могут быть выбраны так, чтобы заданный профиль полосы по толщине препятствовал короблению полосы.
Устройство, выполненное с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, может быть выбрано из одного или нескольких из группы, состоящей из регулятора прогиба, регулятора зазора между валками, регулятора для охлаждающего средства и других устройств, выполненных с возможностью изменения раствора нагруженных валков стана горячей прокатки.
Способ регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, может дополнительно включать в себя операцию генерирования адаптивного вектора погрешности раствора валков исходя из измеренного профиля полосы по толщине при выходе и использования указанного адаптивного вектора погрешности раствора валков при вычислении, по меньшей мере, одного из параметров, представляющих собой опорный сигнал опережающего управления и вектор чувствительности.
Способ регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, может дополнительно включать в себя вычисление заданного профиля полосы по толщине посредством выполнения, по меньшей мере, одной из операций, включающих временную фильтрацию и пространственную частотную фильтрацию.
Способ регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, может также включать в себя операцию управления, включающую в себя осуществление управления с симметричной обратной связью и управления с асимметричной обратной связью регулятором прогиба и регулятором зазора между валками.
Операция управления может альтернативно или дополнительно включать в себя вычитание систематических погрешностей измерения из сигнала обратной связи, определяемого разностью деформаций, когда прокатный стан включен, при этом систематические погрешности измерения определяются посредством сравнения профилей полосы по толщине при входе и при выходе, когда прокатный стан отключен.
Операция управления также может включать в себя выполнение температурной компенсации и выявления коробления или выполнение, по меньшей мере, одной из операций, представляющих собой вызываемую оператором точную настройку подачи охлаждающего средства и вызываемую оператором точную настройку прогиба.
Более конкретно, способ регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, может быть использован при непрерывном литье посредством двухвалковой разливочной (литейной) машины, включающем в себя следующие операции:
(a) монтаж машины для литья тонкой полосы, имеющей пару литейных валков, между которыми имеется зазор;
(b) монтаж системы подачи металла, выполненной с возможностью образования литейной ванны между литейными валками над зазором с боковыми подпорами рядом с концами зазора для удерживания литейной ванны;
(c) монтаж рядом с машиной для литья тонкой полосы стана горячей прокатки, имеющего рабочие валки с рабочими поверхностями, между которыми образуется раствор валков, где прокатывается поступающая горячая полоса, при этом рабочие валки имеют поверхности рабочих валков, соответствующие заданной форме от края до края рабочих валков;
(d) монтаж устройства, выполненного с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на сигналы управления;
(e) монтаж системы управления, выполненной с возможностью вычисления дифференциального сигнала обратной связи исходя из продольной деформации полосы посредством сравнения входного профиля полосы по толщине с заданным профилем полосы по толщине, полученным исходя из измеренного выходного профиля полосы по толщине, и генерирования сигналов управления в ответ на вычисленный дифференциальный сигнал обратной связи, определяемый деформацией;
(f) соединение системы управления с устройством, выполненным с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на генерированные сигналы управления из системы управления.
Для осуществления способа в двухвалковой разливочной машине жидкая сталь может быть введена между парой литейных валков для образования литейной ванны, опирающейся на литейные поверхности литейных валков и удерживаемой боковыми подпорами, и литейные валки вращаются в противоположных направлениях для образования затвердевших металлических оболочек на поверхностях литейных валков и получения тонкой стальной полосы из затвердевших оболочек в зазоре между литейными валками.
Устройство, воздействующее на геометрические характеристики полосы, обрабатываемой посредством стана горячей прокатки, может быть выполнено с возможностью варьирования раствора валков, образуемого между рабочими валками, прогиба рабочих валков и/или подачи охлаждающего средства к рабочим валкам в ответ на, по меньшей мере, один из сигналов управления для оказания воздействия на геометрические характеристики горячей полосы, выходящей из стана горячей прокатки.
Также раскрыта структура системы управления для регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, включающая в себя:
измерительное устройство на входе, выполненное с возможностью измерения входного профиля по толщине поступающей металлической полосы перед входом металлической полосы в стан горячей прокатки;
модель вычисления заданного профиля полосы по толщине, обеспечивающую возможность вычисления заданного профиля полосы по толщине в зависимости от измеренного входного профиля полосы по толщине при одновременном удовлетворении технических требований к профилю и плоскостности;
измерительное устройство на выходе, выполненное с возможностью измерения выходного профиля по толщине металлической полосы после выхода металлической полосы из стана горячей прокатки/модель вычисления дифференциального сигнала обратной связи, определяемого разностью деформацией, обеспечивающей возможность вычисления дифференциального сигнала обратной связи исходя из продольной деформации полосы путем сравнения выходного профиля полосы по толщине с заданным профилем полосы по толщине, полученным исходя из измеренного входного профиля полосы по толщине;
модель управления, обеспечивающую возможность управления устройством, выполненным с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на дифференциальный сигнал обратной связи, определяемый деформацией.
Модель вычисления заданного профиля полосы по толщине может обеспечить воспрепятствование короблению полосы.
Модель вычисления дифференциального сигнала обратной связи на основании деформации также может включать в себя возможность температурной компенсации и возможность обнаружения коробления.
Модель вычисления дифференциального сигнала обратной связи на основании деформации дополнительно может включать в себя возможность автоматического обнуления, обеспечивающую возможность вычитания систематических погрешностей из дифференциального сигнала обратной связи, когда прокатный стан включен, при этом систематические погрешности определяются посредством сравнения профилей полосы по толщине при входе и при выходе, когда прокатный стан выключен.
Структура системы управления для регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки, может дополнительно включать в себя:
модель раствора валков, обеспечивающую возможность вычисления профиля давления в растворе валков исходя из профиля полосы по толщине при входе и размеров и характеристик стана горячей прокатки;
модель вычисления опережающего прогиба комплекта валков, обеспечивающую возможность вычисления опорного сигнала опережающего управления и/или вектора чувствительности в зависимости от заданного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы.
Адаптивная модель вычисления прогиба комплекта валков может быть выполнена с возможностью генерирования адаптивного вектора погрешности раствора валков исходя из измеренного профиля полосы по толщине при выходе и использования адаптивного вектора погрешности раствора валков при вычислении, по меньшей мере, одного из параметров, представляющих собой опорный сигнал опережающего управления и вектор чувствительности.
Модель вычисления заданного профиля полосы по толщине может дополнительно включать в себя, по меньшей мере, одну из возможности временной фильтрации и возможности пространственной частотной фильтрации в качестве части вычисления заданного профиля полосы по толщине.
Модель управления может включать в себя возможность [управления] с симметричной обратной связью и возможность [управления] с асимметричной обратной связью для управления регулятором прогиба и регулятором раствора.
В данном случае устройство, выполненное с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, также может быть выбрано из одного или нескольких из группы, состоящей из регулятора прогиба, регулятора раствора валков и регулятора подачи охлаждающего средства.
Структура системы управления также может поддерживать возможность выполнения, по меньшей мере, одной из операций, представляющих собой вызываемую оператором точную настройку подачи охлаждающего средства и вызываемую оператором точную настройку прогиба.
