Изобретение относится к способу слива расплава, в частности шлакового расплава и/или расплава стали, из наклоняемого металлургической емкости, в частности из сталеплавильного конвертера, в приемник, в частности в разливочный ковш или в шлаковую чашу, а также к установке для автоматического осуществления способа.
Способ такого типа известен из WO 03/004198 А2. При этом в приемник, установленный под выпускным отверстием сталеплавильного конвертера, сливается расплав стали, причем учитываются многочисленные параметры, релевантные для выпуска плавки, как, например, угол наклона сталеплавильного конвертера, состояние футеровки выпускного отверстия (летки), состояние футеровки сталеплавильного конвертера, объем плавки, продолжительность выпуска плавки, химические составы стали и шлака, их температура и подобное, причем угол наклона сталеплавильного конвертера устанавливают в зависимости от этих параметров. Независимо от этого приемник располагается по вертикали под выпускным отверстием конвертера. Зеркала ванны расплава в конвертере и в приемнике находятся под постоянным наблюдением.
Для разливки расплавов в литейную форму (DE 2631015 А1) известна установка угла наклона наклоняемого разливочного ковша в зависимости от положения изложницы, причем струя жидкого металла вытекает из носика разливочного ковша и постоянно сохраняет свою позицию, т.е. положение в пространстве. Литейная форма оснащена измерительным устройством для определения положения зеркала расплава, так что перелив в литейной форме может быть предотвращен.
Из ЕР 0240128 В1 известна разливочная машина с наклоняемой индукционной плавильной печью, причем плавильная печь выполнена наклоняемой, а изложница, достающая до расплава и принимающая его, для поддержания постоянства степени погружения и тем самым степени заполнения изложницы в зависимости от уровня зеркала ванны расплава может погружаться в расплав, т.е. угол наклона плавильной печи является изменяемым.
Из DE 3532763 А1 известна разливка расплава из наклоняемого разливочного ковша в изложницу, подставленную непосредственно под разливочный ковш, причем зеркало ванны расплава в изложнице находится под наблюдением, и в зависимости от этого осуществляется управление углом наклона разливочного ковша. Аналогично выполненная разливочная машина известна из DE 1235520 А1.
Задачей изобретения является такое усовершенствование способа вышеописанного типа, чтобы литье могло производиться полностью автоматически, причем чтобы струя жидкого металла, изменяющаяся по мере увеличения наклона металлургической емкости, поступала в приемник оптимальным образом.
Эта задача согласно изобретению решается за счет комбинации следующих признаков:
установку наклона металлургической емкости, при котором разливаемый расплав вытекает из емкости в виде струи,
определение положения струи, вытекающей из емкости при установленном наклоне металлургической емкости,
установка приемника для приема струи, вытекающей из металлургической емкости при установленном ее наклоне после начала литья,
обеспечение следящего перемещения приемника в соответствии с изменением струи в зависимости от изменяющегося по мере выпуска угла наклона металлургической емкости.
Уровень зеркала ванны в металлургической емкости может быть определен прямо или косвенно; прямо - с помощью измерительного устройства для определения положения зеркала ванны, а косвенно за счет того, что перед установкой наклона уровень зеркала ванны в конверторе для жидкого металла определяется путем расчета на основе внутреннего объема металлургической емкости и веса расплава или расплавов, причем в последнем случае перед заполнением металлургической емкости ее внутренний объем измеряют, предпочтительно, с помощью лазерного сканнера.
Если определение положения зеркала ванны в емкости осуществляется с помощью измерительного устройства для определения положения зеркала ванны, измеряются угол между измерительным лучом измерительного устройства и зеркалом ванны, а также удаление зеркала ванны от измерительного устройства.
Способ выпуска стали из сталеплавильного конвертера, отличающийся тем, что для слива расплава стали из сталеплавильного конвертера определяют положение зеркала ванны шлакового расплава, причем наклон емкости для слива шлакового расплава определяют с учетом положения зеркала ванны шлакового расплава таким образом, чтобы зеркало ванны шлакового расплава для наклона сталеплавильного конвертера во время выпуска расплава стали находилось на безопасном расстоянии от горловины сталеплавильного конвертера.
Емкость во время выпуска расплава, предпочтительно, наклоняется непрерывно.
