Изобретение относится к авиационной промышленности и может быть использовано при изготовлении моноколес, применяемых преимущественно в роторах газотурбинных двигателей.
Общеизвестно, что при изготовлении сварного моноколеса, представляющего собой моноблочный лопаточный диск с множеством лопаток, присоединенных к диску радиально, сначала формируют лопатку, имеющую выступ для соединения с диском, затем соединяют выступ лопатки с выступом диска посредством линейной сварки трением. Причем для удержания лопатки в машине при линейной сварке трением также необходим припуск на лопатке, формируемый над выступом для соединения ее с диском при сварке.
Известны традиционные технологии производства лопаток, включающие в себя изготовление штамповкой заготовки лопатки с поэтапной закруткой профиля пера с припусками по перу и замку, с последующим удалением припусков обработкой резанием, электрофизическими и иными методами (Крымов В.В., Елисеев Ю.С., Зудин К.И. Производство лопаток газотурбинных двигателей. М., "Машиностроение / Машиностроение - Полет", 2002 г., стр. 66-100, 101-197).
Известно изготовление заготовки лопатки с припуском в корневой части пера лопатки, который необходим для захвата в сварочной машине (патенты US 5813593, В23К 20/12, опубл. 29.09.1998; US 5188275, В23К 20/12, опубл. 23.02.1993; US 5035411, В23К 20/12, опубл. 30.07.1991). Однако в известных решениях не указаны способы получения такого припуска, соответственно не известны их достоинства и недостатки.
Известен способ изготовления блиска, содержащего множество лопаток, присоединенных к диску радиально, в котором формируют лопатку, имеющую выступ для соединения с диском, соединяют выступ лопатки с выступом диска посредством линейной сварки трением. Перед линейной сваркой трением лопатку зажимают в оснастке небольшим предварительным усилием зажатия, вводят в соприкосновение с диском и нагружают осевым сварочным усилием, после чего, не снижая приложенного сварочного усилия, лопатку закрепляют в оснастке полным усилием зажатия, при котором осуществляют линейную сварку трением лопатки и диска, причем полученную фиксацию лопатки сохраняют в течение всего процесса сварки. Лопатка содержит технологический припуск, предназначенный для ее закрепления в сварочной машине (патент RU 2496989, МПК F01D 5/34, В23K 20/12, опубл. 27.10.2013 г.).
В известном решении не оговаривается способ получения такого припуска, но представленный в этом решении припуск прямоугольной формы при небольшом размере хорды лопатки и малой кривизне сечения лопатки может быть получен штамповкой за одну-две операции в штампах небольших габаритов. Однако при производстве широкохордных лопаток из-за их больших габаритов (длина может достигать 1,5 м при ширине более 0,5 м) и сложной геометрической формы с большой кривизной сечения лопатки реализация такого решения приводит к многократному росту трудоемкости из-за увеличения количества технологических операций и требует изготовления нескольких дорогостоящих штампов.
Известен способ изготовления лопаток газотурбинного двигателя, включающий получение заготовки лопатки изотермической штамповкой с образованием аэродинамического профиля в каждом сечении пера лопатки и образованием хвостовика с последующей обработкой (патент RU 403119, В21К 3/04, опубл. 20.07.2010). Способ принят за прототип.
Недостатком способа является то, что образование аэродинамического профиля в каждом сечении пера лопатки и образование хвостовика осуществляют путем одновременной закрутки пера и хвостовика. При этом для обеспечения закрутки хвостовика в штампе его сечение минимизируют для получения бездефектного перехода от хвостовика к перу. Полученная таким образом геометрия хвостовика лопатки имеет недостаточное поперечное сечение для того, чтобы без пластической деформации выдержать усилия в сотни кН, которые необходимы для удержания широкохордной лопатки в машине при линейной сварке трением.
Задача изобретения - сокращение трудоемкости и материалоемкости изготовления заготовок широкохордных лопаток, присоединяемых к диску линейной сваркой трением.