Структура системы управления может быть предусмотрена в установке для литья тонкой полосы, предназначенной для непрерывного производства тонкой литой полосы с регулируемыми геометрическими характеристиками полосы, причем указанная установка содержит:
(a) машину для литья тонкой полосы, имеющую пару литейных валков, между которыми имеется зазор;
(b) систему подачи металла, выполненную с возможностью образования литейной ванны между литейными валками над зазором с боковыми подпорами рядом с концами зазора для удерживания литейной ванны;
(c) привод, выполненный с возможностью обеспечения вращения литейных валков в противоположных направлениях для образования затвердевших металлических оболочек на поверхностях литейных валков и получения тонкой стальной полосы из затвердевших оболочек в зазоре между литейными валками;
(d) стан горячей прокатки, имеющий рабочие валки с рабочими поверхностями, между которыми образуется раствор валков, посредством которого может быть прокатана литая полоса из устройства для литья тонкой полосы;
(e) устройство, соединенное со станом горячей прокатки и выполненное с возможностью воздействия на геометрические характеристики полосы, обработанной посредством стана горячей прокатки, в ответ на сигналы управления;
(f) систему управления, выполненную с возможностью вычисления дифференциального сигнала обратной связи исходя из продольной деформации полосы посредством сравнения выходного профиля полосы по толщине с заданным профилем полосы по толщине, полученным исходя из измеренного входного профиля полосы по толщине, выполненную с возможностью генерирования сигналов управления в ответ на дифференциальный сигнал обратной связи на основе деформации и соединенную с устройством для обеспечения воздействия устройства на геометрические характеристики полосы, обработанной посредством стана горячей прокатки, в ответ на сигналы управления.
В установке для литья тонкой полосы, предназначенной для производства тонкой литой полосы с регулируемыми геометрическими характеристиками полосы, система управления может быть выполнена с дополнительной возможностью вычисления опорного сигнала опережающего управления и вектора чувствительности и выполнена с дополнительной возможностью генерирования сигналов управления, опорного сигнала опережающего управления и вектора чувствительности.
Опорный сигнал опережающего управления и вектор чувствительности вычисляются в зависимости от заданного профиля полосы по толщине, полученного из измеренного входного профиля полосы по толщине, и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы.
Эти и другие преимущества и новые признаки настоящего изобретения, а также детали проиллюстрированных вариантов его осуществления будут более подробно представлены в дальнейшем и на чертежах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой схематический чертеж, иллюстрирующий установку для литья тонкой полосы, имеющую прокатный стан и систему управления;
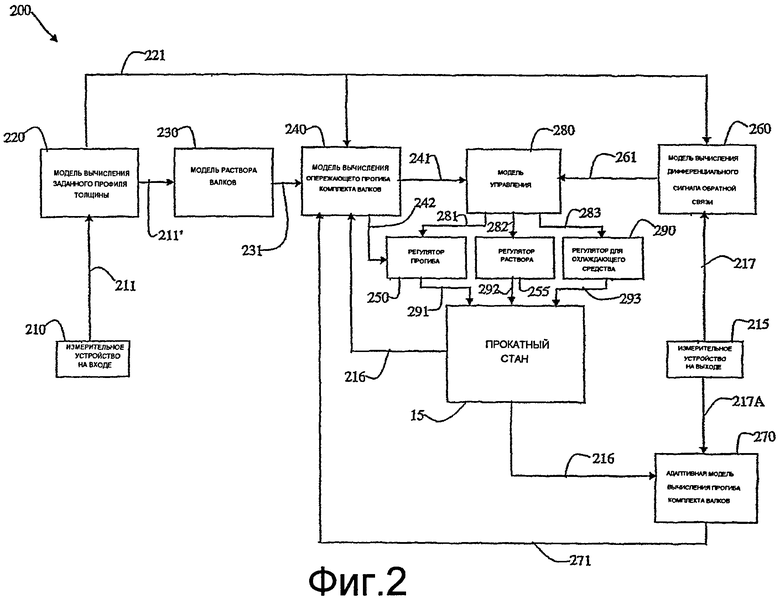
фиг.2 представляет собой схему системы управления по фиг.1, сопряженной с прокатным станом по фиг.1;
фиг.3 представляет собой более детализированную схему системы управления по фиг.1 и фиг.2, сопряженной с прокатным станом по фиг.1 и фиг.2;
фиг.4 представляет собой схему последовательности операций одного варианта осуществления способа регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан горячей прокатки;
фиг.5 представляет собой схему последовательности операций способа производства тонкой литой полосы с регулируемыми геометрическими характеристиками полосы посредством непрерывного литья;
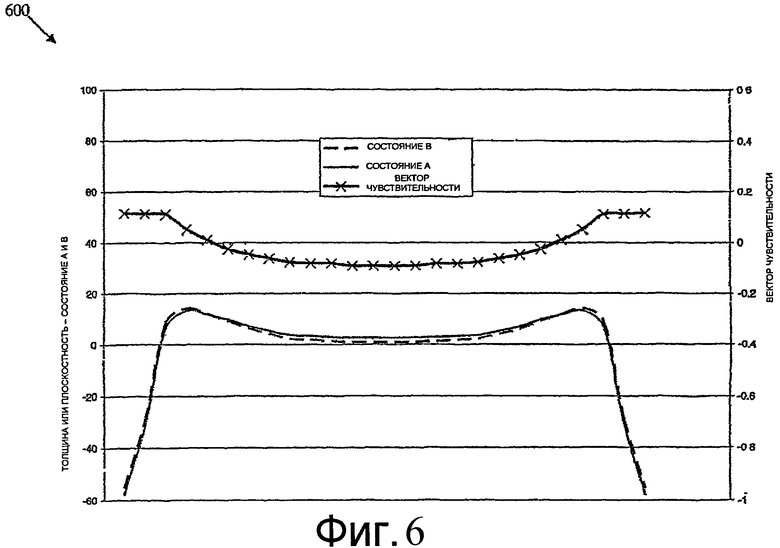
фиг.6 представляет собой график, иллюстрирующий то, каким образом получают вектор чувствительности.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг.1 представляет собой схематический чертеж, иллюстрирующий установку 100 для литья тонкой полосы, имеющую прокатный стан 15 и систему 200 управления. Проиллюстрированная установка для литья и прокатки содержит двухвалковую разливочную машину, обозначенную в целом 11, которая обеспечивает получение тонкой литой стальной полосы 12 и содержит литейные валки 22 и боковые подпоры 26. Во время эксплуатации литейные валки приводятся во вращение в противоположных направлениях посредством привода (непоказанного). Система подачи металла, содержащая, по меньшей мере, подвижное промежуточное разливочное устройство 23, большое промежуточное разливочное устройство 25 и центральный стакан 24, обеспечивает подачу жидкой стали в двухвалковую разливочную машину 11. Тонкая литая стальная полоса 12 проходит вниз через зазор 27 между литейными валками 22 и затем на переходный участок по направляющему рольгангу 13 к клети 14 с тянущими валками. После выхода из клети 14 с тянущими валками тонкая литая полоса 12 проходит в и через стан 15 горячей прокатки, состоящий из опорных валков 16 и верхнего и нижнего рабочих валков 16А и 16В, в котором геометрические характеристики (например, толщина, профиль и/или плоскостность) полосы могут быть модифицированы регулируемым образом. При выходе из прокатного стана 15 полоса 12 поступает на отводящий рольганг 17, где она может быть подвергнута принудительному охлаждению посредством водяных форсунок 18, и затем проходит через клеть 20 с тянущими валками, содержащую пару тянущих валков 20А и 20В, и затем в моталку 19, где полоса 12 наматывается, например, в рулоны массой 20 тонн. Система 200 управления сопряжена с прокатным станом 15 и, возможно, с регулятором 301 в цепи обратной связи разливочной машины (см. фиг.3) для регулирования геометрических характеристик (например, толщины, профиля и/или плоскостности) стальной полосы 12.