Если емкость необходимо наклонять очень медленно, то емкость во избежание перегрева приводного двигателя можно наклонять ступенчато.
Отдельные этапы, осуществляемые при выпуске, а также установка металлургической емкости целесообразным образом автоматизируются под управлением от ЭВМ.
Для подачи в приемник присадок предусмотрен спускной желоб, осуществляющий следящее перемещение в соответствии с изменением струи жидкого металла в зависимости от изменяющегося по мере выпуска угла наклона металлургической емкости и/или в соответствии со следящим перемещением приемника.
Установка для осуществления способа согласно изобретению характеризуется комбинацией следующих признаков:
металлургическая емкость оснащена устройством измерения положения для определения угла наклона и соответствующим устройством управления наклоном емкости,
приемник, перемещающийся в направлении плоскости наклона металлургической емкости, с устройством измерения положения и соответствующим устройством управления перемещением приемника,
измерительное устройство для прямой или косвенной, предпочтительно непрерывной, регистрации положения зеркала ванны расплава в металлургической емкости, а также при необходимости
устройство для распознания конца выпуска, начала выпуска шлака и остатка стали.
Для подачи присадок предусмотрен спускной желоб, оснащенный устройством измерения положения спускного желоба и соответствующим устройством управления для его позиционированием в зависимости от направления струи жидкого металла и/или положения приемника.
Если регистрация положения зеркала ванны является косвенной, для приемника предусмотрено взвешивающее устройство.
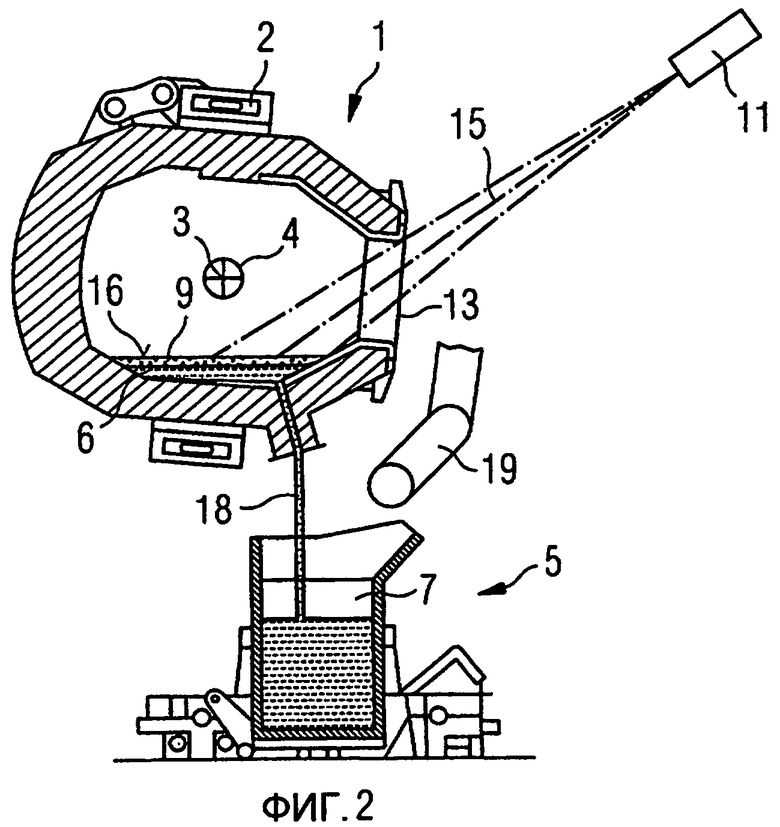
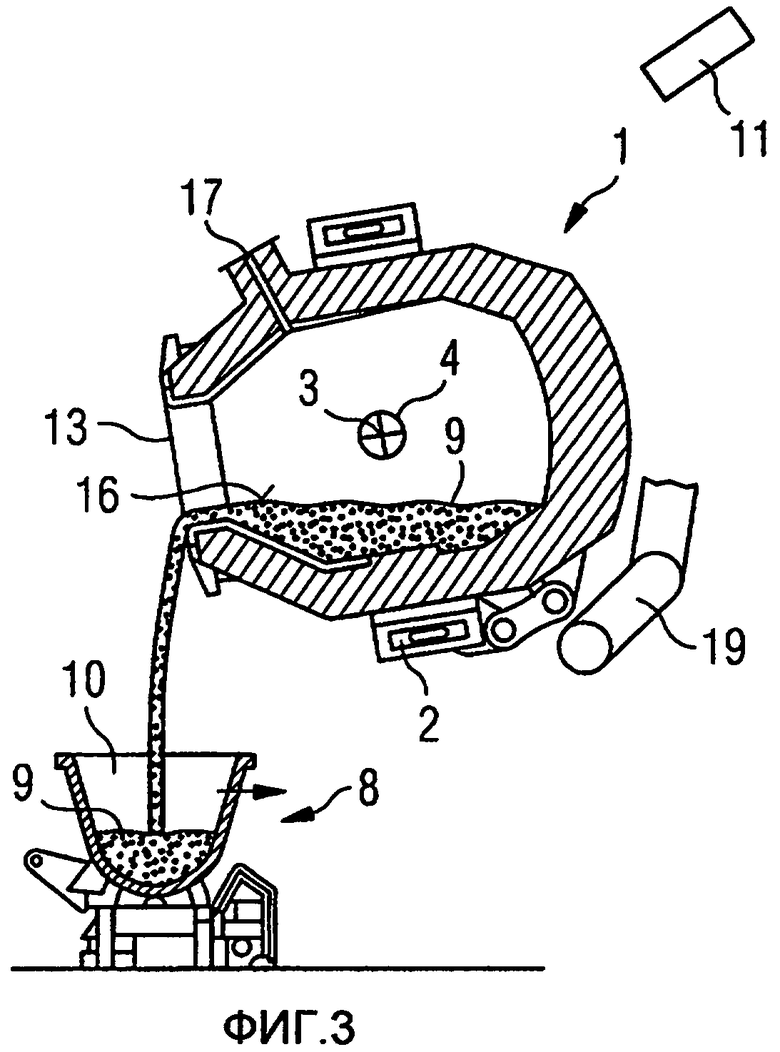
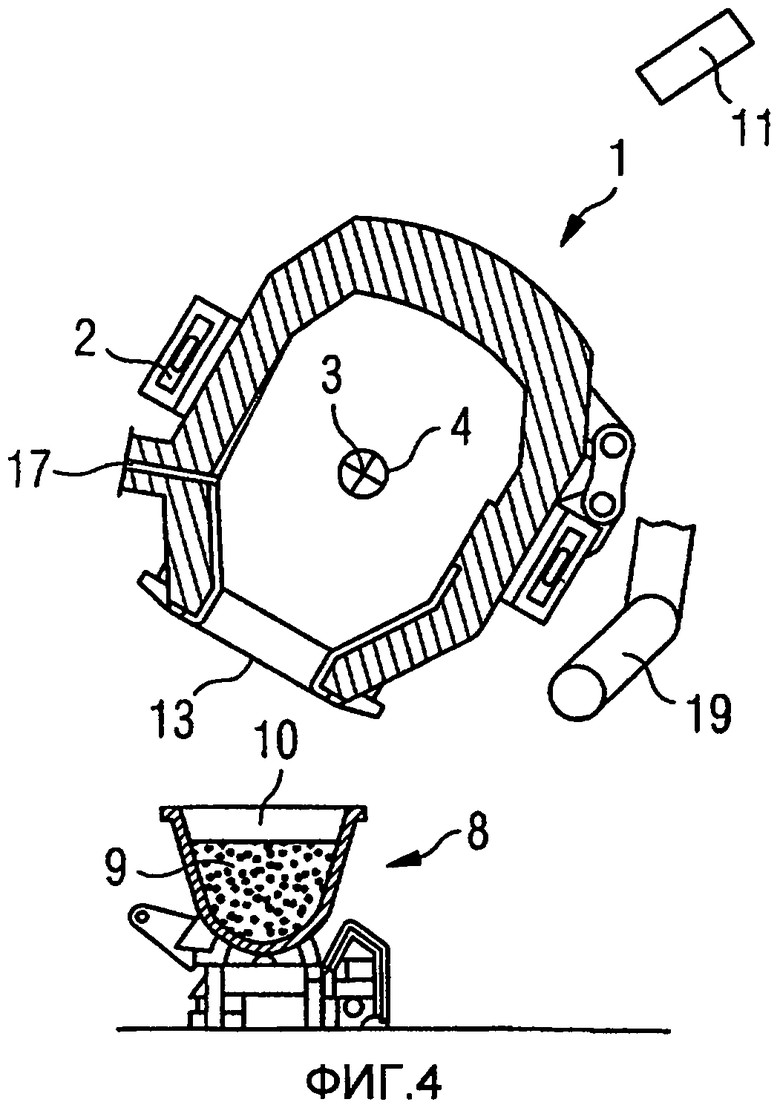
Ниже устройство более подробно поясняется на примере осуществления, изображенном на чертеже. На фиг.1-4 схематически изображены различные наклонные положения сталеплавильного конвертера при выпуске расплава стали и при последующем выпуске шлакового расплава.
