Изобретение относится к металлургии, а именно к полунепрерывному, непрерывному, непрерывно-циклическому и циклическому литью полых слитков из металлов и сплавов.
Известен дорн для отливки полых слитков, содержащий стакан, наружная поверхность которого выполнена с переменной конусностью, крышку с патрубком для подвода охладителя [1] (А.с. СССР №137239, МПК B22D 21/04, 1960). Основным недостатком данной конструкции является неравномерность охлаждения гильзы дорна по высоте и периметру, что повышает брак слитков и уменьшает выход годного литья. Данная конструкция применима преимущественно к литью слитков из алюминиевых сплавов.
Наиболее близким по технической сущности является дорн для отливки полых слитков из алюминиевых сплавов, содержащий наружный стакан, наружная поверхность которого выполнена с перемененной конусностью, крышку, соединенную с подводящим патрубком, внутренний стакан [2] (А.с. СССР №1115847, МПК B22D 11/04 // БИ №36, 1984).
Охлаждение гильзы дорна осуществляется потоками охладителя, движущимися сверху вниз в кольцевом канале между наружным и внутренним стаканами. Основным недостатком данной конструкции является недостаточная охлаждающая способность гильзы дорна, что уменьшает производительность литья полых слитков. Кроме того, данная конструкция применима преимущественно к литью слитков из алюминиевых сплавов.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение интенсивности охлаждения дорна и расширение области применения дорна.
Технический результат заключается в увеличении производительности процесса литья полых слитков из металлов и сплавов.
Поставленная задача достигается тем, что в заявляемом дорне для литья полых слитков из металлов и сплавов, содержащем наружный стакан, наружная поверхность которого выполнена с переменной конусностью, крышку, соединенную с подводящими патрубком, и внутренний стакан, при этом внутренний стакан установлен вниз дном и отстоит от наружного стакана на расстоянии 2-50 мм, а на боковой поверхности внутреннего стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия, и в крышке выполнены отверстия для выхода охладителя в коллектор, соединенный с подводящим и отводящими патрубками.
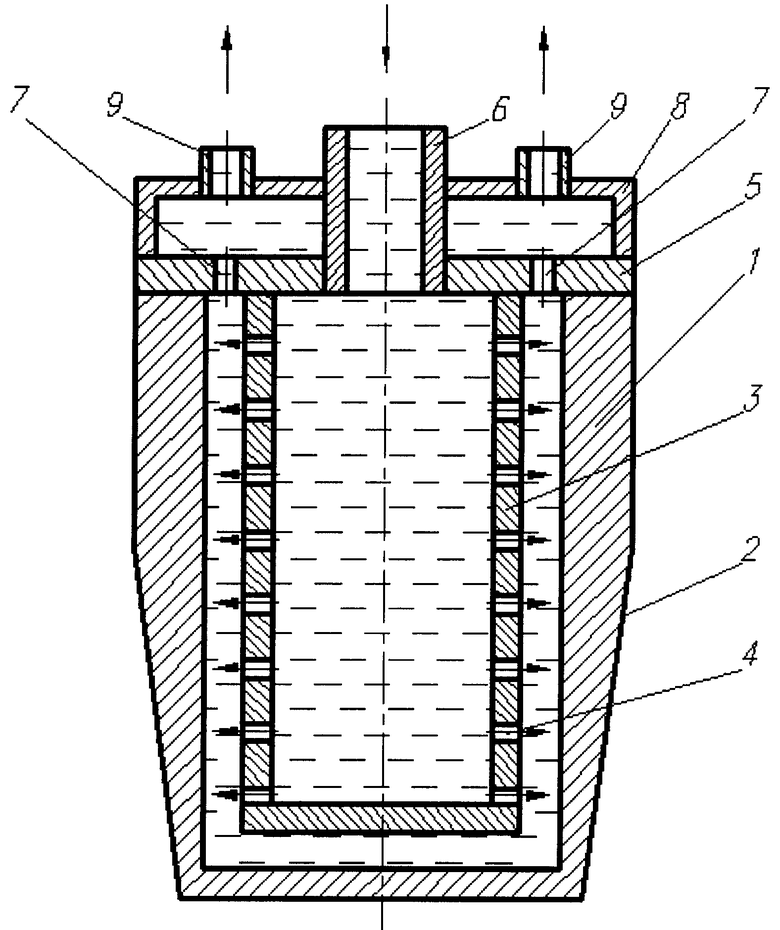
На чертеже представлен продольный разрез предлагаемого дорна. Он состоит из наружного стакана 1, наружная поверхность 2 которого выполнена с переменной конусностью. Внутри наружного стакана на расстоянии 2-50 мм от него установлен внутренний стакан 3, на боковой поверхности которого выполнены отверстия 4 диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия. Стаканы соединены крышкой 5, которая снабжена подводящим патрубком 6 для подачи охладителя. Крышка 5 выполнена с отверстиями 7 для выхода охладителя в колллектор 8, соединенный с подводящим 6 и отводящим 9 патрубками.