В настоящем изобретении синтезированный сигнал обратной связи (дифференциальный сигнал обратной связи) на основе деформации генерируется, как описано здесь, для лучшего регулирования плоскостности и профиля полосы в прокатном стане системы непрерывного литья с двумя валками. Можно отличить дефекты плоскостности от других общих колебательных движений и поступательных движений тела полосы. Если дефекты плоскостности не будут выделены, это может привести к ошибочными результатам, которые, как правило, указывают на асимметричный дефект в полосе и могут вызвать проблемы, связанные с дифференциальным регулированием прогиба и регулированием подачи охлаждающего средства. Кроме того, использование только измерений плоскостности в качестве регулирования с обратной связью может привести к появлению у входа и выхода из валков стана дефектов, связанных с короблением и имеющих величину, достаточную для возникновения опасности зажима и разрыва полосы, и при этом в месте нахождения измерительного устройства, расположенного по ходу за станом, не выявляются никакие явные обнаруживаемые проблемы, связанные с плоскостностью.
Фиг.2 представляет собой блок-схему системы 200 управления по фиг.1, сопряженной с прокатным станом 15 по фиг.1. Система 200 управления обеспечивает точные измерения профиля полосы по толщине у входа в прокатный стан 15 и у выхода из прокатного стана 15 при измерениях плоскостности при выходе и другие измерительные средства для образования интегрированной схемы управления для опережающего регулирования профиля, деформации и плоскостности и регулирования указанных параметров с обратной связью.
Система 200 управления включает в себя измерительное устройство 210 на входе, выполненное с возможностью измерения входного профиля 211 по толщине поступающей металлической полосы 12 перед входом металлической полосы 12 в прокатный стан 15. Измерительное устройство 210 на входе может содержать рентгеновское, лазерное, инфракрасное или другое устройство, выполненное с возможностью измерения входного профиля по толщине поступающей металлической полосы 12. Результаты 211 измерений при входе из измерительного устройства 210 передаются в модель 220 вычисления заданного профиля полосы по толщине, предусмотренную в системе 200 управления. Модель 220 вычисления заданного профиля полосы по толщине обеспечивает возможность вычисления заданного профиля 221 полосы по толщине в зависимости от измеренного входного профиля 211 полосы по толщине, так что изменение геометрических характеристик, необходимое для достижения заданного профиля 221 полосы по толщине, будет недостаточным для образования коробления полосы (ниже это описано подробно). Заданный профиль 221 полосы по толщине удовлетворяет техническим требованиям к профилю и плоскостности полосы.
Модель 220 вычисления заданного профиля полосы по толщине может представлять собой математическую модель, реализованную в программном обеспечении на платформе на основе процессора (например, в персональном компьютере). Альтернативно, модель 220 вычисления заданного профиля полосы по толщине может представлять собой математическую модель, реализованную программно-аппаратными средствами обеспечения, например в проблемно-ориентированной специализированной интегральной микросхеме (ASIC). Модель 220 вычисления заданного профиля полосы по толщине также может быть реализована другими способами, как известно специалистам в данной области техники. Аналогичным образом, другие модели, описанные здесь, представляют собой математические модели, которые могут быть реализованы различными способами.
Модель 220 вычисления заданного профиля полосы по толщине также функционально сопряжена с моделью 230 раствора валков, предусмотренной в системе 200 управления. Изменение в геометрических характеристиках 211', необходимое для поддержания заданного профиля 221 полосы по толщине при текущем входном профиле 211 полосы по толщине, передается в модель 230 раствора валков из модели 220 вычисления заданного профиля полосы по толщине. Модель 230 раствора валков обеспечивает возможность генерирования профиля 231 давления в растворе валков в зависимости от, по меньшей мере, изменения геометрических характеристик 211' при входе, соответствующего давлению в растворе валков между рабочими валками 16А и 16В прокатного стана 15. Модель 230 раствора валков также может использовать физические размеры и характеристики оборудования прокатного стана наряду с результатами измерений отклонений 216 усилий на валки, растягивающих напряжений и профиля 211 по толщине поступающей полосы, для генерирования профиля давления в растворе валков, необходимого для достижения заданного профиля полосы по толщине.
Модель 220 вычисления заданного профиля полосы по толщине и модель 230 раствора валков также функционально сопряжены с моделью 240 вычисления опережающего прогиба комплекта валков. Модель вычисления опережающего прогиба комплекта валков обеспечивает опережающее регулирование плоскостности и опережающее регулирование профиля. Модель 240 вычисления опережающего прогиба комплекта валков может обеспечить возможность генерирования векторов 241 чувствительности регулирования плоскостности и профилей исполнительных механизмов и опорных сигналов 242 опережающего управления в зависимости от, по меньшей мере, заданного профиля 221 полосы по толщине и профиля 231 давления в растворе валков. Векторы 241 чувствительности регулирования профилей исполнительных механизмов и плоскостности и опорные сигналы 242 опережающего управления используются для управления регулятором 250 прогиба и регулятором 255 раствора валков (или каким-либо другим пригодным устройством, которое воздействует на раствор нагруженных рабочих валков прокатного стана 15) в ответ на отклонения профиля 211 по толщине поступающей полосы и отклонения 216 усилия на валки в прокатном стане 15. Прогиб рабочих валков 16А и/или 16В регулируется посредством регулятора 250 прогиба. Раствор валков, образуемый между рабочими валками 16А и 16В, регулируется посредством регулятора 255 раствора валков.
Вектор чувствительности отражает воздействие на профиль по толщине полосы в поперечном направлении или плоскостность полосы, которое создается за счет изменения в настройке исполнительного механизма. Например, изменение прогиба в то время, когда стан находится в определенном рабочем состоянии, вызовет изменение профиля или плоскостности полосы с исходного состояния А на другое состояние В, как показано на графике 600 по фиг.6. Вектор чувствительности представляет собой тот вектор, полученный посредством вычисления разности [параметров в] состоянии А и состоянии В и деления результата на изменение в настройке [установочных параметрах] исполнительного механизма, который обусловил изменение состояния А на состояние В.
Опорный сигнал опережающего управления представляет собой опорный сигнал для исполнительного механизма системы управления, регулирующего прогиб, необходимого для достижения некоторой цели управления для определенного участка полосы, такой как обеспечение улучшенной плоскостности или профиля, при этом указанный опорный сигнал вычисляется на основе информации, которая доступна до того, как данный определенный участок полосы войдет в прокатный стан. Наиболее распространенным видом будет вычисление улучшенных установочных параметров прогиба на основе входного профиля, то есть измеренного до входа в стан, при данном действующем усилии на валки и геометрических характеристиках комплекта валков (размерах, ширине валков и т.д.). Подобное вычисление облегчается посредством математической модели, указанной здесь как модель 240 вычисления прогиба комплекта валков.
Система 200 управления также включает в себя измерительное устройство 215 на выходе, выполненное с возможностью измерения характеристик 217 металлической полосы 12 при выходе после выхода металлической полосы 12 из прокатного стана 15. Измерительное устройство 215 на выходе может представлять собой рентгеновское, лазерное, инфракрасное или другое устройство, выполненное с возможностью измерения профиля 217А полосы по толщине при выходе и/или других характеристик выходящей металлической полосы 12 (например, температуры полосы и плоскостности полосы). Результаты измерения из измерительного устройства 215 на выходе передаются в модель 260 вычисления дифференциального сигнала обратной связи, на основе деформации, которая предусмотрена в системе 200 системы управления и которая функционально взаимодействует с измерительным устройством 215 на выходе. Модель 260 вычисления дифференциального сигнала обратной связи на основе деформации также функционально взаимодействует с моделью 220 вычисления заданного профиля полосы по толщине и обеспечивает возможность вычисления дифференциального сигнала 261 обратной связи на основе деформации в зависимости от, по меньшей мере, вычисленного заданного профиля 221 полосы по толщине, измеренного выходного профиля 217А полосы по толщине и заданного профиля 360 деформации (см. фиг.3), который рассмотрен ниже более подробно в связи с фиг.3.