Сталеплавильный конвертер 1 обычно крепится в опорном кольце 2, которое с помощью двух диаметрально противоположно расположенных опорных цапф 4, определяющих ось 3 вращения, установлено на фундаменте на подшипниках с возможностью вращения, а именно, посредством электропривода, более подробно не показанного.
Под сталеплавильным конвертером 1 в плоскости симметрии-наклона конвертера 1 перемещается ковшовая тележка 5 для приема расплава 6 стали в разливочный ковш 7, а также шлаковая тележка 8 для приема шлакового расплава 9 в шлаковую чашу 10, при этом каждая из них перемещается также с помощью соответствующего электропривода.
Сбоку от конвертера 1 установлено снабженное охладителем измерительное устройство 11 для определения положения зеркала ванны расплава, а именно, также в плоскости симметрии-наклона. С помощью этого измерительного устройства 11 осуществляется наблюдение за содержимым конвертера 1, и, как только при наклоне конвертера 1 горловина 13 конвертера 1 окажется против измерительного устройства 11, определяется уровень 12 зеркала ванны расплава, а именно, путем измерения угла 14 между измерительным лучом 15 измерительного устройства 11 и зеркалом 16 ванны, а также измерения удаления зеркала 16 ванны от измерительного устройства 11. Измерительное устройство 11 может работать, например, с помощью лазерного луча или даже радара.
Наклон сталеплавильного конвертера 1 регулируется с помощью принятого на сталеплавильных заводах измерительного устройства для позиционирования. Аналогичным образом и положения приемников, перемещаемых под сталеплавильным конвертером, т.е. разливочного ковша 7, а также шлаковой чаши 10, регулируются с помощью обычных измерительных устройств для позиционирования, более подробно не показанных. Как механизм наклона сталеплавильного конвертера 1, так и привод движения ковшовой тележки 5, а также шлаковой тележки 8 оснащены устройствами управления для точного позиционирования.
Вместо измерительного устройства 11 текущий уровень зеркала 16 ванны может быть рассчитан в зависимости от угла наклона сталеплавильного конвертера 1 и на основе геометрии конвертера на данный момент (здесь имеется в виду состояние футеровки) и величины плавки. Для этого во время выпуска с помощью взвешивающего устройства для определения общего веса приемников 7 постоянно измеряется масса выпускаемого в каждый момент расплава 6 стали. Таким образом, на основе расчетного содержимого конвертера и заданной геометрии конвертера можно постоянно рассчитывать текущий уровень зеркала 16 ванны.
Автоматический процесс выпуска протекает следующим образом. Запускается он оператором. Сталеплавильный конвертер 1 автоматически наклоняется в направлении слива расплава 6 стали, причем непрерывно регистрируется текущее положение зеркала 16 ванны, а именно, по одной из двух вышеописанных методик - или на расстоянии от зеркала 16 ванны с помощью измерительного устройства 11 и по углу 14, образованному зеркалом 16 ванны и измерительным лучом 15 измерительного устройства 15, или путем измерений объема и веса.
Максимально возможное положение зеркала 16 ванны определяется самой нижней кромкой 13' горловины 13 конвертера 1. Таблица с данными максимально возможного положения зеркала 16 ванны в зависимости от угла наклона сталеплавильного конвертера 1 хранится в системе управления и в соответствии с требованиями IBN может быть адаптирована к характеристикам установки. Для предотвращения слива расплава через горловину 13 конвертера 1 максимально возможное положение зеркала ванны корректируется в сторону уменьшения на регулируемую величину, а регулирование выпуска осуществляется по заданному значению положения зеркала ванны. Другими словами, это означает соблюдение безопасного удаления зеркала 16 ванны от самой нижней кромки 13' горловины 13 конвертера 1.