Установить внутренний стакан соосно наружному на расстоянии менее 2 мм от него технически очень трудно. При установке внутреннего стакана на расстоянии более 50 мм от наружного стакана эффективность ударно-струйного действия охладителя будет снижаться из-за тормозящего действия потока охладителя в кольцевом канале между внутренним и наружным стаканами. Отверстия диаметром менее 1 мм в боковой поверхности внутреннего стакана выполнить технически очень трудно. При диаметре этих отверстий более 20 мм эффективность ударного действия затопленных струй охладителя существенно снижается. Изготовление отверстий с шагом по высоте и периметру менее 2-х диаметров отверстий уменьшает давление охладителя во внутреннем стакане, что приводит к снижению эффективности охлаждающей способности дорна. Если отверстия в боковой поверхности внутреннего стакана выполнены по высоте и периметру с шагом более 6 диаметров отверстий, то это существенно снижает охлаждающую способность дорна вследствие появления большого количества зон вне действия ударно-струйного эффекта охлаждения охладителем.
Охлаждение дорна осуществляется следующим образом. Охладитель из подводящего патрубка под давлением поступает во внутренний стакан и далее равномерно продавливается в виде затопленных струй через отверстия в боковой стенке стакана. Струи охладителя ударяют о внутреннюю поверхность стакана. При этом существенно возрастает турбулентность потока охладителя вблизи поверхности охлаждения. Это уменьшает толщину теплового пограничного слоя и увеличивает коэффициент теплоотдачи от боковой поверхности наружного стакана к охладителю. Вблизи поверхности охлаждения также увеличивается радиальное гидродинамическое давление охладителя, что повышает его температуру кипения. Все это увеличивает охлаждающую способность дорна и повышает производительность процесса литья полых слитков из металлов и сплавов.
Пример
Изготовлен стальной дорн для циклического литья полого слитка с наружным и внутренним диаметрами 106 мм и 78 мм. Внутренний стакан отстоял от наружного на расстояние 10 мм. На боковой поверхности внутреннего стакана были выполнены отверстия диаметром 4 мм с шагом по высоте и периметру 3 диаметра отверстия. По сравнению с циклическим литьем с использованием обычного дорна, в котором охлаждающие потоки идут вдоль внутренней поверхности наружного стакана, дорн со струйным охлаждением позволяет увеличить производительность процесса литья полых отливок из сплава АК9 в среднем в 1,6 раза.
Источники информации
1. А.с. СССР №137239, МПК B22D 21/04, 1960.
2. А.с. СССР №1115847, МПК B22D 11/04 // БИ №36, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН ДЛЯ ЛИТЬЯ ПОЛЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2376102C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 2009 |
|
RU2436651C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО ЛИТЬЯ СЛИТКА МОДИФИКАТОРА | 2009 |
|
RU2428275C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ЛИТЬЯ СЛИТКОВ | 2010 |
|
RU2458757C2 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА | 2007 |
|
RU2342220C2 |
| Дорн для отливки полых слитков из деформируемых алюминиевых сплавов | 1983 |
|
SU1115847A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 2019 |
|
RU2725377C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2503521C1 |
Изобретение относится к металлургии, а именно к полунепрерывному, непрерывному, непрерывно-циклическому и циклическому литью. Дорн содержит наружный стакан и внутренний стакан, установленный вниз дном, и крышку с патрубками для подвода охладителя. Наружная поверхность наружного стакана выполнена с переменной конусностью, а по периметру донной части стакана выполнены отверстия для выхода охладителя на слиток. Внутренний стакан отстоит от наружного стакана на расстоянии 2-50 мм. В боковых стенках внутреннего стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру, равным 2-6 диаметрам отверстия. В крышке выполнены отверстия для выхода охладителя в коллектор, соединенный с подводящим патрубком и отводящими патрубками. Охладитель из подводящего патрубка подают во внутренний стакан. Через отверстия в боковой стенке охладитель затопленными струями поступает в пространство между стаканами и отводится в коллектор. Возникающая турбулентность потока охладителя приводит к уменьшению толщины теплового пограничного слоя и увеличению гидродинамического давления вблизи поверхности охлаждения. Достигается повышение интенсивности охлаждения дорна и производительности процесса. 1 ил.
Дорн для литья полых слитков из металлов и сплавов, содержащий наружный стакан, наружная поверхность которого выполнена с переменной конусностью, крышку с подводящим патрубком и внутренний стакан, отличающийся тем, что внутренний стакан установлен вниз дном и отстоит от наружного стакана на расстоянии 2-50 мм, на боковой поверхности внутреннего стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру, равным 2-6 диаметрам отверстия, а в крышке выполнены отверстия для выхода охладителя в коллектор, соединенный с подводящим и отводящим патрубками.
| Дорн для отливки полых слитков из деформируемых алюминиевых сплавов | 1983 |
|
SU1115847A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| JP 61176443 A, 08.08.1986 | |||
| Устройство для полунепрерывного литья полых заготовок | 1979 |
|
SU863162A2 |