Результаты измерений из измерительного устройства 215 на выходе также передаются в адаптивную модель 270 вычисления прогиба комплекта валков, предусмотренную в системе 200 управления и обеспечивающую возможность генерирования адаптивного вектора 271 погрешности раствора валков в ответ на, по меньшей мере, профиль 217А полосы по толщине при выходе для обеспечения адаптации модели 240 вычисления опережающего прогиба комплекта валков. Адаптивная модель 270 вычисления прогиба комплекта валков также получает параметр 216, представляющий собой усилие на валки, из прокатного стана 15, который может быть использован при генерировании адаптивного вектора 271 погрешности раствора валков.
Система 200 управления также может включать в себя модель 280 управления, функционально взаимодействующую с моделью 240 вычисления опережающего прогиба комплекта валков и с моделью 260 вычисления дифференциального сигнала обратной связи на основе деформации. Модель 280 управления обеспечивает возможность генерирования сигналов 281-283 управления для управления, по меньшей мере, одним из регулятора 250 прогиба, регулятора 255 раствора, регулятора 290 подачи охлаждающего средства и других соответствующих устройств, которые воздействуют на форму раствора нагруженных рабочих валков прокатного стана 15, в ответ на, по меньшей мере, дифференциальный сигнал 261 обратной связи на основе деформации и векторы 241 чувствительности регулирования профилей исполнительных механизмов и плоскостности. Регулятор 290 подачи охлаждающего средства обеспечивает подачу охлаждающего средства к рабочим валкам 16А и 16В регулируемым образом. Регулятор 250 прогиба, регулятор 255 раствора и регулятор 290 подачи охлаждающего средства обеспечивают каждый передачу соответствующих параметров 291-293 исполнительных механизмов стана в прокатный стан 15 для воздействия на различные параметры прокатного стана 15, как описано здесь выше, для адаптации формы металлической полосы 12.
Фиг.3 представляет собой более детализированную схему системы 200 управления по фиг.1 и фиг.2, сопряженной с прокатным станом 15 по фиг.1 и фиг.2. Фиг.3 также показывает металлическую полосу 12, выходящую из литейных валков 22, проходящую у измерительного устройства 210 на входе, входящую в прокатный стан 15, выходящую из прокатного стана 15 и проходящую у измерительного устройства 215 на выходе. В качестве опции система 200 управления включает в себя блок 301 управления геометрическими характеристиками разливочной машины с обратной связью, который использует обработанный вариант 211' измеренного входного профиля 211 полосы по толщине для адаптации функционирования литейных валков 22. Подобный блок 301 управления геометрическими характеристиками разливочной машины с обратной связью служит для обеспечения возможности согласования профиля 211 по толщине металлической полосы 12 при входе с желательным номинальным заданным профилем 302 литой полосы.
Заданный профиль 221 полосы по толщине может представлять собой заданный профиль на единицу толщины и может базироваться на существенном улучшении профиля полосы по толщине при данном профиле 211 по толщине поступающей полосы при входе без образования неприемлемых выпучиваний в полосе 12. Подобный заданный профиль 221 полосы по толщине используется вместо только фактического профиля 211 по толщине поступающей полосы при сравнении с профилем полосы по толщине при выходе для получения отклонения посредством обратной связи (дифференциального сигнала обратной связи на основе деформации), как описано ниже. Следовательно, обеспечивается принудительное воздействие на регуляторы прокатного стана для приведения выходного профиля полосы по толщине в соответствие с заданным профилем полосы по толщине, который соответствует предельным ограничениям, определяемым характеристиками коробления полосы. Любое состояние (условие), которое не вызывает превышения предельных ограничений, связанных с короблением, обеспечит реакцию на управляющее воздействие, приводящую к улучшениям профиля и плоскостности.
Измеренный входной профиль 211 полосы по толщине представляет собой входную информацию для модели 220 вычисления заданного профиля полосы по толщине и обрабатывается посредством выполнения временной фильтрации и пространственной частотной фильтрации путем использования функциональной возможности 222 временной фильтрации и функциональной возможности 223 пространственной частотной фильтрации в модели 220. Модель 220 вычисления заданного профиля полосы по толщине может включать в себя модель 225 полосы, которая служит для включения предельных ограничений, связанных с короблением, и/или предельных ограничений, связанных с изменением профиля, в заданный профиль 221 полосы по толщине, генерируемый моделью 220. Подобные пределы «удерживают» изменение геометрических характеристик металлической полосы 12 от приближения к параметрам, которые могут вызвать коробление металлической полосы 12 во время обработки посредством установки 100 для литья тонкой полосы. То есть заданный профиль 221 полосы по толщине включает в себя улучшение профиля 211 по толщине поступающей полосы при входе, которое совместимо с пределами, связанными с короблением полосы. В результате при наличии неправильных геометрических характеристик при выходе полосы из разливочной машины заданный профиль 221 полосы по толщине автоматически «отследит» изменение в геометрии литого изделия.
В соответствии с одним вариантом осуществления настоящего изобретения модель 220 вычисления заданного профиля полосы по толщине реализует следующий математический алгоритм:
 ; 221 - заданный профиль полосы по толщине,
; 221 - заданный профиль полосы по толщине,
где  211' - профиль полосы по толщине поступающей полосы, подвергнутый пространственной и временной частотной фильтрации,
211' - профиль полосы по толщине поступающей полосы, подвергнутый пространственной и временной частотной фильтрации,
и где LSFF () представляет собой 223 - частотный фильтр для низких пространственных частот посредством наименьших квадратов, наиболее соответствующих многочленам низкого порядка,
и где LFP() представляет собой 222 - фильтр нижних частот с постоянной времени, заданной в соответствии с приблизительно 1-10 оборотами литейных валков,
и где Н(х) представляет собой 211 - входной профиль полосы по толщине,
и где  ; высокочастотный выход за заданные пределы для избежания локального выпучивания (коробления),
; высокочастотный выход за заданные пределы для избежания локального выпучивания (коробления),
и где  225 - локальное изменение геометрических характеристик после ограничения коробления,
225 - локальное изменение геометрических характеристик после ограничения коробления,
и где  определяют из
определяют из  + поправка на среднее суммарное напряжение и приложенное растягивающее усилие, обеспечивающие максимальное локальное изменение геометрии для избежания коробления,
+ поправка на среднее суммарное напряжение и приложенное растягивающее усилие, обеспечивающие максимальное локальное изменение геометрии для избежания коробления,
и где Н = средняя толщина при входе,
Wc(x)=ширина локальной зоны сжатия,
 , упругая постоянная,
, упругая постоянная,
K = ограничивающий масштабный множитель.
Следовательно, модель 220 вычисления заданного профиля полосы по толщине представляет собой функцию геометрических характеристик при входе, натяжения полосы, общей деформации при прокатке и выбора постоянных временной и пространственной фильтрации. Получающийся в результате заданный профиль 221 полосы по толщине передается в модель 240 вычисления опережающего прогиба комплекта валков и в модель 260 вычисления сигнала обратной связи, определяемого разностью деформаций.
Модель 230 раствора валков также получает обработанный вариант 211', отражающий изменение в профиле полосы по толщине, необходимое для достижения заданного профиля полосы по толщине при текущем профиле полосы по толщине при входе. Модель 225 полосы и модель 230 зазора валков обеспечивают учет ползучести, коробления и изменений соответствующих геометрических характеристик и напряжений, которые могут иметь место вне раствора валков, и изменений давления, которые могут произойти внутри раствора валков прокатного стана 15.
