Изобретение относится к литейному производству и предназначено для непрерывного, непрерывно-циклического и циклического литья металлов и сплавов.
Известен кристаллизатор для непрерывного литья слитков, содержащий рубашку, корпус с фланцами и экраном, подводящим и отводящим патрубками [1] (Авт.свид. №725790, МПК В22D 11/12, БИ №13, 1980). В данной конструкции подвод охладителя к рубашке осуществляется через верхний коллектор и кольцевую щель между экраном и верхним фланцем. Охлаждение рубашки происходит при вынужденном движении охладителя в кольцевом канале между рубашкой и экраном параллельно слитку. Основным недостатком такой конструкции является недостаточная интенсивность и равномерность охлаждения рубашки кристаллизатора, что приводит к уменьшению производительности и стабильности процесса литья.
Наиболее близким по технической сущности является кристаллизатор для непрерывного литья слитков, включающий рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметра отверстия [2] (патент BY 12444 C1, МПК В22D 11/00, 2009). Охлаждение рубашки кристаллизатора происходит концентрированными затопленными струями охладителя из отверстий в экране перпендикулярно охлаждаемой поверхности. Главным недостатком такой конструкции является недостаточная интенсивность охлаждения рубашки кристаллизатора, вследствие постоянства площади ее наружной поверхности.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение охлаждающей способности кристаллизатора.
Технический результат заключается в повышении производительности процесса литья слитков.
Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья слитков, включающем рубашку, корпус с отводящим и подводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметра отверстия, на наружной поверхности рубашки соосно отверстиям выполнены круглые с трапецеидальным сечением углубления глубиной до 0,8 толщины рубашки, а экран установлен от нее на расстоянии от 3 до 30 мм.
Выполнение круглых с трапецеидальным сечением углублений глубиной до 0,8 толщины рубашки значительно увеличивает площадь ее охлаждаемой поверхности, что повышает охлаждающую способность кристаллизатора. Соосность отверстий и углублений повышает эффективность теплосъема с поверхности углублений, что также повышает охлаждающую способность кристаллизатора.
При удалении экрана на расстоянии от 3 до 30 мм от рубашки максимально используется ударно-струйное действие охладителя, что минимизирует толщину теплового пограничного слоя вблизи охлаждаемой поверхности. Все это повышает охлаждающую способность кристаллизатора и увеличивает производительность процесса литья слитков.
Выполнение углублений на глубину более 0,8 толщины рубашки уменьшает ее прочность и увеличивает величину термических напряжений, что в совокупности приводит к короблению рубашки кристаллизатора. При установке экрана на расстоянии менее 3 мм от рубашки снижается интенсивность ее охлаждения из-за тормозящего действия струй, отраженных от поверхности рубашки и вследствие увеличения гидравлического сопротивления потока охладителя. Удаление экрана на расстоянии более 30 мм от рубашки приводит к снижению скорости ее охлаждения из-за торможения струи толщиной слоя охладителя. Это также уменьшает охлаждающую способность кристаллизатора.
На чертеже представлен продольный разрез предлагаемого кристаллизатора. Он состоит из рубашки 1, корпуса 2 с нижним фланцем 3 и верхним фланцем 4, соединенным с экраном 5 с отверстиями 6, перегородки 7, подводящего 8 и отводящего 9 патрубков. На наружной поверхности рубашки ортогонально осям отверстий 6 выполнены круглые с трапецеидальным сечением углубления 10 глубиной до 0,8 толщины рубашки 1. Экран 5 установлен от нее на расстоянии от 3 до 30 мм.
Охлаждение и работа кристаллизатора осуществляются следующим образом. Охладитель из подводящего патрубка тангенциально поступает в верхний коллектор между корпусом, верхним фланцем, перегородкой и экраном и далее продавливается в виде затопленных струй через отверстия в экране. Увеличенная с помощью углублений охлаждаемая поверхность рубашки, соосность отверстий и углублений позволяют повысить эффективность теплосъема. Все это увеличивает охлаждаемую способность кристаллизатора и повышает производительность процесса литья слитков.
