Настоящее изобретение относится к изготовлению полых стеклянных изделий и может быть использовано в стекольной промышленности для производства стеклоизделий преимущественно с узким горлом.
В настоящее время для производства полых стеклянных изделий используют многосекционные стеклоформовочные машины, в которых изготовление стеклоизделий осуществляют выдуванием, прессовыдувным формованием или прямым прессованием.
Известны способы производства полых стеклянных изделий, в соответствии с которыми вначале формуют заготовку в перевернутой ориентации в форме для заготовки, которую удерживает переворачивающее устройство, переворачивают посредством поворота на 180° с обеспечением ее вертикальной ориентации, а затем подвергают выдуванию, чтобы отформовать готовое изделие. При этом формуют заготовку путем осаждающего дутья или прессования порции стекла посредством устройства с прессовочными плунжерами (пуансонами) [например, RU 2307077 С2, дата подачи 06.03.2003, опубликовано 27.09.2007].
Известны также способы изготовления стеклоизделий, в соответствии с которыми заготовка формуется прямым, верхним прессованием путем внедрения плунжера в стекломассу, а затем происходит чистовое выдувание готового изделия [например, ЕР 2716610 А2, дата подачи 27.09.2013, опубликовано 09.04.2014].
Общим недостатком известных способов производства стеклоизделий является неудовлетворительное качество готовых стеклоизделий, связанное с неравномерным распределением стекла по корпусу и дну изделия.
Кроме того, использование технологии переворота заготовок приводит к появлению брака, выражающегося в заливе дна, трещинах по горловой части и, как следствие, к снижению производительности производства. Еще одним недостатком является высокий уровень шума, связанный с наружным охлаждением черновых и чистовых форм. Существенным недостатком является и то, что используемые в известных аналогах стеклоформовочные машины имеют большие габариты, сложны в обслуживании и ремонте.
Наиболее близким к заявляемому способу техническим решением является способ изготовления стеклоизделий, при котором формование заготовки осуществляется с верхним расположением прессующего пуансона и перемещающимися черновыми и чистовыми формами. Способ включает подачу порции стекломассы в цельную черновую форму, формование заготовки и горловой части прессованием, перенос заготовки из черновой формы в чистовую в горловой форме, формование изделия путем вакуумирования и выдувания, Прессование заготовки в черновой форме, извлечение ее из черновой формы и перенос в чистовую форму осуществляют на позиции, совпадающей с вертикальной осью перемещения горловой формы, прессующего пуансона и заготовки, при этом попеременную смену с этой позиции черновой пустой формы чистовой формой производят во время фиксированного верхнего вертикального положения заготовки в горловой форме и пуансона, соосных с позицией смены форм, а смену чистовой формы с заготовкой черновой формой с порцией стекломассы осуществляют во время фиксированного верхнего вертикального положения свободной горловой формы и пуансона, соосных с позицией смены форм [RU 2024438 С1, дата подачи 24.08.1992, опубликовано 15.12.1994].
Недостатком ближайшего аналога, как и других известных способов изготовления стеклоизделий, является низкое качество готовых стеклоизделий.
Задачей настоящего изобретения является разработка способа изготовления стеклоизделий, который позволяет уменьшить вероятность образования дефектов и брака стеклоизделий, и, как следствие, обеспечить высокую производительность способа.
Задача решается за счет конструкции формы черновой заготовки, а также за счет последовательности действий при формовании черновой заготовки.
Предлагаемый способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары заключается в подаче горячего стекла в разомкнутую разъемную форму и выдувании стекла. Сначала горячее стекло подают в разомкнутую форму, где капля стекломассы оказывается в нижней неразъемной части, затем замыкают форму и подают снизу сжатый воздух для целей заполнения горячим стеклом горловой части формы, расположенной сверху. Затем подают воздух сверху через плунжер горловой части формы с давлением, избыточным над давлением воздуха снизу, для целей заполнения всей формы стеклом и формирования полой черновой заготовки. За счет этого достигается повышение качества изготовления горловой части стеклотары. Далее форму размыкают, и зафиксированную в горловой части формы заготовку переносят в чистовую форму. За счет того, что черновая заготовка при переносе в чистовую форму остается зафиксированной в горловой части формы и не испытывает переворотов, также достигается уменьшение вероятности дефектов и брака.