Технический результат - уменьшение количества переходов при штамповке заготовки лопатки за счет незначительной разницы поперечного сечения хвостовика и пера лопатки, отсутствие пластической деформации широкохордной лопатки при удержании ее в сварочной машине в процессе линейной сварки трением за счет увеличения поперечного сечения хвостовика, которое достигается присоединением накладок.
Задача решается, а технический результат достигается способом получения заготовки лопатки газотурбинного двигателя штамповкой с образованием аэродинамического профиля в каждом сечении пера лопатки и образованием хвостовика с их последующей механической обработкой. В отличие от прототипа при штамповке заготовки лопатки хвостовик выполняют в виде выступа с замкнутым вокруг пера лопатки контуром, отстоящим от контура поперечного сечения пера лопатки на 1-5 мм, а после механической обработки хвостовика к нему посредством сварки присоединяют накладки, которые имеют сопрягаемые с выступом поверхности, сформированные также механической обработкой, при этом размер и форму накладок выбирают с обеспечением необходимого напуска для захвата и удержания лопатки в сварочной машине при линейной сварке трением.
Согласно изобретению накладки присоединяют к выступу посредством диффузионной сварки.
Технический результат достигается благодаря следующему.
В процессе штамповки формируют хвостовик в виде выступа, имеющего контур, замкнутый вокруг пера лопатки и отстоящий от него на 1-5 мм. При дальнейшем присоединении накладок сваркой такой выступ обеспечивает возможность формирования сварного шва за пределами контура лопатки, который после сварки лопатки с диском удаляют при окончательной механической обработке профиля лопатки. Формирование хвостовика в виде выступа с незначительной разницей поперечного сечения выступа и пера лопатки позволяет уменьшить количество переходов при штамповке заготовки лопатки.
Накладки, присоединенные затем к хвостовику, образуют необходимый технологический припуск для удержания лопатки в сварочной машине в процессе приварки ее к диску линейной сваркой трением и увеличивают поперечное сечение хвостовика, что позволяет без пластической деформации лопатки выдержать усилия по удержанию ее в сварочной машине.
Сущность изобретения поясняется чертежами, где проиллюстрирован заявляемый способ:
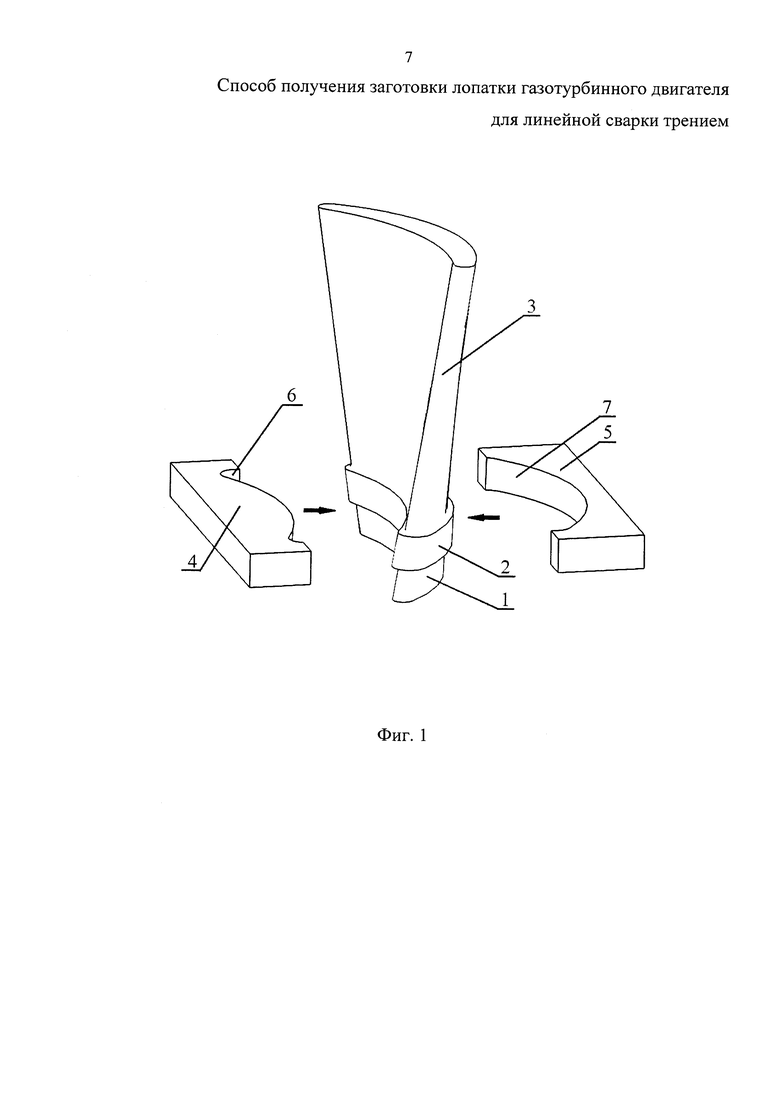
на фиг. 1 - схема сборки заготовки лопатки с накладками;
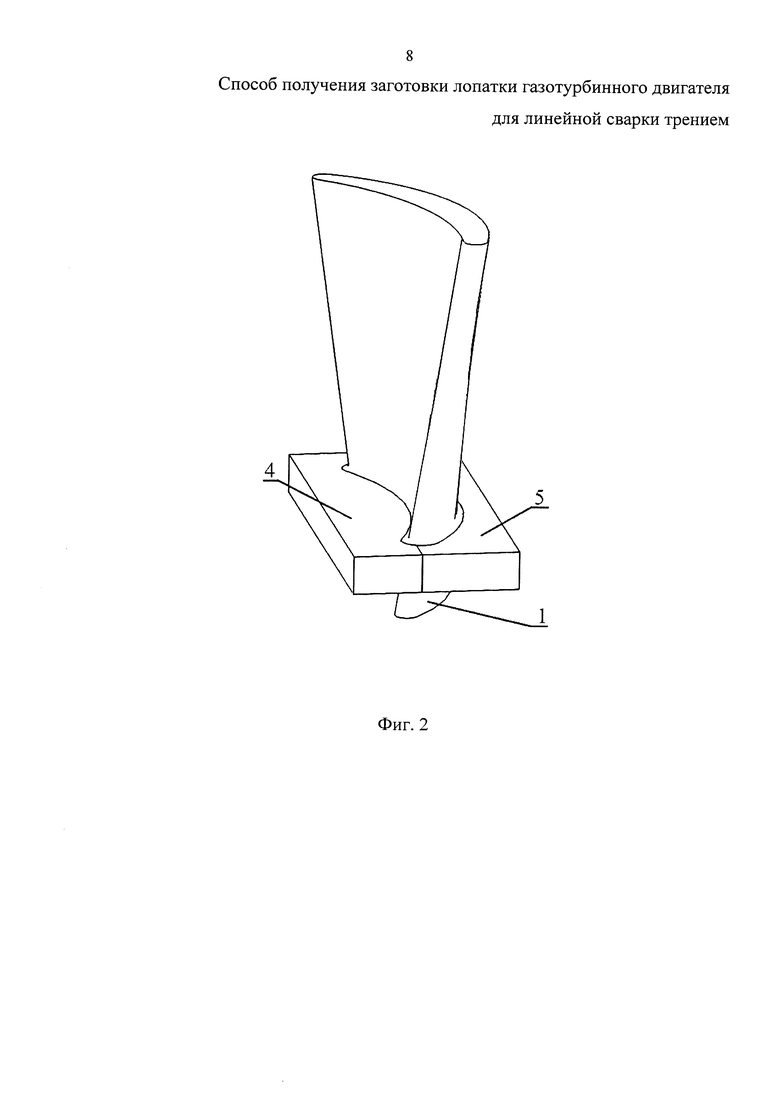
на фиг. 2 - заготовка лопатки с присоединенными накладками, образующими технологический припуск для захвата и удержания лопатки сварочной машиной.