Пример
Изготовлен кристаллизатор, состоящий из стальных: рубашки с внутренним диаметром 70 мм, толщиной стенки 12 мм и высотой 180 мм, корпуса с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, перегородки. В экране были выполнены отверстия диаметром 4 мм с шагом по высоте и периметру 12 мм. Экран был установлен на расстоянии 5 мм от непрофилированной поверхности рубашки. На ее поверхности соосно отверстиям были выполнены круглые с трапецеидальным сечением углубления глубиной 8 мм.
По сравнению с литьем в кристаллизатор с гладкой охлаждаемой поверхностью, при прочих равных условиях, профилирование наружной поверхности углублениями позволило увеличить производительность процесса литья слитков из силумина АК12 в среднем в 1,7 раза.
Источники информации
1. А.С. №725790, МПК В22D 11/12, БИ №13, 1980.
2. Патент BY 12444 c1, МПК В22D 11/00, 2009.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 2009 |
|
RU2436651C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО ЛИТЬЯ СЛИТКА МОДИФИКАТОРА | 2009 |
|
RU2428275C2 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА | 2007 |
|
RU2342220C2 |
| Кристаллизатор для непрерывного литья слитков | 1982 |
|
SU1039641A1 |
| ДОРН ДЛЯ ЛИТЬЯ ПОЛЫХ СЛИТКОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2376103C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Кристаллизатор для непрерывного литья слитков | 1977 |
|
SU725790A1 |
| ДОРН ДЛЯ ЛИТЬЯ ПОЛЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2376102C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2503521C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
Изобретение относится к литейному производству и предназначено для непрерывного, непрерывно-циклического и циклического литья металлов и сплавов. Кристаллизатор для литья слитков содержит рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном. На поверхности экрана выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметра отверстия. На наружной поверхности рубашки соосно отверстиям выполнены углубления с трапецеидальным сечением глубиной до 0,8 толщины рубашки. Экран установлен на расстоянии от 3 до 30 мм от рубашки. Обеспечивается повышение охлаждающей способности кристаллизатора и производительности процесса литья слитков. 1 ил., 1 пр.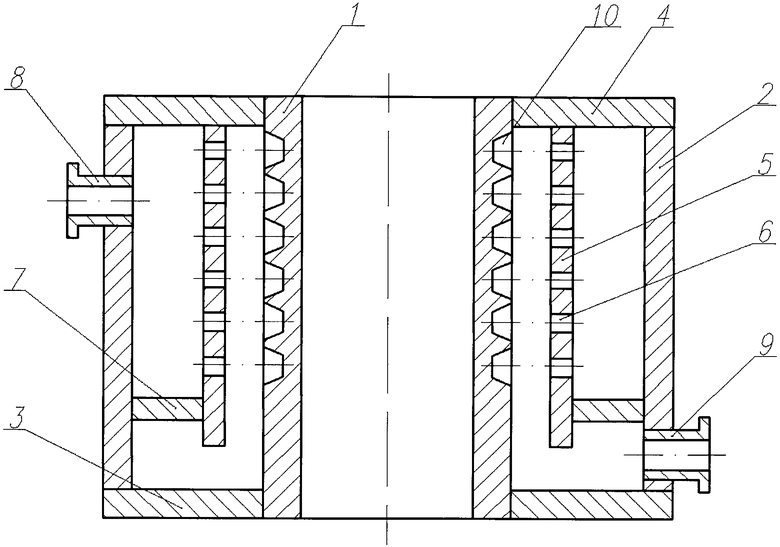
Кристаллизатор для литья слитков, включающий рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметра отверстия, отличающийся тем, что на наружной поверхности рубашки соосно отверстиям выполнены углубления с трапецеидальным сечением глубиной 0,8 толщины рубашки, а экран установлен от нее на расстоянии от 3 до 30 мм.
| Кристаллизатор для непрерывного литья слитков | 1977 |
|
SU725790A1 |
| Приспособление для получения пластин из легкоплавких сплавов | 1928 |
|
SU12444A1 |
| Предохранительное приспособление для шатуна жатвенных машин | 1928 |
|
SU11983A1 |
| Кристаллизатор | 1982 |
|
SU1076182A2 |

