Способ относится к области машиностроения и может быть использован для ремонта и восстановления изношенных деталей строительных, дорожных и транспортирующих машин в условиях их интенсивного использования при ликвидации, например, чрезвычайных ситуаций.
Известен способ восстановления изношенных металлических изделий резанием и поверхностно-пластическим деформированием, состоящий из наплавки обрабатываемого металлического изделия и поверхностно-пластического деформирования (см. например, патент РФ на изобретение №2186668, МПК7 В23Р 6/00, 2000).
Недостатками известного способа восстановления являются:
невозможность обеспечить продольное смещение накатника совместно с режущим инструментом, что повышает трудоемкость и не обеспечивает при однократной обработке необходимые размеры и заданное качество поверхностей, поскольку при обработке восстановленных деталей снимается излишне нанесенных слой;
отсутствие воздействия смазывающе-охлаждающей жидкости на накатник и обрабатываемую им поверхность, что приводит к его выходу из строя из-за воздействия большого потока тепловой энергии.
В основу изобретения поставлена задача снижения трудоемкости, материалоемкости, материальных затрат и повышение требуемого качества восстановленной поверхности металлических изделий при их совместной обработке.
Поставленная задача решается тем, что в способе восстановления изношенных металлических изделий резанием и поверхностно-пластическим деформированием, включающем наплавку и поверхностно-пластическое деформирование обработанной поверхности, отличающемся тем, что поверхностно-пластическое деформирование осуществляют одновременно с обработкой резанием, при этом обработку производят режущим инструментом и спаренным с ним охлаждаемым смазывающе-охлаждающей жидкостью роликовым накатником при их совместном продольном перемещении относительно обрабатываемой поверхности нагретого изделия, при этом температура в рабочей зоне режущего инструмента и накатника составляет 500…600°С, общая продольная подача режущего инструмента и накатника - 0,2…0,4 мм за один оборот изделия, глубина резания - не более 4 мм, а усилие воздействия накатника на поверхность - в пределах 1,2…1,5 кН.
Поскольку обработку изделий производят режущим инструментом и спаренным с ним охлаждаемым смазывающе-охлаждающей жидкостью роликовым накатником при их совместном продольном перемещении относительно обрабатываемой поверхности нагретого изделия, при этом температура в рабочей зоне режущего инструмента и накатника составляет 500…600°С, общая продольная подача режущего инструмента и накатника - 0,2…0,4 мм за один оборот изделия, глубина резания - не более 4 мм, а усилие воздействия накатника на поверхность - в пределах 1,2…1,5 кН, обеспечивается снижение трудоемкости, материалоемкости, материальных затрат и повышение требуемого качества восстановленной поверхности металлических изделий при их совместной обработке.
На чертеже изображено устройство для осуществления способа восстановления изношенных металлических изделий резанием и поверхностно-пластическим деформированием.
Устройство состоит из горелки 7 и охладителя 2 для осуществления температурной подготовки восстанавливаемой поверхности, а также спаренных режущего инструмента 3 и охлаждаемого роликового накатника 4, установленных в суппорте станка, движущемся вдоль обрабатываемой поверхности изделия 5.
Заявленный способ осуществляется следующим образом.
Предварительно производят нанесение наплавленного слоя металла на изделие 5. В процессе обработки горелка 1 нагревает поверхность изделия до температуры 500…600°С. Затем обработку производят режущим инструментом 3 и спаренным с ним охлаждаемым роликовым накатником 4, которые закреплены в суппорте станка, осуществляющего при совместном продольном перемещении S режущего инструмента и накатника относительно обрабатываемой поверхности изделия 5 подачу режущего инструмента 3 и накатника 4 в пределах 0,2…0,4 мм за один оборот n изделия 5, глубину резания не более 4 мм и усилие воздействия Рдавл накатника на поверхность - 1,2…1,5 кН. Это повышает надежность совместной работы режущего инструмента 3 и охлаждаемого роликового накатника 4. Заявленным способом можно восстанавливать изношенные металлические изделия, изготовленные из сталей 45, 40Х, 20Х13, 15ХМ, отличающиеся химическим составом, механическими и теплофизическими свойствами, а также латуни, бронзы и подобных материалов по пластичным характеристикам.