По текущим данным рассчитывается наклон сталеплавильного конвертера 1, при котором разливаемый расплав 6 стали вытекает из выпускного отверстия 17 в виде струи 18 жидкого металла. Отсюда на основе установленного наклона получают определенное положение струи 18 металла, которое вызывает установку приемника 7 в положение для приема расплава 6 стали, а именно, под управлением от ЭВМ. Затем сталеплавильный конвертер 1 наклоняется в положение начала выпуска (см. фиг.1), угол наклона в изображенном примере осуществления составляет 51°.
После этого сталеплавильный конвертер 1 для непрерывного выпуска расплава 6 стали, под управлением ЭВМ, наклоняется дальше, а приемник, т.е. разливочный ковш 7, под управлением ЭВМ, соответственно, осуществляет следящее перемещение в соответствии с изменяющейся струей 18 жидкого металла, причем положение струи 18 металла также рассчитывается посредством ЭВМ в соответствии с углом наклона сталелитейного конвертера 1, а именно, до тех пор, пока выпуск расплава 6 стали не закончится. Это показано на примере осуществления, изображенном на фиг.2, угол наклона конвертера 1 составляет 96,7°.
В конце выпуска расплава 6 стали выпускное отверстие 17 закрывается, например, с помощью замыкающего устройства с замыкающим телом, которое может перейти из положения ожидания в положение замыкания, как это описано в ЕР 1054068 А2.
Связь между углом наклона сталеплавильного конвертера 1 и положением струи 18 жидкого металла, т.е. положением ковшовой тележки 5, зафиксирована автоматизированной системой и адаптирована к характеристикам установки.
Во время выпуска расплава 6 стали с помощью спускного желоба 19 в зависимости от угла наклона сталеплавильного конвертера 1 или в зависимости от положения ковшовой тележки 5 в разливочный ковш 7 подаются присадки. Положение спускного желоба 19 также регистрируется с помощью измерительной системы непрерывного позиционирования и автоматически устанавливается в соответствии с положением приемника 7. Начало подачи добавок происходит или автоматически, или с помощью оператора.
Затем осуществляется слив шлакового расплава 9 через горловину 13 конвертера 1 также автоматически. Пуск осуществляется оператором, после чего сталеплавильный конвертер 1 автоматически наклоняется в направлении выпуска шлака. По достижении положения начала выпуска шлака (см. фиг.3, угол наклона 100°) конвертер 1 наклоняется дальше с минимальной скоростью до тех пор, пока шлаковый расплав 9 не потечет через горловину конвертера в предварительно установленный шлаковый ковш 10. Во время этого процесса шлаковая тележка 8 также позиционируется автоматически в зависимости от угла наклона конвертера 1. Связь между углом наклона и шлаковой тележкой 8 также фиксируется автоматизированной системой и также адаптируется к характеристиками установки. Система обнаружения шлака распознает вытекание шлакового расплава 9.
