Изобретение относится к установке для бесслитковой прокатки стальных лент.
Начиная с первой установки для бесслитковой прокатки, которая описана в немецком патенте 52002, были разработаны многочисленные установки для бесслитковой прокатки различного выполнения. Общим для этих разработок является то, что они до сих пор для низколегированной стали приводили к успеху только тогда, когда разливочное устройство производит так называемый тонкий сляб (плоскую полосу) с толщиной по меньшей мере 50 мм (DE 3712537A1), который затем вводят в первую прокатную клеть, или когда в ленту разливается нержавеющая сталь, как это описано в EP 0458987 A1 и в EP 0481481 A1.
Задачей изобретения является указание установки для бесслитковой прокатки стальных лент и системы регулирования для нее, которые позволяют изготавливать стальные ленты любого качества в пределах допусков дальнейшей обработки, причем нужно исходить из литых лент с толщиной между 5 и 20 мм.
Эта задача решается тем, что отдельные части установки относительно их взаимодействия выполнены оптимально для получения пригодной для дальнейшей обработки ленты и эксплуатируются в согласовании друг с другом. Согласование предпочтительно оптимизируется через систему Нейро-Фуцци (Neuro-Fuzzy-System).
Предпочтительные особенности отдельных частей установки и системы регулирования видны из последующего описания.
Исходя из литьевой струи, вытекающей из тандиша (Tundish) или копильника путем бесслитковой прокатки и последующей обработки давлением изготавливают горячекатаную ленту с толщиной порядка от 2 до 4 мм. В отдельных случаях должна быть достижимой также толщина 1 мм. Для этого применяются устройства для бесслитковой прокатки со следующими частично известными электротехническими основными компонентами:
Привод шиберного затвора с регулированием литьевой струи на тандише или копильнике. Литьевая струя течет в устройство предварительного охлаждения, при необходимости в приемный кокиль, и там устанавливают уровень разлива, например, путем радиометрического измерения, в частности измерительным прибором фирмы Dr. Berthold, с точностью до ± 3 мм. Эта установка является независимой от поперечного сечения устройства распределения и/или предварительного охлаждения. Оно может быть выполнено сверху открытым или в виде камеры.
Для устройства распределения и предварительного охлаждения предусмотрено регулирование охлаждающего средства и, при необходимости, устройство для перемешивания в форме электрической катушки. Она может быть выполнена в виде одной части или многочастной. Устройство распределения и предварительного охлаждения может быть выполнено, в частности, для более толстых поперечных сечений в виде приемного кокиля, однако оно может быть выполнено точно также и как распределительный желоб или как коробчатая насадка с покрытием. В случае выполнения в виде приемного кокиля предлагается выгодным образом регулируемое выполнение, которое описано в заявке ФРГ DE 4030683 A1.
Пара литейных валков имеет предпочтительно регулирование охлаждающего средства, а также регулирование мощности и положения и, в частности, вычисление мгновенной формы. Форма литейных валков ориентируется на требования включенных за ними прокатных устройств, а именно таким образом, что они поставляют с минимумом перестановки соответствующую допускам ленту. Особенно подходящим оказалось использование прямоугольного выходного профиля, который предпочтительно имеет, например, бочковатые края.
После литейных валков предпочтительно расположены электромагнитное устройство регулирования натяжения ленты и соответствующие устройства отклонения ленты, которые по меньшей мере частично заменяют обычные до сих пор ролики, которые, в частности в длительном режиме, могут давать повод к поверхностным погрешностям или способствуют возникновению краевых трещин.
Далее в этой области расположены индуктивные установочные устройства распределения температуры ленты и непосредственно перед первым обжимным валком устройство удаления окалины водой под давлением. В качестве скорости разливки предусмотрено предпочтительно порядка 6 - 10 м/мин. Для установки температуры краев служат, в частности, одно и многочастные линейные индукторы и для гомогенизации температуры, в случае необходимости, по отдельности под- и отключаемые пластинчатые индукторы. Этими мерами является возможной установка входной температуры литой ленты в первой прокатной клети даже с заданным температурным профилем по ширине. Входная температура ленты в обжимные валки точно также, как и температура разливки, устанавливается в основном по сплаву, то есть по качеству стали и конечному размеру, который должен достигаться при прокатке, т.е. по степени обжима валками.
