Изобретение относится к литейному производству и предназначено для непрерывного горизонтального литья слитков.
Известен кристаллизатор, содержащий рубашку, корпус с фланцами и экраном, подводящий и отводящий патрубки [1] (Авторское свидетельство СССР №725790, кл. МПК B22D 11/12, опубл. БИ №13, 1980). В данной конструкции охлаждение рубашки происходит при вынужденном движении охладителя в кольцевом канале между рубашкой и экраном параллельно оси слитка. Основным недостатком такой конструкции являются недостаточные интенсивность и равномерность охлаждения рубашки кристаллизатора, что не позволяет получать мелкокристаллические слитки.
Известен кристаллизатор, включающий рубашку, корпус с отводящим патрубком, верхним и нижним фланцами, подводящий патрубок, перегородку, экран, на поверхности которого выполнены отверстия диаметром 3÷20 мм с шагом 1,5÷3 диаметра отверстия, а экран установлен на расстоянии 7÷40 мм от рубашки [2] (патент BY 1959U, МПК7 B22D 11/00, 2005). При горизонтальном литье сплавов такая конструкция кристаллизатора требует больших затрат на получение слитков вследствие применения металлоприемника, металлопровода и соединительного стакана. Они уменьшают стабильность процесса литья. Все это увеличивает стоимость слитков и снижает производительность процесса литья.
Технической задачей, на решение которой направлено заявляемое изобретение, является уменьшение затрат на непрерывное горизонтальное литье слитков и повышение стабильности процесса литья.
Технический результат заключается в уменьшении стоимости слитков и увеличении производительности процесса литья.
Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного горизонтального литья слитков, включающем рубашку, корпус с отводящим патрубком, верхним и нижним фланцами, подводящий патрубок, перегородку, экран, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом от 1,5 до 3 диаметра отверстия, а экран установлен на расстоянии от 7 до 40 мм от рубашки, рубашка выполнена в виде изложницы глубиной более 20 мм, открытой со стороны вытягивания слитка, корпус соединен с экраном, расположенным со стороны донной части изложницы, а отверстия в нем расположены слева и справа от плоскости симметрии кристаллизатора под углами 90÷45° к поверхности изложницы, перегородка соединена с экраном и отстоит от изложницы и верхнего фланца на расстоянии от 2 до 10 мм, подводящий патрубок установлен в нижнем фланце, а в корпусе дополнительно установлен отводящий патрубок.
На чертеже представлен продольный разрез предлагаемого кристаллизатора (Фиг.1) и его вид сверху (Фиг.2). Кристаллизатор состоит из изложницы 1, открытой со стороны вытягивания слитка, корпуса 2 с двумя отводящими патрубками 3, верхнего фланца 4, нижнего фланца 5 с подводящим патрубком 6, экрана 7 с отверстиями 8, перегородки 9. Охладитель подается в входной коллектор 10, а отводится в выходной коллектор 11.
Если глубина изложницы менее 20 мм, то получаются не слитки, а пластины, штрипсы, либо прутки. Если отверстия в экране выполнены слева и справа от плоскости симметрии кристаллизатора под углами менее 45° к поверхности изложницы, то уменьшается его охлаждающая способность вследствие преобладания составляющей потока охладителя параллельно поверхности охлаждения. При установке перегородки от изложницы и верхнего фланца на расстоянии менее 2 мм существенно увеличивается гидродинамическое сопротивление потоку охладителя. Если перегородка расположена от изложницы и верхнего фланца на расстоянии более чем 10 мм, то снижается эффективность охлаждения изложницы.