Для реализации способа предлагается комплект форм, представляющий собой разъемную полую форму черновой заготовки с горловой частью, включающей плунжер, отличающийся тем, что комплект состоит из неразъемной формы, формирующей нижнюю часть заготовки, разъемной и состоящей по крайней мере из двух частей формы, формирующей верхнюю часть заготовки, а также из горловой части, которая формирует горловую область стеклотары и включает в себя горловые кольца и плунжер, причем в нижней форме в дне имеется по крайней мере одно отверстие для нагнетания воздуха.
Описание рисунков
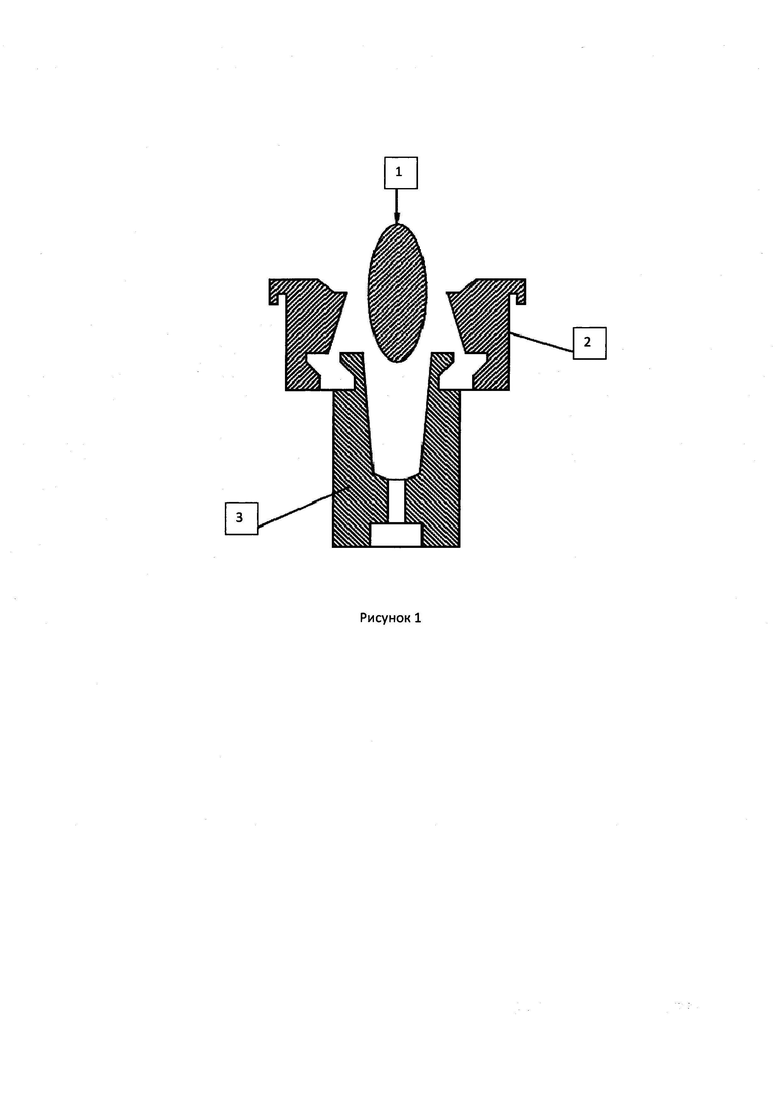
На рисунке 1 изображена подача стекломассы в форму. 1 - капля стекломассы, 2 - части верхней формы в разомкнутом виде, 3 - нижняя форма.