В качестве прокатных клетей предусмотрены простые прокатные клети дуо или кварто, которые содержат по меньшей мере устройство перестановки прокатного зазора и устройство изгиба валков. Здесь, исходя из действительного литого профиля ленты, насколько возможно, устанавливают заданный профиль и заданное поперечное сечение, на которое можно также еще оказывать влияние через усилие натяжения моталки.
При необходимости после последней клети, обычно предусмотрены одна - три клети, в зависимости от необходимой степени обжима для достижения конечного поперечного сечения, находится зона термообработки, которая содержит индуктивные устройства и, при необходимости, также устройства охлаждения. Здесь, например, для оказания воздействия на зернистость производят циклический отжиг. Далее перед моталкой может быть предусмотрена зона выдерживания температуры. Таким образом из прокатного нагрева получается управляемая термообработка.
После валков предпочтительно находятся измерительные приборы для толщины и профиля, чтобы контролировать установку валков, изгиб валков и силу вытяжки из валков для достижения соответствующей допуску ленты. Профиль входа в валки предпочтительно определяют расчетом. Расчет может быть проверен с помощью измерительной техники. Расчет исходит, например, из данных отверждения сплава, вычисленной мгновенной формы литейных валков и, при необходимости, от температурного профиля ленты по ее ширине.
Индуктивные устройства и разливочная техника (включая технику охлаждения) предпочтительно управляются и регулируются системой автоматизации на основе системы фирмы Сименс "SIMATIC S5", в то время как литейные валки, обжимные валки и моталка предпочтительно имеют управление и регулирование на базе системы фирмы Сименс "Symadin D". Приборы автоматизации предпочтительно связаны друг с другом и с блоком управления через систему шин. Готовая прокатанная лента имеет отклонения профиля ниже входного допуска холодной прокатки примерно максимально ± 0,025 мм для 4-миллиметровой ленты.
Отдельные приборы автоматизации и измерительные приборы организованы в технологически связанные группы автоматизации и связаны друг с другом через систему управления с прямой и обратной связью (feedforward-feedback). В особенно предпочтительном виде выполнения система управления содержит матрицу оценки опыта со связью оказания воздействия в основной форме на самооптимируемую нейронную сеть с входными данными Фуцци и автоматически генерируемыми знаниями экспертов. Таким образом получается налаженная система управления, которая может соединять друг с другом относительно просто выполненные отдельные агрегаты в выгодном с точки зрения затрат выполнении для получения свободной от трещин ленты с допусками в пределах границ регулирования последующего подключенного стана холодной прокатки и при этом автоматически привносит опыт, какими становятся отдельные агрегаты при измененных входных значениях и образе действий.
В специальных дальнейших формах выполнения изобретения предусмотрено, что регулирование вытекания из тандиша (Tundish) или копильника в литейную трубу или тому подобное производится шибером с электрическим приводом в зависимости от входного уровня разливки и таких заданных требований, как толщина ленты. Входной уровень разливки или соответственно уровень выше литейных валков может при этом определяться не только с помощью радиометрических, но также оптических или поплавковых измерений.
Необходимое при известных условиях регулирование охлаждающего средства входной области производится в зависимости от термоэлементов стенки или данных регулирования вытекания из тандиша в связи с измерением вытекающего количества. Также для этого используется предпочтительно матрица опытных значений, которая, например, учитывает влияния сплава.
Литейные валки имеют регулирование частоты вращения и момента вращения, при этом определение мгновенной необходимой энергии деформации предпочтительно производят с помощью циклической деблокировки регулирования частоты вращения и момента вращения. Чем больше является мгновенная необходимая энергия деформации, тем выше находится зона объединения обоих образующихся на литейных валках оболочек затвердевания над соединительной плоскостью средних линий литейных валков и наоборот. Мгновенная необходимая энергия деформации является таким образом хорошей величиной регулирования. С ее применением можно с успехом избегать как прорывов на выходную сторону, так и слишком высокого положения зоны объединения оболочек затвердевания. Повисание зоны объединения на одну сторону может быть скомпенсировано с помощью селективного охлаждения. Подробности относительно одностороннего повисания зоны объединения показывает DE 4021197 A1. Одностороннее повисание зоны объединения можно определить, например, с помощью выходного температурного профиля. Литейные валки управляются относительно их осевого положения (расстояние, смещение). Их фактическое положение и форма могут определяться, например, с помощью непрерывных измерений инфракрасным лазером и при необходимости корректироваться. Количество охлаждающего средства устанавливают, в частности, по заданиям входной области и скорости вращения литейных валков. Незначительные коррекции бочковатости являются возможными электрическими средствами, например, индукционным нагревом.