Альтернативно, измерительное устройство 210 на входе, имеющееся в системе 200 системы управления, может отсутствовать, или сигнал от него может быть подавлен, так что получающийся в результате заданный профиль 221 полосы по толщине базируется на расчетных данных о профиле полосы по толщине при входе вместо фактических данных 211, полученных путем измерения профиля полосы по толщине при входе. Следовательно, в подобных альтернативных вариантах осуществления заданный профиль 221 полосы по толщине не зависит от фактического профиля 211 полосы по толщине при входе.
Модель 240 вычисления опережающего прогиба комплекта валков может представлять собой модель вычисления прогиба комплекта валков на основе полных конечных разностей или, альтернативно, упрощенную модель, которая прогнозирует требуемые установочные параметры для исполнительных механизмов, воздействующих на профиль, для улучшения формы раствора нагруженных валков, так чтобы она соответствовала заданному профилю полосы по толщине. Данные, вводимые в модель, включают геометрические характеристики прокатного стана 15, геометрические характеристики поступающей полосы, профиль 231 давления в растворе валков между полосой и валками и заданное или действующее усилие 216 прокатки. Выходными данными модели являются оптимизированные опорные сигналы 242 управления исполнительным механизмом для опережающего управления и векторы 241 чувствительности регулирования профилей исполнительных механизмов и плоскостности, предназначенные для использования в схеме управления с обратной связью.
Модель 260 вычисления дифференциального сигнала обратной связи на основе деформации принимает результаты измерений профиля 217А полосы по толщине при выходе, температуры 217В полосы и плоскостности 217С полосы из измерительного устройства 215 на выходе. Результаты 217С измерения плоскостности из измерительного устройства 215 на выходе пропускаются через ступень 330 обработки сигналов в модели 260 вычисления дифференциального сигнала обратной связи на основе деформации для удаления составляющих, связанных с движениями «тела» полосы, из результатов измерений. Следовательно, результаты измерений, обусловленные поворотом полосы, подскакиванием полосы или вибрацией полосы относительно продольной оси, могут быть исключены. Подобная обработка сигналов уменьшает ошибочные результаты измерений неплоскостности. Обработанный профиль 217А полосы по толщине при выходе сравнивается в блоке 305 оценки погрешности деформации с заданным профилем 221 полосы по толщине для формирования исходной оценки профиля 310 деформации при прокатке. Исходная оценка профиля 310 деформации при прокатке подвергается дополнительной обработке посредством использования функциональной возможности 320 автоматического обнуления путем вычитания систематических погрешностей измерения из профиля 310 деформации при прокатке, когда прокатный стан 15 включен. Систематические погрешности измерения определяются посредством сравнения профилей полосы по толщине при входе и при выходе, когда прокатный стан выключен. В идеальном случае никаких систематических погрешностей измерений не имеется в установке 100 для литья полосы, и измеренные профили полосы по толщине при входе и при выходе будут одинаковыми, когда установка 100 для литья полосы работает без включенного [задействованного] прокатного стана. Тем не менее, вероятность этого мала, если вообще это возможно. Следовательно, систематические погрешности измерения обнуляются (убираются из оценки профиля 310 деформаций при прокатке).
Кроме того, другие данные из измерительного устройства на выходе могут быть включены в оценку профиля деформации при прокатке. Обработка 330 сигнала для определения участков с короблением и функциональная возможность 340 температурной компенсации (компенсации влияния поперечного температурного профиля) могут быть осуществлены на основе измерений плоскостности 217С полосы и температуры 217В полосы, и результаты могут быть включены в оценку профиля 310 деформации при прокатке. В результате формируется профиль 350 деформации при прокатке на полной ширине, который устойчив к постоянным изменениям разницы между измеренными характеристиками профиля, которые могут возникать во время прокатки. Профиль 350 деформации при прокатке сравнивается с желательным заданным профилем 360 деформации для формирования дифференциального сигнала 261 обратной связи (погрешности) на основе деформации, который подается обратно в модель 280 управления.
Дифференциальный сигнал 261 обратной связи на основе деформации из модели 260 вычисления этого сигнала поступает в модель 280 управления наряду с векторами 241 чувствительности регулирования профилей исполнительных механизмов и плоскостности для генерирования набора сигналов 281-283 управления, подаваемых к регулятору 250 прогиба, регулятору 255 раствора валков и регулятору 290 подачи охлаждающего средства с обратной связью. Векторы 241 чувствительности регулирования плоскостности используются для выполнения математической операции определения скалярного произведения с дифференциальным сигналом 261 обратной связи на основе деформации, в результате чего получаются скалярные погрешности исполнительных механизмов для различных исполнительных механизмов, используемых в схеме управления. Когда векторы 241 чувствительности регулирования плоскостности недоступны из вычислений в онлайновом режиме, они могут быть получены из источника, работающего не в реальном времени, такого как вычисление в автономном режиме или выполняемая вручную аппроксимация, к которой приходят посредством экспериментальных наблюдений. Независимо от источника векторов чувствительности регулирования плоскостности получающиеся в результате скалярные погрешности для исполнительных механизмов в свою очередь используются регуляторами 370 и 380 с обратной связью для выполнения их функций. В модели 280 управления возможность 370 управления с симметричной обратной связью и возможность 380 управления с асимметричной обратной связью реализуются для генерирования сигналов 281 и 282 управления для регулятора 250 прогиба и регулятора 255 раствора валков.
Возможность коробления определенной зоны полосы связана с состояниями напряжений и деформаций в локальной зоне полосы, а не со средним состоянием полосы. Следовательно, обнаружение 390 локального коробления также выполняется в рамках модели 280 управления для генерирования сигнала 283 управления, подаваемого к регулятору 290 подачи охлаждающего средства с обратной связью. Сигналы 281-283 управления и опорные сигналы 242 опережающего управления обеспечивают возможность автоматического регулирования различных параметров прокатного стана 15 для достижения заданных геометрических характеристик полосы (например, профиля и плоскостности) для металлической полосы, выходящей из прокатного стана 15, без возникновения проблем, таких как коробление (выпучивание) полосы.
Кроме того, регулятор 250 прогиба может быть дополнительно настроен вручную за счет возможности 395 вызываемой оператором точной настройки прогиба, и регулятор 290 подачи охлаждающего средства может быть дополнительно настроен вручную посредством возможности 399 вызываемой оператором точной настройки распыления, которые поддерживаются системой 200 управления. В целом регулирование с обратной связью с использованием сегментированных коллекторов с форсунками, исполнительных механизмов для регулирования прогиба валков, наклона валков и других манипуляций с выпуклостями валков, которые доступны, может быть выполнено для минимизации погрешности в наблюдаемом профиле деформации при прокатке.
Регулятор 250 прогиба, регулятор 255 раствора и регулятор 290 подачи охлаждающего средства передают параметры 291-293 исполнительных механизмов стана в прокатный стан в ответ на сигналы 281-283 управления, опорные сигналы 242 опережающего управления и вводимые оператором данные для точной настройки для достижения в результате заданных геометрических характеристик полосы. Регулятор 250 прогиба регулирует прогиб валков для рабочих валков 16А и 16В прокатного стана 15. Регулятор 255 раствора регулирует раствор валков между рабочими валками 16А и 16В. Регулятор 290 подачи охлаждающего средства регулирует количество охлаждающего средства, подаваемого к рабочим валкам 16А и 16В.
Подобное непрерывное литье с двумя валками обеспечивает возможность «реагирования» установки 100 с описанными признаками на основные возмущения процесса и возможность производства в ней полосы с существенно улучшенным профилем полосы по толщине при выходе при текущих условиях литья полосы при одновременном избегании коробления полосы на входе или выходе из раствора валков стана горячей прокатки. Использование информации о профиле по толщине поступающей полосы и правильное использование различия между данными о профиле по толщине поступающей и выходящей полосы представляют собой существенный шаг вперед в технологии регулирования профиля и плоскостности.