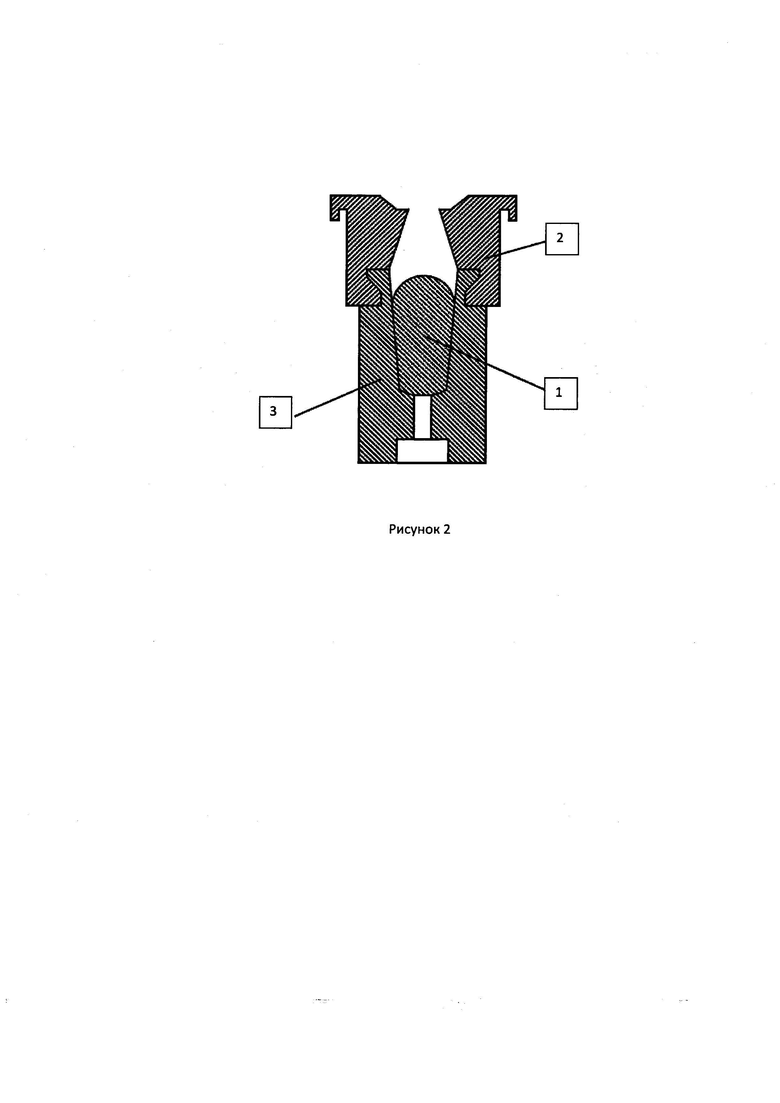
На рисунке 2 изображены формы в разомкнутом виде. 1 - капля стекломассы, 2 - части верхней формы в замкнутом виде, 3 - нижняя форма.
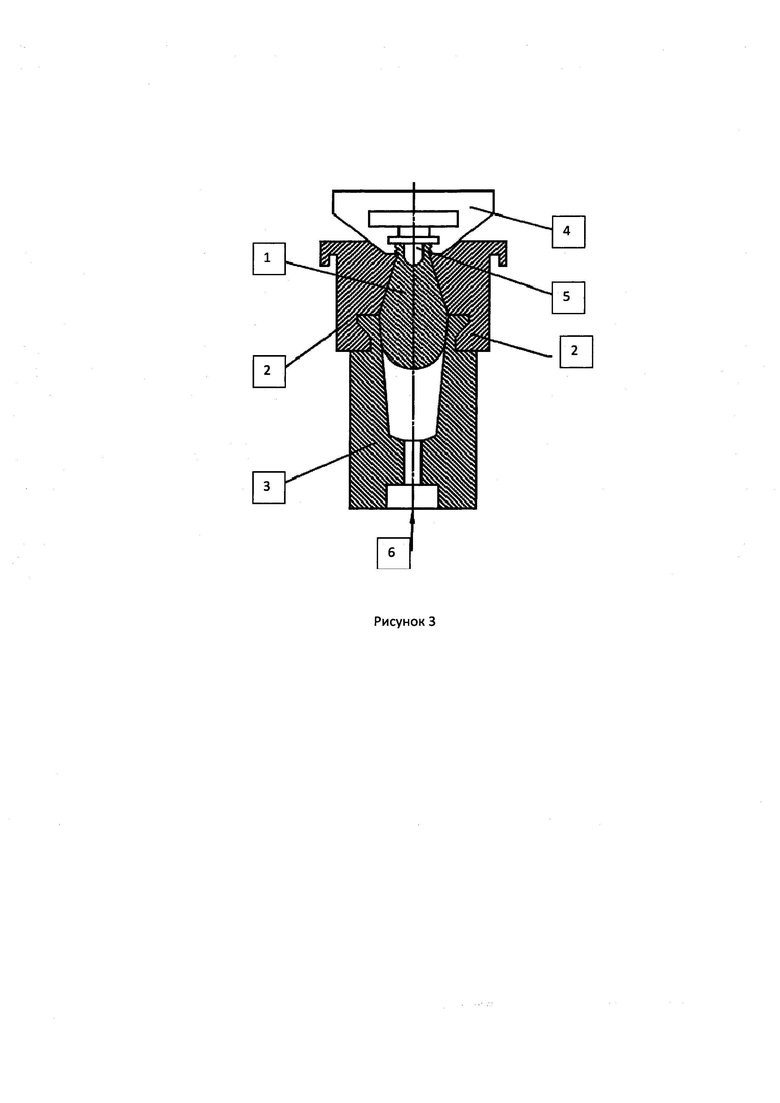
На рисунке 3 изображен этап подачи воздуха через нижнюю форму. 1 - капля стекломассы, 2 - части верхней формы в замкнутом виде, 3 - нижняя форма, 4 - горловая часть формы, формирующая резьбовую