Вытягивание литой ленты регулируется с учетом малого максимального напряжения при растяжении на выходной стороне литейных валков. Это регулирование может рассматриваться или в связи с регулированием прокатных клетей, или также как регулирование развязанной клетки с регулированием натяжения с помощью электромагнитых средств. Оптимальным является регулирование до постоянного максимального массового потока, в зависимости от максимальной мощности охлаждения с согласованием частоты вращения валков с частотой вращения литейных валков.
Затем на выходе из литейных валков предпочтительно производят контроль температуры краев ленты и формы. Как температуру краев ленты, так и форму краев ленты можно регулировать за счет регулирования охлаждения и положения боковых элементов литейных валков. Боковые элементы литейных валков предпочтительно расположены по периметру литейных валков и предпочтительно работают в соединении с индуктивным нагревом или охлаждением, а также регулированием положения, например, согласно матрице опытных значений.
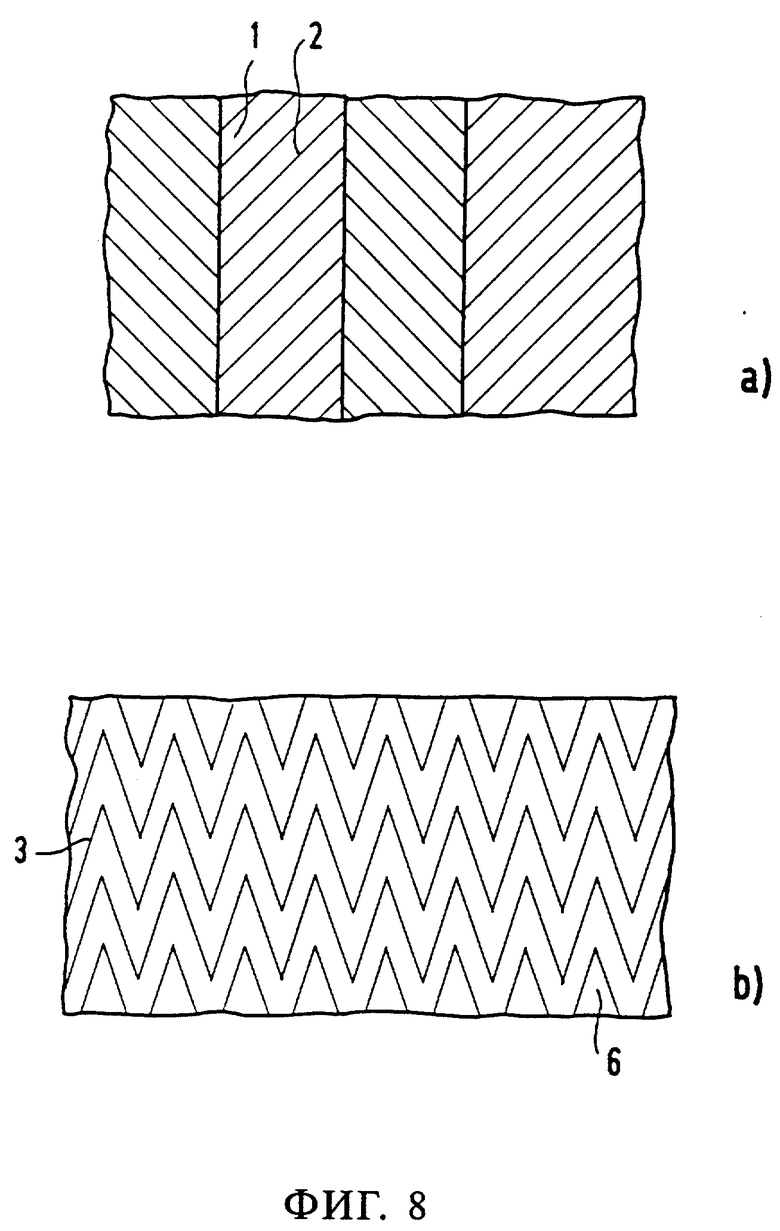
Поверхности литейных валков имеют предпочтительно структурный рисунок, причем особенно предпочтительным является рисунок в елочку или зигзагообразный рисунок. Очистку структурных углублений можно, например, производить разбрызгиваемой водой в связи с системой щеток, особенно предпочтительным является контролировать очистку с помощью лазера, который при необходимости может производит дообработку.