Работа кристаллизатора осуществляется следующим образом. Охладитель из подводящего патрубка попадает во входной коллектор, далее продавливается через отверстия в экране и в виде затопленных струй интенсивно охлаждает донную часть изложницы. Затем охладитель движется в щели между перегородкой и изложницей, охлаждая ее боковые части. Далее охладитель попадает в отводящий коллектор и уходит в отводящие патрубки. Подача расплава в кристаллизатор и извлечение из него слитка могут осуществляться в непрерывном и (или) циклическом режимах. Для осуществления процесса литья в данный кристаллизатор не требуется применения металлоприемника, металлопровода и соединительного стакана. Это уменьшает затраты на непрерывное горизонтальное литье слитков и повышает стабильность процесса литья. В результате уменьшается стоимость слитков.
Пример 1
Изготовлен кристаллизатор, состоящий из стальной изложницы глубиной 70 мм, шириной внутренней части 60 мм и толщиной стенки 12 мм, стального корпуса с двумя отводящими патрубками, стальным верхним фланцем и нижним фланцем с подводящим патрубком, экраном, на поверхности которого выполнены отверстия диаметром 4 мм с шагом 10 мм, перегородки, отстоящей от изложницы и верхнего фланца на 5 мм. Отверстия в экране располагались слева и справа от плоскости симметрии кристаллизатора под углом 75° к поверхности кожуха. При этом экран находился на расстоянии 11 мм от изложницы. Данный кристаллизатор обеспечивал стабильное получение мелкокристаллических силуминовых слитков из сплава АК12. Их себестоимость была на 14% ниже, чем для аналогичных слитков при горизонтальном литье в кристаллизатор с затоплено-струйной системой охлаждения. При этом производительность процесса литья увеличилась на 36%.
Источники информации
1. Авторское свидетельство СССР №725790, МПК B22D 11/12, опубл. БИ №13, 1980.
2. Патент BY 1959U, МПК B22D 11/00, 2005.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО ЛИТЬЯ СЛИТКА МОДИФИКАТОРА | 2009 |
|
RU2428275C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЛИТЬЯ СЛИТКОВ | 2010 |
|
RU2458757C2 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА | 2007 |
|
RU2342220C2 |
| Кристаллизатор для непрерывного литья слитков | 1982 |
|
SU1039641A1 |
| ДОРН ДЛЯ ЛИТЬЯ ПОЛЫХ СЛИТКОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2376103C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 2019 |