часть заготовки стеклотары, 5 - плунжер, 6 - отверстие для подачи воздуха.
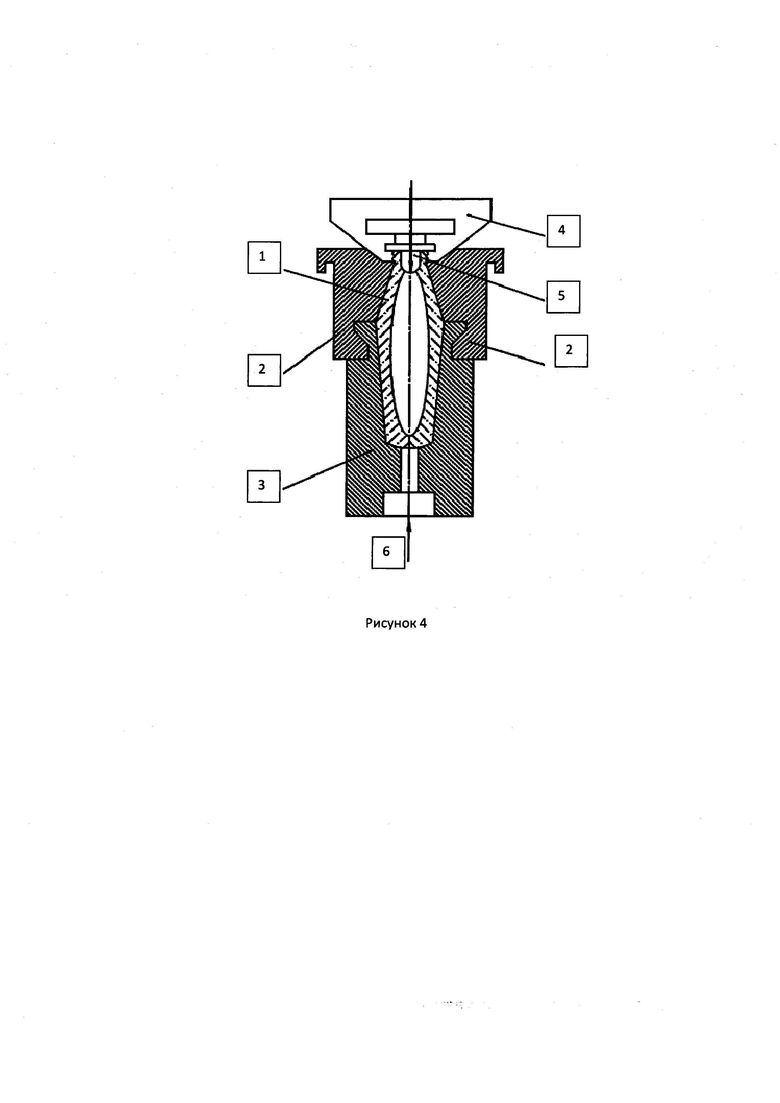
На рисунке 4 изображен этап подачи воздуха через плунжер и формирование полой заготовки. 1 - капля стекломассы, 2 - части верхней формы в замкнутом виде, 3 - нижняя форма, 4 - горловая часть формы, формирующая резьбовую часть заготовки стеклотары, 5 - плунжер, 6 - отверстие для подачи воздуха.