Для безупречного снятия ленты с литейных валков предпочтительно предусмотрено электромагнитно работающее вибрационное устройство для ленты, которое при необходимости дополняется также предпочтительно электромагнитным вибрационным устройством для площадки или для литейных валков. Между литейными валками и первой клетью деформирующих валков находится предпочтительно также блок распознавания изображения и рисунка, например, с инфракрасной камерой, которой контролируют состояние поверхности ленты. При предположении, что видимые трещины окалины, которые превосходят максимальную длину, являются свидетельством поверхностных трещин (отклонение от нормальной картины трещин), так и двухсторонние трещины окалины на краях соответственно оказывают воздействие на характеристики электромагнитных устройств, при необходимости за счет индуктивного частичного нагрева предпринимают возможное заделывание трещин. Коррекция дефектов производится нацеленными электрическими мерами, поддерживаемых при краевых трещинах регулированием положения и/или нагрева/охлаждения управляющих элементов образования краев. Таким образом получается вход свободной от макротрещин ленты в первую обжимную клеть, в которой неизбежно завариваются микротрещины и межкристаллические отслоения. Перед прокатными клетями находится при необходимости прибор измерения профиля и толщины, который при необходимости производит оценку тенденции изменения профиля и толщины. Эти данные служат, в частности, для системы Нейро-Фуцци с ее если-тогда-правилами, однако они могут, например, оцениваться обычным образом или путем дифференциации. То же самое справедливо также для остальных тенденций, которые наблюдаются.
После прокатки при необходимости производят предпочтительно индуктивную термообработку с заданными температурными характеристиками, например, циклический отжиг при температуре порядка 720oC и/или последующую выдержку до 500 - 550oC в случае легированной стали.
Включенная далее моталка имеет регулирование натяжения, чтобы на последней прокатной клети с соблюдением минимального и максимального натяжения достигать заранее определенную конечную толщину ленты.
Наложенная система управления, которая в основном работает на базе математических моделей с адаптацией на базе Нейро-Фуцци (в значительной степени при сетевом тренинге), служит, в частности, для согласования достигаемого в литейных валках профиля и состояния ленты с включенными после них агрегатами. Таким образом возможно, предпочтительно эксплуатировать литейные валки, также как и обжимные валки, например, без сложных устройств перемещения (обжимные валки) или устройств для изменения бочковатости (литейные валки). За счет матрицы опытных значений можно относительно быстро достигать оптимальной реакции на имеющиеся обстоятельства для различных входных условий в литейные валки, определять их поведение в работе путем моделирования и/или опытов в рамках запуска в эксплуатацию и для входных условий в прокатные клети. В зависимости от сплава, входных условий, в частности входной температуры, можно с учетом имеющейся в распоряжении мощности охлаждения с очень простыми агрегатами после относительно короткого времени получать соответствующую допуску ленту. Как правило, для матрицы опытных значений достаточны оцененные значения параметров Фуцци-набора (Fuzzi-Sets), которые улучшаются с помощью самообучающейся нейронной сети. Соответствующие Фуцци-правила (Fuzzi-Rules) для обработки Фуцци-набора после предварительного моделирования действия (в частности, относительно критических ситуаций) проверяются в рамках пробной эксплуатации и затем также поступают в матрицу опытных значений, причем нейронная сеть изменяет в соответствии с требованиями весовые коэффициенты Фуцци-правил.