Фиг.4 представляет собой схему последовательности операций одного варианта осуществления способа 400 регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан 15 горячей прокатки. На шаге 410 осуществляется измерение входного профиля 211 по толщине поступающей металлической полосы 12 перед входом металлической полосы 12 в стан 15 горячей прокатки. На шаге 420 осуществляется вычисление заданного профиля 221 полосы по толщине в зависимости от измеренного профиля 211 полосы по толщине при входе при одновременном удовлетворении технических требований к профилю и плоскостности. На шаге 430 осуществляется измерение выходного профиля 217А по толщине металлической полосы 12 после выхода металлической полосы 12 из стана 15 горячей прокатки. На шаге 440 осуществляется вычисление дифференциального сигнала 261 обратной связи исходя из продольной деформации полосы посредством сравнения выходного профиля 217А полосы по толщине с заданным профилем 221 полосы по толщине, полученным из измеренного входного профиля полосы по толщине при входе. На шаге 450 осуществляется управление устройством, выполненным с возможностью воздействия на геометрические характеристики полосы 12, выходящей из стана 15 горячей прокатки, в ответ на дифференциальный сигнал 261 обратной связи, на состояние прокатного стана 15 и на профиль 211 полосы по толщине поступающей полосы.
В способе 400 регулирования геометрических характеристик полосы в установке для литья полосы, имеющей стан 15 горячей прокатки, устройство, выполненное с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, может представлять собой любой или все из регулятора 250 прогиба, регулятора 255 раствора и регулятора 290 подачи охлаждающего средства.
Способ 400 дополнительно может включать в себя вычисление профиля 231 давления в растворе валков исходя из входного профиля 211 полосы по толщине и размеров и характеристик стана горячей прокатки и вычисление опорного сигнала 242 опережающего управления и/или вектора 241 чувствительности в зависимости от заданного профиля 221 полосы по толщине и профиля 231 давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы 12. Может быть обеспечено дополнительное управление устройством, выполненным с возможностью воздействия на геометрические характеристики полосы, выходящей из стана 15 горячей прокатки, в ответ на вычисленный опорный сигнал 242 опережающего управления и/или вычисленный вектор 241 чувствительности. Кроме того, адаптивный вектор 271 погрешности раствора валков может быть сгенерирован исходя из измеренного профиля полосы по толщине при выходе и использован при вычислении, по меньшей мере, одного из параметров, представляющих собой опорный сигнал 242 опережающего управления и вектор 241 чувствительности.
Фиг.5 представляет собой схему последовательности операций способа 500 производства тонкой литой полосы с регулируемыми геометрическими характеристиками полосы посредством непрерывного литья. На шаге 510 монтируют машину для литья тонкой полосы, имеющую пару литейных валков, между которыми имеется зазор. На шаге 520 монтируют систему подачи металла, выполненную с возможностью образования литейной ванны между литейными валками над зазором с боковыми подпорами рядом с концами зазора для удерживания литейной ванны. На шаге 530 монтируют рядом с машиной для литья тонкой полосы стан горячей прокатки, имеющий рабочие валки с рабочими поверхностями, между которыми образуется раствор валков, посредством которого прокатывается поступающая горячая полоса, при этом рабочие валки имеют поверхности рабочих валков, имеющие соответственно заданную форму от края до края рабочих валков. На шаге 540 монтируют устройство, выполненное с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на сигналы управления. На шаге 550 монтируют систему управления, выполненную с возможностью генерирования дифференциального сигнала обратной связи и выполненную с возможностью генерирования сигналов управления в ответ на дифференциальный сигнал обратной связи, определяемый на основе деформации на состояние стана горячей прокатки и на профиль полосы по толщине поступающей полосы. На шаге 560 функционально соединяют систему управления с устройством, выполненным с возможностью воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки. На шаге 570 жидкую сталь вводят между двумя литейными валками для образования литейной ванны, опирающейся на литейные поверхности литейных валков и удерживаемой боковыми подпорами. На шаге 580 обеспечивают вращение литейных валков в противоположных направлениях для образования затвердевших металлических оболочек на поверхностях литейных валков и литой тонкой стальной полосы из затвердевших оболочек в зазоре между литейными валками. На шаге 590 прокатывают поступающую тонкую литую полосу между рабочими валками стана горячей прокатки и варьируют, по меньшей мере, один из следующих параметров: раствор валков между рабочими валками, прогиб рабочих валков и подачу охлаждающего средства к рабочим валкам в ответ на, по меньшей мере, один из сигналов управления для воздействия на геометрические характеристики горячей полосы, выходящей из стана горячей прокатки.
В способе 500 устройство, выполненное с возможностью воздействия на геометрические характеристики полосы, выходящей из стана 15 горячей прокатки, может представлять собой одно или несколько из следующих устройств: регулятора 250 прогиба, регулятора 255 раствора и регулятора 290 подачи охлаждающего средства. Система управления выполнена с дополнительной возможностью генерирования опорного сигнала 242 опережающего управления и вектора 241 чувствительности и с дополнительной возможностью генерирования сигналов 281-283 управления в ответ на дифференциальный сигнал 261 обратной связи, определяемый на основе деформации, опорный сигнал 242 опережающего управления и вектор 241 чувствительности. Дифференциальный сигнал 261 обратной связи, определяемый на основе деформации, вычисляется исходя из продольной деформации полосы 12 посредством сравнения измеренного выходного профиля 217А полосы по толщине с вычисленным заданным профилем 221 полосы по толщине, полученным из измеренного входного профиля 211 полосы по толщине. Опорный сигнал 242 опережающего управления и вектор 241 чувствительности вычисляются в зависимости от заданного профиля 221 полосы по толщине, полученного из измеренного входного профиля 211 полосы по толщине, и профиля 231 давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы 12.
Регулятор 250 прогиба, регулятор 255 раствора, регулятор 290 подачи охлаждающего средства и другое соответствующее устройство, которое влияет на раствор нагруженных рабочих валков, можно рассматривать как часть системы 200 управления. Альтернативно, регулятор 250 прогиба, регулятор 255 раствора, регулятор 290 подачи охлаждающего средства и другое соответствующее устройство, которое может влиять (воздействовать) на раствор нагруженных рабочих валков, можно рассматривать как часть прокатного стана 15. Аналогичным образом, в соответствии с некоторыми вариантами осуществления настоящего изобретения различные элементы системы 200 управления можно рассматривать как часть одной модели или другой модели в системе 200 управления. Например, регулятор 250 прогиба, регулятор 255 раствора и регулятор 290 подачи охлаждающего средства можно рассматривать как часть модели 280 управления в системе 200 управления.
Таким образом, раскрыты способ и устройство для регулирования геометрических характеристик полосы в двухвалковой разливочной машине непрерывного действия, имеющей стан горячей прокатки, с системой управления, в которой используется как опережающее управление, так и обратная связь для регулирования геометрических характеристик литой полосы, выходящей из стана горячей прокатки, при одновременном предотвращении коробления литой полосы.
Несмотря на то что изобретение было описано со ссылкой на определенные варианты осуществления, специалистам в данной области техники будет понятно, что могут быть выполнены различные изменения и могут быть заменены эквивалентные элементы без отхода от объема изобретения.
Кроме того, многие модификации могут быть выполнены для адаптации конкретной ситуации или материала к идеям изобретения без отхода от его объема.