Осуществление изобретения
Для реализации данного способа, согласно описанию, были изготовлены черновые формы и горловые кольца из тугоплавкого чугуна. Формы были установлены на секцию, реализующую способ изготовления стеклоизделия горлом вверх и без переворота заготовки, которая, в свою очередь, была смонтированная на шестисекционной двухячейковой стеклоформующей машине Чешской фирмы Sclostroy. Секция работала в составе машины со следующими параметрами: скорость работы машины - 42 кап/мин, температура капли стекла - 1100°С, давление сжатого воздуха на прессование - 2,2-2,5 кг/см2 давление вентиляционного воздуха на охлаждение форм, мм вод. ст. 350 общее время работы секции в режиме испытания 48 ч.
Испытания проводили при изготовлении бутылки емкостью 0,5 л.
Капля стекломассы, весом 290 г и температурой 1100°С падала в нижнюю цельную часть черновой формы, после чего разъемные части черновой формы смыкались, и через клапан, расположенный в нижней части цельной формы подавался сжатый воздух, под давлением 3,2 Бар. Тем самым поднимая горячую стекломассу вверх, до горлового кольца, формируя горло изделия. После чего подача сжатого воздуха через нижний клапан прекращалась, и начиналась подача сжатого воздуха через плунжер, расположенный в горловой части, для выдувания полости пульки(заготовки). После формирования пульки, верхние разъемные формы раскрывались и пулька, удерживаемая горловыми кольцами поднималась вертикально вверх из черновых форм, для передачи в чистовую форму.
Испытания показали
1. Выработка готовой продукции составила не менее 93%.
2. Готовые изделия полностью отвечали требованиям ГОСТа 32131-2013.
3. За счет равномерного распределения стекла по изделию, стало возможным снизить вес изделия до 10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ | 2022 |
|
RU2803351C1 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |
| СТЕКЛЯННЫЙ ФЛАКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2047574C1 |
| Черновой комплект к стеклоформующему автомату | 1985 |
|
SU1273336A1 |
| ПОВОРОТНАЯ ГОЛОВКА | 2008 |
|
RU2384411C1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛ51 ВЫРАБОТКИ СТЕКЛОТАРЫ | 1970 |
|
SU269436A1 |