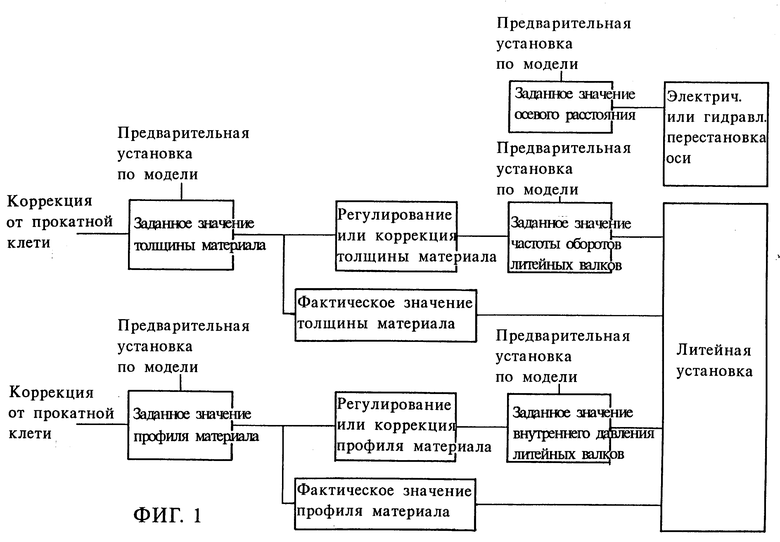
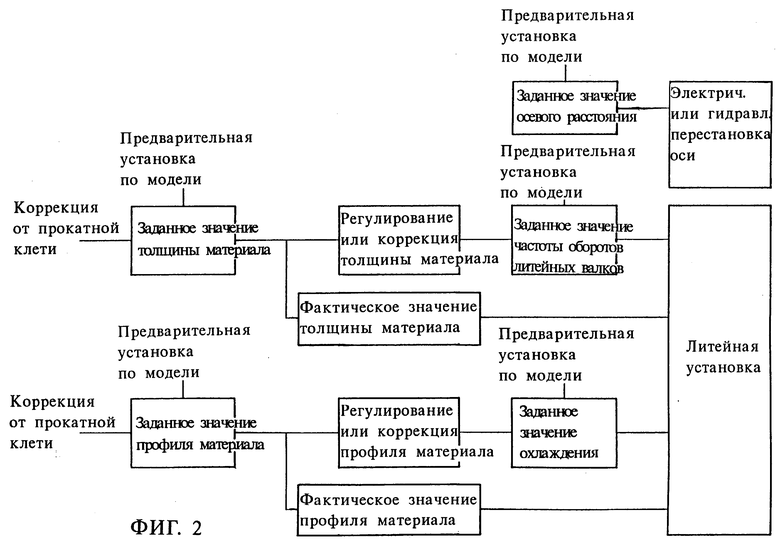
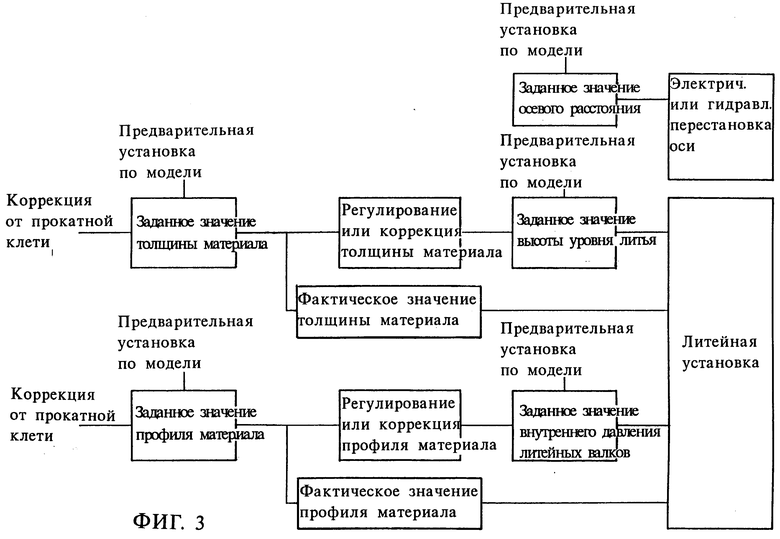
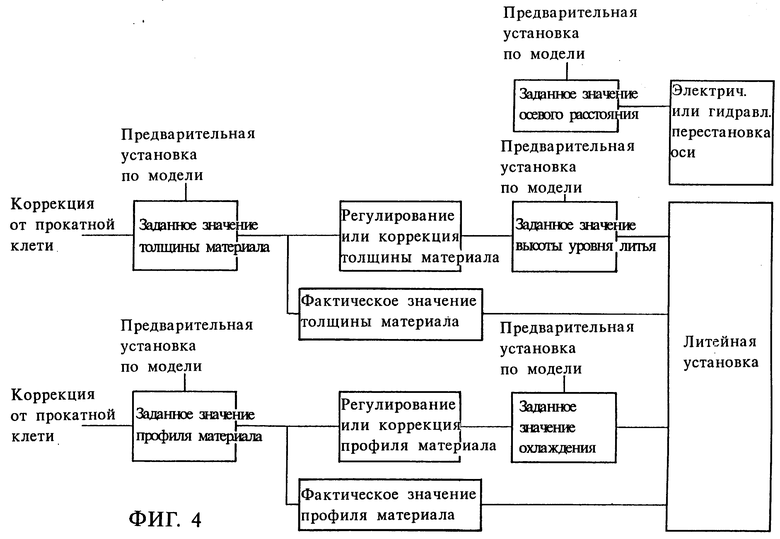
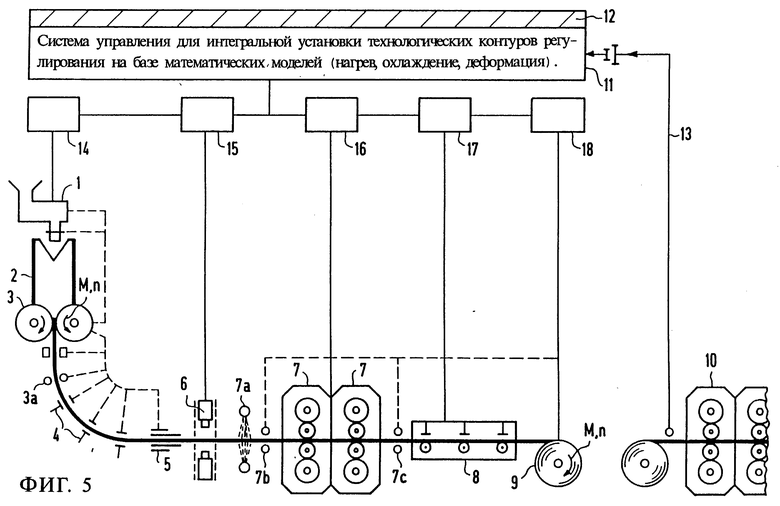
Расположенные в рамках центральной системы управления с особенно предпочтительной нейронной сетью с Фуцци-структурой и матрицей опытных значений для предварительного или прямого управления, частично также изобретательские структуры регулирования следуют из снабженных надписями фиг. 1 - 4, основы некоторых важных Фуцци-правил из приложенной таблицы, а существенные, конструктивные особенности, а также обзор соответствующей изобретению системы регулирования - из фиг. 5 - 8.
Список обозначений к фиг. 5
1 тандиш или копильник
2 входной резервуар или обжимной кокиль
3 литейные валки
3a прибор измерения температуры
4 электрические вибрационные и управляющие устройства
5 плоскостные и краевые индукторы
6 блок распознавания картины и рисунка с зоной воздухообдува
7 деформирующие прокатные клети
7a устройство устранения окалины
7b устройство измерения профиля и толщины
7c устройство контроля выходного профиля
8 устройство непрерывной термообработки
9 моталка
10 клеть холодной прокатки
11 Нейро-Фуцци и блок предварительного расчета