С этого момента времени система регулирования выпуска берет на себя управление процессом скачивания шлака. Теперь сталеплавильный конвертер 1 в соответствии со схемой, заложенной в автоматизированной системе, непрерывно или периодически продолжает наклоняться до тех пор, пока система обнаружения шлака не распознает остаток стали, или не будет достигнут максимальный угол наклона при скачивании шлака (см. фиг.4, угол наклона 150°). По достижении максимального угла наклона или при обнаружении остатка стали сталеплавильный конвертер снова автоматически устанавливается в вертикальное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система газодинамической отсечки конечного шлака при выпуске стали через горловину конвертера | 2019 |
|
RU2748704C2 |
| Кислородный конвертер для переработки чугуна и металлического лома с повышенным содержанием вредных примесей | 2016 |
|
RU2623934C1 |
| Способ выпуска стали из конвертера | 2023 |
|
RU2807415C1 |
| СПОСОБ ПЕРЕРАБОТКИ СТАЛЕПЛАВИЛЬНЫХ ШЛАКОВ С ПОЛУЧЕНИЕМ ЦЕМЕНТНОГО КЛИНКЕРА И ЧУГУНА | 2012 |
|
RU2492151C1 |
| Дуговая сталеплавильная печь | 1986 |
|
SU1435615A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2071977C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКОВОЙ СТАЛИ | 2001 |
|
RU2200198C2 |
| Способ совместного получения стали и портландцемента и технологическая камера для реализации способа | 2017 |
|
RU2674048C2 |
| Способ получения стали и портландцемента и технологические камеры для реализации способа | 2018 |
|
RU2710088C1 |
| СПОСОБ ПЕРЕРАБОТКИ СТАЛЕПЛАВИЛЬНЫХ ШЛАКОВ И НОСИТЕЛЕЙ ЖЕЛЕЗА ДЛЯ ПОЛУЧЕНИЯ ЧУГУНА И ЭКОЛОГИЧНЫХ ШЛАКОВ | 1998 |
|
RU2172783C2 |
Изобретение относится к черной металлургии, в частности к способам выпуска расплава из наклоняемой металлургической емкости. Способ включает установку наклона емкости (1), при котором разливаемый расплав (9, 6) вытекает из емкости (1) в виде струи. Определяют положение струи (18), вытекающей при установленном наклоне емкости (1). Устанавливают приемник (7, 10) для приема струи (18), вытекающей из емкости (1) при соответствующем наклоне после начала выпуска. Обеспечивают следящее перемещение приемника (7, 10) в соответствии с изменением струи (18) жидкого металла в зависимости от изменяющегося по мере выпуска угла наклона металлургической емкости. Использование изобретения позволяет оптимизировать и автоматизировать процесс выпуска расплава. 2 н. и 11 з.п. ф-лы, 4 ил.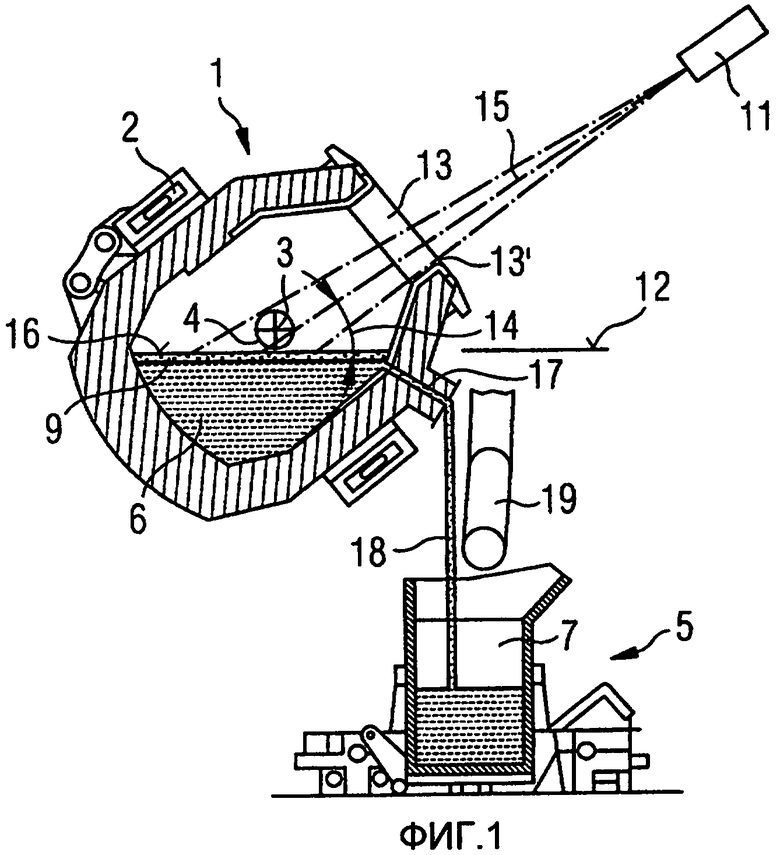
1. Способ выпуска расплава (9, 6), в частности шлакового расплава и/или расплава стали (9, 6), из наклоняемой металлургической емкости (1), в частности из сталеплавильного конвертера, в приемник, в частности в разливочный ковш (7) или шлаковую чашу (10), отличающийся тем, что осуществляют автоматическую установку положения наклона емкости (1), при котором выпускаемый расплав (6, 9) вытекает из металлургической емкости (1) в виде струи, автоматически определяют положение струи (18), вытекающей из емкости при установленном наклоне металлургической емкости (1), автоматически устанавливают положение приемника (7, 10) для приема струи (18), вытекающей из металлургической емкости (1) в соответствии с установленным наклоном после начала выпуска, автоматически обеспечивают следящее перемещение приемника (7, 10) в соответствии с изменением струи (18) в зависимости от изменяющегося по мере выпуска угла наклона металлургической емкости (1).