Изобретение относится к изготовлению полых стеклянных изделий и может быть использовано в стекольной промышленности для производства стеклоизделий преимущественно с узким горлом. Предлагаемый способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары заключается в подаче горячего стекла в разомкнутую разъемную форму и выдувании стекла. Сначала горячее стекло подают в разомкнутую форму, затем замыкают форму и подают снизу сжатый воздух для целей заполнения горячим стеклом горловой части формы, расположенной сверху. Затем подают воздух сверху через плунжер горловой части формы с давлением, избыточным над давлением воздуха снизу, для целей заполнения всей формы стеклом и формирования полой черновой заготовки. Для реализации способа предлагается комплект форм, который состоит из неразъемной формы, формирующей нижнюю часть заготовки, разъемной и состоящей по крайней мере из двух частей формы, формирующей верхнюю часть заготовки, а также из горловой части, которая формирует горловую область стеклотары и включает в себя плунжер. В нижней форме в дне имеется по крайней мере одно отверстие для нагнетания воздуха. Технический результат - повышение качества изготовления горловой части стеклотары. 2 н.п. ф-лы, 4 ил.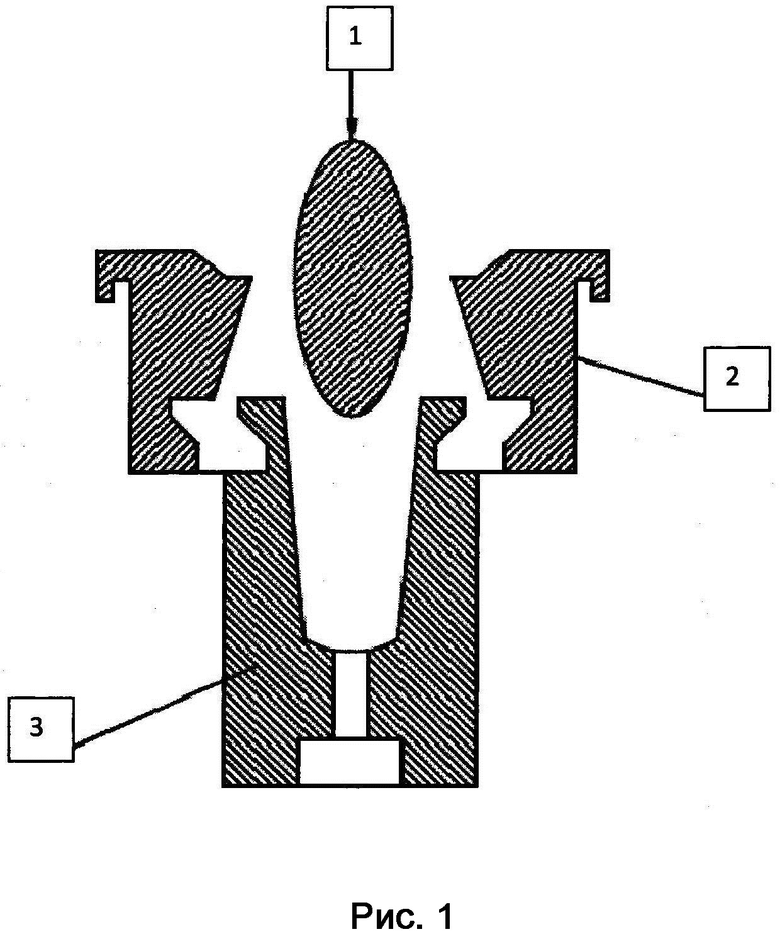
1. Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары, заключающийся в подаче горячего стекла в разомкнутую разъемную форму и выдувании стекла, отличающийся тем, что горячее стекло подают в нижнюю неразъемную часть формы, через раскрытую разъемную часть, затем форму смыкают и подают снизу сжатый воздух для целей заполнения горячим стеклом горловой части формы, расположенной сверху, затем подают воздух сверху через плунжер горловой части формы с давлением, избыточным над давлением воздуха снизу, для целей заполнения всей формы стеклом и формирования полой черновой заготовки, далее форму размыкают, и зафиксированную в горловой части формы заготовку переносят в чистовую форму.
2. Комплект форм, реализующий способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары по п. 1, представляющий собой разъемную полую форму черновой заготовки с горловой частью, включающей плунжер, отличающийся тем, что комплект состоит из неразъемной формы, формирующей нижнюю часть заготовки, разъемной и состоящей по крайней мере из двух частей формы, формирующей верхнюю часть заготовки, а также из горловой части, которая формирует горловую область стеклотары и включает в себя горловые кольца и плунжер, причем в нижней форме в дне имеется по крайней мере одно отверстие для нагнетания воздуха.
| DE 3232288 C1, 20.10.1983 | |||
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| Способ формования стеклоизделий | 1983 |
|
SU1255593A1 |
| US 4411681 A1, 25.10.1983 | |||
| Черновая форма | 1975 |
|
SU675006A1 |