|
RU2725377C1 |
| Кристаллизатор для непрерывного литья слитков | 1977 |
|
SU725790A1 |
| ДОРН ДЛЯ ЛИТЬЯ ПОЛЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2376102C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
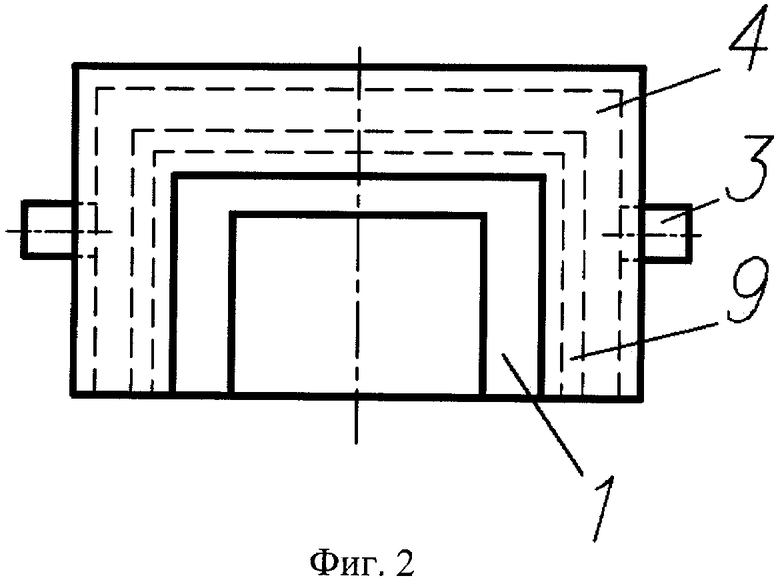
Изобретение относится к металлургии. Кристаллизатор содержит изложницу (1) глубиной более 20 мм, открытую со стороны вытягивания слитка, корпус (2) с отводящими патрубками (3), верхним (4) и нижним (5) фланцами, экран (7), расположенный со стороны донной части изложницы (1), перегородку (9), соединенную с экраном (7) и отстоящую от изложницы (1) и верхнего фланца (4) на расстоянии 2-10 мм. Экран (7) установлен на расстоянии 7-40 мм от изложницы (1), а на его поверхности выполнены отверстия диаметром 3-20 мм с шагом 1,5-3 диаметра отверстия. Отверстия в экране (7) расположены слева и справа от плоскости симметрии изложницы (1) под углами 90-45° к ее поверхности. Подводящий патрубок (6) установлен в нижнем фланце (5). Обеспечивается увеличение производительности и стабильности процесса литья за счет равномерности и высокой интенсивности охлаждения слитка. 2 ил.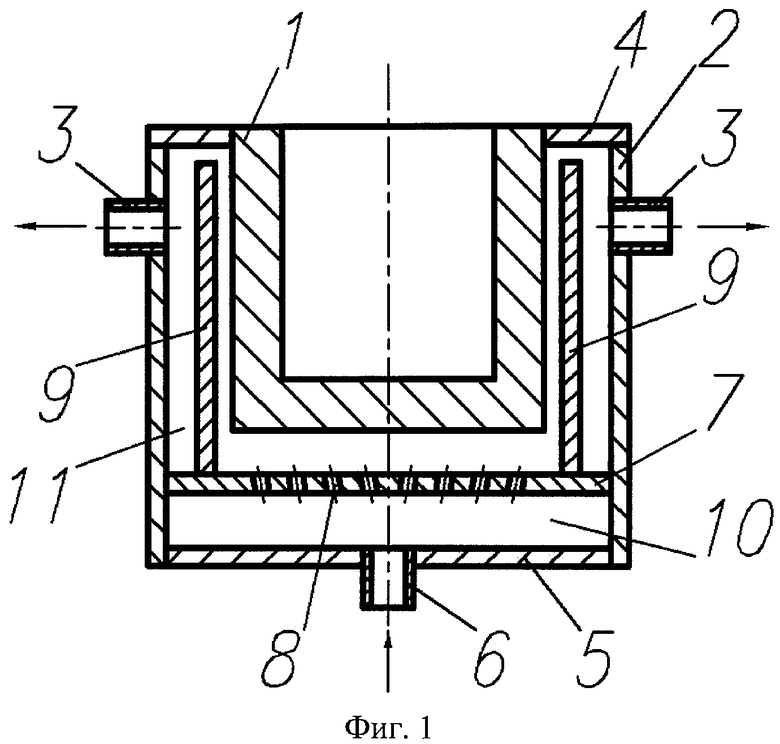
Кристаллизатор для непрерывного горизонтального литья слитков, включающий рубашку, корпус с отводящим патрубком, верхним и нижним фланцами, подводящий патрубок, перегородку, экран, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом от 1,5 до 3 диаметров отверстия, а экран установлен на расстоянии от 7 до 40 мм от рубашки, отличающийся тем, что рубашка выполнена в виде изложницы глубиной более 20 мм, открытой со стороны вытягивания слитка, корпус соединен с экраном, расположенным со стороны донной части изложницы, а отверстия в нем расположены слева и справа от плоскости симметрии кристаллизатора под углами 90-45° к поверхности изложницы, перегородка соединена с экраном и отстоит от изложницы и верхнего фланца на расстоянии от 2 до 10 мм, подводящий патрубок установлен в нижнем фланце, а в корпусе дополнительно установлен отводящий патрубок.
| Кристаллизатор для непрерывного литья слитков | 1982 |
|
SU1039641A1 |
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА | 2007 |
|
RU2342220C2 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Подаватель полос к ножницам | 1923 |
|
SU3665A1 |