На чертежах обозначено: 1 - заготовка лопатки, 2 - хвостовик в виде выступа замкнутого контура, 3 - перо лопатки, 4 и 5 - накладки, 6 и 7 соответственно - сопрягаемые с выступом поверхности накладок.
Способ изготовления лопатки газотурбинного двигателя осуществляют следующим образом.
Получают штамповкой заготовку лопатки 1, а хвостовик при этом выполняют в виде выступа 2 замкнутого вокруг пера лопатки контура, отстоящего от профиля пера 3 лопатки на 1-5 мм. После штамповки хвостовик заготовки лопатки механически обрабатывают для получения поверхностей, предназначенных для приварки накладок 4 и 5. Перо лопатки выполняют с аэродинамическим профилем в каждом сечении. После механической обработки поверхностей выступа 2 к нему присоединяют сформированные механической обработкой накладки 4 и 5. Накладки имеют сопрягаемые с выступом 2 поверхности 6 и 7, обеспечивающие их плотный контакт с выступом. При этом размер и форму накладок выбирают с обеспечением необходимого припуска для последующего захвата и удержания лопатки в машине для линейной сварки трением.
Пример конкретного выполнения.
Получили после штамповки заготовку лопатки 1 из сплава ВТ-6 с выступом 2, контур которого отстоит от контура пера лопатки на 2-3 мм. После механической обработки разница контуров уменьшилась до 0,5-1 мм.
Сформировали накладки 4 и 5 толщиной 18 мм и длиной 340 мм, которые имели сопрягаемые с выступом поверхности 6 и 7. Накладки 4 и 5 присоединяли к выступу 2 диффузионной сваркой. Диффузионная сварка производилась на режиме: температура 1280 K, давление сжатия 4,9 МПа, время сварки 5 минут при вакууме 0,01 Па. Выступ 2 обеспечил отсутствие влияния сварного соединения на ту часть лопатки, которая остается после удаления механической обработкой припуска уже приваренной линейной сваркой трением лопатки. Накладки 4 и 5 образовали технологический припуск для захвата и удержания лопатки в машине при линейной сварке трением.
Формирование в процессе штамповки хвостовика в виде выступа с незначительной разницей поперечного сечения выступа и пера лопатки позволяет уменьшить количество переходов при штамповке заготовки лопатки, а присоединенные затем накладки образуют технологический припуск и увеличивают поперечное сечение хвостовика, что позволяет без пластической деформации лопатки выдержать усилия по удержанию ее в сварочной машине в процессе линейной сварки трением.
Таким образом, изобретение позволяет сократить трудоемкость и материалоемкость изготовления заготовок лопаток, присоединяемых к диску линейной сваркой трением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2403119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОГО ЛОПАТОЧНОГО ДИСКА | 2012 |
|
RU2496987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2366530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| Газотурбинный двигатель, содержащий вентилятор и компрессор | 2016 |