12 матрица опытных значений
13 ввод допусков изготовления
14 блок управления и регулирования заливки-подачи, литейных валков и вытяжки
15 Нейро-Фуцци-блок распознавания картины и рисунка трещин с управлением зоной воздухообдува
16 управление и регулирование прокатной клетки
17 управление и регулирование термообработки
18 регулирование моталки
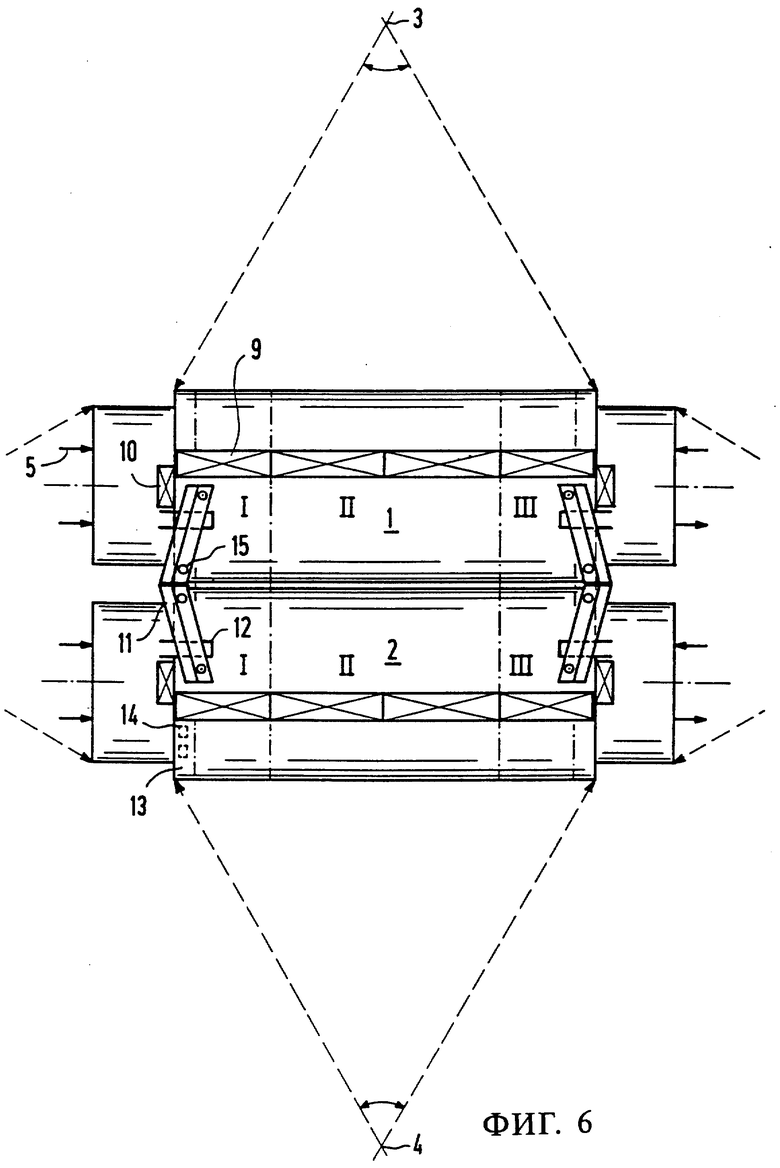
Список обозначений к фиг. 6
1 литейные валок
2 литейные валок
зоны охлаждения I, II и III в отдельности относительно обусловленных мощностью охлаждения зон охлаждения
3 лазер считывания формы и положения, работающий тригонометрически или по способу счета импульсов
5 охлаждающее средство (вода, раствор соли); подводящий и отводящий трубопроводы A, B, C для внесения регулированной вибрации; подача через число оборотов и поршневой насос с регулируемым ходом поршня
9 электрические, например, индуктивные средства коррекции формы литейных валков
10 средства нагрева краев литейных валков
11 регулируемые по положению, охлаждающему средству или соответственно по нагреву боковые ограничения литейного пространства
12 боковые устройства измерения температуры, например, термоэлементы в трубках-оболочках или ультразвуковые вибраторы для использования температурной характеристики плотности стали