2. Способ по п.1, отличающийся тем, что перед установкой положения наклона уровень зеркала (16) ванны в металлургической емкости (1) определяют с помощью измерительного устройства (11) для определения положения зеркала ванны расплава.
3. Способ по п.1 или 2, отличающийся тем, что перед определением положения наклона уровень зеркала (16) ванны в металлургической емкости (1) определяют путем расчета на основе внутреннего объема металлургической емкости (1) и веса расплава (6, 9) или расплавов (6, 9).
4. Способ по п.3, отличающийся тем, что перед заполнением металлургической емкости (1) ее внутренний объем измеряют предпочтительно с помощью лазерного сканнера.
5. Способ по п.2, отличающийся тем, что определение положения зеркала (16) ванны в металлургической емкости (1) осуществляют с помощью измерительного устройства (11) для определения положения зеркала ванны расплава, а именно путем измерения угла (14) между измерительным лучом (15) и зеркалом ванны, а также измерения удаления зеркала (16) ванны от измерительного устройства (11).
6. Способ по п.1, отличающийся тем, что для выпуска расплава (6) стали из сталеплавильного конвертера (1) определяют положение зеркала (16) ванны шлакового расплава (9), причем положение наклона металлургической емкости (1) для выпуска расплава (9) стали устанавливают с учетом положения зеркала ванны шлакового расплава (9) таким образом, чтобы зеркало (16) ванны шлакового расплава (9) в положении наклона сталеплавильного конвертера (1) во время выпуска расплава (6) стали находилось на безопасном расстоянии от горловины (13) сталеплавильного конвертера (1).
7. Способ по п.1, отличающийся тем, что металлургическую емкость (1) во время выпуска расплава (6, 9) наклоняют непрерывно.
8. Способ по п.1, отличающийся тем, что металлургическую емкость (1) во время выпуска шлака (6, 9) наклоняют ступенчато.
9. Способ по п.1, отличающийся тем, что он осуществляется автоматически под управлением ЭВМ.
10. Способ по п.1, отличающийся тем, что по спускному желобу (19) в приемник (7, 10) подают присадки, причем спускному желобу (19) придают следящее перемещение в соответствии с изменением струи (18) жидкого металла в зависимости от изменяющегося по мере выпуска угла наклона металлургической емкости (1), и/или в соответствии со следящим перемещением приемника (7, 10).
11. Установка для автоматического регулирования выпуска расплава (9, 6), в частности шлакового расплава и/или расплава стали способом по любому из пп.1-10, содержащая металлургическую емкость (1), оснащенную устройством измерения положения для определения угла наклона и соответствующим устройством управления ее наклоном, приемник (7, 10), перемещающийся в направлении плоскости наклона металлургической емкости (1), с устройством измерения положения и соответствующим устройством управления перемещением приемника (7, 10), измерительное устройство для прямой или косвенной, предпочтительно, непрерывной регистрации положения зеркала (16) ванны расплава (6, 9) в металлургической емкости (1), а также при необходимости устройство для распознания конца выпуска, начала выпуска шлака и остатка стали.
12. Установка по п.11, отличающаяся тем, что предусмотрен спускной желоб для подачи присадок в приемник (7, 10), оснащенный устройством измерения положения спускного желоба (19) для определения его положения и соответствующим устройством управления для его позиционирования в зависимости от положения струи (18) жидкого металла и/или положения приемника (7, 10).
13. Установка по п.11 или 12, отличающаяся тем, что предусмотрено взвешивающее устройство для приемника (7, 10).
| US 2003004602 A1, 02.01.2003 | |||
| DE 3532763 A1, 27.03.1986 | |||
| Воздухоочиститель | 1985 |
|
SU1235520A1 |
| ВЫСОКОВОЛЬТНОЕ ОРГАНИЧЕСКОЕ ЛЮМИНЕСЦЕНТНОЕ УСТРОЙСТВО | 2016 |
|
RU2631015C1 |