Следовательно, предусмотрено то, что изобретение не ограничено конкретными раскрытыми вариантами осуществления, но изобретение будет включать в себя все варианты осуществления, находящиеся в пределах объема притязаний приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| УСТАНОВКА ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ СТАЛЬНЫХ ЛЕНТ | 1993 |
|
RU2121408C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |



Изобретение относится к металлургии. Технический результат - повышение качества полосы. Раскрыты устройство и способ регулирования геометрических характеристик полосы в установке для литья, имеющей прокатный стан. Заданный профиль полосы по толщине вычисляют в зависимости от измеренного профиля полосы по толщине при входе в стан при одновременном удовлетворении технических требований к профилю и плоскостности. Дифференциальный сигнал обратной связи, получаемый исходя из продольной деформации полосы, вычисляют посредством системы управления путем сравнения профиля полосы по толщине при выходе ее из стана с заданным профилем полосы по толщине. Сигнал управления генерируется для управления устройством, выполненным с возможностью воздействия на геометрические характеристики полосы, обрабатываемой в стане горячей прокатки. Опорный сигнал опережающего управления и/или вектор чувствительности могут вычисляться в зависимости от заданного профиля толщины и использоваться при генерировании сигнала управления, направляемого управляющему устройству. Управляющее устройство может быть выбрано из одного или нескольких из группы, состоящей из регулятора прогиба, регулятора раствора и регулятора для подачи охлаждающего средства. 4 н. и 32 з.п. ф-лы, 6 ил.
1. Способ регулирования геометрических характеристик полосы в установке для литья полосы, совмещенной со станом горячей прокатки, включающий следующие операции: измерение входного профиля по толщине поступающей металлической полосы перед входом металлической полосы в стан горячей прокатки, вычисление заданного профиля полосы по толщине в зависимости от измеренного входного профиля полосы по толщине при одновременном удовлетворении технических требований к профилю и плоскостности полосы, измерение выходного профиля по толщине металлической полосы после выхода металлической полосы из стана горячей прокатки, вычисление дифференциального сигнала обратной связи, определяемого на основе деформации, исходя из продольной деформации полосы путем сравнения выходного профиля полосы по толщине с заданным профилем полосы по толщине, полученным исходя из измеренного входного профиля полосы по толщине, и управление устройством воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на, по меньшей мере, указанный сигнал обратной связи.
2. Способ по п.1, в котором устройство воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, выбирают из одного или нескольких из группы, состоящей из регулятора прогиба, регулятора раствора валков и регулятора подачи охлаждающего средства.
3. Способ по п.1 или 2, дополнительно включающий в себя вычисление профиля давления в растворе валков исходя из входного профиля полосы по толщине и размеров и характеристик стана горячей прокатки, вычисление опорного сигнала опережающего управления и вектора чувствительности в зависимости от заданного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы и
дополнительное управление устройством воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на указанный вычисленный опорный сигнал опережающего управления и указанный вычисленный вектор чувствительности.
4. Способ по п.1 или 2, дополнительно включающий в себя вычисление профиля давления в растворе валков исходя из входного профиля полосы по толщине и размеров и характеристик стана горячей прокатки, вычисление опорного сигнала опережающего управления в зависимости от заданного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы и дополнительное управление устройством воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на указанный вычисленный опорный сигнал опережающего управления.
5. Способ по п.1 или 2, дополнительно включающий в себя вычисление профиля давления в растворе валков, исходя из входного профиля полосы по толщине и размеров и характеристик стана горячей прокатки,
вычисление вектора чувствительности в зависимости от заданного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы и дополнительное управление устройством воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на указанный вычисленный вектор чувствительности.
6. Способ по п.1, дополнительно включающий в себя генерирование адаптивного вектора погрешности раствора валков исходя из измеренного выходного профиля полосы по толщине и использование адаптивного вектора погрешности раствора валков при вычислении, по меньшей мере, одного из параметров, представляющих собой опорный сигнал опережающего управления и вектор чувствительности.
7. Способ по п.1, в котором вычисление указанного заданного профиля полосы по толщине включает в себя выполнение, по меньшей мере, одной из операций, представляющих собой временную фильтрацию и пространственную частотную фильтрацию.
8. Способ по п.2, в котором указанная операция управления включает в себя управление с симметричной обратной связью и управление с асимметричной обратной связью регулятором прогиба и регулятором раствора валков.
9. Способ по п.1, в котором указанная операция управления включает в себя вычитание систематических погрешностей из указанного дифференциального сигнала обратной связи, определяемого на основе деформации, когда прокатный стан включен, при этом указанные систематические погрешности определяют посредством сравнения профилей полосы по толщине при входе и при выходе, когда прокатный стан отключен.
10. Способ по п.1, в котором указанная операция управления включает в себя выполнение температурной компенсации и выявления коробления.
11. Способ по п.1, в котором указанная операция управления включает в себя выполнение, по меньшей мере, одной из операций, представляющих собой вызываемую оператором точную настройку подачи охлаждающего средства и вызываемую оператором точную настройку прогиба.
12. Способ по п.1, в котором указанный заданный профиль полосы по толщине препятствует короблению полосы.
13. Система управления для регулирования геометрических характеристик полосы в установке для литья полосы, содержащей стан горячей прокатки, при этом указанная система управления включает в себя измерительное устройство на входе, выполненное с возможностью измерения входного профиля полосы по толщине поступающей металлической полосы перед входом указанной металлической полосы в указанный прокатный стан,
модель вычисления заданного профиля полосы по толщине, обеспечивающую возможность вычисления заданного профиля толщины в зависимости от указанного измеренного входного профиля полосы по толщине при одновременном удовлетворении технических требований к профилю и плоскостности, измерительное устройство на выходе, выполненное с возможностью измерения выходного профиля по толщине указанной металлической полосы после выхода указанной металлической полосы из указанного прокатного стана, модель вычисления дифференциального сигнала обратной связи, определяемого на основе деформации, обеспечивающую возможность вычисления дифференциального сигнала обратной связи, исходя из продольной деформации полосы путем сравнения выходного профиля полосы по толщине с заданным профилем полосы по толщине, полученным исходя из измеренного входного профиля полосы по толщине, и модель управления, обеспечивающую возможность управления устройством воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, в ответ на, по меньшей мере, указанный дифференциальный сигнал обратной связи.
14. Система управления по п.13, в которой устройство воздействия на геометрические характеристики полосы, выходящей из стана горячей прокатки, выбрано из одного или нескольких из группы, состоящей из регулятора прогиба, регулятора раствора валков и регулятора подачи охлаждающего средства.
15. Система управления по п.13 или 14, включающая в себя модель раствора валков, обеспечивающую возможность вычисления профиля давления в растворе валков, исходя из входного профиля полосы по толщине и размеров и характеристик стана горячей прокатки, и модель вычисления опережающего прогиба комплекта валков, обеспечивающую возможность вычисления опорного сигнала опережающего управления и вектора чувствительности в зависимости от заданного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы.
16. Система управления по п.13 или 14, дополнительно включающая в себя: модель раствора валков, обеспечивающую возможность вычисления профиля давления в растворе валков, исходя из входного профиля полосы по толщине и размеров и характеристик стана горячей прокатки, и
модель вычисления опережающего прогиба комплекта валков, обеспечивающую возможность вычисления опорного сигнала опережающего управления в зависимости от заданного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы.
17. Система управления по п.13 или 14, дополнительно включающая в себя модель раствора валков, обеспечивающую возможность вычисления профиля давления в растворе валков, исходя из профиля полосы по толщине при входе и размеров и характеристик стана горячей прокатки, и модель вычисления опережающего прогиба комплекта валков, обеспечивающую возможность вычисления вектора чувствительности в зависимости от заданного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы.