При совмещенной обработке изделий из конструкционных, износостойких и жаростойких сталей получено снижение в 1,6…2,2 раза сопротивления нагретого металла резанию, что является существенным резервом повышения точности размеров на 1…2 квалитета при механической обработке. При этом резание с нагревом позволяет увеличить величины подачи и глубины резания. Увеличение скорости обработки с параллельным уменьшением величины подачи улучшает качество поверхности восстановленной детали и доводит параметры шероховатости до уровня тонкого точения, что позволяет повысить производительность в 6…7 раз за счет совмещения этапов обработки восстанавливаемых поверхностей изношенных деталей.
Процесс резания с нагревом, проводимый на наплавленных деталях, обеспечивает снижение параметров шероховатости поверхности обработанной заготовки в 2…2,5 раза по сравнению с обработкой без нагрева. Во всех случаях обработки рабочих поверхностей роликами получены параметры шероховатости, сопоставимые с результатами финишного этапа обработки поверхностей шлифованием.
Предложенный способ восстановления, обеспечивающий значительное снижение вибраций системы посадок и допусков (за счет увеличения скорости, подачи и глубины резания) и повышение стойкости инструмента, позволяет исключить промежуточные этапы термообработки и дополнительно отказаться от отделочных технологических операций, в том числе и шлифовальных. При этом пластическое деформирование нагретой поверхности, производимое совместно с обработкой режущим инструментом, существенно улучшает качество восстанавливаемого изделия, создавая поверхностный бездефектный слой со структурой металла, лишенной микронадрывов и характерной для рабочих поверхностей после холодной обработки резанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ РЕЗАНИЕМ | 2007 |
|
RU2340427C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367561C1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| ОСЦИЛЛИРУЮЩИЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2282529C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
Способ включает наплавку и поверхностно-пластическое деформирование обработанной поверхности. Для снижения трудоемкости обработки и повышения качества поверхности металлических изделий поверхностно-пластическое деформирование осуществляют одновременно с обработкой резанием. При этом обработку производят режущим инструментом и спаренным с ним охлаждаемым смазывающе-охлаждающей жидкостью роликовым накатником при их совместном продольном перемещении относительно обрабатываемой поверхности нагретого изделия. При этом температура в рабочей зоне режущего инструмента и накатника составляет 500…600°С, общая продольная подача резца и накатника - 0,2…0,4 мм за один оборот изделия, глубина резания - не более 4 мм, а усилие воздействия накатника на поверхность - в пределах 1,2…1,5 кН. 1 ил.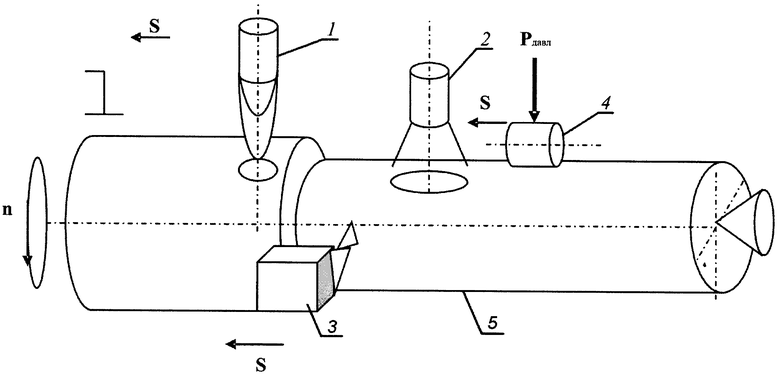
Способ обработки металлических изделий резанием и поверхностно-пластическим деформированием, включающий наплавку и поверхностно-пластическое деформирование обработанной поверхности, отличающийся тем, что поверхностно-пластическое деформирование осуществляют одновременно с обработкой резанием, при этом обработку производят режущим инструментом и спаренным с ним охлаждаемым смазывающе-охлаждающей жидкостью роликовым накатником при их совместном продольном перемещении относительно обрабатываемой поверхности нагретого изделия, при этом температура в рабочей зоне режущего инструмента и накатника составляет 500 - 600°С, общая продольная подача резца и накатника - 0,2 - 0,4 мм за один оборот изделия, глубина резания - не более 4 мм, а усилие воздействия накатника на поверхность - в пределах 1,2 - 1,5 кН.
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2186668C2 |
| Способ обработки резанием труднообрабатываемых материалов с подогревом | 1980 |
|
SU878411A1 |
| Устройство для механической обработки с нагревом заготовки | 1988 |
|
SU1583218A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ РЕЗАНИЕМ | 2007 |
|
RU2340427C2 |
| US 4098153 A, 04.07.1978. | |||