13 изогнутые, подверженные воздействию температуры и формы края литейных валков
14 средства оказания воздействия на форму, например, индуктивные устройства или гидравлические поворотные цилиндры, для края литейных валков
15 устройства перестановки высоты и положения боковых ограничений литейного пространства, чтобы устанавливать уплотнительный зазор между боковыми ограничениями литейного пространства и литейными валками
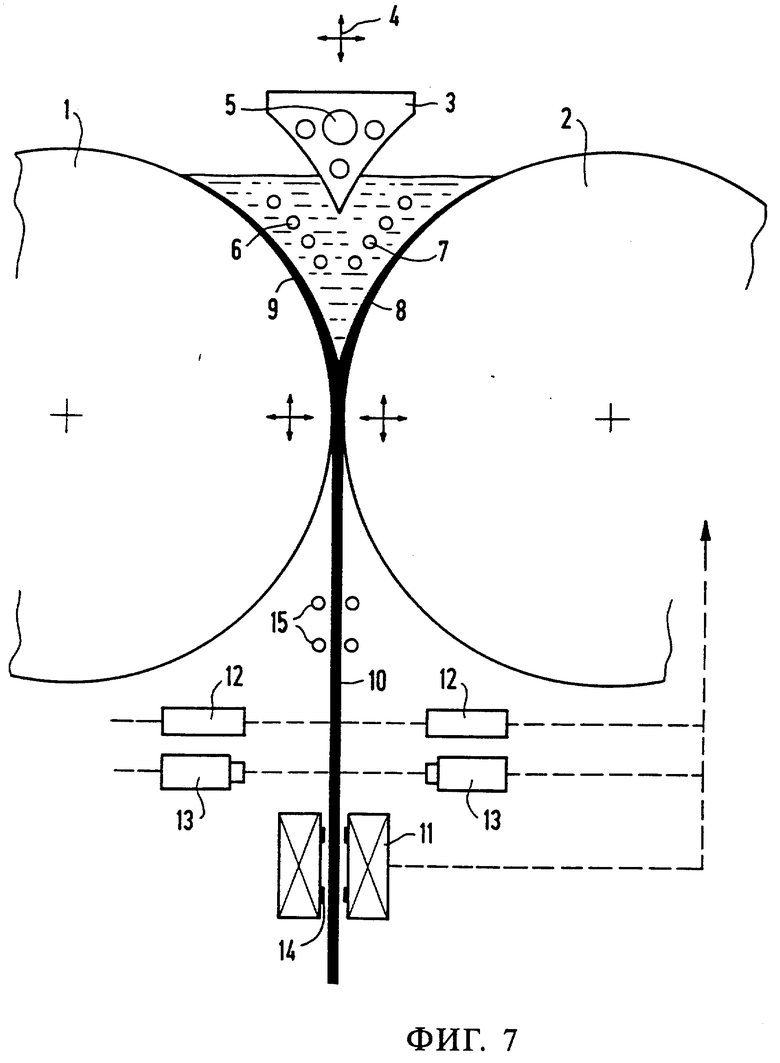
Список обозначений к фиг. 7
1, 2 литейные валки
3 центральное охлаждающее тело литейного пространства, при необходимости, действующее в качестве распределителя, регулируемое по положению и по интенсивности охлаждения
4 стрелки направления движения
5 отверстия охлаждающего средства
6, 7 ультразвуковой термометр или трубка-оболочка термоэлемента
8, 9 оболочки отвердевания
10 литая лента
11 одно- или многочастное электромагнитное регулирование осевой вытяжки, направляющее и/или вибрационное устройство, при необходимости регулируемое в согласовании с вибрационными насосами охлаждающего средства для 1 и 2
12 измерительные приборы профиля ленты, толщины ленты, например, выполненные в виде лазерных измерительных приборов, измерительные приборы профиля края встроены
13 датчики распределения температуры
14 датчики положения
15 вибрационные датчики
Список обозначений к фиг. 8
1 средние части рисунка в елку
2 центральные части рисунка в елку
3 зигзагообразные линии рисунка
6 части поверхности литейного валка, например из меди - бериллия, при необходимости, с покрытием из карбида вольфрама или других карбидов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 1992 |
|
RU2078626C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2518821C2 |
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2510297C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1995 |
|
RU2134621C1 |
| ПРОКАТКА ПОЛОСЫ В ПРОКАТНОМ СТАНЕ С ИСПОЛЬЗОВАНИЕМ ПОСЛЕДНЕЙ КЛЕТИ В КАЧЕСТВЕ УСТРОЙСТВА УМЕНЬШЕНИЯ НАТЯЖЕНИЯ | 2008 |
|
RU2461435C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
Изобретение относится к области металлургии, конкретнее к установке для бесслитковой прокатки стальных лент между валками. Отдельные части установки выполнены управляемыми через отдельные технологические контуры регулирования для их взаимодействия при получении ленты с толщиной 5-20 мм. В качестве системы управления использована Нейро-Фуцци-система (Neuro-Fuzzi-System ). 10 з. п. ф-лы, 8 ил.