|
RU2625078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ | 2010 |
|
RU2450881C1 |
| Рабочее колесо вентилятора и компрессора и способ его изготовления из композиционного материала | 2015 |
|
RU2617752C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОХОРДНОЙ ПОЛОЙ ЛОПАТКИ КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2417147C1 |
Изобретение может быть использовано при изготовлении моноколес, применяемых преимущественно в роторах газотурбинных двигателей. Способ включает получение заготовки лопатки газотурбинного двигателя штамповкой с образованием аэродинамического профиля в каждом сечении пера лопатки и образованием хвостовика с их последующей механической обработкой. При штамповке заготовки лопатки хвостовик выполняют в виде выступа с замкнутым вокруг пера лопатки контуром, отстоящим от контура поперечного сечения пера лопатки на 1-5 мм. После механической обработки хвостовика к нему посредством сварки присоединяют сформированные механической обработкой накладки, которые имеют сопрягаемые с выступом поверхности. Размер и форму накладок выбирают с обеспечением необходимого напуска для захвата и удержания лопатки в сварочной машине при линейной сварке трением. Накладки можно присоединять к выступу посредством диффузионной сварки. Изобретение позволяет сократить трудоемкость и материалоемкость изготовления заготовок лопаток, присоединяемых к диску линейной сваркой трением. 1 з.п. ф-лы, 2 ил.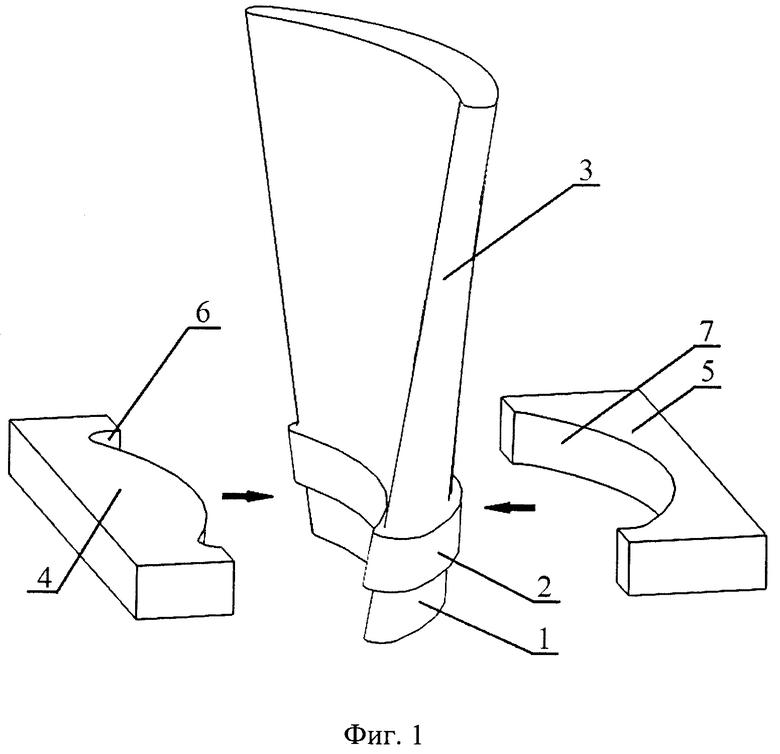
1. Способ получения заготовки лопатки газотурбинного двигателя, включающий штамповку заготовки с образованием аэродинамического профиля в каждом сечении пера лопатки и образованием хвостовика и их последующую механическую обработку, отличающийся тем, что при штамповке заготовки лопатки хвостовик выполняют в виде выступа с замкнутым вокруг пера лопатки контуром, отстоящим от контура поперечного сечения пера лопатки на 1-5 мм, а после механической обработки хвостовика к нему посредством сварки присоединяют сформированные механической обработкой накладки, которые имеют сопрягаемые с выступом поверхности, при этом размер и форму накладок выбирают с обеспечением необходимого напуска для захвата и удержания лопатки в сварочной машине при линейной сварке трением.
2. Способ по п. 1, отличающийся тем, что накладки присоединяют к выступу посредством диффузионной сварки.
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЛОПАТОК С ДИСКОМ ДЛЯ ПОЛУЧЕНИЯ БЛИСКА | 2012 |
|
RU2496989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2403119C2 |
| СПОСОБ СБОРКИ ЦЕЛЬНЫХ ОБЛОПАЧЕННЫХ ДИСКОВ И УСТРОЙСТВО ДЛЯ ДЕМПФИРОВАНИЯ КОЛЕБАНИЙ ЛОПАТОК ТАКИХ ДИСКОВ | 2005 |
|
RU2371587C2 |
| US 5034411 A1, 30.07.1991 | |||
| US 5813593 А, 29.09.1998. | |||