18. Система управления по п.15, дополнительно включающая в себя адаптивную модель вычисления прогиба комплекта валков, обеспечивающую возможность генерирования адаптивного вектора погрешности раствора валков, исходя из измеренного профиля полосы по толщине при выходе и использования адаптивного вектора погрешности раствора валков при вычислении, по меньшей мере, одного из параметров, представляющих собой опорный сигнал опережающего управления и вектор чувствительности.
19. Система управления по п.13, в которой указанная модель вычисления заданного профиля полосы по толщине дополнительно обеспечивает, по меньшей мере, одну из возможности временной фильтрации и возможности пространственной частотной фильтрации в качестве части вычисления указанного заданного профиля полосы по толщине.
20. Система управления по п.14, в которой указанная модель управления включает в себя возможность симметричной обратной связи и возможность асимметричной обратной связи для управления регулятором прогиба и регулятором раствора.
21. Система управления по п.13, в которой указанная модель вычисления дифференциального сигнала обратной связи, определяемого на основе деформаций, включает в себя возможность автоматического обнуления, создающую возможность вычитания систематических погрешностей из указанного сигнала обратной связи, когда прокатный стан включен, при этом указанные систематические погрешности определяют посредством сравнения профилей полосы по толщине при входе и при выходе, когда прокатный стан отключен.
22. Система управления по п.13, в которой указанная модель вычисления указанного дифференциального сигнала обратной связи включает в себя возможность температурной компенсации и возможность выявления коробления.
23. Система управления по п.13, в которой указанная система управления поддерживает возможность выполнения, по меньшей мере, одной из операций, представляющих собой вызываемую оператором точную настройку подачи охлаждающего средства и вызываемую оператором точную настройку прогиба.
24. Система управления по п.13, в которой указанная модель вычисления заданного профиля полосы по толщине обеспечивает воспрепятствование короблению полосы.
25. Установка для литья полосы, совмещенная со станом горячей прокатки, предназначенная для производства тонкой литой полосы с регулируемыми геометрическими характеристиками полосы, содержащая (а) машину для литья тонкой полосы, имеющей пару литейных валков, между которыми имеется зазор, (b) систему подачи металла, выполненную с возможностью образования литейной ванны между литейными валками над зазором с боковыми подпорами рядом с концами зазора для удерживания указанной литейной ванны, (с) привод, выполненный с возможностью обеспечения вращения литейных валков в противоположных направлениях для образования затвердевших металлических оболочек на поверхностях литейных валков и литой тонкой стальной полосы из затвердевших оболочек в зазоре между литейными валками, (d) стан горячей прокатки, имеющий рабочие валки с рабочими поверхностями, между которыми образуется раствор валков, посредством которого может быть прокатана литая полоса из устройства для литья тонкой полосы, (е), соединенное с указанным станом горячей прокатки устройство воздействия на геометрические характеристики полосы, обработанной посредством стана горячей прокатки, в ответ на сигналы управления и (f) систему управления, выполненную с возможностью вычисления дифференциального сигнала обратной связи, определяемого на основе деформации, исходя из продольной деформации полосы посредством сравнения входного профиля полосы по толщине при выходе с заданным профилем полосы по толщине, полученным исходя из измеренного профиля полосы по толщине при входе, выполненную с возможностью генерирования сигналов управления в ответ на указанный сигнал обратной связи, определяемый разностью деформаций, и соединенную с указанным устройством воздействия на геометрические характеристики полосы, обработанной посредством стана горячей прокатки, в ответ на указанные сигналы управления.
26. Установка по п.25, в которой указанное устройство воздействия на геометрические характеристики указанной полосы, обработанной посредством стана горячей прокатки, выбрано из одного или нескольких из группы, состоящей из регулятора прогиба, регулятора раствора валков и регулятора подачи охлаждающего средства.
27. Установка по п.25 или 26, в которой указанная система управления выполнена с дополнительной возможностью вычисления опорного сигнала опережающего управления и вектора чувствительности и выполнена с дополнительной возможностью генерирования сигналов управления в ответ на указанный опорный сигнал опережающего управления и указанный вектор чувствительности для воздействия указанного устройства на геометрические характеристики полосы, обработанной посредством стана горячей прокатки, в ответ на указанные сигналы управления.
28. Установка по п.25, в которой указанная система управления выполнена с дополнительной возможностью вычисления опорного сигнала опережающего управления и выполнена с дополнительной возможностью генерирования сигналов управления в ответ на указанный опорный сигнал опережающего управления для обеспечения воздействия указанного устройства на геометрические характеристики полосы, обработанной посредством стана горячей прокатки, в ответ на указанные сигналы управления.
29. Установка по п.25, в которой указанная система управления выполнена с дополнительной возможностью вычисления вектора чувствительности и выполнена с дополнительной возможностью генерирования сигналов управления в ответ на указанный вектор чувствительности для обеспечения воздействия указанного устройства на геометрические характеристики полосы, обработанной посредством стана горячей прокатки, в ответ на указанные сигналы управления.
30. Установка по п.27, в которой указанный опорный сигнал опережающего управления и указанный вектор чувствительности вычисляют в зависимости от заданного профиля полосы по толщине, полученного из измеренного входного профиля полосы по толщине, и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы.
31. Способ литья тонкой полосы с регулируемыми геометрическими характеристиками полосы посредством непрерывного литья и последующей горячей прокатки в установке для литья полосы по любому из пп.25-30, при этом указанный способ включает в себя введение жидкой стали между двумя литейными валками машины для литья тонкой полосы, образование литейной ванны, опирающейся на литейные поверхности литейных валков и удерживаемой боковыми подпорами, вращение литейных валков в противоположных направлениях и образование затвердевших металлических оболочек на поверхностях литейных валков и литой тонкой стальной полосы из затвердевших оболочек в зазоре между литейными валками, прокатку поступающей тонкой литой полосы между рабочими валками стана горячей прокатки и использование устройства воздействия на геометрические характеристики указанной полосы, выходящей из указанного стана горячей прокатки, в ответ на по меньшей мере один сигнал управления системы управления.
32. Способ по п.31, в котором указанное устройство воздействия на геометрические характеристики указанной полосы, выходящей из стана горячей прокатки, выбирают из одного или нескольких из группы, состоящей из регулятора прогиба, регулятора раствора валков и регулятора подачи охлаждающего средства.
33. Способ по п.31 или 32, в котором указанная система управления выполнена с дополнительной возможностью вычисления опорного сигнала опережающего управления и вектора чувствительности и выполнена с дополнительной возможностью генерирования сигналов управления в ответ на указанный дифференциальный сигнал обратной связи, определяемый на основе деформации, на указанный опорный сигнал опережающего управления и на указанный вектор чувствительности.
34. Способ по п.31 или 32, в котором указанная система управления выполнена с дополнительной возможностью вычисления опорного сигнала опережающего управления и выполнена с дополнительной возможностью генерирования сигналов управления в ответ на указанный дифференциальный сигнал обратной связи и указанный опорный сигнал опережающего управления.
35. Способ по п.31 или 32, в котором указанная система управления выполнена с дополнительной возможностью вычисления вектора чувствительности и выполнена с дополнительной возможностью генерирования сигналов управления в ответ на указанный дифференциальный сигнал обратной связи и указанный вектор чувствительности.
36. Способ по п.33, в котором указанный опорный сигнал опережающего управления и указанный вектор чувствительности вычисляют в зависимости от заданного профиля полосы по толщине, полученного из измеренного входного профиля полосы по толщине и профиля давления в растворе валков для обеспечения возможности коррекции отклонений профиля и плоскостности литой полосы.
| JP 61049722 А, 11.03.1986 | |||
| JP 61001418 А, 07.01.1986 | |||
| US 4261190 А, 14.04.1981 | |||
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |

