Изобретение относится к изготовлению моноблочного диска, снабженного системой лопаток и предназначенного, в частности, для ротора газотурбинного двигателя. Более конкретно, предлагаемое изобретение относится к способу изготовления такого диска с использованием сварки при помощи трения.
Существуют два типа дисков, снабженных системой лопаток. Снабженный системой лопаток диск, относящийся к первому типу, изготавливается путем механического крепления съемных лопаток на диске, причем в этом случае и диск, и лопатки содержат средства крепления, предназначенные для их соединения друг с другом. Снабженный системой лопаток диск, относящийся ко второму типу, известен под названием моноблочного диска, снабженного лопатками (DАМ или "blisk" по-английски), и изготавливается в виде единой детали без использования средств крепления.
В снабженных системой лопаток дисках первого типа средства крепления, располагающиеся на диске и на лопатках, должны выдерживать значительные центробежные усилия, возникающие в процессе вращения диска, и имеют, таким образом, тенденцию к тому, чтобы выполняться достаточно массивными. Вследствие этого такой диск обычно оказывается более тяжелым, чем моноблочный лопаточный диск. В области авиационной техники в целом предпочтение отдается использованию более легких деталей, и именно поэтому снабженные системой лопаток моноблочные диски представляют большой интерес для этой области.
Одна из известных технологий изготовления моноблочного диска, снабженного системой лопаток, состоит в механическом изготовлении такого диска обработкой заготовки, полученной при помощи технологий литейного производства. Такая технология описана в патентном документе ЕР 1285714.
Другая технология изготовления моноблочного снабженного системой лопаток диска предусматривает использование сварки трением. Сварка трением представляет собой способ механической сварки, в соответствии с которым тепловая энергия, необходимая для сварки, выделяется в результате трения подлежащих соединению деталей друг с другом при осуществлении плотного прижатия этих деталей. Такая технология сварки предпочтительным образом осуществляется без использования жидкого металла.
Варианты применения сварки трением для изготовления моноблочного диска, снабженного системой лопаток, проиллюстрированы в патентных документах ЕР 0924016 и US 6524072. В патентном документе ЕР 0924016 описана лопатка, для которой сопровождаемое трением движение этой лопатки по отношению к диску осуществляется по существу в осевом направлении, тогда как в документе US 6524072 описана лопатка, для которой сопровождаемое трением движение этой лопатки по отношению к диску осуществляется в тангенциальном направлении. Могут быть рассмотрены также и другие сопровождаемые трением движения, например вращение. Осуществление описанных выше способов, с учетом того, что они должны повторяться для каждой лопатки, оказывается весьма продолжительным и трудоемким.
Кроме того, осуществление способов, описанных в патентных документах ЕР 0924016 и US 6524072, предполагает, что имеется возможность в достаточной степени привести в движение лопатку по отношению к диску. Однако некоторые лопатки содержат хвостовик на их верхнем конце в противоположность их нижнему концу, который содержит корневую часть. Этот хвостовик обладает по существу формой кольцевого сектора и позволяет воссоздать наружный аэродинамический канал течения газов газотурбинного двигателя. Таким образом, такой хвостовик может быть уподоблен верхней платформе. Обычным является проектирование хвостовика, идентичного для совокупности лопаток, причем этот хвостовик имеет форму, обеспечивающую возможность плотного контакта с хвостовиками соседних лопаток. Совокупность таких хвостовиков, связанных между собой встык, образует венец.
Специфическая форма этих хвостовиков не позволяет применить известные способы сварки трением для изготовления снабженного системой лопаток моноблочного диска, поскольку хвостовик смежной лопатки будет препятствовать движению трения лопатки с хвостовиком, подлежащей присоединению к диску при помощи сварки. При этом ни в одном из документов, известных из существующего уровня техники, не предлагается способ изготовления лопаток с хвостовиками на диске с использованием сварки трением.
В более общем случае аналогичные проблемы могут возникать для любых лопаток, которые содержат по меньшей мере один элемент, входящий в контакт с по меньшей мере одной смежной лопаткой, причем этот элемент может представлять собой, например, нижнюю платформу, воссоздающую нижний аэродинамический канал течения газов газотурбинного двигателя, или перо, которое может быть уподоблено некоторой промежуточной платформе, как об этом сказано, например, в патентном документе US 5460488.
В то же время, некоторое предварительное механическое напряжение должно быть приложено к лопаткам с хвостовиком, что делает затруднительным осуществление сварки трением. Это предварительное механическое напряжение состоит в приложении к лопаткам усилий сжатия или растяжения в процессе их изготовления. Действительно, лопатки с хвостовиком подвергаются механической обработке непосредственно с угловым кручением их аэродинамического профиля таким образом, что их хвостовики не являются ориентированными по одной окружной линии диска. Для того чтобы обеспечить это выравнивание по одной окружной линии, в том случае, когда лопатки присоединяются к диску при помощи их корневых частей, их хвостовики механически прикрепляются друг к другу, создавая предварительное механическое напряжение.
Первая техническая задача данного изобретения состоит в том, чтобы предложить способ изготовления снабженного системой лопаток моноблочного диска, позволяющий обеспечить сварку, в частности сварку трением, множества лопаток, содержащих по меньшей мере один элемент, входящий в контакт с по меньшей мере одной соседней лопаткой на диске.
Вторая техническая задача данного изобретения состоит в том, чтобы предложить способ изготовления снабженного системой лопаток моноблочного диска с использованием сварки, в частности сварки трением, позволяющий обеспечить одновременное присоединение множества лопаток к диску.
Техническое решение, предлагаемое в данном изобретении, состоит в осуществлении присоединения к диску с использованием сварки трением венца лопаток, предварительно скрепленных друг с другом.
Для решения поставленных технических задач в данном изобретении предлагается способ изготовления снабженного системой лопаток моноблочного диска, включающий следующие последовательно осуществляемые этапы:
- размещение множества лопаток 1 в виде венца в литейной форме 2, обладающей вращательной симметрией;
- заливка поддающегося распаду или разложению материала 3, предварительно нагретого до температуры, превышающей температуру его плавления, на венец лопаток 1 в литейную форму 2;
- извлечение отформованного венца 10, полученного после затвердевания поддающегося распаду или разложению материала 3;
- присоединение при помощи сварки отформованного венца 10 к диску 4;
- удаление поддающегося распаду или разложению материала 3.
Предпочтительным образом сварка в способе в соответствии с предлагаемым изобретением осуществляется трением.
Способ в соответствии с предлагаемым изобретением весьма успешно применяется к лопаткам, содержащим элементы, входящие в контакт с соседними лопатками.
Одновременное присоединение к диску всех лопаток при помощи сварки позволяет обеспечить выигрыш во времени при изготовлении содержащего систему лопаток моноблочного диска.
Предлагаемое изобретение относится также к литейной форме, предназначенной для осуществления описанного выше способа изготовления моноблочного диска, снабженного системой лопаток.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже подробного описания примера его реализации, где даются ссылки на приведенные в приложении фигуры, на которых:
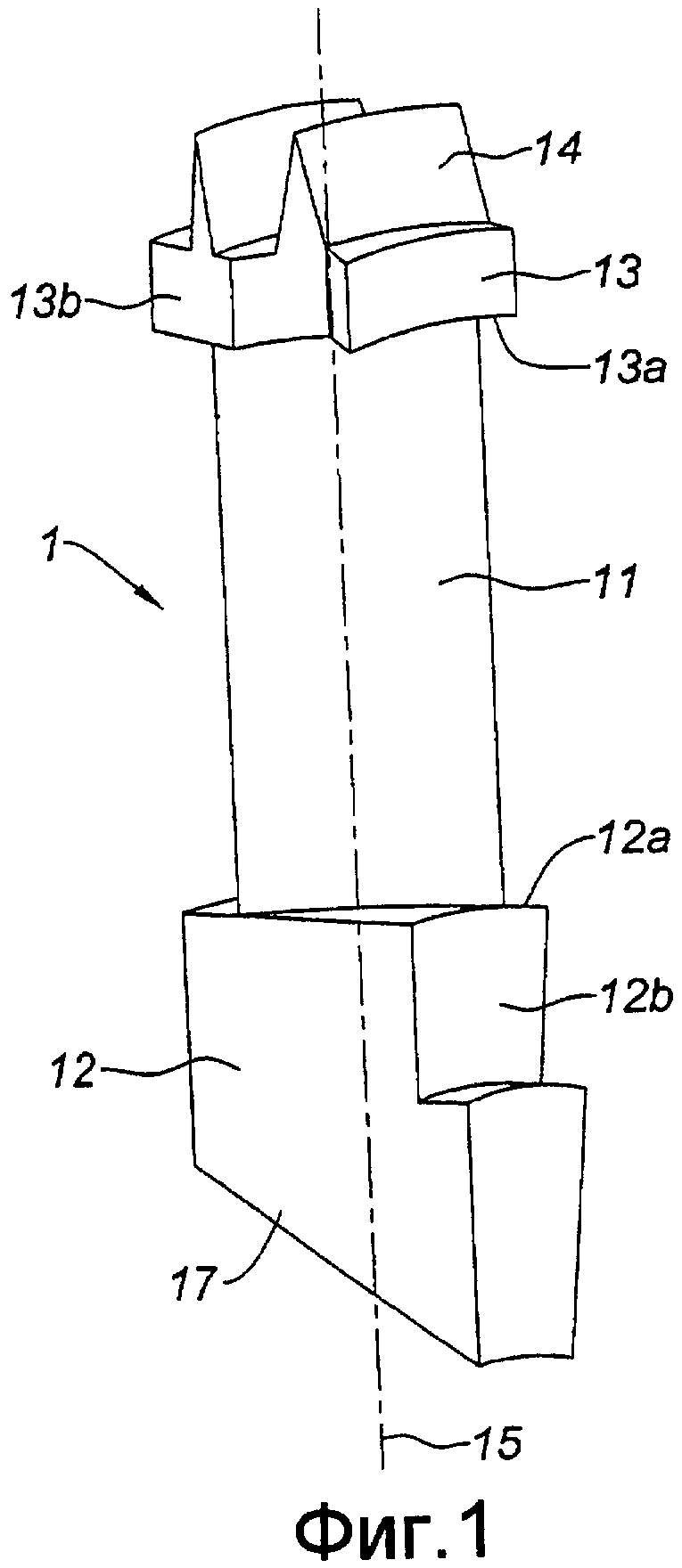
- Фиг.1 представляет собой схематический вид лопатки, рассматриваемой по существу в профиль;
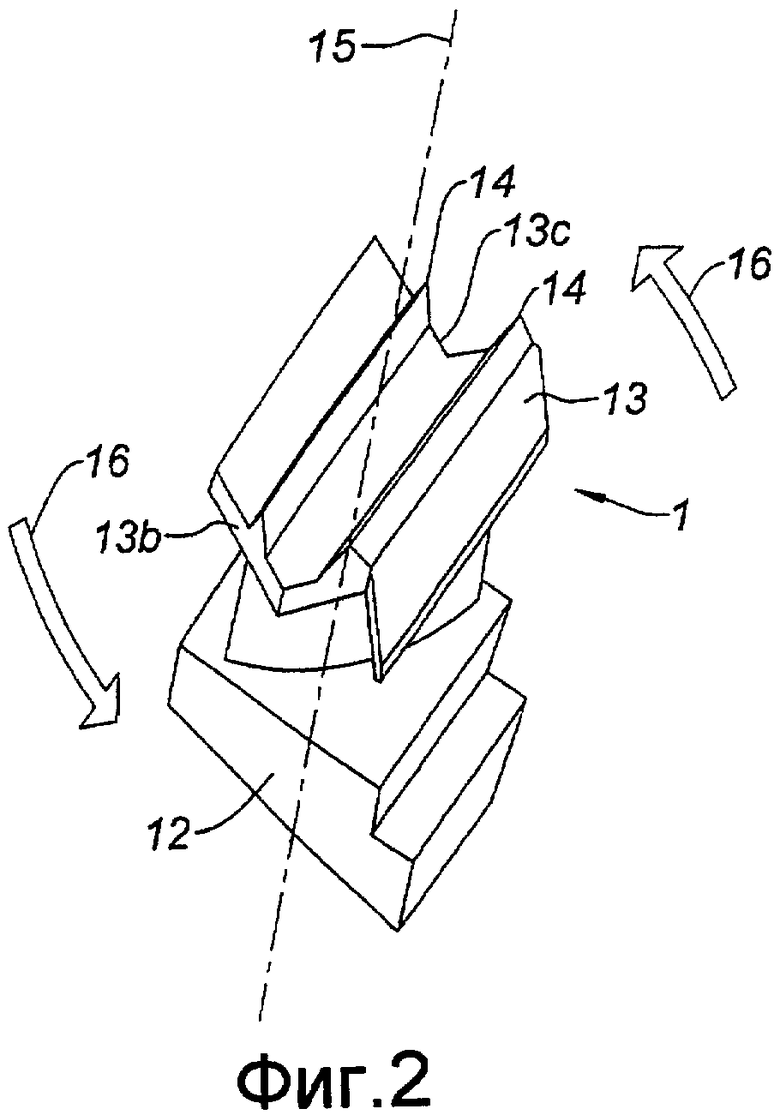
- Фиг.2 представляет собой схематический вид сверху лопатки, показанной на фиг.1;
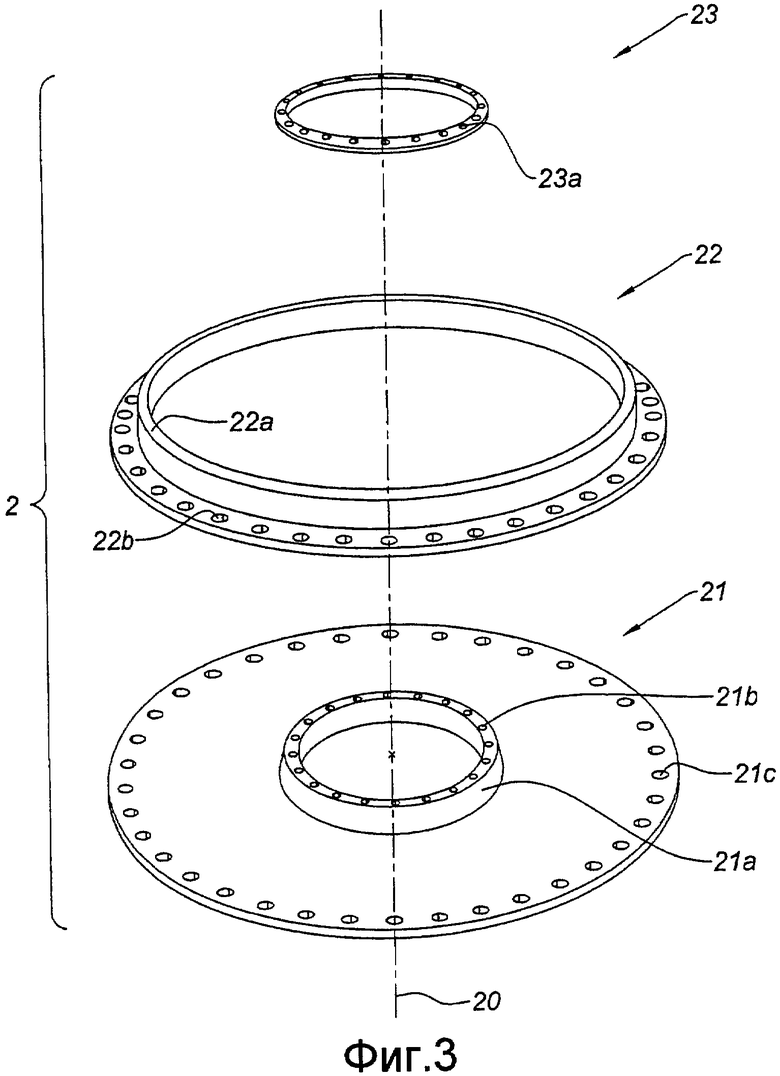
- Фиг.3 представляет собой схематический вид в разобранном состоянии различных элементов, образующих литейную форму в соответствии с предлагаемым изобретением;
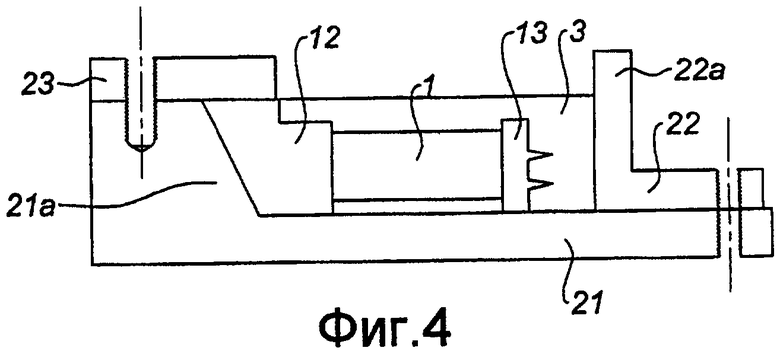
- Фиг.4 представляет собой схематический вид в частичном разрезе собранной литейной формы, в которой расположена лопатка, в соответствии с предлагаемым изобретением;
- Фиг.5 представляет собой схематический вид отформованного венца и диска, предназначенных для соединения друг с другом с использованием сварки трением.
Как это можно видеть на фиг.1, лопатка 1 содержит аэродинамический профиль 11 и корневую часть 12, располагающуюся на ее нижнем конце. Этот аэродинамический профиль 11 лопатки, выполненный в форме крыла, был предварительно механически обработан. Корневая часть 12 лопатки 1 представляет собой относительно массивный блок. Этот блок содержит избыточное количество материала на уровне его поверхности трения 17, предназначенного для расходования в процессе осуществления сварки трением. На корневой части 12 лопатки также предусмотрен уступ 12b, предназначенный для того, чтобы обеспечить неподвижную фиксацию этой лопатки в радиальном направлении в процессе сварки.
В некоторых случаях эта лопатка 1 дополнительно содержит на своем верхнем конце хвостовик 13. Нижняя поверхность 13а этого хвостовика 13 позволяет воссоздать часть наружного аэродинамического канала для течения потока газов в газотурбинном двигателе. Как это отчетливо можно видеть на фиг.2, формы боковых кромок 13b и 13с хвостовика 13 являются дополняющими друг друга таким образом, чтобы идентичные хвостовики 13 двух смежных лопаток 1 имели возможность плотно прилегать друг к другу. Специфическая форма этих хвостовиков 13 дает возможность исключить всякое движение на конце лопатки 1. Этот хвостовик 13 может содержать на своей вершине тонкие выступы 14, предназначенные для обеспечения герметичности с обечайкой кожуха, располагающегося против лопаток, в том случае, когда содержащий систему лопаток диск устанавливается в корпус газотурбинного двигателя. Лопатка 1 с хвостовиком 13 обычно подвергается механической обработке с небольшим кручением 16 ее аэродинамического профиля 11 относительно радиальной оси 15.
Пример реализации литейной формы 2 схематически представлен на виде в разобранном состоянии, показанном на фиг.3. Различные элементы, которые образуют эту литейную форму, выполнены демонтируемыми и предпочтительным образом обладают вращательной симметрией относительно оси 20. Эта литейная форма 2 содержит нижнее кольцо 21, наружное кольцо 22 и верхнее кольцо 23.
Нижнее кольцо 21, имеющее плоскую форму, снабжено на своей внутренней периферийной части кольцевой стенкой 21а, проходящей в осевом направлении внутрь литейной формы 2 на высоту, соответствующую "ширине" лопаток. Наружное кольцо 22 содержит на своей внутренней периферийной части наружную кольцевую стенку 22а, проходящую в осевом направлении внутрь литейной формы 2. Верхнее кольцо 23, имеющее плоскую форму, предназначено для плотного удержания лопаток 1 в литейной форме 2, оказывая давление на корневые части 12 лопаток 1. При этом нижнее кольцо 21, наружное кольцо 22 и верхнее кольцо 23 могут быть жестко связаны между собой при помощи болтовых соединений. Для этого резьбовые отверстия 21b, 21с, 22b, 23а предусмотрены на каждом из этих элементов. Размерные параметры различных элементов 21, 22, 23 литейной формы 2 зависят от размеров лопаток 1.
Для осуществления способа изготовления моноблочного диска, снабженного системой лопаток в соответствии с предлагаемым изобретением, собственно лопатки 1 и диск 4 должны быть изготовлены предварительно.
На первом этапе осуществления способа в соответствии с предлагаемым изобретением лопатки 1 должны быть размещены радиально в виде венца по отношению к оси 20 литейной формы 2 на нижнем кольце 21 этой формы так, как они в конечном счете должны быть расположены вокруг диска 2, к которому эти лопатки в последующем будут присоединены. При этом корневые части 12 лопаток входят в контакт со стенкой 21а нижнего кольца 21 своими поверхностями 17. Предварительное механическое напряжение лопаток 1 создается при помощи давления, воздействующего со стороны верхнего кольца 23 на корневые части 12 лопаток 1, что заставляет хвостовики 13 устанавливаться по одной окружной линии таким образом, чтобы боковые кромки 13b и 13с были позиционированы надлежащим образом и прилегали друг к другу. На фиг.4 представлен вид в разрезе литейной формы 2, в которой размещена лопатка 1.
В соответствии с вторым этапом осуществления этого способа поддающийся распаду или разложению материал 3, предварительно нагретый до температуры, превышающей температуру его плавления, заливается в форму вплоть до уровня, обеспечивающего перекрытие по меньшей мере аэродинамических профилей 11 и хвостовиков 13 лопаток 1. Этот материал 3 представляет собой материал, обладающий достаточно низкой точкой плавления. Здесь, в контексте предлагаемого изобретения, под выражением "материал с низкой точкой плавления" подразумевается материал, который имеет температуру плавления, более низкую, чем температура плавления материала, из которого изготовлены лопатки 1 или диск 4. Примеры материалов, которые могут быть использованы здесь в качестве упомянутого поддающегося распаду или разложению материала 3, будут описаны в последующем изложении.
В соответствии с третьим этапом осуществления этого способа отформованный венец 10, после естественного охлаждения материала 3 вплоть до его затвердевания, извлекается из литейной формы. Для того чтобы это сделать, различные элементы 21, 22 и 23 литейной формы 2 демонтируются. Полученный таким образом отформованный венец 10 представляет собой кольцо, заключающее в себе предварительно напряженные лопатки 1. Предпочтительным образом возможные дефекты отформованного венца 10 удаляются при помощи операции удаления заусенцев.
Четвертый этап этого способа состоит в осуществлении приваривания при помощи сварки трением отформованного венца 10. Поверхности трения 17 и 41 отформованного венца 10 и диска 4 являются скошенными и обе они обладают дополняющими друг друга коническими формами. Избыточное количество материала, предусмотренное на уровне поверхностей трения 17 и 41, предназначено для расходования в процессе сварки трением. Эта сварка трением осуществляется в результате относительного вращения отформованного венца 10 и диска 4. Уступ 12b предусмотрен на корневой части 12 для того, чтобы неподвижно зафиксировать лопатку в радиальном направлении.
При этом возможны два варианта реализации. В соответствии с первым вариантом реализации диск 4 приводится во вращательное движение с высокой скоростью, а отформованный венец 10 прижимается в осевом направлении к этому диску 4. Альтернативным образом, в соответствии со вторым вариантом реализации, отформованный венец 10 приводится во вращательное движение с высокой скоростью, а диск 4 прижимается в осевом направлении к этому отформованному венцу 10. Для того чтобы это сделать, отформованный венец 10 и диск 4 удерживаются при помощи соответствующих устройств удержания 53 и 54, например, при помощи угловых подкладок, в процессе осуществления сварки трением. На фиг.5 продемонстрирован отформованный венец 10 и диск 4, установленные в исходное положение перед началом сварки.
Предпочтительным образом применяемый тип сварки трением может представлять собой сварку при помощи инерционного трения. В этом случае скорость вращения предварительно определяется таким образом, чтобы после остановки этого исходного вращения обеспечивалось ожидаемое сварное соединение.
После выполнения операции сварки последний этап способа состоит в удалении поддающегося распаду или разложению материала 3. Это удаление может осуществляться химическим или термическим способом в зависимости от типа используемого в данном случае поддающегося распаду или разложению материала 3. Для удаления путем химического растворения этот поддающийся распаду или разложению материал 3 может представлять собой смолу на основе полиуретана или силикона, поддающуюся растворению в органическом растворителе, например, типа толуола. Для термического удаления этот материал может представлять собой металлический сплав на основе свинца и олова, например, сплав типа sеrоbаn®. После того как этот поддающийся распаду или разложению материал 3 будет удален, хвостовики 13 освобождаются от предварительного механического напряжения и остаются располагающимися на одной окружной линии.
Полученный таким образом моноблочный диск, снабженный системой лопаток, может подвергаться другим дополнительным видам отделочной обработки, таким, например, как механическая обработка в зоне сварки и механическая обработка аэродинамического профиля 11 лопаток 1.
Хотя в описанном выше примере реализации ссылки даются главным образом на лопатки 1, содержащие хвостовик 13, способ в соответствии с предлагаемым изобретением может быть применен к любому типу лопаток, содержащих или не содержащих элементы, входящие в контакт с соседними лопатками.
Хотя предложенный в данном описании способ сварки представлял собой сварку трением, могут быть рассмотрены и другие способы сварки, такие, например, как электросварка, сварка лазером или диффузионная сварка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовки лопатки газотурбинного двигателя для линейной сварки трением | 2016 |
|
RU2631231C1 |
| РАБОЧЕЕ КОЛЕСО ВТОРОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603383C1 |
| БАРАБАН РОТОРА ТУРБОМАШИНЫ | 2015 |
|
RU2596895C1 |
| РАДИАЛЬНОЕ КОЛЕСО ЦЕНТРОБЕЖНОЙ ЛОПАТОЧНОЙ МАШИНЫ | 2009 |
|
RU2418992C2 |
| Ротор турбины низкого давления (ТНД) газотурбинного двигателя (варианты), узел соединения вала ротора с диском ТНД, тракт воздушного охлаждения ротора ТНД и аппарат подачи воздуха на охлаждение лопаток ротора ТНД | 2018 |
|
RU2684355C1 |
| РАБОЧЕЕ КОЛЕСО ТРЕТЬЕЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2432502C1 |
| РАБОЧЕЕ КОЛЕСО ПЕРВОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603382C1 |
| Газотурбинный двигатель, содержащий вентилятор и компрессор | 2016 |
|
RU2625078C1 |
| РАБОЧЕЕ КОЛЕСО ЧЕТВЁРТОЙ СТУПЕНИ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2015 |
|
RU2612282C1 |
Изобретение может быть использовано при изготовлении моноблочного диска, снабженного системой лопаток, предназначенного, в частности, для ротора газотурбинного двигателя. Лопатки (1) размещают в виде венца в литейной форме, обладающей вращательной симметрией. Заливают на венец лопаток (1) поддающийся распаду или разложению материал, предварительно нагретый до температуры, превышающей температуру его плавления. Извлекают из упомянутой формы отформованный венец (10) после затвердевания упомянутого материала. Присоединяют при помощи сварки трением отформованный венец (10) к диску (4). Удаляют поддающийся распаду или разложению материал. Способ обеспечивает одновременное присоединение множества предварительно скрепленных лопаток к диску, при этом позволяет приваривать трением лопатки, имеющие элементы, входящие в контакт с соседними лопатками. 13 з.п. ф-лы, 5 ил.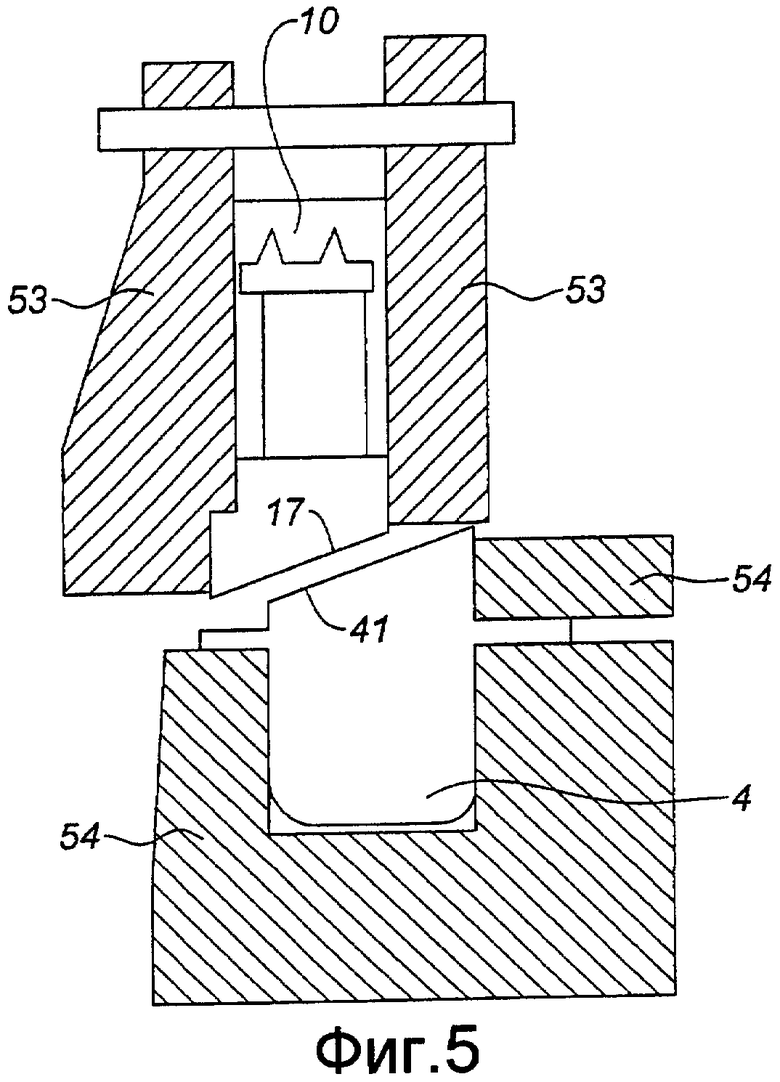
1. Способ изготовления моноблочного диска, снабженного системой лопаток, включающий следующие последовательно осуществляемые этапы:
размещение множества лопаток (1) в виде венца в литейной форме (2), обладающей вращательной симметрией;
заливка поддающегося распаду или разложению материала (3), предварительно нагретого до температуры, превышающей температуру его плавления, на венец лопаток (1), располагающийся в литейной форме (2);
извлечение из формы полученного таким образом отформованного венца (10) после затвердевания упомянутого поддающегося распаду или разложению материала (3);
присоединение при помощи сварки отформованного венца (10) к диску (4) и
удаление упомянутого поддающегося распаду или разложению материала (3),
при этом сварку осуществляют посредством трения.
2. Способ по п.1, отличающийся тем, что сварку осуществляют посредством инерционного трения.
3. Способ по п.1 или 2, отличающийся тем, что поверхности трения (17) и (41) отформованного венца (10) и диска (4) выполнены скошенными и имеют дополняющие друг друга конические формы.
4. Способ по п.1 или 2, отличающийся тем, что в процессе осуществления операции сварки трением диск (4) прижимают в осевом направлении к отформованному венцу (10).
5. Способ по п.1, отличающийся тем, что каждая лопатка (1) содержит по меньшей мере один элемент, входящий в контакт с соседними лопатками (1).
6. Способ по п.5, отличающийся тем, что элемент, входящий в контакт с соседними лопатками (1), представляет собой хвостовик (13).
7. Способ по п.5, отличающийся тем, что элемент, входящий в контакт с соседними лопатками (1), представляет собой нижнюю или промежуточную платформу.
8. Способ по любому из пп.5-7, отличающийся тем, что создают предварительное механическое напряжение, воздействующее на лопатки (1).
9. Способ по п.1 или 2, отличающийся тем, что упомянутый
поддающийся распаду или разложению материал (3) обладает точкой плавления, температура которой является более низкой, чем температура плавления материала, образующего лопатки (1) или диск (4).
10. Способ по п.9, отличающийся тем, что упомянутый поддающийся распаду или разложению материал (3) удаляется химическим или термическим способом.
11. Способ по п.10, отличающийся тем, что упомянутый поддающийся распаду или разложению материал (3) представляет собой смолу.
12. Способ по п.11, отличающийся тем, что упомянутая смола представляет собой смолу на основе полиуретана или силикона.
13. Способ по п.10, отличающийся тем, что упомянутый поддающийся распаду или разложению материал (3) представляет собой металлический сплав.
14. Способ по п.13, отличающийся тем, что упомянутый металлический сплав представляет собой сплав на основе свинца и олова.
| US 4592120 А, 03.06.1986 | |||
| US 5518562 А, 21.05.1996 | |||
| Способ получения дорожного битума | 2017 |
|
RU2697457C2 |
| US 4270256 A, 02.06.1981 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА В МОНОБЛОКЕ С ЛОПАТКАМИ (ВАРИАНТЫ), УСТРОЙСТВО ДЛЯ МЕСТНОЙ ТЕРМООБРАБОТКИ И СПОСОБ РЕМОНТА ЛОПАТКИ ВЫШЕУКАЗАННОГО РОТОРА | 2002 |
|
RU2225514C2 |

